KR20200099601A - 라인 파이프용 강재 및 그 제조 방법 그리고 라인 파이프의 제조 방법 - Google Patents
라인 파이프용 강재 및 그 제조 방법 그리고 라인 파이프의 제조 방법 Download PDFInfo
- Publication number
- KR20200099601A KR20200099601A KR1020207021593A KR20207021593A KR20200099601A KR 20200099601 A KR20200099601 A KR 20200099601A KR 1020207021593 A KR1020207021593 A KR 1020207021593A KR 20207021593 A KR20207021593 A KR 20207021593A KR 20200099601 A KR20200099601 A KR 20200099601A
- Authority
- KR
- South Korea
- Prior art keywords
- less
- steel
- temperature
- mpa
- plate thickness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/08—Making tubes with welded or soldered seams
- B21C37/0815—Making tubes with welded or soldered seams without continuous longitudinal movement of the sheet during the bending operation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/13—Modifying the physical properties of iron or steel by deformation by hot working
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/08—Making tubes with welded or soldered seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/30—Finishing tubes, e.g. sizing, burnishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by any single one of main groups B23K1/00 - B23K28/00
- B23K31/02—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by any single one of main groups B23K1/00 - B23K28/00 relating to soldering or welding
- B23K31/027—Making tubes by soldering or welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/02—Seam welding; Backing means; Inserts
- B23K9/025—Seam welding; Backing means; Inserts for rectilinear seams
- B23K9/0253—Seam welding; Backing means; Inserts for rectilinear seams for the longitudinal seam of tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/18—Submerged-arc welding
- B23K9/186—Submerged-arc welding making use of a consumable electrodes
- B23K9/188—Submerged-arc welding making use of a consumable electrodes making use of several electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/23—Arc welding or cutting taking account of the properties of the materials to be welded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/235—Preliminary treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/02—Hardening articles or materials formed by forging or rolling, with no further heating beyond that required for the formation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/02—Modifying the physical properties of iron or steel by deformation by cold working
- C21D7/10—Modifying the physical properties of iron or steel by deformation by cold working of the whole cross-section, e.g. of concrete reinforcing bars
- C21D7/12—Modifying the physical properties of iron or steel by deformation by cold working of the whole cross-section, e.g. of concrete reinforcing bars by expanding tubular bodies
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0231—Warm rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/06—Tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Plasma & Fusion (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Steel (AREA)
- Metal Extraction Processes (AREA)
Abstract
Description
Claims (4)
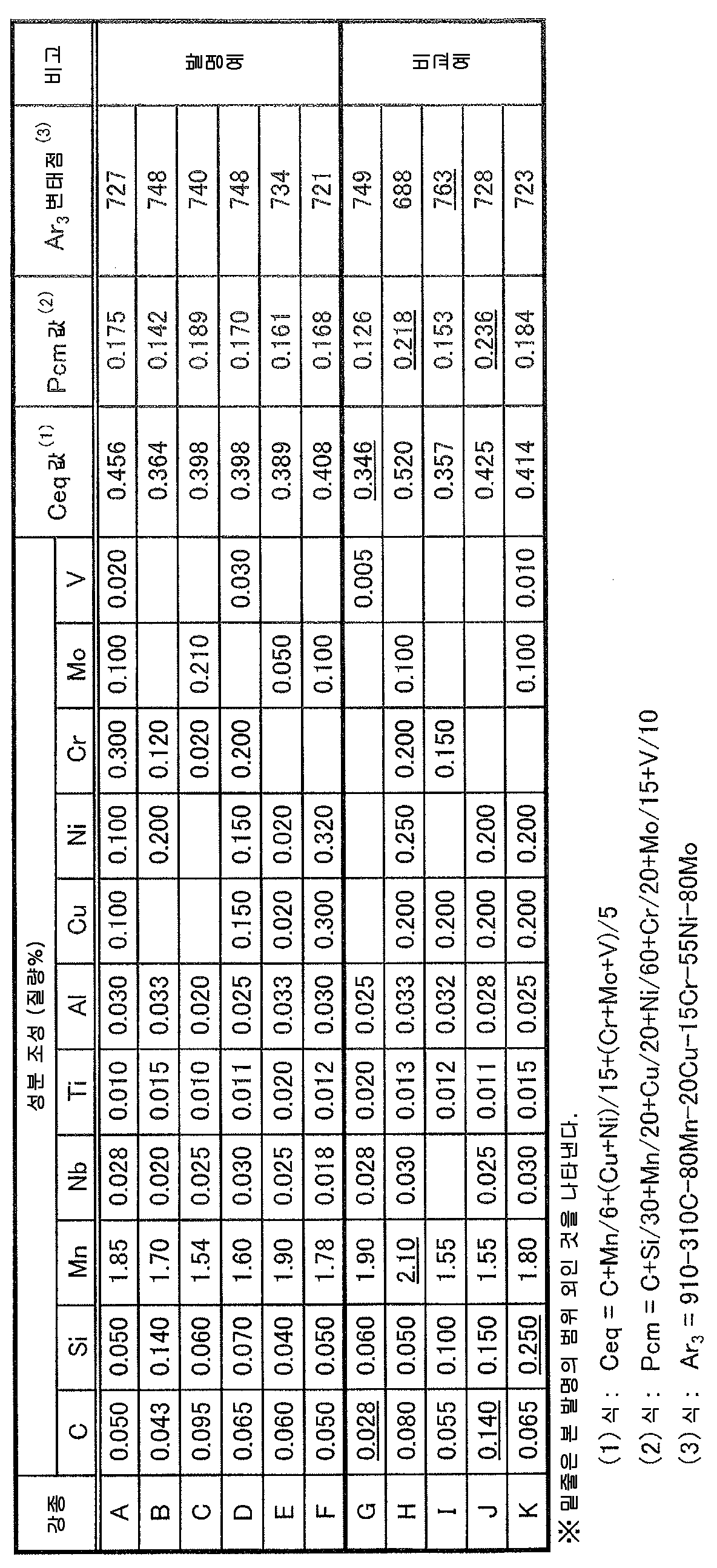
- 질량% 로, C : 0.030 ∼ 0.10 %,
Si : 0.01 ∼ 0.20 %,
Mn : 1.0 ∼ 2.0 %,
Nb : 0.005 ∼ 0.050 %,
Ti : 0.005 ∼ 0.025 %,
Al : 0.08 % 이하를 함유하고,
추가로, 질량% 로, Cu : 0.5 % 이하,
Ni : 1.0 % 이하,
Cr : 1.0 % 이하,
Mo : 0.5 % 이하,
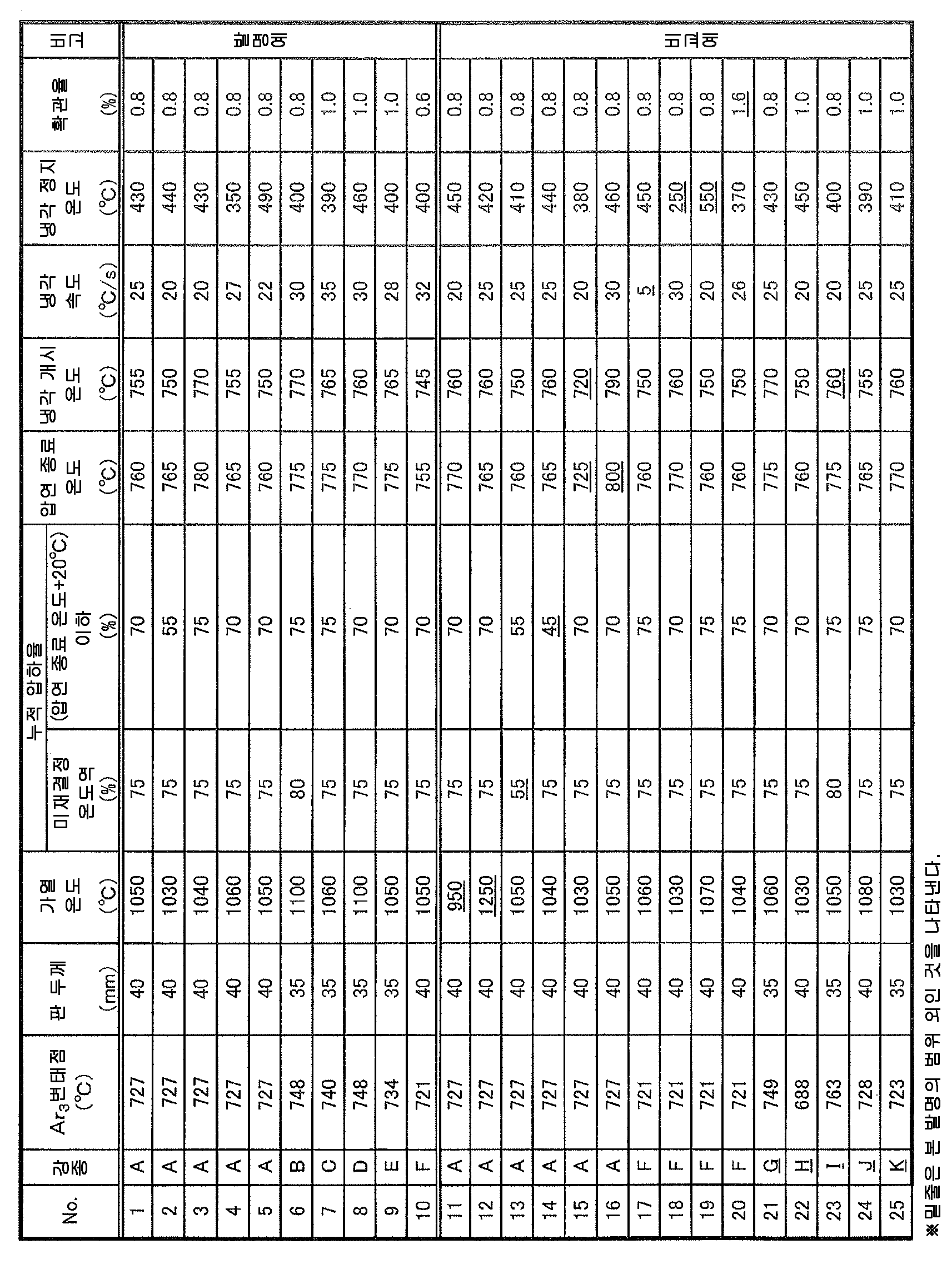
V : 0.1 % 이하의 1 종 이상을 함유하고, (1) 식으로 나타내는 Ceq 값이 0.350 이상, (2) 식으로 나타내는 Pcm 값이 0.20 이하, (3) 식으로 나타내는 Ar3 변태점이 750 ℃ 이하이고, 잔부가 Fe 및 불가피적 불순물로 이루어지는 성분 조성을 갖는 강을, 1000 ∼ 1200 ℃ 의 온도로 가열하고, 미재결정 온도역의 누적 압하율이 60 % 이상이고, 또한, (압연 종료 온도 + 20 ℃) 이하의 온도역의 누적 압하율이 50 % 이상, 압연 종료 온도가 Ar3 변태점 이상 790 ℃ 이하인 열간 압연을 실시한 후, Ar3 변태점 이상의 냉각 개시 온도로부터 10 ℃/s 이상의 냉각 속도로 강판 표면 온도가 300 ∼ 500 ℃ 까지 가속 냉각을 실시하는, 인장 강도 570 ㎫ 이상, 압축 강도 440 ㎫ 이상, 판 두께 30 ㎜ 이상의 라인 파이프용 강재의 제조 방법.
Ceq = C + Mn/6 + (Cu + Ni)/15 + (Cr + Mo + V)/5 …(1)
Pcm = C + Si/30 + (Mn + Cu + Cr)/20 + Ni/60 + Mo/15 + V/10 …(2)
Ar3 (℃) = 910 - 310C - 80Mn - 20Cu - 15Cr - 55Ni - 80Mo …(3)
단, (1) ∼ (3) 식의 원소 기호는 함유 원소의 질량% 를 나타내고, 함유하지 않는 경우에는 0 으로 한다. - 제 1 항에 기재된 방법으로 제조된 라인 파이프용 강재를, 냉간 성형에 의해 강관 형상으로 하고, 맞댐부를 심 용접 후, 확관율이 1.2 % 이하로 확관하여 강관을 제조하는, 인장 강도 570 ㎫ 이상, 압축 강도 440 ㎫ 이상, 판 두께 30 ㎜ 이상의 라인 파이프의 제조 방법.
- 질량% 로, C : 0.030 ∼ 0.10 %,
Si : 0.01 ∼ 0.20 %,
Mn : 1.0 ∼ 2.0 %,
Nb : 0.005 ∼ 0.050 %,
Ti : 0.005 ∼ 0.025 %,
Al : 0.08 % 이하를 함유하고,
추가로, 질량% 로, Cu : 0.5 % 이하,
Ni : 1.0 % 이하,
Cr : 1.0 % 이하,
Mo : 0.5 % 이하,
V : 0.1 % 이하의 1 종 이상을 함유하고, (1) 식으로 나타내는 Ceq 값이 0.350 이상, (2) 식으로 나타내는 Pcm 값이 0.20 이하, (3) 식으로 나타내는 Ar3 변태점이 750 ℃ 이하이고, 잔부가 Fe 및 불가피적 불순물로 이루어지는 성분 조성을 갖고,
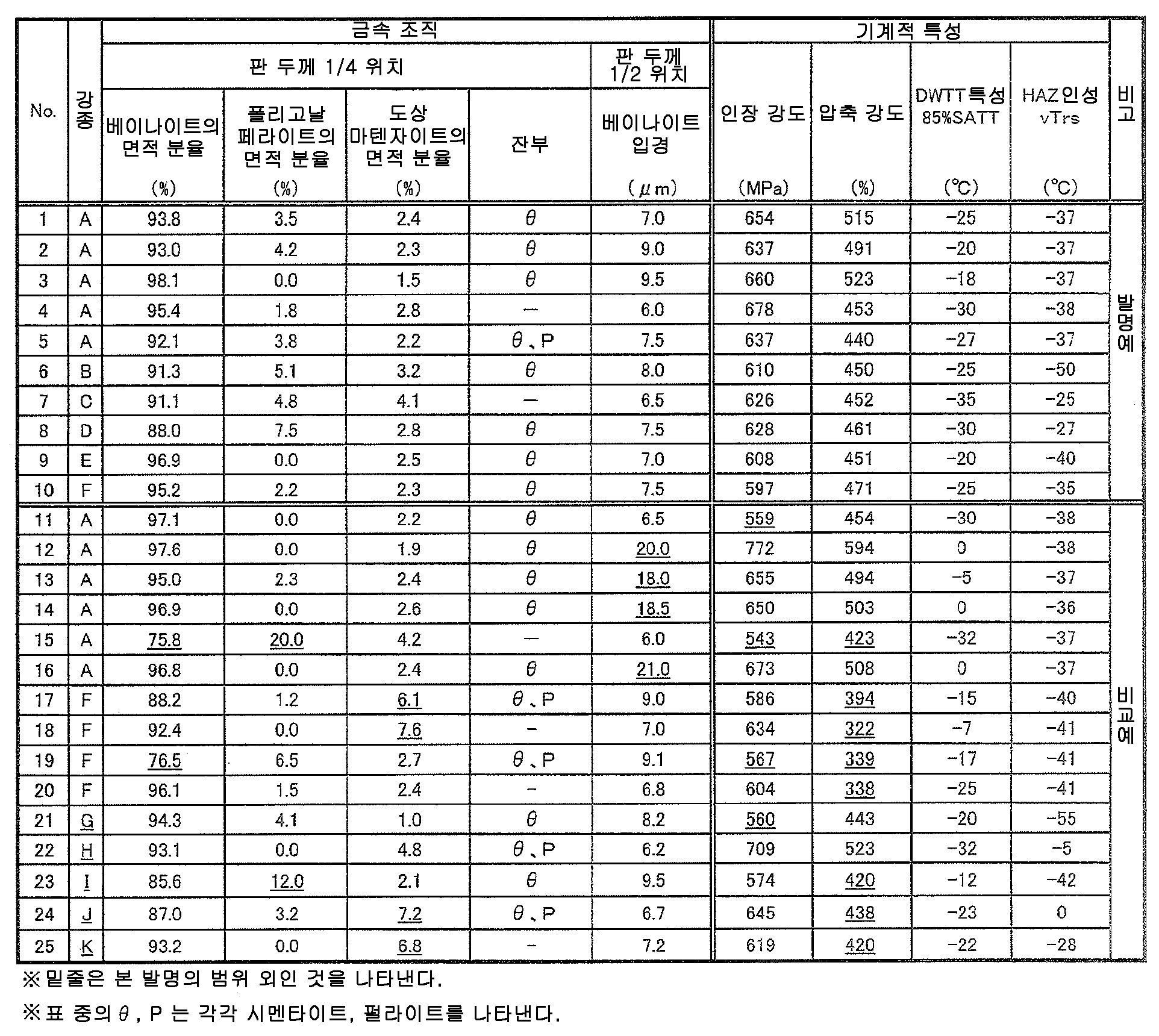
금속 조직이 베이나이트 주체이고, 판 두께 1/4 위치에 있어서, 폴리고날 페라이트의 면적 분율이 10 % 이하이고, 또한, 도상 마텐자이트의 면적 분율이 5 % 이하이고, 판 두께 1/2 위치의 베이나이트의 평균 입경이 10 ㎛ 이하인,
인장 강도 570 ㎫ 이상, 압축 강도 440 ㎫ 이상, 판 두께 30 ㎜ 이상의 라인 파이프용 강재.
Ceq = C + Mn/6 + (Cu + Ni)/15 + (Cr + Mo + V)/5 …(1)
Pcm = C + Si/30 + (Mn + Cu + Cr)/20 + Ni/60 + Mo/15 + V/10 …(2)
Ar3 (℃) = 910 - 310C - 80Mn - 20Cu - 15Cr - 55Ni - 80Mo …(3)
단, (1) ∼ (3) 식의 원소 기호는 함유 원소의 질량% 를 나타내고, 함유하지 않는 경우에는 0 으로 한다. - 제 3 항에 기재된 라인 파이프용 강재를, 냉간 성형에 의해 강관 형상으로 하고, 맞댐부를 심 용접 후, 확관율이 1.2 % 이하로 확관하여 강관을 제조하는, 인장 강도 570 ㎫ 이상, 압축 강도 440 ㎫ 이상, 판 두께 30 ㎜ 이상의 라인 파이프의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2018-013319 | 2018-01-30 | ||
| JP2018013319 | 2018-01-30 | ||
| PCT/JP2019/001853 WO2019151045A1 (ja) | 2018-01-30 | 2019-01-22 | ラインパイプ用鋼材およびその製造方法ならびにラインパイプの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200099601A true KR20200099601A (ko) | 2020-08-24 |
| KR102447058B1 KR102447058B1 (ko) | 2022-09-23 |
Family
ID=67478282
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207021593A Active KR102447058B1 (ko) | 2018-01-30 | 2019-01-22 | 라인 파이프용 강재 및 그 제조 방법 그리고 라인 파이프의 제조 방법 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US11401568B2 (ko) |
| EP (1) | EP3733879B1 (ko) |
| JP (1) | JP6635231B2 (ko) |
| KR (1) | KR102447058B1 (ko) |
| CN (1) | CN111655873B (ko) |
| CA (1) | CA3087986C (ko) |
| RU (1) | RU2749085C1 (ko) |
| WO (1) | WO2019151045A1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110651059B (zh) * | 2017-05-22 | 2021-05-07 | 杰富意钢铁株式会社 | 厚钢板及其制造方法 |
| KR102447054B1 (ko) * | 2018-01-30 | 2022-09-23 | 제이에프이 스틸 가부시키가이샤 | 라인 파이프용 강재 및 그 제조 방법 그리고 라인 파이프의 제조 방법 |
| JP6635231B2 (ja) | 2018-01-30 | 2020-01-22 | Jfeスチール株式会社 | ラインパイプ用鋼材およびその製造方法ならびにラインパイプの製造方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0949025A (ja) | 1995-08-07 | 1997-02-18 | Sumitomo Metal Ind Ltd | 耐コラプス性に優れたuoe鋼管の製造法 |
| JP2002102931A (ja) | 2000-09-28 | 2002-04-09 | Kawasaki Steel Corp | Uoe鋼管の製造方法 |
| JP2003340519A (ja) | 2002-05-24 | 2003-12-02 | Nippon Steel Corp | 圧潰強度に優れたuoe鋼管 |
| JP2003342639A (ja) | 2002-05-24 | 2003-12-03 | Nippon Steel Corp | 圧潰強度に優れたuoe鋼管の製造方法 |
| JP2004035925A (ja) | 2002-07-01 | 2004-02-05 | Nippon Steel Corp | 圧潰強度の高いuoe鋼管の製造方法 |
| JP2008056962A (ja) | 2006-08-30 | 2008-03-13 | Jfe Steel Kk | 耐水素誘起割れ性能に優れたバウシンガー効果による降伏応力低下が小さい高強度ラインパイプ用鋼板およびその製造方法 |
| JP2009052137A (ja) | 2007-07-31 | 2009-03-12 | Jfe Steel Kk | 高強度耐サワーラインパイプ用鋼板およびその製造方法および鋼管 |
| JP2012241266A (ja) * | 2011-05-24 | 2012-12-10 | Jfe Steel Corp | 高圧縮強度耐サワーラインパイプ用鋼管及びその製造方法 |
| KR101699818B1 (ko) * | 2009-11-25 | 2017-01-25 | 제이에프이 스틸 가부시키가이샤 | 높은 압축 강도 및 인성을 갖는 라인파이프용 용접 강관 |
| KR20170082617A (ko) * | 2014-12-25 | 2017-07-14 | 제이에프이 스틸 가부시키가이샤 | 심정에 사용되는 컨덕터 케이싱용 고강도 후육 전봉 강관, 그의 제조 방법 및 심정에 사용되는 고강도 후육 컨덕터 케이싱 |
| KR20170120176A (ko) * | 2015-03-31 | 2017-10-30 | 제이에프이 스틸 가부시키가이샤 | 고강도·고인성 강판 및 그 제조 방법 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5545270A (en) | 1994-12-06 | 1996-08-13 | Exxon Research And Engineering Company | Method of producing high strength dual phase steel plate with superior toughness and weldability |
| RU2218443C2 (ru) | 1997-07-28 | 2003-12-10 | Эксонмобил Апстрим Рисерч Компани | Толстолистовая сталь с высокой ударной вязкостью и способ ее получения |
| JP3823628B2 (ja) * | 1999-08-26 | 2006-09-20 | Jfeスチール株式会社 | 溶接性及び歪時効後の靭性に優れた60キロ級高張力鋼の製造方法 |
| KR101062087B1 (ko) | 2003-12-19 | 2011-09-02 | 엑손모빌 업스트림 리서치 캄파니 | 초고강도 라인파이프용 강판 및 우수한 저온 인성을 갖는 초고강도 라인파이프, 및 그 제조 방법 |
| JP4696615B2 (ja) | 2005-03-17 | 2011-06-08 | 住友金属工業株式会社 | 高張力鋼板、溶接鋼管及びそれらの製造方法 |
| JP5251089B2 (ja) | 2006-12-04 | 2013-07-31 | 新日鐵住金株式会社 | 低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法 |
| JP5217773B2 (ja) | 2007-09-19 | 2013-06-19 | Jfeスチール株式会社 | 溶接熱影響部靭性に優れた引張強度が570MPa以上760MPa以下の低温用高強度溶接鋼管およびその製造方法 |
| EP2484792B1 (en) | 2009-09-30 | 2016-07-13 | JFE Steel Corporation | Steel plate with low yield ratio, high strength, and high toughness and process for producing same |
| JP5561119B2 (ja) | 2009-11-25 | 2014-07-30 | Jfeスチール株式会社 | 高圧縮強度耐サワーラインパイプ用溶接鋼管及びその製造方法 |
| JP5857400B2 (ja) * | 2009-11-25 | 2016-02-10 | Jfeスチール株式会社 | 高圧縮強度ラインパイプ用溶接鋼管及びその製造方法 |
| JP5782828B2 (ja) * | 2011-05-24 | 2015-09-24 | Jfeスチール株式会社 | 高圧縮強度鋼管及びその製造方法 |
| KR101982014B1 (ko) | 2012-06-18 | 2019-05-24 | 제이에프이 스틸 가부시키가이샤 | 후육 고강도 내사우어 라인 파이프, 그의 제조 방법 및 그의 내hic성능의 판정 방법 |
| JP5783229B2 (ja) | 2013-11-28 | 2015-09-24 | Jfeスチール株式会社 | 熱延鋼板およびその製造方法 |
| CA2980983C (en) | 2015-03-27 | 2020-05-19 | Jfe Steel Corporation | High-strength steel, method for manufacturing high-strength steel, steel pipe, and method for manufacturing steel pipe |
| US10640841B2 (en) * | 2015-03-31 | 2020-05-05 | Jfe Steel Corporation | High-strength, high-toughness steel plate and method for producing the same |
| EP3385399A4 (en) | 2015-12-04 | 2019-05-22 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | HEAT-TREATED STEEL PLATE WITH HIGH LIMIT LIMIT AND SUPPRESSIVE HARDNESS OF A WELD HEAT-RESISTANT ZONE AND SUPPRESSED DEGRADATION OF THE TEMPERATURE TEMPERATURE TREATMENT OF THE WELD HEAT-RESISTANT ZONE |
| TWI823334B (zh) * | 2016-10-24 | 2023-11-21 | 美商艾孚諾亞公司 | 使用多個麥克風的自動噪音消除 |
| JP6635231B2 (ja) | 2018-01-30 | 2020-01-22 | Jfeスチール株式会社 | ラインパイプ用鋼材およびその製造方法ならびにラインパイプの製造方法 |
-
2019
- 2019-01-22 JP JP2019537397A patent/JP6635231B2/ja active Active
- 2019-01-22 KR KR1020207021593A patent/KR102447058B1/ko active Active
- 2019-01-22 EP EP19747875.3A patent/EP3733879B1/en active Active
- 2019-01-22 RU RU2020125382A patent/RU2749085C1/ru active
- 2019-01-22 US US16/964,661 patent/US11401568B2/en active Active
- 2019-01-22 WO PCT/JP2019/001853 patent/WO2019151045A1/ja not_active Ceased
- 2019-01-22 CN CN201980010673.6A patent/CN111655873B/zh active Active
- 2019-01-22 CA CA3087986A patent/CA3087986C/en active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0949025A (ja) | 1995-08-07 | 1997-02-18 | Sumitomo Metal Ind Ltd | 耐コラプス性に優れたuoe鋼管の製造法 |
| JP2002102931A (ja) | 2000-09-28 | 2002-04-09 | Kawasaki Steel Corp | Uoe鋼管の製造方法 |
| JP2003340519A (ja) | 2002-05-24 | 2003-12-02 | Nippon Steel Corp | 圧潰強度に優れたuoe鋼管 |
| JP2003342639A (ja) | 2002-05-24 | 2003-12-03 | Nippon Steel Corp | 圧潰強度に優れたuoe鋼管の製造方法 |
| JP2004035925A (ja) | 2002-07-01 | 2004-02-05 | Nippon Steel Corp | 圧潰強度の高いuoe鋼管の製造方法 |
| JP2008056962A (ja) | 2006-08-30 | 2008-03-13 | Jfe Steel Kk | 耐水素誘起割れ性能に優れたバウシンガー効果による降伏応力低下が小さい高強度ラインパイプ用鋼板およびその製造方法 |
| JP2009052137A (ja) | 2007-07-31 | 2009-03-12 | Jfe Steel Kk | 高強度耐サワーラインパイプ用鋼板およびその製造方法および鋼管 |
| KR101699818B1 (ko) * | 2009-11-25 | 2017-01-25 | 제이에프이 스틸 가부시키가이샤 | 높은 압축 강도 및 인성을 갖는 라인파이프용 용접 강관 |
| JP2012241266A (ja) * | 2011-05-24 | 2012-12-10 | Jfe Steel Corp | 高圧縮強度耐サワーラインパイプ用鋼管及びその製造方法 |
| KR20170082617A (ko) * | 2014-12-25 | 2017-07-14 | 제이에프이 스틸 가부시키가이샤 | 심정에 사용되는 컨덕터 케이싱용 고강도 후육 전봉 강관, 그의 제조 방법 및 심정에 사용되는 고강도 후육 컨덕터 케이싱 |
| KR20170120176A (ko) * | 2015-03-31 | 2017-10-30 | 제이에프이 스틸 가부시키가이샤 | 고강도·고인성 강판 및 그 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111655873A (zh) | 2020-09-11 |
| JPWO2019151045A1 (ja) | 2020-02-06 |
| RU2749085C1 (ru) | 2021-06-03 |
| CA3087986C (en) | 2023-06-06 |
| WO2019151045A1 (ja) | 2019-08-08 |
| EP3733879A4 (en) | 2021-03-17 |
| KR102447058B1 (ko) | 2022-09-23 |
| EP3733879A1 (en) | 2020-11-04 |
| US11401568B2 (en) | 2022-08-02 |
| EP3733879B1 (en) | 2021-11-17 |
| JP6635231B2 (ja) | 2020-01-22 |
| CA3087986A1 (en) | 2019-08-08 |
| CN111655873B (zh) | 2022-05-10 |
| US20210054471A1 (en) | 2021-02-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101699818B1 (ko) | 높은 압축 강도 및 인성을 갖는 라인파이프용 용접 강관 | |
| JP5561119B2 (ja) | 高圧縮強度耐サワーラインパイプ用溶接鋼管及びその製造方法 | |
| JP5857400B2 (ja) | 高圧縮強度ラインパイプ用溶接鋼管及びその製造方法 | |
| US10767250B2 (en) | Thick steel plate for structural pipes or tubes, method of producing thick steel plate for structural pipes or tubes, and structural pipes and tubes | |
| JP5782827B2 (ja) | 高圧縮強度耐サワーラインパイプ用鋼管及びその製造方法 | |
| RU2679499C1 (ru) | Листовая сталь для конструкционных труб или трубок, способ производства листовой стали для конструкционных труб или трубок и конструкционные трубы и трубки | |
| JP5782828B2 (ja) | 高圧縮強度鋼管及びその製造方法 | |
| KR102447058B1 (ko) | 라인 파이프용 강재 및 그 제조 방법 그리고 라인 파이프의 제조 방법 | |
| JP5786351B2 (ja) | 耐コラプス性能の優れたラインパイプ用鋼管 | |
| JP5381234B2 (ja) | 圧縮強度の高いラインパイプの製造方法 | |
| KR102447054B1 (ko) | 라인 파이프용 강재 및 그 제조 방법 그리고 라인 파이프의 제조 방법 | |
| JP5782830B2 (ja) | 高圧縮強度鋼管及びその製造方法 | |
| CN113646455B (zh) | 管线管用钢材及其制造方法以及管线管及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E14-X000 | Pre-grant third party observation filed |
St.27 status event code: A-2-3-E10-E14-opp-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 4 |