KR20200099076A - 알루미늄제 부품의 산화피막의 재생방법 - Google Patents
알루미늄제 부품의 산화피막의 재생방법 Download PDFInfo
- Publication number
- KR20200099076A KR20200099076A KR1020200009882A KR20200009882A KR20200099076A KR 20200099076 A KR20200099076 A KR 20200099076A KR 1020200009882 A KR1020200009882 A KR 1020200009882A KR 20200009882 A KR20200009882 A KR 20200009882A KR 20200099076 A KR20200099076 A KR 20200099076A
- Authority
- KR
- South Korea
- Prior art keywords
- oxide film
- aluminum
- aluminum component
- component
- regenerating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D11/00—Electrolytic coating by surface reaction, i.e. forming conversion layers
- C25D11/02—Anodisation
- C25D11/04—Anodisation of aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D11/00—Electrolytic coating by surface reaction, i.e. forming conversion layers
- C25D11/02—Anodisation
- C25D11/026—Anodisation with spark discharge
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D11/00—Electrolytic coating by surface reaction, i.e. forming conversion layers
- C25D11/02—Anodisation
- C25D11/04—Anodisation of aluminium or alloys based thereon
- C25D11/16—Pretreatment, e.g. desmutting
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D21/00—Processes for servicing or operating cells for electrolytic coating
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Cleaning And De-Greasing Of Metallic Materials By Chemical Methods (AREA)
Abstract
Description
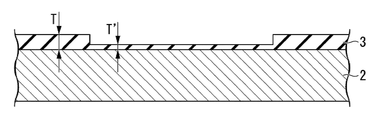
도 1b는, 실시형태의 알루미늄제 부품의 산화피막의 재생방법에서의 제거공정을 설명하는 단면 모식도이다.
도 2a는, 실시형태의 알루미늄제 부품의 산화피막의 재생방법에서의 제거공정을 설명하는 단면 모식도이다.
도 2b는, 실시형태의 알루미늄제 부품의 산화피막의 재생방법에서의 제거공정을 설명하는 단면 모식도이다.
도 3a는, 실시형태의 알루미늄제 부품의 산화피막의 재생방법에서의 재생공정을 설명하는 단면 모식도이다.
도 3b는, 실시형태의 알루미늄제 부품의 산화피막의 재생방법에서의 재생공정을 설명하는 단면 모식도이다.
도 4a는, 실시형태의 알루미늄제 부품의 산화피막의 재생방법의 다른 예를 설명하는 단면 모식도이다.
도 4b는, 실시형태의 알루미늄제 부품의 산화피막의 재생방법의 다른 예를 설명하는 단면 모식도이다.
도 5a는, 실시형태의 알루미늄제 부품의 산화피막의 재생방법의 또 다른 예를 설명하는 단면 모식도이다.
도 5b는, 실시형태의 알루미늄제 부품의 산화피막의 재생방법의 또 다른 예를 설명하는 단면 모식도이다.

2, 12: 부품 본체
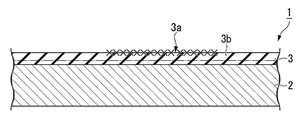
3: 산화피막
3b: 산화피막의 상층부
11: 플레이트
12a: 관통공
13a: 관통공이 마련된 면의 산화피막
13b: 관통공의 내면에 형성된 산화피막
Claims (11)
- 알루미늄 또는 알루미늄 합금으로 이루어지는 부품 본체와, 상기 부품 본체의 표면에 형성된 산화피막을 가지고, 상기 산화피막 표면에 박리부, 흠 또는 마모자국 중 적어도 1개 이상을 가지는 알루미늄제 부품의 상기 산화피막의 재생방법으로,
상기 알루미늄제 부품을 전해액에 침지하여 마이크로 아크 산화처리를 수행함으로써, 상기 산화피막을 수복하는 재생공정을 포함하는, 알루미늄제 부품의 산화피막의 재생방법. - 알루미늄 또는 알루미늄 합금으로 이루어지는 부품 본체와, 상기 부품 본체의 표면에 형성된 산화피막을 가지는 알루미늄제 부품의 상기 산화피막의 재생방법으로,
상기 알루미늄제 부품의 상기 산화피막의 일부 또는 전부의 상층부를 제거하거나, 또는 상기 산화피막의 일부를 남기고 제거하는 제거공정과,
상기 제거공정을 거친 상기 알루미늄제 부품을 전해액에 침지하여 마이크로 아크 산화처리를 수행함으로써, 제거된 개소의 상기 산화피막의 두께를 증가시키는 재생공정을 포함하는, 알루미늄제 부품의 산화피막의 재생방법. - 제2항에 있어서,
상기 제거공정은, 상기 산화피막을 제거하기 위하여, 기계 연마처리, 블라스트 처리 또는 고압 수분사 처리를 이용하는, 알루미늄제 부품의 산화피막의 재생방법. - 제2항 또는 제3항에 있어서,
상기 제거공정은, 표면에 이물이 부착된 상기 산화피막 또는 표면이 변질된 산화피막의 상층부를 제거하는, 알루미늄제 부품의 산화피막의 재생방법. - 제2항 또는 제3항에 있어서,
상기 제거공정은, 표면에 이물이 부착된 부분의 상기 산화피막 또는 표면이 변질된 부분의 산화피막을 제거하는, 알루미늄제 부품의 산화피막의 재생방법. - 제1항에 있어서,
상기 알루미늄제 부품은, 반도체 제조장치 또는 플랫 패널 디스플레이 제조장치의 챔버 내에 설치되어 사용된 사용 완료의 알루미늄제 부품인, 알루미늄제 부품의 산화피막의 재생방법. - 제2항에 있어서,
상기 알루미늄제 부품은, 반도체 제조장치 또는 플랫 패널 디스플레이 제조장치의 챔버 내에 설치되어 사용된 사용 완료의 알루미늄제 부품인, 알루미늄제 부품의 산화피막의 재생방법. - 제2항에 있어서,
상기 알루미늄제 부품은, 상기 부품 본체에 상기 부품 본체의 판두께 방향을 따라 복수의 관통공이 마련되어 이루어지는, 반도체 제조장치 또는 플랫 패널 디스플레이 제조장치의 챔버 내에 설치되어 사용되는 플레이트이고,
상기 제거공정은, 부품 본체 중 상기 관통공이 마련된 면의 일부 또는 전부에 형성된 상기 산화피막에 대하여 수행하는, 알루미늄제 부품의 산화피막의 재생방법. - 제8항에 있어서,
상기 제거공정은, 상기 관통공의 내면에 형성된 상기 산화피막에 대하여 수행하지 않는, 알루미늄제 부품의 산화피막의 재생방법. - 제1항에 있어서,
상기 재생공정은, 상기 산화피막의 막 두께를 재생공정 전의 막 두께보다 두껍게 하는 공정인, 알루미늄제 부품의 산화피막의 재생방법. - 제2항에 있어서,
상기 재생공정은, 상기 산화피막의 막 두께를 재생공정 전의 막 두께보다 두껍게 하는 공정인, 알루미늄제 부품의 산화피막의 재생방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2019-023364 | 2019-02-13 | ||
| JP2019023364A JP7218201B2 (ja) | 2019-02-13 | 2019-02-13 | アルミニウム製部品の酸化皮膜の再生方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200099076A true KR20200099076A (ko) | 2020-08-21 |
| KR102281334B1 KR102281334B1 (ko) | 2021-07-23 |
Family
ID=72071380
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020200009882A Active KR102281334B1 (ko) | 2019-02-13 | 2020-01-28 | 알루미늄제 부품의 산화피막의 재생방법 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7218201B2 (ko) |
| KR (1) | KR102281334B1 (ko) |
| CN (1) | CN111560639B (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114441431B (zh) * | 2022-03-15 | 2024-01-23 | 中国核动力研究设计院 | 一种氧化膜再生腐蚀试验方法 |
| CN115125468B (zh) * | 2022-07-12 | 2023-07-18 | 合肥微睿光电科技有限公司 | 一种用于干刻工艺中熔射壁板再生的方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004211128A (ja) | 2002-12-27 | 2004-07-29 | Creative Technology:Kk | 半導体製造装置用アルミニウム製部品の再生方法 |
| KR20050014211A (ko) * | 2003-07-30 | 2005-02-07 | 김나래 | 알루미늄 합금으로 제조된 물품의 마이크로아크 산화 공정 |
| JP2009052142A (ja) * | 2007-08-27 | 2009-03-12 | Applied Materials Inc | 陽極酸化チャンバパーツ再生のためのウェットクリーンプロセス |
| KR20120026929A (ko) * | 2010-09-10 | 2012-03-20 | (주)제이스 | 차량용 알루미늄 전지캔의 재생 방법 및 재생 전지캔 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MY111396A (en) * | 1990-12-26 | 2000-04-29 | Nippon Kokan Kk | Surface treated steel sheet for welded cans |
| JP3952573B2 (ja) * | 1998-01-14 | 2007-08-01 | Jfeスチール株式会社 | 耐食性に優れるティンフリースチールの製造方法 |
| JP4245026B2 (ja) * | 2006-09-20 | 2009-03-25 | 株式会社豊田中央研究所 | 被覆膜の除膜方法および被覆部材の再生方法 |
| EP2166125A1 (en) * | 2008-09-19 | 2010-03-24 | ALSTOM Technology Ltd | Method for the restoration of a metallic coating |
| CN101538729A (zh) * | 2009-03-17 | 2009-09-23 | 西北工业大学 | 铝合金表面局部氧化膜快速修复方法 |
| JP5770575B2 (ja) * | 2011-09-12 | 2015-08-26 | 株式会社アルバック | 酸化皮膜の形成方法 |
| CN104264200B (zh) * | 2014-10-29 | 2017-07-04 | 中国人民解放军装甲兵工程学院 | 微弧氧化处理装置及方法 |
| CN105857639B (zh) * | 2016-06-23 | 2017-09-29 | 沈阳黎明航空零部件制造有限公司 | 修复飞机作动筒筒体密封槽处微弧氧化膜层渗油的方法 |
| CN108866596A (zh) * | 2017-05-12 | 2018-11-23 | 昆山汉鼎精密金属有限公司 | 去微弧氧化膜层药剂、去微弧氧化膜层方法 |
| CN109137038A (zh) * | 2018-06-21 | 2019-01-04 | 东莞市依诺电子科技有限公司 | 一种能够无损褪除颜色的阳极染色工艺 |
| CN108950648A (zh) * | 2018-06-21 | 2018-12-07 | 东莞市依诺电子科技有限公司 | 一种散热器表面高耐蚀高可靠性处理工艺 |
| CN109161948A (zh) * | 2018-11-23 | 2019-01-08 | 西安工业大学 | 一种用于舰载机局部防腐扫描式微弧氧化处理工艺及装置 |
-
2019
- 2019-02-13 JP JP2019023364A patent/JP7218201B2/ja active Active
-
2020
- 2020-01-28 KR KR1020200009882A patent/KR102281334B1/ko active Active
- 2020-02-10 CN CN202010084163.8A patent/CN111560639B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004211128A (ja) | 2002-12-27 | 2004-07-29 | Creative Technology:Kk | 半導体製造装置用アルミニウム製部品の再生方法 |
| KR20050014211A (ko) * | 2003-07-30 | 2005-02-07 | 김나래 | 알루미늄 합금으로 제조된 물품의 마이크로아크 산화 공정 |
| JP2009052142A (ja) * | 2007-08-27 | 2009-03-12 | Applied Materials Inc | 陽極酸化チャンバパーツ再生のためのウェットクリーンプロセス |
| KR20120026929A (ko) * | 2010-09-10 | 2012-03-20 | (주)제이스 | 차량용 알루미늄 전지캔의 재생 방법 및 재생 전지캔 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020132895A (ja) | 2020-08-31 |
| CN111560639B (zh) | 2022-06-21 |
| KR102281334B1 (ko) | 2021-07-23 |
| CN111560639A (zh) | 2020-08-21 |
| JP7218201B2 (ja) | 2023-02-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100299569B1 (ko) | 알루미늄부재의표면처리방법및플라즈마처리장치 | |
| TWI462174B (zh) | 具有改良的粒子表現之主動加熱鋁擋板元件及使用方法及其製造方法 | |
| US7323230B2 (en) | Coating for aluminum component | |
| JP4514336B2 (ja) | 基板処理装置及びその洗浄方法 | |
| KR102059692B1 (ko) | 알루미늄 플라즈마 챔버 부분들의 세정 방법 | |
| US8118946B2 (en) | Cleaning process residues from substrate processing chamber components | |
| US7811409B2 (en) | Bare aluminum baffles for resist stripping chambers | |
| US7732056B2 (en) | Corrosion-resistant aluminum component having multi-layer coating | |
| JP5324160B2 (ja) | 陽極酸化チャンバパーツ再生のためのウェットクリーンプロセス | |
| TW201303998A (zh) | 電漿處理裝置及電漿處理方法 | |
| JP3559920B2 (ja) | プラズマ処理装置 | |
| KR102281334B1 (ko) | 알루미늄제 부품의 산화피막의 재생방법 | |
| KR101820976B1 (ko) | 플라즈마 챔버에서 사용되는 상부 전극으로부터 표면 금속 오염을 세정하는방법 | |
| US20190323127A1 (en) | Texturing and plating nickel on aluminum process chamber components | |
| KR101815051B1 (ko) | 알루미늄 합금의 표면 보호막 형성 방법 | |
| EP1088326A1 (en) | Pedestal insulator for a pre-clean chamber | |
| JP4398091B2 (ja) | 半導体処理装置の部品の洗浄液及び洗浄方法 | |
| JP4287140B2 (ja) | 半導体製造装置用アルミニウム製部品の再生方法 | |
| JPH07180091A (ja) | アルミニウム板、その製造方法及び該アルミニウム板を用いた防着カバー | |
| JP4366169B2 (ja) | アルミニウムの表面処理方法 | |
| CN100476037C (zh) | 成膜装置用结构部件及其清洗方法 | |
| JP4751198B2 (ja) | プラズマ処理装置用部材 | |
| JP6638334B2 (ja) | プラズマ処理装置部品のクリーニング方法及びクリーニング装置 | |
| JP2008007861A (ja) | アルミニウムの表面処理方法 | |
| JP2002309370A (ja) | スパッタリング装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| R11 | Change to the name of applicant or owner or transfer of ownership requested |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R11-ASN-PN2301 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R14-asn-PN2301 |
|
| R14 | Transfer of ownership recorded |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R14-ASN-PN2301 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |