KR20200085251A - 커넥터를 머시닝하기 위한 탈부착 가능한 카세트 및 이를 포함하는 크림프 도구 - Google Patents
커넥터를 머시닝하기 위한 탈부착 가능한 카세트 및 이를 포함하는 크림프 도구 Download PDFInfo
- Publication number
- KR20200085251A KR20200085251A KR1020200080725A KR20200080725A KR20200085251A KR 20200085251 A KR20200085251 A KR 20200085251A KR 1020200080725 A KR1020200080725 A KR 1020200080725A KR 20200080725 A KR20200080725 A KR 20200080725A KR 20200085251 A KR20200085251 A KR 20200085251A
- Authority
- KR
- South Korea
- Prior art keywords
- cassette
- tool body
- slidable
- drive element
- block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/042—Hand tools for crimping
- H01R43/0421—Hand tools for crimping combined with other functions, e.g. cutting
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/042—Hand tools for crimping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING, OR HOLDING
- B25B27/00—Hand tools, specially adapted for fitting together or separating parts or objects whether or not involving some deformation, not otherwise provided for
- B25B27/02—Hand tools, specially adapted for fitting together or separating parts or objects whether or not involving some deformation, not otherwise provided for for connecting objects by press fit or detaching same
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING, OR HOLDING
- B25B27/00—Hand tools, specially adapted for fitting together or separating parts or objects whether or not involving some deformation, not otherwise provided for
- B25B27/14—Hand tools, specially adapted for fitting together or separating parts or objects whether or not involving some deformation, not otherwise provided for for assembling objects other than by press fit or detaching same
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING, OR HOLDING
- B25B33/00—Hand tools not covered by any other group in this subclass
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/042—Hand tools for crimping
- H01R43/0425—Hand tools for crimping with mandrels actuated in axial direction to the wire
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/058—Crimping mandrels
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Clamps And Clips (AREA)
- Automatic Tool Replacement In Machine Tools (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Sewing Machines And Sewing (AREA)
- Connector Housings Or Holding Contact Members (AREA)
- Processing Of Terminals (AREA)
Abstract
Description
도 1b는 일 실시 예에 따른 크림프 도구가 작업 상태(working state)인 경우를 나타내는 개략도이다.
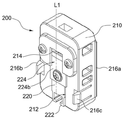
도 2a는 본 발명의 일 실시 예에 따른 카세트(cassette)가 정지 상태인 경우를 나타내는 개략도로, 자르기 구조(shearing structure)를 나타낸다.
도 2b는 일 실시 예에 따른 카세트가 정지 상태인 경우를 나타내는 다른 개략도로, 자르기 구조를 나타낸다.
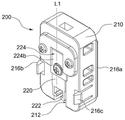
도 3a는 일 실시 예에 따른 카세트가 정지 상태인 경우를 나타내는 또 다른 개략도로, 크림핑 구조(crimping structure)를 나타낸다.
도 3b는 일 실시 예에 따른 카세트가 정지 상태인 경우를 나타내는 추가적인 개략도로, 크림핑 구조(crimping structure)를 나타낸다.
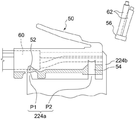
도 4a는 일 실시 예에 따른 카세트가 작업 상태인 경우를 나타내는 개략도로, 자르기 구조를 나타낸다.
도 4b는 일 실시 예에 따른 카세트가 작업 상태인 경우를 나타내는 다른 개략도로, 자르기 구조를 나타낸다.
도 5a는 일 실시 예에 따른 카세트가 작업 상태인 경우를 나타내는 또 다른 개략도로, 크림핑 구조를 나타낸다.
도 5b는 일 실시 예에 따른 카세트가 작업 상태인 경우를 나타내는 추가적인 개략도로, 크림핑 구조를 나타낸다.
도 6a는 커넥터 및 케이블이 잘라지거나 크림프되기 전 상태를 나타내는 개략도이다.
도 6b는 커넥터 및 케이블이 잘라지고 크림프된 후 상태를 나타내는 개략도이다.
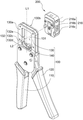
도 7a는 본 발명의 일 실시 예를 나타내는 개략도로, 카세트는 도구 바디의 일측으로부터 도구 바디의 헤드의 개구로 삽입된다.
도 7b는 본 발명의 일 실시 예를 나타내는 개략도로, 카세트는 도구 바디의 타측으로부터 도구 바디의 헤드의 개구로 삽입된다.
Claims (25)
- 가변구조형의 크림핑 도구를 형성하기 위한 방법에 있어서,
상기 방법은,
a) 선택된 커넥터 타입에 상응하는 제거가능한 카세트를 선택하는 단계, 상기 제거가능한 카세트는 케이블을 크림프 할 수 있고, 접점 블레이드를 구동시킬 수 있으며, 상기 케이블의 전도체를 자를 수 있는 하나의 카세트임; 및
b) 도구 바디에 상기 제거가능한 카세트를 삽입하는 단계;
를 포함하는, 방법. - 제1항에 있어서,
상기 도구 바디에 선택된 제거가능한 카세트를 삽입하기 전에 상기 도구 바디로부터 제1 제거가능한 카세트를 제거하는 단계를 더 포함하는, 방법. - 제2항에 있어서,
제거가능한 카세트를 선택하는 단계는, 상기 제1 제거가능한 카세트와 다른 크기의 머시닝 형상을 지닌 카세트를 선택하는 단계를 포함하는, 방법. - 제1항에 있어서,
카세트를 삽입하는 단계는, 상기 도구 바디 내에서 상기 카세트를 제거가능하게 고정시키도록 도구 바디 연결 구조와 함께 카세트 연결 구조를 결합시키는 단계를 더 포함하는, 방법. - 제4항에 있어서,
상기 카세트를 삽입하는 단계는, 도구 바디 내에서 상기 카세트를 정렬시키는 단계를 더 포함하는, 방법. - 제4항에 있어서,
상기 카세트를 삽입하는 단계는, 카세트 연결 구조의 스토퍼가 상기 도구 바디의 제1 면에 인접할 때까지 상기 카세트를 삽입시키는 단계를 더 포함하는, 방법. - 제6항에 있어서,
상기 카세트를 삽입하는 단계는, 카세트 연결 구조의 후크가 상기 도구 바디의 제1 면으로부터 이격된 상기 도구 바디의 제2 면과 결합될 때까지 상기 카세트를 삽입시키는 단계를 더 포함하는, 방법. - 제1항에 있어서,
상기 카세트를 삽입하는 단계는, 슬라이딩 가능한 도구 바디의 구동 요소와 함께 상기 카세트의 슬라이딩 가능한 블록을 정렬시키는 단계를 포함하는, 방법. - 제1항에 있어서,
상기 카세트를 삽입하는 단계는, 슬라이딩 가능한 도구 바디의 구동 요소와 함께 상기 카세트의 슬라이딩 가능한 블록을 분리 가능하게 결합시키는 단계를 포함하는, 방법. - 제9항에 있어서,
슬라이딩 가능한 도구 바디의 구동 요소와 함께 카세트의 슬라이딩 가능한 블록을 분리 가능하게 결합시키는 단계는, 카세트의 슬라이딩 가능한 블록이 슬라이딩 가능한 도구 바디의 구동 요소에 의하여 선형의 이동에 응답하도록 결합시키는 단계를 포함하는, 방법. - 제9항에 있어서,
슬라이딩 가능한 도구 바디의 구동 요소와 함께 카세트의 슬라이딩 가능한 블록을 분리 가능하게 결합시키는 단계는, 상기 카세트가 상기 도구 바디 내에 안착되는 동안 구동 요소가 구동 축을 따라 슬라이딩 가능한 블록으로부터 이탈되는 것을 방지하기 위하여 수형 및 암형 구조를 결합시키는 단계를 포함하는, 방법. - 제9항에 있어서,
슬라이딩 가능한 도구 바디의 구동 요소와 함께 카세트의 슬라이딩 가능한 블록을 분리 가능하게 결합시키는 단계는, 상응하는 수용 홈에 기하학적 돌출부를 삽입하는 단계를 포함하고, 상기 수용 홈은 상기 기하학적 돌출부에 매치되는, 방법. - 제1항에 있어서,
카세트를 삽입하는 단계는 슬라이딩 가능한 도구 바디의 구동 요소와 함께 카세트의 슬라이딩 가능한 블록을 분리 가능하게 결합시키는 단계를 포함하고, 카세트의 슬라이딩 가능한 블록 및 슬라이딩 가능한 도구 바디의 구동 요소는 구동 축을 따라 슬라이딩 가능하며, 카세트를 삽입하는 단계는 상기 구동 축을 가로지르는 축을 따라 상기 카세트를 삽입하는 단계를 포함하는, 방법. - 가변구조형의 크림핑 도구를 형성하기 위한 방법에 있어서,
상기 방법은,
a) 가변구조형의 크림핑 도구로부터 잠금장치를 제거하지 않고 도구 바디 내에 고정된 제1 카세트를 제거하는 단계;
b) 제2 카세트를 선택하는 단계;
c) 상기 제1 카세트를 제거한 후 상기 도구 바디로 제2 카세트를 삽입하는 단계; 및
d) 제거가능한 잠금장치를 이용하지 않고 상기 도구 바디 내에 상기 카세트를 고정시키는 단계;
를 포함하는, 방법. - 제14항에 있어서,
제1 카세트를 제거하는 단계는 제1 커넥터 타입에 상응하는 제1 카세트를 제거하는 단계를 포함하고, 제2 카세트를 상기 도구 바디로 삽입하는 단계는 제2 커넥터 타입에 상응하는 제2 카세트를 삽입하는 단계를 포함하는, 방법. - 제14항에 있어서,
제1 크기의 커넥터 개구를 지니는 제1 카세트를 선택하는 단계를 더 포함하고,
제2 카세트를 선택하는 단계는 제1 카세트와 다른 크기의 커넥터 개구를 지니는 제2 카세트를 선택하는 단계를 포함하는, 방법. - 제14항에 있어서,
제2 카세트를 삽입하는 단계는, 도구 바디 내에 상기 제2 카세트를 제거가능하게 고정시키기 위하여 도구 바디 연결 구조와 함께 제2 카세트 연결 구조를 결합시키는 단계를 더 포함하는, 방법. - 제14항에 있어서,
제2 카세트를 삽입하는 단계는, 슬라이딩 가능한 도구 바디의 구동 요소와 함께 제2 카세트의 슬라이딩 가능한 블록을 결합시키는 단계를 포함하는, 방법. - 제17항에 있어서,
제2 카세트를 삽입하는 단계는, 제2 카세트 연결 구조의 스토퍼가 상기 도구 바디의 제1 면에 인접할 때까지 상기 카세트를 삽입시키는 단계를 더 포함하는, 방법. - 제19항에 있어서,
제2 카세트를 삽입하는 단계는, 상기 제2 카세트 연결 구조의 후크가 상기 도구 바디의 제1 면으로부터 이격된 상기 도구 바디의 제2 면과 결합될 때까지 상기 제2 카세트를 삽입시키는 단계를 더 포함하는, 방법. - 제14항에 있어서,
제2 카세트를 삽입하는 단계는, 슬라이딩 가능한 도구 바디의 구동 요소와 함께 제2 카세트의 슬라이딩 가능한 블록을 분리 가능하게 결합시키는 단계를 포함하는, 방법. - 제21항에 있어서,
슬라이딩 가능한 도구 바디의 구동 요소와 함께 제2 카세트의 슬라이딩 가능한 블록을 분리 가능하게 결합시키는 단계는, 제2 카세트의 슬라이딩 가능한 블록이 슬라이딩 가능한 도구 바디의 구동 요소에 의하여 선형의 이동에 응답하도록 결합시키는 단계를 포함하는, 방법. - 제14항에 있어서,
제2 카세트를 삽입하는 단계는, 슬라이딩 가능한 도구 바디의 구동 요소와 함께 제2 카세트의 슬라이딩 가능한 블록을 분리 가능하게 결합시키는 단계를 포함하고, 제2 카세트의 슬라이딩 가능한 블록 및 슬라이딩 가능한 도구 바디의 구동 요소는 구동 축을 따라 슬라이딩 가능하며, 제2 카세트를 삽입하는 단계는 상기 구동 축을 가로지르는 축을 따라 상기 제2 카세트를 삽입하는 단계를 포함하는, 방법. - 가변구조형의 크림핑 도구를 형성하기 위한 방법에 있어서,
상기 방법은,
c) 선택된 커넥터 타입에 상응하는 제거가능한 카세트를 선택하는 단계; 및
d) 도구 바디에 제거가능한 카세트를 삽입하는 단계;
를 포함하고,
e) 카세트를 삽입하는 단계는 슬라이딩 가능한 도구 바디의 구동 요소와 함께 카세트의 슬라이딩 가능한 머시닝 블록을 분리 가능하게 결합시키는 단계를 포함하고,
f) 슬라이딩 가능한 도구 바디의 구동 요소와 함께 카세트의 슬라이딩 가능한 머시닝 블록을 분리 가능하게 결합시키는 단계는 상기 카세트가 상기 도구 바디 내에 안착되는 동안 구동 요소가 구동 축을 따라 슬라이딩 가능한 블록으로부터 이탈되는 것을 방지하기 위하여 수형 및 암형 구조를 결합시키는 단계를 포함하는, 방법. - 가변구조형의 크림핑 도구를 형성하기 위한 방법에 있어서,
상기 방법은,
a) 선택된 커넥터 타입에 상응하는 제거가능한 카세트를 선택하는 단계; 및
b) 도구 바디에 제거가능한 카세트를 삽입하는 단계;
를 포함하고,
c) 카세트를 삽입하는 단계는 슬라이딩 가능한 도구 바디의 구동 요소와 함께 카세트의 슬라이딩 가능한 머시닝 블록을 분리 가능하게 결합시키는 단계를 포함하고,
d) 슬라이딩 가능한 도구 바디의 구동 요소와 함께 카세트의 슬라이딩 가능한 머시닝 블록을 분리 가능하게 결합시키는 단계는 상응하는 수용 홈에 기하학적 돌출부를 삽입하는 단계를 포함하고, 상기 수용 홈은 상기 기하학적 돌출부에 매치되는, 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| TW104133572A TWI581920B (zh) | 2015-10-13 | 2015-10-13 | 可拆卸接頭加工卡匣及應用其之夾鉗工具 |
| TW104133572 | 2015-10-13 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190008929A Division KR102131609B1 (ko) | 2015-10-13 | 2019-01-23 | 커넥터를 머시닝하기 위한 탈부착 가능한 카세트 및 이를 포함하는 크림프 도구 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200085251A true KR20200085251A (ko) | 2020-07-14 |
| KR102242258B1 KR102242258B1 (ko) | 2021-04-21 |
Family
ID=55349658
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160132743A Expired - Fee Related KR101943712B1 (ko) | 2015-10-13 | 2016-10-13 | 커넥터를 머시닝하기 위한 탈부착 가능한 카세트 및 이를 포함하는 크림프 도구 |
| KR1020190008929A Expired - Fee Related KR102131609B1 (ko) | 2015-10-13 | 2019-01-23 | 커넥터를 머시닝하기 위한 탈부착 가능한 카세트 및 이를 포함하는 크림프 도구 |
| KR1020190075574A Expired - Fee Related KR102057417B1 (ko) | 2015-10-13 | 2019-06-25 | 커넥터를 머시닝하기 위한 탈부착 가능한 카세트 및 이를 포함하는 크림프 도구 |
| KR1020200080725A Expired - Fee Related KR102242258B1 (ko) | 2015-10-13 | 2020-07-01 | 커넥터를 머시닝하기 위한 탈부착 가능한 카세트 및 이를 포함하는 크림프 도구 |
Family Applications Before (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160132743A Expired - Fee Related KR101943712B1 (ko) | 2015-10-13 | 2016-10-13 | 커넥터를 머시닝하기 위한 탈부착 가능한 카세트 및 이를 포함하는 크림프 도구 |
| KR1020190008929A Expired - Fee Related KR102131609B1 (ko) | 2015-10-13 | 2019-01-23 | 커넥터를 머시닝하기 위한 탈부착 가능한 카세트 및 이를 포함하는 크림프 도구 |
| KR1020190075574A Expired - Fee Related KR102057417B1 (ko) | 2015-10-13 | 2019-06-25 | 커넥터를 머시닝하기 위한 탈부착 가능한 카세트 및 이를 포함하는 크림프 도구 |
Country Status (12)
| Country | Link |
|---|---|
| US (2) | US10490963B2 (ko) |
| EP (3) | EP3509169B1 (ko) |
| JP (2) | JP6466891B2 (ko) |
| KR (4) | KR101943712B1 (ko) |
| CA (1) | CA2944893A1 (ko) |
| DK (1) | DK3509169T3 (ko) |
| ES (1) | ES2732028T3 (ko) |
| HR (1) | HRP20220499T1 (ko) |
| MX (1) | MX379354B (ko) |
| PL (1) | PL3157108T3 (ko) |
| SI (1) | SI3509169T1 (ko) |
| TW (1) | TWI581920B (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102239878B1 (ko) * | 2020-12-29 | 2021-04-12 | 진성우 | 커넥터 단자 분리용 툴 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI581920B (zh) * | 2015-10-13 | 2017-05-11 | Sullstar Technologies Inc | 可拆卸接頭加工卡匣及應用其之夾鉗工具 |
| TWI614096B (zh) | 2017-01-13 | 2018-02-11 | Sullstar Technologies Inc | 夾鉗工具及可調限位機構 |
| TWI669872B (zh) * | 2017-12-28 | 2019-08-21 | 加捷實業有限公司 | 壓接手工具 |
| EP3656504B1 (de) * | 2018-11-20 | 2022-02-23 | WEZAG GmbH & Co. KG | Presswerkzeug, presswerkzeug-set, presswerkzeug-netzwerk und verfahren zum verpressen eines werkstücks |
| JP1639042S (ko) | 2018-10-22 | 2019-08-13 | ||
| TWI708664B (zh) * | 2020-01-21 | 2020-11-01 | 亨龍工業有限公司 | 壓切工具 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009050152A (ja) * | 2007-08-16 | 2009-03-05 | Wezag Gmbh Werkzeugfabrik | ケーブルを剥離するためのペンチ |
| EP2166625A2 (en) * | 2008-09-22 | 2010-03-24 | Dan-Chief Enterprise Co., Ltd. | Cable-crimping tool for connectors |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3137209C2 (de) * | 1981-09-18 | 1984-06-28 | Reiner 3570 Stadtallendorf Rommel | Beschaltwerkzeug zur Verdrahtung von elektrischen, mehrpoligen Steckverbindern, Steckleisten o. dgl. in Klemmschneidtechnik |
| JPS63143774A (ja) * | 1986-12-05 | 1988-06-16 | ヒロセ電機株式会社 | 結線装置 |
| US6017237A (en) * | 1996-08-26 | 2000-01-25 | Sullivan; Robert W. | Twisted-pair data cable with electrical connector attached |
| DE19713580C2 (de) | 1997-04-02 | 1999-12-30 | Wezag Gmbh | Preßzange zum Verformen eines Werkstückes |
| US5992002A (en) * | 1998-01-09 | 1999-11-30 | Hung; Ying-Teh | Apparatus for the cutting, stripping and crimping of a plug onto a telco cord |
| US5941120A (en) | 1998-05-19 | 1999-08-24 | Hanlong Industrial Co., Ltd. | Pliers for compression connecting an end connector |
| US6324884B1 (en) * | 2000-06-30 | 2001-12-04 | Mastercool, Inc. | Hand-held portable crimping tool |
| DE10056900C1 (de) | 2000-11-16 | 2002-08-08 | Wezag Gmbh | Handbetätigbare Zange zum Crimpen, Schneiden, Pressen o. dgl. |
| JP2003123934A (ja) * | 2001-10-11 | 2003-04-25 | Ge Medical Systems Global Technology Co Llc | 端子圧着工具 |
| TW534510U (en) | 2001-12-31 | 2003-05-21 | Li Yao Ind Co Ltd | Pressing tool for cable connector |
| CN2549628Y (zh) * | 2002-05-30 | 2003-05-07 | 简天赐 | 同轴电缆与端子压接的改良工具 |
| US7103968B2 (en) | 2003-06-04 | 2006-09-12 | Tyco Electronics Corporation | Cable terminating apparatus |
| US8516696B2 (en) | 2007-09-10 | 2013-08-27 | John Mezzalingua Associates, LLC | Hydraulic compression tool for installing a coaxial cable connector and method of operating thereof |
| DE102008012011B3 (de) * | 2008-03-01 | 2009-12-03 | Wezag Gmbh Werkzeugfabrik | Zangenkopf |
| TWI353696B (en) * | 2008-09-05 | 2011-12-01 | Jen Nan Huang | Crimping tool of a connector for a singal line the |
| TW201110484A (en) | 2009-09-03 | 2011-03-16 | Toolmartt Entpr Co Ltd | Line pressing device for two in one communication connector |
| US9209585B2 (en) | 2010-02-18 | 2015-12-08 | Tyco Electronics Corporation | Crimping tool head |
| AU2010241275B2 (en) | 2010-11-05 | 2017-03-02 | Commscope Technologies Llc | Wire termination tool |
| DE102010061148A1 (de) | 2010-12-09 | 2012-06-14 | Wezag Gmbh Werkzeugfabrik | Zangenkopf für eine Presszange |
| US8881368B2 (en) | 2011-11-17 | 2014-11-11 | Jyh Eng Technology Co., Ltd. | Punch down tool with a replaceable punch down block |
| TWM440852U (en) * | 2012-02-04 | 2012-11-11 | King Lugger Inc | Improved clamp plier tool structure |
| TWM445482U (zh) * | 2012-09-04 | 2013-01-21 | min-zheng Zeng | C型扣環鉗結構改良 |
| TWM489056U (en) * | 2014-06-18 | 2014-11-01 | hong-wen Lin | Pliers with lighting function |
| TWI581920B (zh) * | 2015-10-13 | 2017-05-11 | Sullstar Technologies Inc | 可拆卸接頭加工卡匣及應用其之夾鉗工具 |
-
2015
- 2015-10-13 TW TW104133572A patent/TWI581920B/zh not_active IP Right Cessation
-
2016
- 2016-01-29 US US14/998,646 patent/US10490963B2/en active Active
- 2016-02-05 EP EP19154961.7A patent/EP3509169B1/en active Active
- 2016-02-05 ES ES16154476T patent/ES2732028T3/es active Active
- 2016-02-05 EP EP22161817.6A patent/EP4037112A1/en not_active Withdrawn
- 2016-02-05 DK DK19154961.7T patent/DK3509169T3/da active
- 2016-02-05 EP EP16154476.2A patent/EP3157108B1/en active Active
- 2016-02-05 HR HRP20220499TT patent/HRP20220499T1/hr unknown
- 2016-02-05 SI SI201631514T patent/SI3509169T1/sl unknown
- 2016-02-05 PL PL16154476T patent/PL3157108T3/pl unknown
- 2016-10-07 CA CA2944893A patent/CA2944893A1/en active Pending
- 2016-10-12 MX MX2016013415A patent/MX379354B/es unknown
- 2016-10-13 KR KR1020160132743A patent/KR101943712B1/ko not_active Expired - Fee Related
- 2016-10-13 JP JP2016201640A patent/JP6466891B2/ja not_active Expired - Fee Related
-
2019
- 2019-01-10 JP JP2019002992A patent/JP6749430B2/ja not_active Expired - Fee Related
- 2019-01-23 KR KR1020190008929A patent/KR102131609B1/ko not_active Expired - Fee Related
- 2019-06-25 KR KR1020190075574A patent/KR102057417B1/ko not_active Expired - Fee Related
- 2019-08-05 US US16/532,461 patent/US11394164B2/en active Active
-
2020
- 2020-07-01 KR KR1020200080725A patent/KR102242258B1/ko not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009050152A (ja) * | 2007-08-16 | 2009-03-05 | Wezag Gmbh Werkzeugfabrik | ケーブルを剥離するためのペンチ |
| EP2166625A2 (en) * | 2008-09-22 | 2010-03-24 | Dan-Chief Enterprise Co., Ltd. | Cable-crimping tool for connectors |
Non-Patent Citations (1)
| Title |
|---|
| Platinum Tools EZ-VIKING Crimp Tool Catalog(2013년 1월)* * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102239878B1 (ko) * | 2020-12-29 | 2021-04-12 | 진성우 | 커넥터 단자 분리용 툴 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019071287A (ja) | 2019-05-09 |
| KR20170043469A (ko) | 2017-04-21 |
| KR101943712B1 (ko) | 2019-01-29 |
| CA2944893A1 (en) | 2017-04-13 |
| JP6749430B2 (ja) | 2020-09-02 |
| SI3509169T1 (sl) | 2022-06-30 |
| US20190363501A1 (en) | 2019-11-28 |
| EP3509169B1 (en) | 2022-04-06 |
| US11394164B2 (en) | 2022-07-19 |
| US20170104305A1 (en) | 2017-04-13 |
| DK3509169T3 (da) | 2022-05-02 |
| MX2016013415A (es) | 2017-08-24 |
| KR20190010706A (ko) | 2019-01-30 |
| US10490963B2 (en) | 2019-11-26 |
| EP4037112A1 (en) | 2022-08-03 |
| KR20190077286A (ko) | 2019-07-03 |
| JP6466891B2 (ja) | 2019-02-06 |
| EP3157108B1 (en) | 2019-04-10 |
| EP3157108A1 (en) | 2017-04-19 |
| HRP20220499T1 (hr) | 2022-06-10 |
| TW201713466A (zh) | 2017-04-16 |
| JP2017135097A (ja) | 2017-08-03 |
| MX379354B (es) | 2025-03-10 |
| KR102131609B1 (ko) | 2020-07-09 |
| KR102057417B1 (ko) | 2019-12-18 |
| ES2732028T3 (es) | 2019-11-20 |
| TWI581920B (zh) | 2017-05-11 |
| KR102242258B1 (ko) | 2021-04-21 |
| EP3509169A1 (en) | 2019-07-10 |
| PL3157108T3 (pl) | 2019-09-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102242258B1 (ko) | 커넥터를 머시닝하기 위한 탈부착 가능한 카세트 및 이를 포함하는 크림프 도구 | |
| US8863620B2 (en) | Hand tool with stripping and shearing functions | |
| TW201731189A (zh) | 用於模組電氣連接器的壓接工具與組裝該壓接工具的方法 | |
| JP7153421B2 (ja) | 可変カムを有する圧着工具 | |
| CN109273960B (zh) | 可拆卸接头加工卡匣及应用其之夹钳工具 | |
| TWI626127B (zh) | 可拆卸接頭加工卡匣及應用其之夾鉗工具 | |
| CN201699302U (zh) | 剥线压接钳结构 | |
| TWI666096B (zh) | 可拆卸接頭加工卡匣及應用其之夾鉗工具 | |
| JPH07335360A (ja) | コード端子結合具 | |
| HK1236682A1 (en) | Detachable cassette for machining connector and crimp tool having the same | |
| HK1236682A (en) | Detachable cassette for machining connector and crimp tool having the same | |
| HK40003733A (en) | Detachable cassette for machining a connector and crimping tool using the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A107 | Divisional application of patent | ||
| PA0107 | Divisional application |
St.27 status event code: A-0-1-A10-A16-div-PA0107 St.27 status event code: A-0-1-A10-A18-div-PA0107 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
Fee payment year number: 1 St.27 status event code: A-2-2-U10-U11-oth-PR1002 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| R17-X000 | Change to representative recorded |
St.27 status event code: A-5-5-R10-R17-oth-X000 |
|
| PC1903 | Unpaid annual fee |
Not in force date: 20240415 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE St.27 status event code: A-4-4-U10-U13-oth-PC1903 |
|
| PC1903 | Unpaid annual fee |
Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20240415 St.27 status event code: N-4-6-H10-H13-oth-PC1903 |