KR20200088533A - 이차전지용 전극 제조장치 - Google Patents
이차전지용 전극 제조장치 Download PDFInfo
- Publication number
- KR20200088533A KR20200088533A KR1020190004609A KR20190004609A KR20200088533A KR 20200088533 A KR20200088533 A KR 20200088533A KR 1020190004609 A KR1020190004609 A KR 1020190004609A KR 20190004609 A KR20190004609 A KR 20190004609A KR 20200088533 A KR20200088533 A KR 20200088533A
- Authority
- KR
- South Korea
- Prior art keywords
- electrode
- electrode sheet
- unit
- manufacturing apparatus
- secondary battery
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0471—Processes of manufacture in general involving thermal treatment, e.g. firing, sintering, backing particulate active material, thermal decomposition, pyrolysis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C13/00—Means for manipulating or holding work, e.g. for separate articles
- B05C13/02—Means for manipulating or holding work, e.g. for separate articles for particular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C9/00—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important
- B05C9/08—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying liquid or other fluent material and performing an auxiliary operation
- B05C9/14—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying liquid or other fluent material and performing an auxiliary operation the auxiliary operation involving heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/02—Perforating by punching, e.g. with relatively-reciprocating punch and bed
- B26F1/12—Perforating by punching, e.g. with relatively-reciprocating punch and bed to notch margins of work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/08—Web-winding mechanisms
- B65H18/10—Mechanisms in which power is applied to web-roll spindle
- B65H18/103—Reel-to-reel type web winding and unwinding mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
- B65H20/005—Electrical drive motor control devices therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
- B65H20/02—Advancing webs by friction roller
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/02—Registering, tensioning, smoothing or guiding webs transversely
- B65H23/032—Controlling transverse register of web
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H23/00—Registering, tensioning, smoothing or guiding webs
- B65H23/04—Registering, tensioning, smoothing or guiding webs longitudinally
- B65H23/048—Registering, tensioning, smoothing or guiding webs longitudinally by positively actuated movable bars or rollers
-
- H01M2/26—
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0402—Methods of deposition of the material
- H01M4/0404—Methods of deposition of the material by coating on electrode collectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/443—Moving, forwarding, guiding material by acting on surface of handled material
- B65H2301/4431—Moving, forwarding, guiding material by acting on surface of handled material by means with operating surfaces contacting opposite faces of material
- B65H2301/44318—Moving, forwarding, guiding material by acting on surface of handled material by means with operating surfaces contacting opposite faces of material between rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/511—Processing surface of handled material upon transport or guiding thereof, e.g. cleaning
- B65H2301/5115—Cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2553/00—Sensing or detecting means
- B65H2553/80—Arangement of the sensing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Mechanical Engineering (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Secondary Cells (AREA)
Abstract
Description
도 2는 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치에서 피더부를 나타낸 사시도이다.
도 3은 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치에서 피더부를 나타낸 측면도이다.
도 4는 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치에서 피더부의 개념을 나타낸 정면도이다.
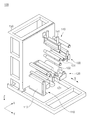
도 5는 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치에서 위치조절부를 나타낸 사시도이다.
도 6은 본 발명의 일 실시예에 따른 이차전지용 전극 제조장치에서 위치조절부를 나타낸 정면도이다.
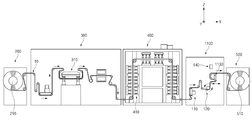
도 7은 본 발명의 다른 실시예에 따른 이차전지용 전극 제조장치를 예시적으로 나타낸 정면도이다.
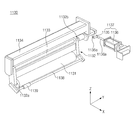
도 8은 본 발명의 다른 실시예에 따른 이차전지용 전극 제조장치에서 댄서 유닛을 나타낸 사시도이다.
도 9는 본 발명의 다른 실시예에 따른 이차전지용 전극 제조장치에서 댄서 유닛을 나타낸 정면도이다.
100,1100: 피더부
110: 위치조절부
111: 지지 프레임
112: 장착롤
113: 가이드 판
114: 감지센서
115: 제어부
116: 위치보정부
120: 아웃트 피딩부
121: 제1 피딩 롤
122: 제2 피딩 롤
123: 모터
130,1130: 댄서 유닛
131,1131: 장력유지롤
140: 블로워 유닛
150: 피더 프레임
200: 전극 공급부
210: 전극 공급롤
300: 노칭부
310: 노칭기기
400: 건조부
410: 가열램프
500: 전극 권취부
510: 전극 권취롤
1132: 장착블럭
1133: 회전축
1134: 유닛 프레임
1135: 돌출블럭
1135a: 회동축
1136: 실린더
1136a: 이동축
1137: 회전수단
1138: 탭 가이드 롤러
1139: 지지봉
P : 주행루트
S : 폭방향
Claims (14)
- 전극 집전체에 전극 활물질이 코팅된 전극 시트를 건조시키는 건조부; 및
상기 전극 시트가 상기 건조부를 통과하는 구간 및 이후 구간에 대한 상기 전극 시트의 주행성을 유지시키는 피더(Feeder)부;를 포함하는 이차전지용 전극 제조장치. - 청구항 1에 있어서,
상기 피더부는,
상기 건조부를 통과하는 상기 전극 시트를 당겨 주행시키는 아웃트 피딩(Out Feeding)부를 포함하는 이차전지용 전극 제조장치. - 청구항 2에 있어서,
상기 아웃트 피딩부는,
제1 피딩 롤 및 제2 피딩 롤을 포함하여, 상기 전극 시트가 상기 제1 피딩 롤 및 상기 제2 피딩 롤 사이로 접촉되며 이동되고,
상기 제2 피딩 롤이 회전하며 상기 전극 시트를 당겨 주행시키는 이차전지용 전극 제조장치. - 청구항 3에 있어서,
상기 아웃트 피딩부는,
상기 제2 피딩 롤을 회전시키는 모터를 더 포함하는 이차전지용 전극 제조장치. - 청구항 2에 있어서,
상기 피더부는,
상기 전극 시트의 장력을 유지시키는 댄서 유닛(Dancer Unit)을 포함하는 이차전지용 전극 제조장치. - 청구항 5에 있어서,
상기 댄서 유닛은 상기 전극 시트의 장력을 조절하는 장력 유지롤을 포함하고,
상기 장력 유지롤은 상기 전극 시트를 주행루트에 대해 멀어지거나 가까워지는 방향으로 이동시키며 상기 전극 시트의 장력을 조절하는 이차전지용 전극 제조장치. - 청구항 6에 있어서,
상기 댄서 유닛은
상기 장력 유지롤이 일측부에 장착되는 장착블럭;
상기 장착블럭의 타측부에 구비되어 회전되는 회전축; 및
상기 회전축을 회전시키는 회전수단을 포함하고,
상기 회전수단에 의해 상기 회전축이 회전되면 상기 장착블럭의 일측부가 소정각도 이동되고, 그에 따라 상기 장착블럭에 장착된 상기 장력 유지롤이 이동되며 상기 전극 시트의 장력을 조절하는 이차전지용 전극 제조장치. - 청구항 5에 있어서,
상기 전극 시트가 상기 건조부를 통과하기 전에 상기 전극 시트에서 상기 전극 집전체의 단부를 노칭(Notching)하여 전극 탭을 형성시키는 노칭부를 더 포함하는 이차전지용 전극 제조장치. - 청구항 8에 있어서,
상기 피더부는,
상기 전극 시트에서 상기 노칭부를 통과하며 발생된 이물질을 제거하는 블로워 유닛(Blower Unit)을 더 포함하는 이차전지용 전극 제조장치. - 청구항 8에 있어서,
상기 전극 시트가 권취된 전극 공급롤을 포함하여,
상기 전극 공급롤에 권취된 상기 전극 시트가 풀어지며 상기 노칭부로 공급되도록 하는 전극 공급부를 더 포함하는 이차전지용 전극 제조장치. - 청구항 1에 있어서,
건조된 상기 전극 시트가 상기 피더부를 통과한 후 권취되는 전극 권취롤이 구비된 전극 권취부를 더 포함하는 이차전지용 전극 제조장치. - 청구항 1에 있어서,
상기 피더부는,
상기 전극 시트의 주행 시 상기 전극 시트의 폭방향 단부 위치를 감지하여, 상기 전극 시트의 폭방향 위치를 조절하는 위치조절부를 더 포함하는 이차전지용 전극 제조장치. - 청구항 12에 있어서,
상기 위치조절부는,
상기 전극 시트의 폭방향 단부 위치를 감지하는 감지센서;
상기 감지센서로부터 감지된 감지값과 저장된 기준값을 비교하여 보정값을 산출하는 제어부; 및
상기 제어부에서 산출된 보정값에 따라 상기 전극 시트의 폭방향 위치를 보정하는 위치보정부를 포함하는 이차전지용 전극 제조장치. - 청구항 13에 있어서,
상기 위치보정부는
상기 전극 시트가 외면에 접촉되는 가이드 판; 및
상기 가이드 판이 외면에 장착되고, 상기 전극 시트의 폭방향으로 이동되는 장착롤을 포함하여,
상기 장착롤이 상기 가이드 판을 이동시키면 상기 가이드 판의 외면에 접촉되며 주행되는 상기 전극 시트가 폭방향으로 이동되는 이차전지용 전극 제조장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190004609A KR102786447B1 (ko) | 2019-01-14 | 2019-01-14 | 이차전지용 전극 제조장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190004609A KR102786447B1 (ko) | 2019-01-14 | 2019-01-14 | 이차전지용 전극 제조장치 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200088533A true KR20200088533A (ko) | 2020-07-23 |
| KR102786447B1 KR102786447B1 (ko) | 2025-03-27 |
Family
ID=71894240
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190004609A Active KR102786447B1 (ko) | 2019-01-14 | 2019-01-14 | 이차전지용 전극 제조장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102786447B1 (ko) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022220454A1 (ko) * | 2021-04-14 | 2022-10-20 | 주식회사 엘지에너지솔루션 | 이차전지 노칭용 이물제거장치 |
| IT202200006263A1 (it) * | 2022-03-30 | 2023-09-30 | Manz Italy Srl | Apparato e relativo metodo di avvolgimento di un nastro di materiale, in particolare per la produzione di dispositivi di accumulo di energia elettrica |
| WO2024091045A1 (ko) * | 2022-10-26 | 2024-05-02 | 주식회사 엘지에너지솔루션 | 레이저 노칭 시스템 |
| WO2024232561A1 (ko) * | 2023-05-10 | 2024-11-14 | 주식회사 엘지에너지솔루션 | 복수개의 검출부재가 구비된 전극 시트 가공장치 및 이를 이용한 전극 시트 가공방법 |
| WO2025116450A1 (ko) * | 2023-11-28 | 2025-06-05 | 주식회사 엘지에너지솔루션 | 전극 제조 장치 |
| US20250256933A1 (en) * | 2021-12-20 | 2025-08-14 | Lg Energy Solution, Ltd. | Electrode driving apparatus |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20120060706A (ko) * | 2010-12-02 | 2012-06-12 | 주식회사 엘지화학 | 신규한 노칭 장치 및 이를 사용하여 생산되는 이차전지 |
| KR20130079584A (ko) * | 2011-03-31 | 2013-07-10 | 다이니폰 스크린 세이조우 가부시키가이샤 | 도포 장치 및 도포막 형성 시스템 |
| KR20130132230A (ko) | 2012-05-25 | 2013-12-04 | 주식회사 엘지화학 | 단차를 갖는 전극 조립체 및 이를 포함하는 전지셀, 전지팩 및 디바이스 |
| KR20150040480A (ko) * | 2013-10-07 | 2015-04-15 | 주식회사 엘지화학 | 프레싱 암을 포함하는 가이드 롤 장치 |
-
2019
- 2019-01-14 KR KR1020190004609A patent/KR102786447B1/ko active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20120060706A (ko) * | 2010-12-02 | 2012-06-12 | 주식회사 엘지화학 | 신규한 노칭 장치 및 이를 사용하여 생산되는 이차전지 |
| KR20130079584A (ko) * | 2011-03-31 | 2013-07-10 | 다이니폰 스크린 세이조우 가부시키가이샤 | 도포 장치 및 도포막 형성 시스템 |
| KR20130132230A (ko) | 2012-05-25 | 2013-12-04 | 주식회사 엘지화학 | 단차를 갖는 전극 조립체 및 이를 포함하는 전지셀, 전지팩 및 디바이스 |
| KR20150040480A (ko) * | 2013-10-07 | 2015-04-15 | 주식회사 엘지화학 | 프레싱 암을 포함하는 가이드 롤 장치 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022220454A1 (ko) * | 2021-04-14 | 2022-10-20 | 주식회사 엘지에너지솔루션 | 이차전지 노칭용 이물제거장치 |
| US12609290B2 (en) | 2021-04-14 | 2026-04-21 | Lg Energy Solution, Ltd. | Foreign material removal device for notching secondary battery |
| US20250256933A1 (en) * | 2021-12-20 | 2025-08-14 | Lg Energy Solution, Ltd. | Electrode driving apparatus |
| US12606399B2 (en) | 2021-12-20 | 2026-04-21 | Lg Energy Solution, Ltd. | Electrode driving apparatus |
| IT202200006263A1 (it) * | 2022-03-30 | 2023-09-30 | Manz Italy Srl | Apparato e relativo metodo di avvolgimento di un nastro di materiale, in particolare per la produzione di dispositivi di accumulo di energia elettrica |
