KR20200089772A - 건축용 알루미늄 패널 재생용 가공 장치 - Google Patents
건축용 알루미늄 패널 재생용 가공 장치 Download PDFInfo
- Publication number
- KR20200089772A KR20200089772A KR1020190006029A KR20190006029A KR20200089772A KR 20200089772 A KR20200089772 A KR 20200089772A KR 1020190006029 A KR1020190006029 A KR 1020190006029A KR 20190006029 A KR20190006029 A KR 20190006029A KR 20200089772 A KR20200089772 A KR 20200089772A
- Authority
- KR
- South Korea
- Prior art keywords
- panel
- cutting
- bed
- bed table
- aluminum panel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/08—Cutting tools with blade- or disc-like main parts
- B23B27/083—Cutting tools with disc-like main parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/10—Chucks characterised by the retaining or gripping devices or their immediate operating means
- B23B31/12—Chucks with simultaneously-acting jaws, whether or not also individually adjustable
- B23B31/16—Chucks with simultaneously-acting jaws, whether or not also individually adjustable moving radially
- B23B31/16004—Jaws movement actuated by one or more spiral grooves
- B23B31/16025—Jaws movement actuated by one or more spiral grooves using fluid-pressure means to actuate the gripping means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Panels For Use In Building Construction (AREA)
Abstract
본 발명의 장치는, 가공 대상 건축용 알루미늄 패널(100)이 놓여지는 베드 테이블(10)과, 상기 베드 테이블(10)의 하부 공간에서 베드 테이블의 길이방향을 따라 이동하면서 회전축에 공통 결합되어 회전하는 커팅 디스크와 밀링 커터를 통해서 패널에 대한 절단 및 절단부측 패널 평판체에 대한 연삭 가공을 행하는 가공부(20)와, 상기 베드 테이블(10)에 위치한 패널(100)을 수직으로 가압하여 고정시키는 승강 지그유닛(30)과, 베드 테이블 상의 패널에 대한 절단폭의 조정 및 지지가 이루어지도로 하는 절단폭 조정부(40)와, 상기 가공부(20)의 왕복이동을 위한 이송부(50)와, 각 작동 부재들의 동작을 제어하는 콘트롤러(60)를 포함하여 이루어 진다.
Description
(가)는 재생 전 상태이고,
(나)는 본 발명의 장치를 통해서 절단 및 절삭 가공된 상태이며,
(다)는 가공된 패널에 측면 프레임을 접합시키는 단계이다.
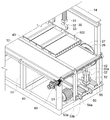
도2는 본 발명의 일실시예에 따른 장치의 정면 사시도.
도3은 도2의 장치에 대한 배면 사시도.
도4는 도2의 장치의 시작부 대한 부분 확대도.
도5는 본 발명의 일실시에 장치 중 가공부에 대한 분리 사시도.
도6은 본 발명의 일실시에 장치의 종단면도.
도7의 (가) 내지 (라)는 본 발명의 장치를 이용한 패널의 단계별 가공 과정 모식도.
12: 커팅 슬롯 20: 가공부
21: 고정 플레이트 22: 실린더
23: 가동 플레이트 23a: 회동축
24: 구동 모터 25: 회전축
26: 브라켓 27: 커팅 디스크
28: 밀링 커터 30: 승강 지그 유닛
32: 지그 40: 절단폭 조정부
43: 밀착바 50: 이송부
51: 이송 모터 52: 가이드 레일
53a, 53b: 풀리 54a, 54b: 벨트
60: 콘트롤러
Claims (6)
- 가공 대상 건축용 알루미늄 패널(100)이 놓여지는 베드 테이블(10)과,
상기 베드 테이블(10)의 하부 공간에서 베드 테이블의 길이방향을 따라 이동하면서 회전축에 공통 결합되어 회전하는 커팅 디스크와 밀링 커터를 통해서 패널에 대한 절단 및 절단부측 패널 평판체에 대한 연삭 가공을 행하는 가공부(20)와,
상기 베드 테이블(10)에 위치한 패널(100)을 수직으로 가압하여 고정시키는 승강 지그유닛(30)과,
베드 테이블 상의 패널에 대한 절단폭의 조정 및 지지가 이루어지도록 하는 절단폭 조정부(40)와,
상기 가공부(20)의 왕복이동을 위한 이송부(50)와,
각 작동 부재들의 동작을 제어하는 콘트롤러(60)를 포함하여 이루어짐을 특징으로 하는 건축용 알루미늄 패널 재생용 가공 장치 - 제1항에 있어서, 상기 가공부(20)는 고정 플레이트(21)와 고정 플레이트의 일측에 구비된 실린더(22)에 의해서 상기 고정 플레이트(21)에 대하여 회동가능하게 설치되는 가동 플레이트(23)와, 가동 플레이트의 일측에 설치되어 구동모터(24)로부터 회전력을 전달받아 회전하는 회전축(25)과 상기 구동모터(24)와 반대편 상의 가동 플레이트(23)상에 형성된 브라켓(26)에 연결되는 실린더(22)의 피스톤 (22a)과 상기 회전축(25)의 회전축 일측 단부상에 공통결합되는 커팅 디스크(27) 및 커팅 디스크에 비해 상대적으로 적은 직경의 밀링 커터(28)를 포함하여 구성됨을 특징으로 하는 건축용 알루미늄 패널 재생용 가공 장치.
- 제2항에 있어서, 상기 테이블 베드(10)의 베드(12)의 일측으로는 그 길이 방향을 따라 가공부(20)의 커팅 디스크(27) 및 밀링 커터(28)의 일부가 돌출된 상태로 회전이동이 가능하도록 하는 커팅 슬롯(13)이 형성된 것을 특징으로 하는 건축용 알루미늄 패널 재생용 가공 장치.
- 제1항에 있어서, 상기 절단폭 조정부(40)는 모터(41)와, 모터로부터 회전력을 전달받아 회전하는 연결 로드(41)와 볼스크류(42), 상기 볼스크류(42)에 결합되어 베드 테이블(10)상에서 폭방향을 따라 이동되는 밀착바(43)를 포함하여 구성됨을 특징으로 하는 건축용 알루미늄 패널 재생용 가공 장치.
- 제2항에 있어서, 상기 가동 플레이트(23)는 고정 플레이트(21)의 일측에 상면에 형성된 회동축(21a)에 회동 가능하게 결합되어 그 반대편 상에 형성된 브라켓 (26)과 결합된 실린더(22)의 피스톤(22a) 작동을 통해서 편심 회동이 이루어지고, 상기 편심 회동에 의해서 상기 브라켓(26)과 인접한 회전축(25)상에 결합된 커팅 디스크(27) 및 밀링 커터(28)의 승강이 이루어지도록 구성됨을 특징으로 하는 건축용 알루미늄 패널 재생용 가공 장치.
- 제1항에 있어서, 상기 이송부(50)는 이송 모터(51)와, 베드 테이블(10)의 하부 공간을 따라 형성된 한 쌍의 가이드 레일(52)과, 이송 모터(51)의 회전력을 상기 가공부(20)로 전달하여 가공부가 가이드 레일(52)을 따라 선형 왕복이동하도록 하는 동력전달용 풀리(53a, 53b) 및 벨트(54a, 54b)를 포함하여 이루어짐을 특징으로 하는 건축용 알루미늄 패널 재생용 가공 장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190006029A KR102293930B1 (ko) | 2019-01-17 | 2019-01-17 | 건축용 알루미늄 패널 재생용 가공 장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190006029A KR102293930B1 (ko) | 2019-01-17 | 2019-01-17 | 건축용 알루미늄 패널 재생용 가공 장치 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200089772A true KR20200089772A (ko) | 2020-07-28 |
| KR102293930B1 KR102293930B1 (ko) | 2021-08-27 |
Family
ID=71831385
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190006029A Active KR102293930B1 (ko) | 2019-01-17 | 2019-01-17 | 건축용 알루미늄 패널 재생용 가공 장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102293930B1 (ko) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112872822A (zh) * | 2021-02-26 | 2021-06-01 | 深圳裕丰华实业有限公司 | 一种切管打磨一体机 |
| KR20220112216A (ko) * | 2022-07-21 | 2022-08-10 | 남호진 | 배터리용 버스 바의 연속 자동화 제조장치 |
| WO2023080699A1 (ko) * | 2021-11-05 | 2023-05-11 | 남호진 | 배터리용 버스 바의 제조방법 및 그로써 제조된 배터리용 버스 바 |
| KR102566049B1 (ko) * | 2023-02-07 | 2023-08-11 | 김명수 | 레이저 용접을 이용한 태양전지 패널 지지대 제조 방법 |
| CN117718759A (zh) * | 2023-12-23 | 2024-03-19 | 湖南鑫政新材料科技有限公司 | 铝合金建筑模板用加工设备及方法 |
| CN117961575A (zh) * | 2024-04-02 | 2024-05-03 | 福建祥鑫新材料科技有限公司 | 一种铝合金型材输送线 |
| CN118789022A (zh) * | 2024-08-23 | 2024-10-18 | 杰拉德新能源(江苏)有限公司 | 一种新能源电池包用换热铝扁管切割设备 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102678898B1 (ko) * | 2023-05-18 | 2024-07-01 | (주) 성원 | 인발 플레이트 가공 장치 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50156784A (ko) * | 1974-06-11 | 1975-12-18 | ||
| KR20080062226A (ko) * | 2006-12-29 | 2008-07-03 | 김진양 | 저중량 판재 절단장치 |
| KR20120037240A (ko) * | 2010-10-11 | 2012-04-19 | (주)월드씨앤피 | 커팅 및 면취가 가능한 원형톱 |
| KR20120095219A (ko) | 2011-02-18 | 2012-08-28 | 이상호 | 거푸집 재활용 방법 |
| KR101393358B1 (ko) * | 2012-07-25 | 2014-05-27 | 김진양 | 고중량 판재 절단장치 |
-
2019
- 2019-01-17 KR KR1020190006029A patent/KR102293930B1/ko active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50156784A (ko) * | 1974-06-11 | 1975-12-18 | ||
| KR20080062226A (ko) * | 2006-12-29 | 2008-07-03 | 김진양 | 저중량 판재 절단장치 |
| KR20120037240A (ko) * | 2010-10-11 | 2012-04-19 | (주)월드씨앤피 | 커팅 및 면취가 가능한 원형톱 |
| KR20120095219A (ko) | 2011-02-18 | 2012-08-28 | 이상호 | 거푸집 재활용 방법 |
| KR101393358B1 (ko) * | 2012-07-25 | 2014-05-27 | 김진양 | 고중량 판재 절단장치 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112872822A (zh) * | 2021-02-26 | 2021-06-01 | 深圳裕丰华实业有限公司 | 一种切管打磨一体机 |
| CN112872822B (zh) * | 2021-02-26 | 2022-06-21 | 山东美鑫金属科技有限公司 | 一种切管打磨一体机 |
| WO2023080699A1 (ko) * | 2021-11-05 | 2023-05-11 | 남호진 | 배터리용 버스 바의 제조방법 및 그로써 제조된 배터리용 버스 바 |
| KR20230066161A (ko) * | 2021-11-05 | 2023-05-15 | 남호진 | 배터리용 버스 바의 제조방법 및 그로써 제조된 배터리용 버스 바 |
| KR20220112216A (ko) * | 2022-07-21 | 2022-08-10 | 남호진 | 배터리용 버스 바의 연속 자동화 제조장치 |
| KR102566049B1 (ko) * | 2023-02-07 | 2023-08-11 | 김명수 | 레이저 용접을 이용한 태양전지 패널 지지대 제조 방법 |
| CN117718759A (zh) * | 2023-12-23 | 2024-03-19 | 湖南鑫政新材料科技有限公司 | 铝合金建筑模板用加工设备及方法 |
| CN117961575A (zh) * | 2024-04-02 | 2024-05-03 | 福建祥鑫新材料科技有限公司 | 一种铝合金型材输送线 |
| CN117961575B (zh) * | 2024-04-02 | 2024-06-07 | 福建祥鑫新材料科技有限公司 | 一种铝合金型材输送线 |
| CN118789022A (zh) * | 2024-08-23 | 2024-10-18 | 杰拉德新能源(江苏)有限公司 | 一种新能源电池包用换热铝扁管切割设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102293930B1 (ko) | 2021-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200089772A (ko) | 건축용 알루미늄 패널 재생용 가공 장치 | |
| KR101958214B1 (ko) | 와이어 인출 및 자동 절단이 가능한 건설용 철근 선조립 구조물 제조장치 및 방법 | |
| KR101958213B1 (ko) | 건설용 철근 선조립 구조물 제조장치 및 방법 | |
| CN114800834B (zh) | 高效、低能耗预制构件成组立模生产系统及其生产方法 | |
| KR101473441B1 (ko) | 트러스거더 자동 용접기 | |
| JP2005523185A (ja) | 垂直型モールド装置及び方法 | |
| KR100683243B1 (ko) | 알루미늄 거푸집 판넬부재용 가공설비 | |
| KR101570604B1 (ko) | 춤이 깊고 상단부에 조립접합 구조를 갖는 데크 플레이트의 제작 방법 | |
| KR102539871B1 (ko) | 엘리베이터 패널 제조장치 | |
| JP2018051801A (ja) | 曲面合板の加工装置 | |
| US4842669A (en) | Method of manufacture and assembly system for a structural wall panel | |
| US3277939A (en) | Apparatus and method for the fabrication of structural components | |
| KR101902550B1 (ko) | 자동 용접 장치 | |
| CN218425347U (zh) | 一种钢筋笼焊接装置 | |
| CN214418166U (zh) | 金属托盘生产线 | |
| CN119195136A (zh) | 一种建筑桩基高效施工装置及其操作方法 | |
| KR100428657B1 (ko) | 철근콘크리트 슬래브용 데크패널 자동용접장치 | |
| JP6893017B2 (ja) | 冶具、及び、その冶具を用いた鉄筋かごの製造方法 | |
| KR200442878Y1 (ko) | 재활용이 가능한 거푸집 | |
| JP6856844B2 (ja) | 冶具、及び、その冶具を用いた鉄筋かごの製造方法 | |
| KR100563328B1 (ko) | 창틀골재의 열 융착장치 및 그 제조방법 | |
| KR200346994Y1 (ko) | 갱폼 리브철판 성형용 롤포밍기 | |
| KR20190140524A (ko) | 소실모형의 서브부품 제조용 3d 프린팅 장치 | |
| JPH03133601A (ja) | 木工鉋盤装置 | |
| CN112809400A (zh) | 金属托盘生产线及其生产工艺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 5 |