KR20200112902A - 복합 재료 성형용 점착 방지 테이프 및 그 제조 방법, 그리고 사용 - Google Patents
복합 재료 성형용 점착 방지 테이프 및 그 제조 방법, 그리고 사용 Download PDFInfo
- Publication number
- KR20200112902A KR20200112902A KR1020207023843A KR20207023843A KR20200112902A KR 20200112902 A KR20200112902 A KR 20200112902A KR 1020207023843 A KR1020207023843 A KR 1020207023843A KR 20207023843 A KR20207023843 A KR 20207023843A KR 20200112902 A KR20200112902 A KR 20200112902A
- Authority
- KR
- South Korea
- Prior art keywords
- layer
- resin
- pressure
- tape
- sensitive adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/322—Layered products comprising a layer of synthetic resin comprising polyolefins comprising halogenated polyolefins, e.g. PTFE
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/06—Reinforcing macromolecular compounds with loose or coherent fibrous material using pretreated fibrous materials
- C08J5/08—Reinforcing macromolecular compounds with loose or coherent fibrous material using pretreated fibrous materials glass fibres
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J183/00—Adhesives based on macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon, with or without sulfur, nitrogen, oxygen, or carbon only; Adhesives based on derivatives of such polymers
- C09J183/04—Polysiloxanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
- C09J5/06—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers involving heating of the applied adhesive
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/201—Adhesives in the form of films or foils characterised by their carriers characterised by the release coating composition on the carrier layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/40—Adhesives in the form of films or foils characterised by release liners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/748—Releasability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/122—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present only on one side of the carrier, e.g. single-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/16—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the structure of the carrier layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/20—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself
- C09J2301/208—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself the adhesive layer being constituted by at least two or more adjacent or superposed adhesive layers, e.g. multilayer adhesive
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/302—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being pressure-sensitive, i.e. tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2400/00—Presence of inorganic and organic materials
- C09J2400/10—Presence of inorganic materials
- C09J2400/14—Glass
- C09J2400/143—Glass in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2427/00—Presence of halogenated polymer
- C09J2427/003—Presence of halogenated polymer in the primer coating
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2483/00—Presence of polysiloxane
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
- Y10T428/1476—Release layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
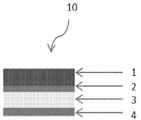
복합 재료 성형용 점착 방지 테이프(10) 및 그 제조 방법, 그리고 사용에 관한 것이다. 상기 점착 방지 테이프(10)는, 불소 함유 수지층인 제1 층(1), 제1 점착제층인 제2 층(2), 보강재층인 제3 층(3), 및 제2 점착제층인 제4 층(4)이 이 순서로 적층되어 있는 구조를 구비하고, 상기 제1 층(1)과 복합 재료 성형용 수지(5) 사이의 결합력이 상기 제4 층(4)의 180도 박리 점착력보다 작으며, 또한 상기 제1 점착제층(2), 상기 제2 점착제층(4)의 분자간 응집력이 상기 제4 층(4)의 180도 박리 점착력보다 크다. 점착 방지 테이프(10)는, 형 개방 시에 복합 재료 성형용 수지(5)와 용이하게 분리될 수 있으며, 또한, 테이프의 교환 시에 금형으로부터 완전히 박리되기 쉽기 때문에, 금형의 사용 수명이 길어지고, 또한 복합 재료 성형 시의 생산성을 크게 향상시킬 수 있다.
Description
본 발명은 테이프에 관한 것으로, 보다 구체적으로는, 복합 재료 성형용 점착 방지 테이프에 관한 것이다. 본 발명은 또한, 상기 점착 방지 테이프의 제조 방법 및 그 사용에 관한 것이다.
복합 재료란, 일반적으로 폴리머 복합 재료를 가리키고, 매트릭스재와 보강재로 복합적으로 이루어지는 다상계 고체 재료이며, 각 구성 재료의 특성을 충분히 발휘하여, 본래의 단일 재료에는 없는 우수한 성능을 나타낼 수 있다. 이와 같은 복합 재료에 사용되는 보강재로서, 탄소 섬유, 아라미드(Kevlar) 섬유 및 유리 섬유를 들 수 있으며, 매트릭스재는 통상, 예를 들어 에폭시 수지, 시아네이트 수지, 페놀 수지 등의 열가소성 또는 열경화성 수지에서 선택된다. 그 중, 열경화성 수지계 복합 재료는 현재, 한창 연구 중이고, 가장 널리 이용되고 있는 복합 재료이며, 경량이고 고강도, 고탄성율, 내식성을 갖고, 가공 성형이 용이 등의 특징을 지니며, 공업상 널리 이용되고 있다. 예를 들어, 풍력 발전 분야에서는, 회전 날개의 재료로서 일반적으로 사용되고 있는 것은, 불포화 폴리에스테르 수지/유리 섬유, 에폭시 수지/유리 섬유, 및 에폭시 수지/탄소 섬유이다.
현재, 복합 재료 제품을 제조하기 위해서, 통상, 보강재층을 적절한 구조를 갖는 금형에 도입하고, 다음으로 수지를 보강재를 포함하는 금형에 주입하며, 또한 경화시키기 위해 일정한 시간을 두고, 마지막으로 금형을 개방하여, 제품을 취출하고, 금형을 세정하며, 그 후에 새로운 사이클을 개시할 수 있다. 예를 들어 불포화 폴리에스테르, 에폭시 수지 등의 복합 재료용 수지는, 일정한 점착성을 갖기 때문에, 주입된 후에 금형과 접촉하여 블로킹이 발생하여, 고온에서 경화된 후에 이형이 어려워지고, 금형이 깨지기 쉽다. 간단하고도 비파괴적인 박리를 확보하기 위해서, 통상, 금형의 사용 전에 그 표면에 폴리비닐알코올이나 실리콘 왁스 등의 이형제를 스프레이할 필요는 있지만, 이하의 문제가 있었다. 1) 일부의 관용 이형제는 유기 용매계이기 때문에, 냄새가 있고, 독성이 높아, 건조 증발 시에 환경을 오염시키기 쉽다. 2) 용매가 존재하기 때문에, 이형제에는 비교적 긴 건조 및 경화 시간이 필요하며, 또한 각 제조 사이클의 전에 이형제를 다시 스프레이할 필요가 있기 때문에, 각 사이클의 전에, 긴 다운 타임이 발생하여, 생산성에 큰 영향을 미친다. 3) 이형제를 균일하게 도포하기 위해서, 금형에는 높은 표면 평활성이 요구되고 있다. 금형의 표면이 충분히 평활하지 않으면, 이형제가 균일하게 도포되지 않아, 수지가 금형의 일부에 있어서 퇴적되기 쉬워진다. 4) 이형제의 일부가 부품으로 전이되고, 그 결과, 그 후의 표면 코팅 등의 가공이 곤란해져서, 이형제를 제거할 필요가 있기 때문에, 마찬가지로 생산성에 영향을 미친다.
이형제 대신에 폴리테트라플루오로에틸렌(PTFE)으로 도포된 유리 직물을 사용하여 테이프의 형태로 금형에 적용하는 시도도 있었다. 그러나, PTFE로 처리된 유리 직물 캐리어의 강성 및 불량한 유연성에 의해 테이프의 하부에 기포 등이 발생하기 쉽고, 또한 금형에 통상의 PTFE로 도포된 유리 직물을 사용하면, 테이프 중심으로 액상 수지가 침투하기 쉬워, 사이클 수명이 짧아진다. 또한, 사용되는 감압 점착제는 점착 강도가 급격하게 상승하는 경우가 있어, 박리 시에 큰 힘이 발생해, 접착제 잔여물이 없는 채로 금형으로부터 테이프를 떼내는 것이 곤란하다.
상기 문제는, 대형 부품(예를 들어, 자동차, 선박, 비행기, 인공위성, 우주선 등의 구조체, 풍력 발전용 대형 블레이드)의 제조에서 특히 현저해져서, 이형의 문제는 생산성에 심각한 영향을 미친다. 이 때문에, 재료층과 금형의 사이에 사용되는 테이프에 대하여, 형 개방 시에 복합 재료 성형용 수지와 용이하게 분리할 수 있으면서, 테이프의 교환 시에 금형으로부터 완전히 박리할 수 있도록 설계하고, 테이프의 사이클 수명을 향상시켜, 전체적인 생산성을 향상시킬 필요가 있다.
본 발명의 목적은, 형 개방 시에 복합 재료 성형용 수지와 용이하게 분리할 수 있고, 또한, 테이프의 교환 시에 금형으로부터 완전히 박리할 수 있기 때문에, 금형의 사용 수명을 연장할 수 있는 복합 재료 성형용 점착 방지 테이프를 제공하는 데 있다. 본 발명의 또 하나의 목적은, 조작이 간단하고 경제성이 높으며, 또한 친환경적인 복합 재료 성형용 점착 방지 테이프의 제조 방법을 제공하는 데 있다.
본 발명은, 불소 함유 수지층인 제1 층, 제1 점착제층인 제2 층, 보강재층인 제3 층, 및 제2 점착제층인 제4 층이 이 순서로 적층되어 있는 구조를 구비하고, 상기 제1 층과 복합 재료 성형용 수지 사이의 결합력이 상기 제4 층의 180도 박리 점착력보다 작으며, 또한 상기 제1 점착제층, 상기 제2 점착제층의 분자간 응집력이 상기 제4 층의 180도 박리 점착력보다 큰 복합 재료 성형용 점착 방지 테이프를 제공한다.
본 발명에 기재된 점착 방지 테이프에 있어서, 상기 불소 함유 수지층은, 폴리테트라플루오로에틸렌 수지, 퍼플루오로에틸렌-프로필렌 공중합체 수지, 폴리불화비닐리덴 수지, 퍼플루오로알콕시알칸 수지 및 에틸렌-테트라플루오로에틸렌 코폴리머 수지에서 선택되는 1종 또는 복수종을 포함한다.
본 발명에 기재된 점착 방지 테이프에 있어서, 상기 불소 함유 수지층의 두께가 20 내지 200㎛이다.
본 발명에 기재된 점착 방지 테이프에 있어서, 상기 제4 층의 180도 박리 점착력의, 상기 제1 층과 복합 재료 성형용 수지 사이의 결합력에 대한 비가, 3 내지 16이다.
본 발명에 기재된 점착 방지 테이프에 있어서, 상기 제1 점착제층 및 상기 제2 점착제층이 실리콘 수지층이며, 겔 분율이 30 내지 60%이다.
본 발명에 기재된 점착 방지 테이프에 있어서, 상기 제1 점착제층 및 상기 제2 점착제층의 두께가 각각 5㎛ 내지 100㎛이다.
본 발명에 기재된 점착 방지 테이프에 있어서, 상기 보강재층이 규소 함유 시약으로 변성 처리된 유리 섬유포층이며, 상기 유리 섬유포의 두께가 30㎛ 내지 200㎛이다.
본 발명에 기재된 점착 방지 테이프에 있어서, 상기 유리 섬유포는, 상기 유리 섬유포의 중량에 대해서 규소 함유 시약을 0.01wt% 내지 2wt% 함유한다.
본 발명에 기재된 점착 방지 테이프에 있어서, 상기 규소 함유 시약의 양은, 유리 섬유포의 중량에 대해서 0.05wt% 내지 0.5wt%이다.
본 발명에 기재된 점착 방지 테이프에 있어서, 상기 제1 점착제층의 분자간 응집력과 상기 제4 층의 180도 박리 점착력의 비가 1.05 내지 3이다.
본 발명에 기재된 점착 방지 테이프에 있어서, 상기 제4 층 위에 이형 필름을 더 포함하고, 이형 필름을 제외한 총 두께가 0.06 내지 0.6㎜이다.
본 발명에 기재된 점착 방지 테이프에 있어서, 상기 복합 재료 성형용 수지는 불포화 폴리에스테르 수지 또는 에폭시 수지이다.
본 발명은 또한,
(1) 불소 함유 수지의 표면에 제1 점착제를 도포하는 공정과,
(2) 건조 후에 보강재를 접합하는 공정과,
(3) 이어서, 상기 보강재의 표면에 제2 점착제를 도포하는 공정을
구비하는, 본 발명에 기재된 점착 방지 테이프의 제조 방법을 제공한다.
본 발명에 기재된 점착 방지 테이프의 제조 방법은, 상기 접합 공정에 있어서, 압력을 0.05MPa 내지 0.5MPa로 하고, 온도를 30℃ 내지 150℃로 한다.
또한, 본 발명은, 본 발명에 기재된 점착 방지 테이프의, 복합 재료 성형에 있어서의 사용을 더 제공한다.
본 발명의 테이프는, 상기 특정한 구조를 채용하여, 테이프에서의 각 층의 종류 및 파라미터를 조정함으로써, 유연성이 우수하고, 박형화되며, 점착성 및 용이 박리성에 우수하고, 복합 성형 재료의 제조 시에 점착 방지 테이프로서 적용할 수 있다. 그리고, 형 개방 시에 복합 재료 성형용 수지와 용이하게 분리할 수 있으며, 또한, 테이프의 교환 시에 금형으로부터 완전히 박리할 수 있기 때문에, 내마모성이 우수하고, 사이클 수명이 길어, 약 100회 이상의 성형, 형 개방을 행할 수 있어, 비용을 삭감시키고, 시간을 절약하여, 생산성을 크게 향상시킬 수 있으며, 특히 대형의 복합 재료 부품(예를 들어, 자동차, 선박, 비행기, 인공위성, 우주선 등의 구조체, 풍력 발전용 대형 블레이드)의 제조에 적합하다.
도 1은 본 발명의 복합 재료 성형용 점착 방지 테이프의 일례의 단면 구조의 모식도이다.
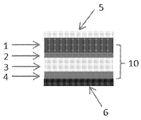
도 2는 본 발명의 복합 재료 성형용 점착 방지 테이프를 사용한 일례의 단면 구조의 모식도이다.
도 2는 본 발명의 복합 재료 성형용 점착 방지 테이프를 사용한 일례의 단면 구조의 모식도이다.
이하, 본 발명의 적절한 실시 형태에 대하여, 도면을 참조하면서 설명한다. 또한, 도면은 어디까지나 예시이지, 본 명세서에 있어서 특별히 언급하고 있는 사항 이외의 적절한 사항이며 본 발명의 실시에 필요한 사항은, 이 분야에 있어서의 종래 기술에 기초하는 당업자의 설계 사항으로서 파악될 수 있다. 본 발명은, 본 명세서에 공개되어 있는 내용 및 이 분야에 있어서의 기술 상식에 기초하여 실시될 수 있다.