| WO2023187648A1 (en) * | 2022-03-30 | 2023-10-05 | Manz Italy S.R.L. | Apparatus and relative method of winding a strip of material, in particular for the production of electrical energy storage devices |
| WO2024091045A1 (ko) * | 2022-10-26 | 2024-05-02 | 주식회사 엘지에너지솔루션 | 레이저 노칭 시스템 |
| EP4570416A4 (en) * | 2022-10-26 | 2026-01-21 | Lg Energy Solution Ltd | LASER NOTCHING SYSTEM |
| WO2024232561A1 (ko) * | 2023-05-10 | 2024-11-14 | 주식회사 엘지에너지솔루션 | 복수개의 검출부재가 구비된 전극 시트 가공장치 및 이를 이용한 전극 시트 가공방법 |
| JP2025528272A (ja) * | 2023-05-10 | 2025-08-26 | エルジー エナジー ソリューション リミテッド | 複数の検出部材を備えた電極シート加工装置及びこれを用いた電極シート加工方法 |
| WO2025116450A1 (ko) * | 2023-11-28 | 2025-06-05 | 주식회사 엘지에너지솔루션 | 전극 제조 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102786447B1 (ko) | 2025-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200088533A (ko) | 이차전지용 전극 제조장치 | |
| US12100796B2 (en) | Apparatus and method for manufacturing electrode assembly | |
| KR101420476B1 (ko) | 전극 시트의 제조 방법 및 그 장치 | |
| EP1383197B1 (en) | Secondary battery manufacturing method and manufacturing device | |
| KR101899991B1 (ko) | 2차전지 제조장치의 장력 제어방법 | |
| CN113889651B (zh) | 卷绕装置和卷绕元件的制造方法 | |
| KR101899992B1 (ko) | 2차전지 제조장치의 권취부 장력제어시스템 | |
| JP6423267B2 (ja) | 水平型両面塗工装置 | |
| JP6081517B2 (ja) | セパレータ捲回体及びセパレータ捲回体の製造方法 | |
| KR20200123631A (ko) | 전극시트 제조장치 및 제조방법 | |
| KR101900862B1 (ko) | 2차전지 제조장치의 권취부 장력제어장치 | |
| KR20180079841A (ko) | 언와인더 및 리와인더를 포함하는 전극 건조 장치 | |
| KR20230016577A (ko) | 전극 건조 장치 및 이를 포함하는 전극 제조 시스템, 그리고 전극을 제조하는 방법 및 이에 의해 제조된 전극 | |
| KR101899990B1 (ko) | 2차전지 제조장치의 스풀 장력제어시스템 | |
| KR102404678B1 (ko) | 셀 스택 제조용 분리막 공급피더 | |
| KR101875080B1 (ko) | 이차전지용 전극 압착 장치 | |
| KR102259234B1 (ko) | 2차전지 적층장치의 분리막 장력 및 모서리 위치 제어 장치 | |
| KR102468973B1 (ko) | 2차 전지용 전극 생산 시스템 | |
| US20250201893A1 (en) | Unwinding Device for Manufacturing Secondary Battery and Secondary Battery Manufacturing System Including the Same | |
| CN102683643B (zh) | 用于电极活性材料的气相沉积系统 | |
| CN115275112A (zh) | 负极片烘烤工艺、负极片及锂电池 | |
| JP7074095B2 (ja) | 電極板の製造方法 | |
| CN221157473U (zh) | 电池极片防抖装置和涂布设备 | |
| KR102605138B1 (ko) | 2차 전지용 전극 생산 시스템 | |
| US20250121406A1 (en) | Electrode manufacturing apparatus and electrode manufacturing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| N231 | Notification of change of applicant | ||
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| PX0701 | Decision of registration after re-examination |
St.27 status event code: A-3-4-F10-F13-rex-PX0701 |
|
| X701 | Decision to grant (after re-examination) | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |