KR20200075959A - 성형성이 우수한 고강도 열연강판 및 그 제조방법 - Google Patents
성형성이 우수한 고강도 열연강판 및 그 제조방법 Download PDFInfo
- Publication number
- KR20200075959A KR20200075959A KR1020180163898A KR20180163898A KR20200075959A KR 20200075959 A KR20200075959 A KR 20200075959A KR 1020180163898 A KR1020180163898 A KR 1020180163898A KR 20180163898 A KR20180163898 A KR 20180163898A KR 20200075959 A KR20200075959 A KR 20200075959A
- Authority
- KR
- South Korea
- Prior art keywords
- steel sheet
- rolled steel
- hot
- cooling
- strength
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/84—Controlled slow cooling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
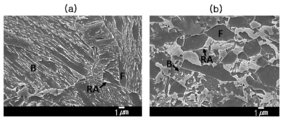
도 2의 (a) 및 (b)는 각각 실시예 중 발명예 7과 비교예 2의 미세조직을 관찰한 사진이다.
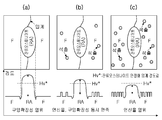
도 3의 (a), (b) 및 (c)는 각각 실시예 중 비교예 14, 발명예 7 및 비교예 15의 잔류 오스테나이트와 근접조직 내 석출물의 관계를 모식적으로 나타낸 모식도이다.
| 구분 | 조성 (wt.%) | 관계식1 | 관계식2 | ||||||||||||
| C | Si | Mn | P | S | Al | Cr | Mo | Ti | Nb | B | V | N | |||
| 발명예 1 | 0.14 | 2.4 | 1.4 | 0.01 | 0.003 | 0.04 | 1.1 | 0.11 | 0.03 | 0.021 | 0.003 | 0.12 | 0.003 | 20.6 | 2.0 |
| 발명예 2 | 0.12 | 2.4 | 1.1 | 0.01 | 0.003 | 0.04 | 1.4 | 0.05 | 0.03 | 0.015 | 0.004 | 0.12 | 0.004 | 31.2 | 1.8 |
| 발명예 3 | 0.11 | 2.4 | 0.9 | 0.01 | 0.003 | 0.04 | 1.4 | 0.05 | 0.04 | 0.015 | 0.002 | 0.12 | 0.003 | 45.5 | 2.0 |
| 발명예 4 | 0.13 | 2.1 | 1.3 | 0.01 | 0.003 | 0.04 | 1.1 | 0.15 | 0.03 | 0.015 | 0.003 | 0.11 | 0.004 | 32.0 | 2.3 |
| 발명예 5 | 0.14 | 2.2 | 1.1 | 0.01 | 0.003 | 0.04 | 1.4 | 0.07 | 0.05 | 0.021 | 0.003 | 0.14 | 0.003 | 28.9 | 2.0 |
| 발명예 6 | 0.14 | 2.4 | 1.4 | 0.01 | 0.003 | 0.04 | 0.8 | 0.14 | 0.03 | 0.021 | 0.002 | 0.12 | 0.003 | 31.4 | 2.2 |
| 발명예 7 | 0.11 | 2.1 | 1.2 | 0.01 | 0.003 | 0.04 | 1.1 | 0 | 0.03 | 0.015 | 0.003 | 0.13 | 0.003 | 45.0 | 1.6 |
| 발명예 8 | 0.14 | 2.9 | 0.9 | 0.01 | 0.003 | 0.04 | 1.4 | 0 | 0.04 | 0.015 | 0.003 | 0.19 | 0.003 | 31.6 | 1.8 |
| 발명예 9 | 0.12 | 2.3 | 1.1 | 0.01 | 0.003 | 0.04 | 1.6 | 0.07 | 0.04 | 0.015 | 0.002 | 0.07 | 0.004 | 23.1 | 1.6 |
| 비교예 1 | 0.24 | 2.1 | 0.9 | 0.01 | 0.003 | 0.04 | 1.1 | 0.15 | 0.03 | 0.015 | 0.003 | 0.09 | 0.004 | 1.5 | 1.2 |
| 비교예 2 | 0.08 | 2.2 | 1.1 | 0.01 | 0.003 | 0.04 | 1.1 | 0.15 | 0.03 | 0.015 | 0.001 | 0.11 | 0.003 | 61.3 | 3.8 |
| 비교예 3 | 0.13 | 3.4 | 1.4 | 0.01 | 0.003 | 0.04 | 1.1 | 0.15 | 0.04 | 0.015 | 0.003 | 0.14 | 0.003 | 16.4 | 2.7 |
| 비교예 4 | 0.13 | 1.8 | 0.9 | 0.01 | 0.003 | 0.04 | 1.1 | 0.05 | 0.04 | 0.015 | 0.002 | 0.12 | 0.004 | 54.1 | 1.7 |
| 비교예 5 | 0.13 | 2.2 | 1.7 | 0.01 | 0.003 | 0.04 | 1.1 | 0.07 | 0.04 | 0.015 | 0.003 | 0.11 | 0.004 | 13.2 | 1.8 |
| 비교예 6 | 0.13 | 2.9 | 0.6 | 0.01 | 0.003 | 0.04 | 1.1 | 0.07 | 0.04 | 0.015 | 0.003 | 0.09 | 0.003 | 53.6 | 1.7 |
| 비교예 7 | 0.13 | 2.1 | 1.1 | 0.01 | 0.003 | 0.04 | 1.8 | 0.15 | 0.04 | 0.015 | 0.002 | 0.14 | 0.004 | 19.7 | 2.7 |
| 비교예 8 | 0.13 | 2.4 | 1.1 | 0.01 | 0.003 | 0.04 | 0.5 | 0.15 | 0.03 | 0.015 | 0.002 | 0.09 | 0.004 | 57.3 | 2.2 |
| 비교예 9 | 0.14 | 2.2 | 1.1 | 0.01 | 0.003 | 0.04 | 1.1 | 0 | 0.01 | 0.005 | 0.002 | 0.09 | 0.003 | 30.0 | 0.8 |
| 비교예 10 | 0.14 | 2.1 | 1.1 | 0.01 | 0.003 | 0.04 | 1.1 | 0.22 | 0.11 | 0.035 | 0.003 | 0.31 | 0.003 | 61.1 | 4.8 |
| 비교예 11 | 0.13 | 2.4 | 1.1 | 0.01 | 0.003 | 0.04 | 1.4 | 0.07 | 0.03 | 0.015 | 0.003 | 0.11 | 0.003 | 26.4 | 1.7 |
| 비교예 12 | 0.14 | 2.1 | 1.1 | 0.01 | 0.003 | 0.04 | 1.1 | 0.07 | 0.03 | 0.015 | 0.003 | 0.12 | 0.003 | 36.6 | 1.7 |
| 비교예 13 | 0.14 | 2.1 | 1.1 | 0.01 | 0.003 | 0.04 | 1.1 | 0.07 | 0.03 | 0.015 | 0.003 | 0.12 | 0.004 | 36.6 | 1.7 |
| 비교예 14 | 0.14 | 2.1 | 1.1 | 0.01 | 0.003 | 0.04 | 1.1 | 0.07 | 0.03 | 0.015 | 0.003 | 0.12 | 0.004 | 36.6 | 1.7 |
| 비교예 15 | 0.14 | 2.1 | 1.1 | 0.01 | 0.003 | 0.04 | 1.1 | 0.07 | 0.03 | 0.015 | 0.003 | 0.12 | 0.003 | 36.6 | 1.7 |
| 구분 | FDT(T) (℃) |
관계식 3 | 1차 냉각 | 극서냉대 | 2차 냉각 | |||
| 종료온도 | 냉각속도 | 중간온도 | 시간 | 종료온도 | ||||
| T* | (℃) | (℃/s) | (℃) | (초) | (℃) | |||
| 발명예 1 | 931 | 950 | 591 | 85 | - | - | 453 | |
| 발명예 2 | 941 | 950 | 562 | 95 | - | - | 409 | |
| 발명예 3 | 948 | 950 | 561 | 97 | 555 | 6 | 481 | |
| 발명예 4 | 922 | 946 | 563 | 90 | 559 | 8 | 452 | |
| 발명예 5 | 929 | 950 | 582 | 87 | 577 | 8 | 466 | |
| 발명예 6 | 935 | 954 | 568 | 92 | 562 | 8 | 479 | |
| 발명예 7 | 931 | 949 | 564 | 92 | 557 | 6 | 443 | |
| 발명예 8 | 939 | 932 | 554 | 96 | 550 | 5 | 441 | |
| 발명예 9 | 940 | 954 | 533 | 102 | 525 | 5 | 446 | |
| 비교예 1 | 902 | 949 | 559 | 86 | 553 | 8 | 449 | |
| 비교예 2 | 935 | 935 | 531 | 101 | 526 | 8 | 458 | |
| 비교예 3 | 933 | 914 | 551 | 96 | 545 | 8 | 428 | |
| 비교예 4 | 924 | 953 | 584 | 85 | 576 | 8 | 466 | |
| 비교예 5 | 912 | 941 | 550 | 91 | 541 | 8 | 439 | |
| 비교예 6 | 936 | 924 | 573 | 91 | 567 | 6 | 455 | |
| 비교예 7 | 918 | 938 | 562 | 89 | 555 | 6 | 449 | |
| 비교예 8 | 927 | 939 | 578 | 87 | 571 | 6 | 463 | |
| 비교예 9 | 923 | 947 | 585 | 85 | 570 | 8 | 465 | |
| 비교예 10 | 931 | 945 | 562 | 92 | 565 | 8 | 477 | |
| 비교예 11 | 880 | 892 | 568 | 78 | 563 | 6 | 418 | |
| 비교예 12 | 924 | 949 | 670 | 64 | 635 | 6 | 425 | |
| 비교예 13 | 924 | 949 | 562 | 91 | 556 | 15 | 441 | |
| 비교예 14 | 928 | 953 | 610 | 80 | 558 | 0 | 311 | |
| 비교예 15 | 921 | 946 | 616 | 76 | 599 | 8 | 550 | |
| 구분 | 미세조직 | 압연판재 물성 | ||||||||
| F | B | M+MA | RA | ∑NPPT | TS | El | HER | TS×El | TS×HER | |
| (MPa) | (%) | (%) | (MPa%) | (MPa%) | ||||||
| 발명예 1 | 5 | 77 | 8 | 10 | 231 | 1240 | 17 | 29 | 21080 | 35960 |
| 발명예 2 | 6 | 76 | 9 | 9 | 192 | 1221 | 17 | 27 | 20757 | 32967 |
| 발명예 3 | 9 | 73 | 7 | 11 | 217 | 1217 | 18 | 29 | 21906 | 35293 |
| 발명예 4 | 6 | 77 | 6 | 11 | 312 | 1249 | 17 | 26 | 21233 | 32474 |
| 발명예 5 | 7 | 76 | 7 | 10 | 292 | 1283 | 16 | 25 | 20528 | 32075 |
| 발명예 6 | 6 | 79 | 6 | 9 | 258 | 1255 | 16 | 24 | 20080 | 30120 |
| 발명예 7 | 9 | 77 | 5 | 9 | 353 | 1211 | 18 | 28 | 21798 | 33908 |
| 발명예 8 | 7 | 77 | 6 | 10 | 501 | 1253 | 17 | 24 | 21301 | 30072 |
| 발명예 9 | 9 | 75 | 7 | 9 | 275 | 1209 | 18 | 26 | 21762 | 31434 |
| 비교예 1 | 5 | 63 | 15 | 17 | 184 | 1297 | 16 | 19 | 20752 | 24643 |
| 비교예 2 | 25 | 70 | 4 | 1 | 246 | 1098 | 20 | 21 | 21960 | 23058 |
| 비교예 3 | 14 | 72 | 5 | 9 | 481 | 1021 | 24 | 18 | 24504 | 18378 |
| 비교예 4 | 23 | 68 | 5 | 4 | 295 | 1150 | 19 | 17 | 21850 | 19550 |
| 비교예 5 | 5 | 71 | 11 | 13 | 282 | 1310 | 16 | 19 | 20960 | 24890 |
| 비교예 6 | 17 | 76 | 4 | 3 | 326 | 1137 | 20 | 20 | 22740 | 22740 |
| 비교예 7 | 6 | 78 | 6 | 10 | 264 | 1267 | 17 | 22 | 21539 | 27874 |
| 비교예 8 | 14 | 69 | 8 | 9 | 309 | 1176 | 21 | 21 | 24696 | 24696 |
| 비교예 9 | 5 | 79 | 6 | 10 | 125 | 1242 | 16 | 23 | 19872 | 28566 |
| 비교예 10 | 7 | 85 | 5 | 3 | 6735 | 1375 | 11 | 22 | 15125 | 30250 |
| 비교예 11 | 25 | 65 | 5 | 5 | 201 | 1009 | 22 | 24 | 22198 | 24216 |
| 비교예 12 | 35 | 56 | 4 | 5 | 5839 | 869 | 19 | 19 | 16511 | 16511 |
| 비교예 13 | 43 | 49 | 4 | 4 | 5763 | 821 | 18 | 19 | 14778 | 15599 |
| 비교예 14 | 1 | 85 | 12 | 2 | 17 | 1279 | 16 | 21 | 20464 | 26859 |
| 비교예 15 | 36 | 60 | 1 | 3 | 5714 | 1085 | 14 | 24 | 15190 | 26040 |
Claims (11)
- 중량%로, C: 0.1~0.15%, Si: 2.0~3.0%, Mn: 0.8~1.5%, P: 0.001~0.05%, S: 0.001~0.01%, Al: 0.01~0.1%, Cr: 0.7~1.7%, Mo: 0.0001~0.2%, Ti: 0.02~0.1%, Nb: 0.01~0.03%, B: 0.001~0.005%, V: 0.1~0.3%, N: 0.001~0.01%, 나머지는 Fe와 불가피한 불순물을 포함하고,
하기 [관계식 1] 및 [관계식 2]를 만족하며,
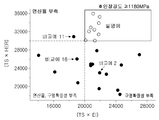
인장강도(TS)가 1180MPa 이상, 인장강도와 연신율이 곱(TS×El)이 20,000MPa% 이상, 인장강도와 구멍확장성의 곱(TS×HER)이 30,000MPa% 이상인 성형성이 우수한 고강도 열연강판.
[관계식 1]
20≤Hγ≤50
Hγ = 194.5-(428[C]+11[Si]+45[Mn]+35[Cr]-10[Mo]-107[Ti]-56[Nb]-70[V])
(단, [원소기호]는 각 원소의 함량(중량%)를 의미함)
[관계식 2]
0.7≤ap≤3.5
ap = ([Mo]+[Ti]+[Nb]+[V])×[C]-1
(단, [원소기호]는 각 원소의 함량(중량%)를 의미함)
- 청구항 1에 있어서,
상기 열연강판의 미세조직은 베이나이트 기지조직에, 면적분율로, 5~15%의 페라이트, 5~20%의 잔류 오스테나이트, 10% 이하의 불가피한 조직을 포함하는 성형성이 우수한 고강도 열연강판.
- 청구항 2에 있어서,
상기 페라이트는 평균 경도값이 200Hv 이상인 성형성이 우수한 고강도 열연강판.
- 청구항 2에 있어서,
상기 불가피한 조직은 마르텐사이트, 도상 마르텐사이트(Martensite Austenite Constituent, MA) 및 오스테나이트 중 하나 이상인 성형성이 우수한 고강도 열연강판.
- 청구항 1에 있어서,
상기 열연강판은 미세조직 중 잔류 오스테나이트 입계에서 100㎛ 이내에 위치하는 페라이트 내 직경 5㎚ 이상의 석출물의 수가 5×10n개/㎟ (1≤n≤3) 인 성형성이 우수한 고강도 열연강판.
- 청구항 5에 있어서,
상기 석출물은 Mo, Ti, Nb 및 V 중 1종 이상을 포함하는 탄화물 또는 질화물인 성형성이 우수한 고강도 열연강판.
- 중량%로, C: 0.1~0.15%, Si: 2.0~3.0%, Mn: 0.8~1.5%, P: 0.001~0.05%, S: 0.001~0.01%, Al: 0.01~0.1%, Cr: 0.7~1.7%, Mo: 0.0001~0.2%, Ti: 0.02~0.1%, Nb: 0.01~0.03%, B: 0.001~0.005%, V: 0.1~0.3%, N: 0.001~0.01%, 나머지는 Fe와 불가피한 불순물을 포함하고, 상기 [관계식 1] 및 [관계식 2]를 만족하는 강 슬라브를 1180~1300℃로 가열하는 단계;
상기 가열된 슬라브를 Ar3 이상에서 열간 압연을 시작해서, 하기 [관계식 3]을 만족하는 조건에서 마무리 열간 압연하는 단계;
상기 열간 압연 후 500~600℃의 온도범위까지 20~400℃/s의 냉각속도로 냉각(1차 냉각)하는 단계;
상기 1차 냉각 후 350~500℃의 온도범위까지 냉각(2차 냉각)하는 단계; 및
상기 350~500℃의 온도에서 권취하는 단계
를 포함하는 성형성이 우수한 고강도 열연강판의 제조방법.
[관계식 1]
20≤Hγ≤50
Hγ = 194.5-(428[C]+11[Si]+45[Mn]+35[Cr]-10[Mo]-107[Ti]-56[Nb]-70[V])
(단, [원소기호]는 각 원소의 함량(중량%)를 의미함)
[관계식 2]
0.7≤ap≤3.5
ap = ([Mo]+[Ti]+[Nb]+[V])×[C]-1
(단, [원소기호]는 각 원소의 함량(중량%)를 의미함)
[관계식 3]
900≤T*≤960
T* = T+225[C]0.5+17[Mn]-34[Si]-20[Mo]-41{V]
(단, T는 열간 마무리 압연온도(FDT)이고, [원소기호]는 각 원소의 함량(중량%)를 의미함)
- 청구항 7에 있어서,
상기 2차 냉각 속도는 0.5~70℃/s로 행하는 성형성이 우수한 고강도 열연강판의 제조방법.
- 청구항 7에 있어서,
상기 1차 냉각 후, 12초 이하의 시간동안 0.05~4.0℃/s의 냉각속도로 극서냉하는 단계를 더 포함하는 성형성이 우수한 고강도 열연강판의 제조방법.
- 청구항 7에 있어서,
상기 권취 후 상온~200℃의 온도범위로 자연 냉각한 후, 정정, 교정 및 산세하는 공정을 더 포함하는 성형성이 우수한 고강도 열연강판의 제조방법.
- 청구항 7에 있어서,
상기 열연강판에 대해 600℃ 이하의 온도로 가열하고 도금을 행하는 단계를 더 포함하는 성형성이 우수한 고강도 열연강판의 제조방법.
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180163898A KR102164078B1 (ko) | 2018-12-18 | 2018-12-18 | 성형성이 우수한 고강도 열연강판 및 그 제조방법 |
| EP19899913.8A EP3901312B1 (en) | 2018-12-18 | 2019-11-01 | High strength hot-rolled steel sheet having excellent workability, and method for manufacturing the same |
| PCT/KR2019/014669 WO2020130329A1 (ko) | 2018-12-18 | 2019-11-01 | 성형성이 우수한 고강도 열연강판 및 그 제조방법 |
| JP2021532020A JP7291788B2 (ja) | 2018-12-18 | 2019-11-01 | 成形性に優れた高強度熱延鋼板 |
| CN201980083772.7A CN113195771B (zh) | 2018-12-18 | 2019-11-01 | 成型性优异的高强度热轧钢板及其制造方法 |
| US17/415,535 US20220064750A1 (en) | 2018-12-18 | 2019-11-01 | High strength hot-rolled steel sheet having excellent workability, and method for manufacturing the same |
| JP2023034357A JP7585370B2 (ja) | 2018-12-18 | 2023-03-07 | 成形性に優れた高強度熱延鋼板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180163898A KR102164078B1 (ko) | 2018-12-18 | 2018-12-18 | 성형성이 우수한 고강도 열연강판 및 그 제조방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200075959A true KR20200075959A (ko) | 2020-06-29 |
| KR102164078B1 KR102164078B1 (ko) | 2020-10-13 |
Family
ID=71100339
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180163898A Active KR102164078B1 (ko) | 2018-12-18 | 2018-12-18 | 성형성이 우수한 고강도 열연강판 및 그 제조방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20220064750A1 (ko) |
| EP (1) | EP3901312B1 (ko) |
| JP (2) | JP7291788B2 (ko) |
| KR (1) | KR102164078B1 (ko) |
| CN (1) | CN113195771B (ko) |
| WO (1) | WO2020130329A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023090735A1 (ko) * | 2021-11-22 | 2023-05-25 | 주식회사 포스코 | 열연강판 및 그 제조방법 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2026069903A1 (ja) * | 2024-09-30 | 2026-04-02 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
| JP7782768B1 (ja) * | 2024-09-30 | 2025-12-09 | Jfeスチール株式会社 | 鋼板、部材およびそれらの製造方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06145894A (ja) | 1992-11-05 | 1994-05-27 | Kawasaki Steel Corp | 延性と耐遅れ破壊特性に優れた高強度熱延鋼板およびその製造方法 |
| KR20000057266A (ko) * | 1996-11-28 | 2000-09-15 | 아사무라 타카싯 | 높은 동적 변형 저항을 가진 고 강도 강 시트 및 그 제조 방법 |
| KR20010020169A (ko) * | 1998-03-12 | 2001-03-15 | 구마모토 마사히로 | 성형성이 우수한 고강도 열연강판 |
| JP2008285748A (ja) | 2007-04-17 | 2008-11-27 | Nakayama Steel Works Ltd | 高強度熱延鋼板およびその製造方法 |
| KR20120049993A (ko) | 2010-11-10 | 2012-05-18 | 주식회사 포스코 | 인장강도 590MPa급의 재질편차가 우수한 고강도 열연 TRIP강의 제조방법 |
| JP2012251201A (ja) | 2011-06-02 | 2012-12-20 | Sumitomo Metal Ind Ltd | 熱延鋼板 |
| KR20130125821A (ko) * | 2011-03-28 | 2013-11-19 | 신닛테츠스미킨 카부시키카이샤 | 열연 강판 및 그 제조 방법 |
| KR20170075824A (ko) * | 2015-12-23 | 2017-07-04 | 주식회사 포스코 | 연성이 우수한 초고강도 열연강판 및 그 제조방법 |
| KR20180068099A (ko) * | 2016-12-13 | 2018-06-21 | 주식회사 포스코 | 저온역 버링성이 우수한 고강도 복합조직강 및 그 제조방법 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI114484B (fi) * | 2002-06-19 | 2004-10-29 | Rautaruukki Oyj | Kuumavalssattu nauhateräs ja sen valmistusmenetelmä |
| JP4736441B2 (ja) * | 2004-03-31 | 2011-07-27 | Jfeスチール株式会社 | 伸び特性、伸びフランジ特性および引張疲労特性に優れた高強度熱延鋼板およびその製造方法 |
| JP4161935B2 (ja) * | 2004-04-16 | 2008-10-08 | 住友金属工業株式会社 | 熱延鋼板およびその製造方法 |
| JP5214905B2 (ja) * | 2007-04-17 | 2013-06-19 | 株式会社中山製鋼所 | 高強度熱延鋼板およびその製造方法 |
| JP5354164B2 (ja) * | 2008-12-09 | 2013-11-27 | Jfeスチール株式会社 | 低降伏比高強度厚鋼板およびその製造方法 |
| JP6264176B2 (ja) * | 2013-04-23 | 2018-01-24 | 新日鐵住金株式会社 | 冷延鋼板およびその製造方法 |
| JP6368785B2 (ja) * | 2013-12-26 | 2018-08-01 | ポスコPosco | 溶接性及びバーリング性に優れた熱延鋼板及びその製造方法 |
| ES2800302T3 (es) * | 2015-03-23 | 2020-12-29 | Nippon Steel Corp | Chapa de acero laminada en caliente y método de fabricación de la misma, y método de fabricación de chapa de acero laminada en frío |
| MX2018001082A (es) * | 2015-07-27 | 2018-06-06 | Jfe Steel Corp | Lamina de acero laminada en caliente de alta resistencia y metodo para la fabricacion de la misma. |
| JP6696208B2 (ja) * | 2016-02-18 | 2020-05-20 | 日本製鉄株式会社 | 高強度鋼板の製造方法 |
| JP6699307B2 (ja) * | 2016-04-08 | 2020-05-27 | 日本製鉄株式会社 | 熱延鋼板とその製造方法 |
| CN106119700B (zh) * | 2016-06-21 | 2018-06-01 | 宝山钢铁股份有限公司 | 一种1180MPa级析出强化型高强度高塑性钢及其制造方法 |
| EP3604585A4 (en) * | 2017-03-31 | 2020-09-02 | Nippon Steel Corporation | HOT-ROLLED STEEL SHEET |
| CN108950423B (zh) * | 2017-05-27 | 2020-06-23 | 宝山钢铁股份有限公司 | 一种热轧双面搪瓷用高强钢、双面搪瓷钢及其制造方法 |
-
2018
- 2018-12-18 KR KR1020180163898A patent/KR102164078B1/ko active Active
-
2019
- 2019-11-01 CN CN201980083772.7A patent/CN113195771B/zh active Active
- 2019-11-01 US US17/415,535 patent/US20220064750A1/en active Pending
- 2019-11-01 WO PCT/KR2019/014669 patent/WO2020130329A1/ko not_active Ceased
- 2019-11-01 JP JP2021532020A patent/JP7291788B2/ja active Active
- 2019-11-01 EP EP19899913.8A patent/EP3901312B1/en active Active
-
2023
- 2023-03-07 JP JP2023034357A patent/JP7585370B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06145894A (ja) | 1992-11-05 | 1994-05-27 | Kawasaki Steel Corp | 延性と耐遅れ破壊特性に優れた高強度熱延鋼板およびその製造方法 |
| KR20000057266A (ko) * | 1996-11-28 | 2000-09-15 | 아사무라 타카싯 | 높은 동적 변형 저항을 가진 고 강도 강 시트 및 그 제조 방법 |
| KR20010020169A (ko) * | 1998-03-12 | 2001-03-15 | 구마모토 마사히로 | 성형성이 우수한 고강도 열연강판 |
| JP2008285748A (ja) | 2007-04-17 | 2008-11-27 | Nakayama Steel Works Ltd | 高強度熱延鋼板およびその製造方法 |
| KR20120049993A (ko) | 2010-11-10 | 2012-05-18 | 주식회사 포스코 | 인장강도 590MPa급의 재질편차가 우수한 고강도 열연 TRIP강의 제조방법 |
| KR20130125821A (ko) * | 2011-03-28 | 2013-11-19 | 신닛테츠스미킨 카부시키카이샤 | 열연 강판 및 그 제조 방법 |
| JP2012251201A (ja) | 2011-06-02 | 2012-12-20 | Sumitomo Metal Ind Ltd | 熱延鋼板 |
| KR20170075824A (ko) * | 2015-12-23 | 2017-07-04 | 주식회사 포스코 | 연성이 우수한 초고강도 열연강판 및 그 제조방법 |
| KR20180068099A (ko) * | 2016-12-13 | 2018-06-21 | 주식회사 포스코 | 저온역 버링성이 우수한 고강도 복합조직강 및 그 제조방법 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023090735A1 (ko) * | 2021-11-22 | 2023-05-25 | 주식회사 포스코 | 열연강판 및 그 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2020130329A1 (ko) | 2020-06-25 |
| US20220064750A1 (en) | 2022-03-03 |
| JP2023075224A (ja) | 2023-05-30 |
| KR102164078B1 (ko) | 2020-10-13 |
| JP2022511066A (ja) | 2022-01-28 |
| EP3901312A1 (en) | 2021-10-27 |
| EP3901312A4 (en) | 2021-10-27 |
| EP3901312C0 (en) | 2023-10-18 |
| JP7585370B2 (ja) | 2024-11-18 |
| EP3901312B1 (en) | 2023-10-18 |
| CN113195771B (zh) | 2023-05-16 |
| JP7291788B2 (ja) | 2023-06-15 |
| CN113195771A (zh) | 2021-07-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101938073B1 (ko) | 핫 스탬핑 강 및 그 제조방법 | |
| KR102109265B1 (ko) | 항복강도비가 우수한 초고강도 고연성 강판 및 그 제조방법 | |
| KR102020435B1 (ko) | 굽힘성 및 저온인성이 우수한 고강도 열연강판 및 이의 제조방법 | |
| KR101543838B1 (ko) | 내충격 특성이 우수한 저항복비 고강도 열연강판 및 그 제조방법 | |
| JP7585370B2 (ja) | 成形性に優れた高強度熱延鋼板の製造方法 | |
| KR102098478B1 (ko) | 고강도, 고성형성, 우수한 소부경화성을 갖는 열연도금강판 및 그 제조방법 | |
| KR20220133842A (ko) | 냉연 도금 강판 및 그 제조방법 | |
| KR101899674B1 (ko) | 저온역 버링성이 우수한 고강도 강판 및 이의 제조방법 | |
| KR101858853B1 (ko) | 용접성이 우수한 전봉강관용 열연강판 및 이의 제조방법 | |
| KR20210147254A (ko) | 냉연강판 및 그 제조방법 | |
| KR102031445B1 (ko) | 내충격특성이 우수한 고강도 강판 및 그 제조방법 | |
| KR101917448B1 (ko) | 용접성 및 연성이 우수한 고강도 열연강판 및 이의 제조방법 | |
| CN111511949B (zh) | 膨胀性优异的热轧钢板及其制造方法 | |
| KR20160052866A (ko) | 가공성이 우수한 고강도 주석도금원판 및 그 제조방법 | |
| KR101543836B1 (ko) | 내충격 특성 및 성형성이 우수한 고강도 열연강판 및 그 제조방법 | |
| KR101977487B1 (ko) | 용접성이 우수한 열연강판 및 이의 제조방법 | |
| JP7831912B2 (ja) | 熱延鋼板及びその製造方法 | |
| KR20180068100A (ko) | 저온역 버링성이 우수한 고항복비형 고강도강 및 그 제조방법 | |
| KR101543837B1 (ko) | 내충격 특성이 우수한 고항복비 고강도 열연강판 및 그 제조방법 | |
| JP4396007B2 (ja) | 歪時効硬化特性に優れた高張力高加工性熱延鋼板およびその製造方法 | |
| KR101657835B1 (ko) | 프레스 성형성이 우수한 고강도 열연강판 및 그 제조방법 | |
| KR102398151B1 (ko) | 연성이 우수한 초고강도 강판의 제조방법 및 이를 이용하여 제조된 초고강도 강판 | |
| KR20130142321A (ko) | 굽힘성과 성형성이 우수한 자동차용 고강도 냉연강판 제조 방법 | |
| KR20190079299A (ko) | 고강도 냉연 강판 및 그 제조방법 | |
| KR102168369B1 (ko) | 굽힘가공성이 향상된 고탄소강 및 그 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R14-asn-PN2301 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 6 |