본 발명에 있어서, 「테이프」라는 용어는, 예를 들어 2차원으로 연장되는 필름 또는 필름의 세그먼트, 연장된 길이 및 한정된 폭을 갖는 테이프, 테이프의 세그먼트 등, 나아가 다이 커트 부품 또는 라벨을 포함하는 모든 면형 구조를 포함한다. 테이프는, 시트상물로 적층되어 이루어지는 형태, 즉 필름이어도 되며, 롤 형으로 감긴 형태, 즉 아르키메데스 나선상이고 그 자체가 롤에 감겨도 되며, 또는 필요하지 않지만, 필요에 따라 실리콘으로 처리된 종이나 실리콘으로 처리된 필름 등의 분리 재료로 점착제측을 덮음으로써 제조될 수 있다.
[복합 재료 성형용 점착 방지 테이프]
<점착 방지 테이프>
도 1, 2로부터 명확한 바와 같이, 본 발명에 기재된 점착 방지 테이프(10)는, 불소 함유 수지층(1)인 제1 층과, 불소 함유 수지층(1)에 형성된 제1 점착제층(2)인 제2 층과, 제1 점착제층(2)의 다른 쪽 면에 점착되어 있는 보강재층(3)인 제3 층과, 보강재층(3)의 다른 쪽 면에 점착되어 있는 제2 점착제층(4)인 제4 층이 이 순서로 적층되어 있는 구조를 구비한다. 점착 방지 테이프(10)는 필요에 따라서, 상기 제4 층(제2 점착제층(4))의 외측에 이형 필름을 더 구비해도 된다.
사용 시에, 상기 제1 층(불소 함유 수지층(1))과 복합 재료 성형용 수지(5) 사이의 결합력이 상기 제4 층(제2 점착제층(4))과 SUS 304 스테인리스 강판(6)의 180도 박리 점착력보다 작으며, 또한 상기 제1 점착제층(2), 상기 제2 점착제층(4)의 분자간 응집력이, 모두 상기 제4 층(제2 점착제층(4))과 SUS 304 스테인리스 강판(6)의 180도 박리 점착력보다 크다.
상기 점착 방지 테이프의 이형 필름을 제외한 총 두께가 0.06㎜ 내지 0.6㎜이며, 바람직하게는 0.1㎜ 내지 0.4㎜이다. 상기 두께 범위에 있는 점착 방지 테이프는, 박형화의 요구를 충족시키고, 또한 복잡한 금형의 곡면에도 접합되기 쉬워, 금형의 코너부에도 한번만으로 접합할 수 있다.
<불소 함유 수지층>
불소 함유 수지층은, 주로 불소 함유 수지가 낮은 표면 에너지를 이용하고, 테이프 표면과 복합 재료 성형용 수지 사이의 결합력을 저감시키는 것이며, 이형성 및 내마모성을 갖는다. 불소 함유 수지층은 주로 불소 함유 수지로 구성되고, 불소 함유 수지로서는 특별히 제한되지 않지만, 예를 들어 폴리테트라플루오로에틸렌(PTFE), 퍼플루오로알콕시알칸(PFA), 퍼플루오로에틸렌-프로필렌 공중합체(FEP), 에틸렌-테트라플루오로에틸렌 코폴리머(ETFE), 폴리불화비닐리덴(PVdF)으로부터 선택되는 1종 또는 복수종을 포함한다. 불소 함유 수지층은 또한, 그 밖의 폴리머를 포함해도 되지만, 불소 함유 수지는 다른 폴리머와의 양호한 상용성을 나타낼 필요가 있다. 적절한 폴리머로서, 올레핀계 폴리머, 폴리에스테르 등을 들 수 있다. 본 발명에 있어서, 불소 함유 수지층으로서 PTFE 필름을 사용하는 것이 바람직하다. PTFE는 마찰 계수가 매우 낮아, 테이프 표면과 예를 들어 에폭시 수지 등의 복합 재료 성형용 수지 사이의 결합력을 크게 저감시킬 수 있다. 성형 초기의 점질 수지여도 고온 경화 후의 수지여도, PTFE 필름을 사용함으로써 형 개방 시에 수지와 금형이 분리되기 쉬워진다. 또한, PTFE 필름은 내후성도 우수하기 때문에, 테이프의 장기 신뢰성을 확보할 수 있다. 이와 같은 필름은, 예를 들어 닛폰 바루카 고교사제 No. 7991, 닛토덴코 가부시키가이샤제 No. 900으로서 입수할 수 있다.
또한, 불소 함유 수지층의 표면 에너지가 낮으면, 테이프의 다른 층과의 점착성에 있어서 문제가 발생하는 경우도 있다. 불소 함유 수지층과 테이프의 다른 층과의 투묘력을 향상시키기 위해서, 통상, 불소 함유 수지층의 테이프 표면으로부터 이격된 다른 쪽의 표면에 대해서 변성 처리를 행함으로써 그 점착성을 향상시킬 수 있다. 불소 함유 수지층의 표면을 변성시키기 위한 방법으로서, 주로 나트륨 처리, 코로나 방전 처리, 스퍼터링 에칭 처리, 스프레이 처리, 방사선 그래프트법, 이온 주입법, 레이저 처리법 등을 들 수 있다. 나트륨 처리란, 불소 수지 필름의 본체를 금속 나트륨의 액화 암모니아 또는 나프탈렌 용액에 침지하는 처리이다. C-F 결합을 절단하고, 표면 위의 일부의 불소 원자를 탈리시켜, 표면에 있어서 탄화층을 남기고 또한 일부의 극성기를 도입함으로써, 폴리머의 표면 에너지가 증가하여, 습윤성이 향상된다. 코로나 방전 처리란, 바늘형 또는 날형의 전극과 대향 전극의 사이에서 방전되고, 전극간에 불소 수지 필름의 본체를 넣음으로써, 불소 수지 필름의 본체 표면에 알데히드, 산, 알코올, 과산화물, 케톤, 에테르 등의 산소 함유 관능기를 생성하는 처리이다. 작업성, 비용 등을 고려하면, 본 발명의 하나의 실시 형태에 있어서, 금속 나트륨/나프탈렌 용액을 사용하여 나트륨 처리를 실시하는 것이 바람직하고, 이 처리의 실시에는 -50℃ 정도의 저온을 필요로 하지 않는다. 상기 불소 함유 수지층의 처리 후의 표면 장력은 바람직하게는 45mN/m 이상이다. 표면 장력을 상기 범위로 함으로써, 제1 점착제층과의 점착성을 향상시킬 수 있다. 표면 장력은, 규격 GB/T14216-2008 또는 ISO8296: 2003에 준하는 측정 방법에 의해 측정된다.
불소 함유 수지층과 복합 재료 성형용 수지가 직접적으로 접촉하기 때문에, 그 두께는 테이프의 사이클 수명에 긴밀히 관계하고 있다. 불소 함유 수지층의 두께는, 20 내지 200㎛인 것이 바람직하다. 20㎛ 미만이면, 불소 함유 수지층의 두께가 너무 얇기 때문에, 마모된 후에, 내부의 유리 섬유가 노출되고, 액상 수지가 침투되어, 사이클 수명이 저하되기 쉬워진다. 200㎛보다 크면, 불소 함유 수지층의 두께가 너무 두껍기 때문에, 사용 시의 테이프 가공성이 나빠져서, 사용 비용도 비싸진다. 비용 및 테이프의 사이클 수명에 대한 요구를 종합적으로 고려하면, 불소 함유 수지층의 두께는 25 내지 200㎛인 것이 보다 바람직하고, 50 내지 100㎛인 것이 더욱 바람직하다.
<제1 점착제층 및 제2 점착제층>
본 발명의 제1 점착제층은 주로, 불소 함유 수지층과 보강재층을 점착하는 역할을 하고, 제2 점착제층은 주로, 보강재층과 피착체를 점착하는 역할을 한다. 사용 시에, 본 발명에 기재된 점착 방지 테이프의 제4 층(즉, 제2 점착제층)은 피착체에 첩부된다.
점착제를 구체적으로 선택할 때 하기의 조건을 충족할 필요가 있다. 1) 불소 함유 수지층과 복합 재료 성형용 수지 사이의 결합력이, 상기 제2 점착제층의 180도 박리 점착력보다 작다. 2) 상기 제1 점착제층, 상기 제2 점착제층의 분자간 응집력이, 모두 상기 제2 점착제층의 180도 박리 점착력보다 크다. 이들 조건을 충족하지 않으면, 테이프는 형 개방 시에 복합 재료 성형용 수지와 용이하게 분리되고, 교환이 필요할 때 금형으로부터 완전히 박리할 수 없다.
제1 점착제층 및 제2 점착제층의 점착제는, 공지된 점착제로부터 선택되고, 상기 조건을 충족하는 점착제이면 된다. 제1 점착제층 및 제2 점착제층의 점착제는 동일해도 상이해도 된다. 점착제로서, 구체적으로는, 폴리우레탄계 점착제, 아크릴계 점착제, 고무계 점착제, 실리콘계 점착제, 폴리에스테르계 점착제, 폴리아미드계 점착제, 에폭시계 점착제, 비닐알킬에테르계 점착제, 불소계 점착제 등의 종래 공지된 점착제를 들 수 있다. 점착제는 단독이어도 2종 이상을 조합하여 사용해도 된다. 상기 점착제는, 예를 들어 에멀션형 점착제, 용제형 점착제, 핫 멜트형 점착제 등의 어느 형태여도 된다.
복합 재료의 성형 반응 조건이 복잡하기 때문에, 본 발명에 있어서, 양호한 내열성, 내후성, 내약품성을 갖는 실리콘계 점착제가 바람직하다. 또한, 본 발명의 제1 점착제층 및 상기 제2 점착제층은 모두 실리콘 수지층인 것이 바람직하다. 고온하에서의 점착력을 유지하는 특성을 향상시키기 위해서, 실리콘 수지층은, 주로 과산화물 경화형 실리콘계 점착제를 포함하는 것이 더욱 바람직하다. 과산화물 경화형 실리콘계 점착제의 조성으로서는, 과산화물 경화형 실리콘 고무 및/또는 그 부분 축합물을 포함하는 것이면, 특별히 제한되지 않는다. 예를 들어, 디메틸실록산을 주된 구성 단위로 하는 오르가노폴리실록산을 들 수 있다. 오르가노폴리실록산에는, 필요에 따라 히드록실기 또는 다른 관능기를 도입할 수 있다. 오르가노폴리실록산으로서는, 예를 들어 폴리디메틸실록산 또는 폴리메틸페닐실록산, 디메틸실록산과 디페닐실록산의 공중합물, 디메틸실록산과 메틸페닐실록산의 공중합물, 디메틸실록산과, 메틸비닐실록산과 디페닐실록산의 3원 공중합물 등을 들 수 있다. 다른 폴리머로서는, 폴리에틸메틸실록산, 폴리디에틸메틸실록산, 폴리에틸페닐실록산, 폴리메틸비닐실록산, 폴리디페닐실록산, 또는 이들 공중합물을 들 수 있다. 오르가노폴리실록산은, 말단이 예를 들어 트리오르가노실록시 단위(예를 들어, 트리메틸실록산, 디메틸비닐실록산, 디메틸페닐실록산 등)에 의해 밀봉되어도 된다. 말단기는, 히드록실기로 밀봉된 폴리디오르가노실록시를 더 포함해도 된다. 오르가노폴리실록산의 분자 구조로서, 직쇄상, 부분 분기를 갖는 직쇄상, 환상, 분지상 등을 들 수 있다. 오르가노폴리실록산의 구체예로서는, 신에츠 가가쿠 고교 가부시키가이샤(Shin-Etsu Chemical Co., Ltd.)제 KR-3006A/BT, 도레이·다우코닝·실리콘 가부시키가이샤(Toray Dow Corning Corporation Silicone)제 SH 4280PSA 등을 들 수 있다. 상기 오르가노폴리실록산을 사용하는 경우, 중량 평균 분자량은 특별히 제한되지 않지만, 통상 18만 이상이며, 바람직하게는 28만 내지 100만이며, 보다 바람직하게는 50만 내지 90만이다. 중량 평균 분자량이 18만 미만이면, 점착제에 필요한 점착력을 발휘할 수 없는 경우가 있다. 한편, 100만보다 크면, 점착제의 점도가 상승하기 때문에, 도포성 불량 등이 발생하는 경우가 있다. 점착제층에는, 유기 과산화물 경화제가 더 포함된다. 분해되어 유리 산소 라디칼을 생성하는 화합물이면, 특별히 제한되지 않지만, 예를 들어 과산화 벤조일, tert-부틸벤조일퍼옥시드, 디쿠밀퍼옥시드, tert-부틸(α-쿠밀)퍼옥시드, 디-tert-부틸퍼옥시드, 2,5-디메틸-2,5-비스(t-부틸퍼옥시)헥산 등을 들 수 있다. 유기 과산화물 경화제의 양은, 과산화물 경화형 실리콘 수지 100중량부에 대하여 1.5 내지 3중량부이다. 경화제의 양이 하한값 미만인 경우, 점착제 조합물의 응집력이 불충분하게 되고, 상한값을 초과하면, 응집력이 과잉으로 되며, 또한 고온 환경하에서의 내구성이 저하된다.
겔 분율의 크기는 테이프의 결합력에 영향을 미친다. 본 발명에서는, 제1 점착제층 및 제2 점착제층 겔 분율(gel fraction)은 바람직하게는 30 내지 60%이며, 보다 바람직하게는 40 내지 50%이다. 제1 점착제층 및 제2 점착제층은 겔 분율이 동일해도 상이해도 된다. 겔 분율을 상기 범위로 제어함으로써, 점착제에 적절한 응집 강도를 부여하고, 테이프의 반복 사용에 대한 내성을 향상시킬 수 있다. 본 발명에서는, 제1 점착제층 및 상기 제2 점착제층의 두께는 특별히 제한되지 않지만, 예를 들어 각각 5㎛ 내지 100㎛일 수 있으며, 8㎛ 내지 70㎛인 것이 보다 바람직하고, 10㎛ 내지 45㎛인 것이 특히 바람직하다. 점착제층의 두께가 상기 범위에 있는 경우, 적절한 점착력을 발휘할 수 있다.
<보강재층>
보강재층은, 주로 테이프에 충분한 기계적 강도를 부여하기 위한 것으로, 바람직하게는 변성 또는 미변성의 유리 섬유포이다. 유리 섬유포는, 유리 섬유의 실을 짜서 얻어진 직물이며, 내고온성 및 고강도를 갖는다. 유리 섬유 직물로서 사용하는 유리 섬유의 실은 통상, 약 수 마이크로미터의 직경을 갖는 유리 섬유를 수백개 단위로 집속하여 형성되는 것이다. 유리 섬유포의 특성은, 섬유의 성능, 경위 밀도, 실 구조 및 직조 방법에 따라 정해진다. 경위 밀도는 또한, 실 구조 및 직조 방법에 따라 정해진다. 경위 밀도와 실 구조는, 예를 들어 중량, 두께 및 파단 강도 등의 직물의 물리적 특성을 정한다. 기본적인 직조 방법으로서는, 평직, 능직, 주자직, 무직 및 매트직을 들 수 있다. 유리 섬유포의 종류 및 구성은 특별히 제한되지 않지만, 예를 들어 단위 면적당 중량이 15 내지 110g/㎡이며, 경위 밀도가 경사 및 위사 모두 10 내지 100개/25㎜인 유리 섬유의 평직 생지를 바람직하게 사용할 수 있다. 사용 전에, 그 후의 규소 함유 처리 공정의 효과를 향상시키도록, 유리 섬유포에 개섬 처리를 실시할 수 있다. 유리 섬유포의 두께는 바람직하게는 30㎛ 내지 200㎛이며, 보다 바람직하게는 50㎛ 내지 130㎛이다. 두께가 상기 범위에 있으면, 테이프의 기계적 특성과 가공성을 밸런스 좋게 할 수 있다.
본 발명을 실시하기 위한 하나의 형태에 있어서, 보강재층은, 규소 함유 시약으로 변성 처리된 유리 섬유 생지층인 것이 바람직하다. 규소 함유 시약은, 불소 함유 수지 재료의 유리 섬유포 표면에서의 습전성 및 내부 침투성에 큰 영향을 미친다. 규소 함유 시약 처리는, 규소 함유 시약으로 유리 섬유포를 처리하는 것이다. 규소 함유 시약으로서는, 분자 중에 화학적 성질이 다른 2개의 기를 동시에 포함하며, 또한 구조식으로서 YSiX3(식 중, Y는 알케닐기(주로, 비닐기), 및 말단에 Cl, NH2, -SH, 에폭시기, N3, (메트)아크릴로일옥시기, 이소시아네이트기 등의 관능기를 갖는 탄화수소기, 즉 탄소 관능기를 포함하는 비가수분해기를 들 수 있으며, X는, Cl, OCH3, OCH2CH3, OC2H4OCH3, OSi(CH3)3 등을 포함하는 가수분해성기임)으로 표시되는 1종의 실리콘 화합물을 들 수 있다. 본 발명에서는, 규소 함유 시약의 양은, 테이프의 내부 결합력을 향상시킨다는 점에서, 유리 섬유포의 합계 중량에 대해서 0.01wt% 내지 2wt%이며, 바람직하게는 0.05wt% 내지 0.5wt%이다. 이 범위의 사용량의 규소 함유 시약으로 유리 섬유포를 처리하는 경우, 유리 섬유포와 제1, 제2 점착제층 사이의 점착을 향상시킬 수 있다.
<결합력, 180도 박리 점착력, 분자간 응집력>
JISC2107에 준하여 결합력, 180도 박리 점착력, 분자간 응집력을 측정한다. 구체적으로는, 본 발명을 실시하기 위한 하나의 형태에 있어서, 연신기를 사용하고, 300㎜/분의 연신 속도 조건하에서 서로 다른 층의 180도 박리 강도(N/19㎜)를 측정한다.
본 발명에서는, 불소 함유 수지층과 복합 재료 성형용 수지 사이의 결합력이 제2 점착제층의 180도 박리 점착력보다 작으며, 또한 상기 제1 점착제층, 상기 제2 점착제층의 분자간 응집력이 제2 점착제층의 180도 박리 점착력보다 크다.
바람직하게는, 본 발명에서는, 제2 점착제층의 180도 박리 점착력의, 상기 제1 층과 복합 재료 성형용 수지 사이의 결합력에 대한 비가, 3 내지 16이며, 바람직하게는 5 내지 14이다. 복합 재료 성형용 수지에 의해, 이 비의 바람직한 범위는 다르지만, 복합 재료 성형용 수지가 에폭시 수지인 경우, 이 비의 범위는 9 내지 13인 것이 바람직하고, 복합 재료 성형용 수지가 불포화 폴리에스테르 수지인 경우, 이 비의 범위는 5.5 내지 9인 것이 바람직하다. 본 발명자는, 이 비를 상기 범위로 함으로써, 테이프는 형 개방 시에 복합 재료 성형용 수지와 용이하게 분리할 수 있어, 교환이 필요해질 때 금형으로부터 완전히 박리할 수 있다는 것을 발견하였다. 이 비가 3 미만이면, 테이프와 금형의 점착력이 낮고, 형 개방 시에 수지를 분리하고자 하면, 테이프가 찢어져서, 사이클 수명에 악영향을 미치는 경우가 있다. 이 비가 16보다 높으면, 테이프와 금형의 점착력이 너무 높아, 교환이 필요해질 때 테이프에 접착제 잔여물이 발생하기 쉽다.
상기 제1 점착제층, 상기 제2 점착제층의 분자간 응집력이 모두 상기 제2 점착제층의 180도 박리 점착력보다 큰 것이 바람직하다. 여기서, 상기 제1 점착제층의 분자간 응집력과 상기 제2 점착제층의 180도 박리 점착력의 결합력과의 비가 1.05 내지 3이며, 바람직하게는 1.1 내지 2이다. 이 비의 범위에 의해, 테이프의 제1, 제2 층의 결합력이 적절하며고 충분히 점착되어 있으며, 명확히 과잉의 응집력이 발생되지 않는다는 것을 확보할 수 있다.
본 발명을 실시하기 위한 형태에 있어서, 불소 함유 수지층과 복합 재료 성형용 수지 사이의 결합력이 0.5N/19㎜ 내지 1N/19㎜이고, 제2 점착제층의 180도 박리 점착력이 바람직하게는 5N/19㎜ 내지 7N/19㎜이며, 제1 점착제층의 분자간 응집력이 6N/19㎜ 이상이다.
<복합 재료의 성형>
간단하고도 비파괴적인 이형을 확보하기 위해서, 복합 재료의 성형에 있어서는, 피성형체의 구조를 나타내기 위한 암형 및 임의의 수형을 갖는 금형에 본 발명의 점착 방지 테이프를 사용할 수 있다. 본 발명의 점착 방지 테이프는, 다른 복합 재료의 성형 방법에 적용할 수 있다. 이들 방법의 실례로서는, RTM(수지 트랜스퍼 성형) 및 VRTM(진공 보조 수지 주입 성형)을 들 수 있다. 본 발명의 점착 방지 테이프는, 불포화 폴리에스테르 수지 또는 에폭시 수지의 점착력이 낮고, 이형성이 좋기 때문에, 본 발명에 기재된 복합 재료 성형용 수지는, 불포화 폴리에스테르 수지 또는 에폭시 수지인 것이 바람직하다. 그 구체적인 종류, 분자량 등은 특별히 제한되지 않고, 당업계에서 성형 재료로서 사용되는 공지된 수지를 사용할 수 있다. 불포화 폴리에스테르 수지는, 통상, 다가 알코올과 불포화 다염기산 또는 포화 다염기산이 중축합 에스테르화하여 얻어진 화합물을 가교제에 용해되어, 얻어진 수지이다. 에폭시 수지의 실례로서는, 비스페놀 A형 에폭시 수지, 비스페놀 F형 에폭시 수지, 수소화 비스페놀 A형 에폭시 수지, 수소화 비스페놀 F형 에폭시 수지, 나프탈렌형 에폭시 수지, 플루오렌형 에폭시 수지, 비스페놀 S형 에폭시 수지, 지환식 에폭시 수지 및 전 불소화 에폭시 수지를 들 수 있다. 이들 화합물은 단독이어도 조합해서 사용해도 된다.
본 발명을 실시하기 위한 하나의 형태에 있어서는, 피착체는 복합 재료 성형용 금형이다. 본 발명에서는, 금형의 재질은 특별히 제한되지 않지만, 경질, 연질 또는 혼합형의 금형은 모두 되며, 예를 들어 스테인리스강, 불포화 폴리에스테르 등을 들 수 있다.
[복합 재료 성형용 점착 방지 테이프의 제조 방법]
본 발명의 복합 재료 성형용 점착 방지 테이프의 제조 방법은,
(1) 불소 함유 수지의 표면에 제1 점착제를 도포하는 공정과,
(2) 건조 후에 보강재를 접합하는 공정과,
(3) 이어서, 상기 보강재의 표면에 제2 점착제를 도포하는 공정을
구비한다.
<공정 1: 불소 함유 수지의 표면에 제1 점착제를 도포하는 공정>
본 발명의 하나의 실시 형태에 있어서, 우선, 불소 함유 수지의 표면을 변성시켜, 처리면에 제1 점착제를 도포하고, 도포 종료 후에 고온 가교 반응을 행하여, 반응 종료 후에 건조 처리를 행하는 것이 바람직하다.
바람직하게는, 제1 점착제는 과산화물 경화형 실리콘 수지이며, 고온 가교 반응의 온도는 150 내지 240℃이다. 본 발명에서는, 불소 함유 수지의 표면으로 도포하는 방법은 특별히 제한되지 않고, 예를 들어 그라비아 롤 코터, 리버스 롤 코터, 바 코터, 블레이드 코터 등에 의한 코팅, 스크린 코팅, 딥 코팅 및 캐스트 코팅 등 공지된 코팅 방법이면, 모두 채용할 수 있다. 특별히 제한되지는 않지만, 점착제를 도포하는 경우의 두께는, 건조 후에 형성된 점착제층의 두께가 5㎛ 내지 100㎛로 되는 두께여도 된다. 불소 함유 수지 필름에 도포되는 제1 점착제의 질량이 15 내지 100g/㎡이며, 바람직하게는 40 내지 70g/㎡이다. 상기 점착제의 사용량에서는, 본 발명의 테이프에 있어서의 불소 함유 수지층과 보강재층 사이의 양호한 점착력을 확보할 수 있다. 건조는 실온 하에서 행해져도 되지만, 가교 반응을 촉진한다는 점에서, 바람직하게는 가열 하에서 행해지며, 약 40 내지 120℃의 건조 온도에서 행해질 수 있다.
<공정 2: 건조 후에 보강재를 접합하는 공정>
바람직하게는, 우선, 유리 섬유포를 규소 함유 시약으로 처리하고, 다음으로 그것을 공정 1에서 얻어진 제품의 제1 점착제층에 접합하고, 승온하여 핫 프레스에 의해 접합한다.
바람직하게는, 상기 접합에 있어서는, 압력을 0.05MPa 내지 0.5MPa로 하고, 온도를 30℃ 내지 150℃로 하며, 보다 바람직하게는, 핫 프레스에 의한 접합 온도를 60℃ 내지 150℃로 한다. 가열 시간은, 예를 들어 0.5초 내지 1분이며, 바람직하게는 1초 내지 20초이다.
<공정 3: 보강재의 표면에 제2 점착제를 도포하는 공정>
공정 2에서 얻어진 제품의 유리 섬유포의 표면에 제2 점착제를 도포한다. 도포 방법은 공정 1과 동일하며, 도포 종료 후에 고온 가교 반응을 행하고, 반응 종료 후에 건조 처리를 행한다.
바람직하게는, 제2 점착제는 과산화물 경화형 실리콘 수지이며, 고온 가교 반응의 온도는 150 내지 240℃이다. 테이프가 시트상인 경우, 테이프의 표면을 보호하고, 블로킹을 방지한다는 점에서, 제2 점착제층의 표면에 이형 필름을 한 층 마련할 수 있으며, 이러한 이형 필름은, 본 발명의 점착 방지 테이프를 피착체에 접합한 후에 박리된다. 이형 필름은, 선택적으로 마련하면 된다. 이형 필름은 특별히 제한되지 않고, 공지 관용의 박리지 등을 사용할 수 있다. 공지된 이형 필름으로부터 적절하게 선택할 수 있으며, 예를 들어 실리콘계, 장쇄 알킬계, 불소계 또는 황화몰리브덴계 등의 박리제로 표면 처리된 플라스틱 필름이나 종이 등의 박리층을 갖는 기재, 폴리테트라플루오로에틸렌, 폴리클로로트리플루오로에틸렌, 폴리염화비닐, 폴리불화비닐리덴, 테트라플루오로에틸렌-헥사플루오로프로필렌 코폴리머, 클로로플루오로에틸렌-염화비닐리덴 코폴리머 등의 불소계 폴리머로부터 형성된 저점착성 기재, 올레핀계 수지(예를 들어 폴리에틸렌, 폴리프로필렌) 등의 비극성 폴리머로 형성된 저점착성 기재, 또는 점착제와의 접촉 면적을 저감시키기 위해서 표면에 요철을 부여하는 등의 처리가 된 이형 필름(폴리올레핀, 폴리염화비닐 등의 재질) 등을 사용할 수 있다.
건조 처리는 실온 하에서 행해져도 되지만, 가교 반응을 촉진한다는 점에서, 바람직하게는 가열 하에서 행해지고, 약 40 내지 120℃의 건조 온도에서 행해질 수 있다.
[복합 재료 성형용 점착 방지 테이프의 사용]
본 발명의 점착 방지 테이프는, 복합 재료, 특히 불포화 폴리에스테르 수지 또는 에폭시 수지와의 점착력이 낮고, 이형성이 좋기 때문에, 복합 재료 성형 시에 사용할 수 있으며, 예를 들어 자동차 부품, 회전 날개 등의 비교적 복잡한 기하학적 구조를 갖는 대형 부품의 제조에 적합하다. 본 발명의 점착 방지 테이프는 시트상 또는 롤상이어도 된다.
본 발명의 점착 방지 테이프는, 금형의 이형제 대신에 금형에 직접적으로 접합하여 사용할 수 있어, 점착 강도와 접착제 잔여물이 없는 분리성을 밸런스 좋게 할 수 있다. 불포화 폴리에스테르 또는 에폭시 수지 복합 재료의 성형 프로세스에서는, 경화 온도가 50 내지 100℃이고, 0.01MPa의 진공 또는 상압 하에서 고형화하고 나서 성형을 행한다. 본 발명의 테이프는, 복합 재료 성형 프로세스의 첫 번째 제조 사이클에서는, 수지의 이형 시에 테이프가 찢어지지 않도록 충분한 결합력을 나타내고, 그 사이클에서는, 테이프가 충분히 점착되도록 결합력이 조금 증가되고, 또한 금형에서의 사용 수명이 다했을 때, 접착제 잔여물이 전혀 없도록 금형으로부터 간단하게 박리할 수 있다.
실시예
이하, 실시예를 들어 본 발명을 설명하지만, 당업자라면 이들 예는 예시적인 것에 불과하며, 망라적인 것은 아니라고 이해된다.
실시예는 이하와 같다.
(1) 제1 층과 복합 재료 성형용 수지 사이의 결합력, 제4 층 또는 제2 점착제층의 180도 박리 점착력, 제1 점착제층 및 제2 점착제층 분자간 응집력의 측정
제1 층과 복합 재료 성형용 수지 사이의 결합력은, 다음의 방법으로 측정된다. 점질로 반경화되고, 경화제가 첨가된 수지(에폭시 수지 또는 불포화 폴리에스테르)를 테이프(폭 19㎜)의 표면에 도포하고, 상압 하에서 100℃로 가열하고, 경화된 테이프를 제조하였다. 다음으로, 연신 시험기(Minebea Co., Ltd.제, TG-1KN형)를 사용하여, 연신 속도가 300㎜/분인 조건하에서 테이프의 제1 층과 수지 사이의 박리 강도를 측정하고, 결합력을 얻었다.
또한, 테이프(폭 19㎜)를 적절한 길이로 커트하고, 23℃, 50% RH의 환경하에서, 2㎏의 롤을 1 왕복시켜 SUS 304 스테인리스 강판에 압착하였다. 이것을 23℃, 50% RH의 환경하에서 30분 두고, 다음으로, JIS C2107에 준하여, 연신 시험기(Minebea Co., Ltd.제, TG-1K N형)를 사용하여, 연신 속도가 300㎜/분인 조건하에서, 서로 다른 층의 180도 박리 강도(N/19㎜), 분자간 응집력을 측정하였다.
여기서, 제2 점착제층의 180도 박리 점착력은, 제2 점착제층과 SUS 304 스테인리스 강판을 180도 박리함으로써 얻어졌다.
제1 점착제층의 분자간 응집력의 측정
불소 함유 수지층과 제1 점착제층을 박리하고, 불소 함유 수지층과 제1 점착제층 사이의 점착력을 측정하여, 제1 점착제층의 분자간 응집력으로 하였다.
제2 점착제층의 분자간 응집력을 정성적으로 측정하였다. 즉, 테이프의 제4 층(즉, 제2 점착제층)의 180도 박리 점착력을 측정한 후에, 눈으로 봄으로써 SUS 304 스테인리스 강판으로부터의 테이프의 박리 상태를 평가하였다. SUS 304 스테인리스 강판에 테이프의 접착제 잔여물이 없고, 테이프의 점착제층 표면에 결함점이 없는 경우, 제2 점착제층의 분자간 응집력이 그 180도 박리 점착력보다 크다고 판정할 수 있다.
(2) 점착제층의 겔 분율은 이하의 방법에 의해 측정한다.
경화된 점착제 조합물, 예를 들어 테이프로부터 취출한 점착층 약 0.1g을, 평균 구멍 직경 0.2㎛, 기공률 75%, 두께 85㎛의 다공질 폴리테트라플루오로에틸렌(PTFE) 시트로 감싸고, 다음에 타코 라인으로 포장하여, 측정 샘플로 하였다. 다음으로, 제작된 측정 샘플의 중량을 측정하고, 이 중량을 침지 전의 중량 C라 하였다. 침지 전의 중량 C는, 점착층과 폴리테트라플루오로에틸렌 시트 및 타코 라인의 합계 중량이다. 또한, PTFE 시트와 타코 라인의 합계 중량을 사전에 측정하여 패키지 중량 B라 하였다. 다음으로, 측정 샘플을 톨루엔으로 채워져 있는 용적 50mL의 용기에 수납하고, 23℃에서 7일간 정치하였다. 이어서, 톨루엔으로 측정 샘플을 포함해 용기 내부를 세정하고, 다음에 용기로부터 측정 샘플을 취출하여 알루미늄제 컵으로 옮기고, 130℃에서 2시간 건조하여 톨루엔을 제거하였다. 다음으로, 톨루엔이 제거된 측정 샘플의 중량을 측정하고, 이 중량을 침지 후의 중량 A라 하였다. 겔 분율은 하기 식에 의해 구할 수 있다.
겔 분율(중량%)=(A-B)/(C-B)×100
(3) 금형의 접착제 잔여물성
제품을 SUS 304 스테인리스 강판에 접합하고, 평편한 면에 5㎏의 추를 놓고, 200℃의 환경하에 두고, 5시간 처리하여, 냉각 후에 테이프를 박리하고, SUS 304 스테인리스 강판에 접착제 잔여물이 있는지 여부를 확인한다. 눈으로 봄으로써 접착제 잔여물이 확인된 경우, 불량이라고 판단된다.
(4) 이형 내구성의 평가
내마모성 시험 방법 및 이형성 측정에 의해 평가한다. 구체적으로는, 테이버 마모 시험기에 의해 본 발명의 테이프를 연속적으로 마모시켜(조건: 하중 500g, 72rpm), 그 후, 최표면인 불소 함유 수지층이 없어졌는지 여부, 및 제1 점착제층이 노출되어 있는지 여부에 대하여, 현미경으로 150배로 관찰한다. 시간이 길수록, 내구성이 우수함을 의미한다. 150분 이내에서 노출이 발생한 것은 내구성이 나쁘고, 150분 내지 300분의 것은 내구성이 양호, 300분을 초과한 것은 내구성이 우수하다고 판단된다.
(5) 종합적 효과의 평가
(3) 및 (4)의 결과에 기초하여 종합적 효과를 평가하고, 종합적 효과가 우수한 것을 ◎, 종합적 효과가 좋은 것을 ○, 종합적 효과가 나쁜 것을 ×로 표시한다.
실시예 1
불소 함유 수지 PTFE 필름(닛토덴코 가부시키가이샤제 No.900, 두께: 50㎛)을 금속 나트륨 함유 처리액(가부시키가이샤 쥰코샤제, 불소 수지 에칭제(Tetra-Etch))에 5초간 침지하고, 그 일면에 대해서 화학적 표면 변성 처리를 실시하여, 그 후에 처리액으로부터 당해 필름을 취출하여 아세톤 및 물로 세정하였다.
처리면에 제1 점착제인 과산화물 경화형 실리콘 수지(다우코닝사제 No.7355)를 도포하였다. 이 과산화물 경화형 실리콘 수지는, 과산화 벤조일을 경화제로서 사용하여 얻어진 실리콘 함유 수지이다. 도포 후, 220℃의 조건하에서 2분간 고온 가교 반응시키고, 도포된 점착제를 경화시켜, 건조 후의 실리콘 함유 수지층의 겔 분율이 40%, 두께가 50㎛였다.
다음으로, 규소 함유 시약으로 처리된 유리 섬유의 평직 생지(두께: 50㎛)를, 80℃에서 실리콘 함유 수지층에 핫 프레스하여 접합하였다. 압력을 0.1MPa로 하였다. 규소 함유 시약의 양은, 유리 섬유의 평직 생지의 합계 중량에 대해서 0.05wt%였다.
다음으로, 유리 섬유의 평직 생지의 표면에 제2 점착제층(즉, 과산화물 경화형 실리콘 수지, 다우코닝사제 No.7355)을 더 도포하고, 220℃에서 3분간 가열하여 도포된 점착제를 경화시켜, 그 후에 60℃에서 건조시켰다. 얻어진 실리콘 함유 수지층의 겔 분율이 50%, 두께가 50㎛였다. 마지막으로, 보호를 위해서 실리콘 함유 수지층 표면에 이형 필름을 접합하였다. 얻어진 테이프(이형 필름을 제외함)의 두께가 0.2㎜였다.
실시예 2
두께 100㎛의 불소 함유 수지 PTFE 필름을 사용한 것 이외에는, 실시예 1과 마찬가지로 실시하였다.
실시예 3
규소 함유 시약의 양은 유리 섬유의 평직 생지의 합계 중량에 대해서 0.2wt%였던 것 이외에는, 실시예 1과 마찬가지로 실시하였다.
실시예 4
제1 점착제의 고온 가교 반응의 온도 및 시간을 (200℃, 5분간으로) 변경하고, 겔 분율이 60%인 실리콘 함유 수지층을 얻은 것 이외에는, 실시예 1과 마찬가지로 실시하였다.
실시예 5
제2 점착제의 고온 가교 반응의 온도 및 시간을 (200℃, 3분간으로) 변경하고, 겔 분율이 45%인 실리콘 함유 수지층을 얻은 것 이외에는, 실시예 1과 마찬가지로 실시하였다.
실시예 6
두께 15㎛의 불소 함유 수지 PTFE 필름을 사용한 것 이외에는, 실시예 1과 마찬가지로 실시하였다.
비교예 1
유리 섬유의 평직 생지에 대해서 규소 함유 시약에 의한 처리를 실시하지 않은 것 이외에는, 실시예 1과 마찬가지로 실시하였다.
비교예 2
규소 함유 시약의 양은 유리 섬유의 평직 생지의 합계 중량에 대해서 2.5wt%였던 것 이외에는, 실시예 1과 마찬가지로 실시하였다.
비교예 3
제1 점착제의 고온 가교 반응의 온도 및 시간을 (130℃, 3분간으로) 변경하고, 겔 분율이 20%인 실리콘 함유 수지층을 얻은 것 이외에는, 실시예 1과 마찬가지로 실시하였다.
비교예 4
제2 점착제의 고온 가교 반응의 온도 및 시간을 (120℃, 3분간으로) 변경하고, 겔 분율이 15%인 실리콘 함유 수지층을 얻은 것 이외에는, 실시예 1과 마찬가지로 실시하였다.
비교예 5
제1 점착제층(실리콘 함유 수지층) 및 제2 점착제층 겔 분율이 모두 45%였던 것 이외에는, 실시예 1과 마찬가지로 편면이 나트륨 처리된 불소 함유 수지 PTFE 필름(두께: 50㎛)을 사용하여, 처리면에 (메트)아크릴계 점착제를 도포하고(CN104861889A의 실시예 1을 참조), 건조 후에 테이프를 얻어, 테이프의 두께가 실시예 1과 동일하였다.
비교예 6
편면이 코로나 처리된 PET 필름(두께: 25㎛)을 사용하고, 처리면에 제1 점착제층을 사용하며, 다른 공정 및 테이프의 두께는 실시예 1과 동일하였다.
성능 평가
실시예 및 비교예에서 제조된 테이프에 대하여, 각각,
테이프의 제1 층인 불소 함유 수지층과 에폭시 수지 사이의 결합력(결합력 A라 함),
테이프의 제1 층인 불소 함유 수지층과 불포화 폴리에스테르 사이의 결합력(결합력 B라 함),
테이프의 제4 층의 180도 박리 점착력(결합력 C라 함),
테이프의 제1 점착제층의 분자간 응집력(응집력 A라 함)을
측정하였다.
테이프의 제2 점착제층의 분자간 응집력(응집력 B라 함) 및 그 180도 박리 점착력(즉, 결합력 C)의 크기를 정성적으로 판단하였다.
또한, 금형의 접착제 잔여물성 및 이형 내구성의 효과를 측정하여, 종합적 효과의 평가를 행하고, 결과를 표 1에 나타낸다(결합력 및 응집력의 단위는 모두N/19㎜임).
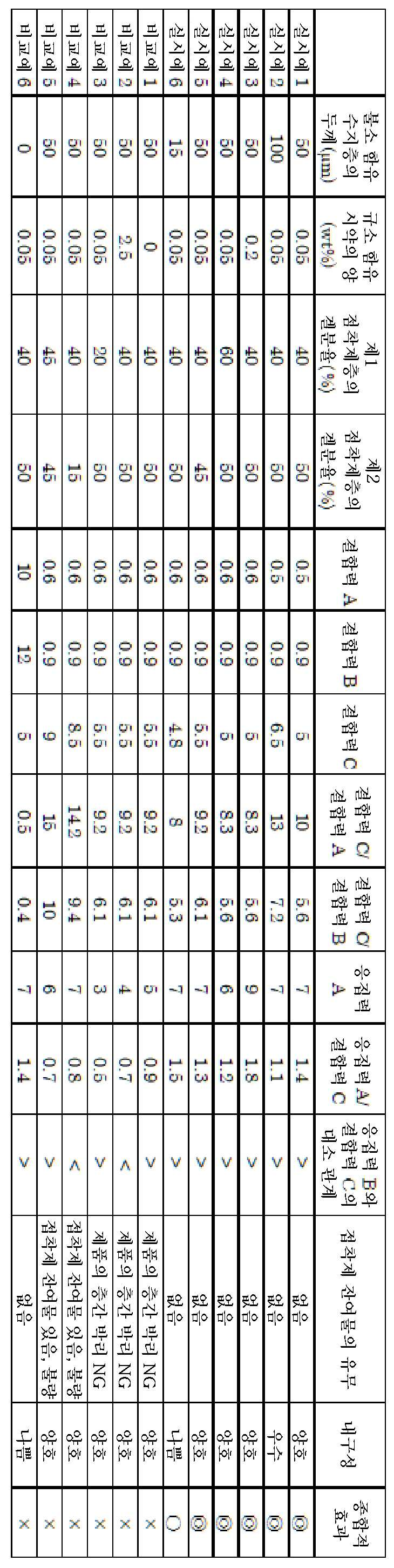
실험의 결과로부터 명확한 바와 같이, 본 발명에 기재된 요건을 충족하고 있는 점착 방지 테이프는 종합적 평가가 양호하며, 실시예 6에서는 불소 함유 수지층의 두께가 비교적 얇아, 내구성에 어느 정도의 영향을 미쳤지만, 비교예 6에서 사용된 처리 완료의 PET 필름에 비해, 불소 함유 수지 PTFE 필름을 사용한 경우, 내구성이 PET 필름보다도 우수하였다. 상기 실시예 및 비교예에 의하면, 본 발명에서는, 불소 함유 수지층의 두께, 보강재층의 규소 함유 시약의 양, 점착제의 겔 분율 등을 변경함으로써 테이프의 점착제층 분자간 응집력 및 테이프와 수지나 금형과의 결합력을 조정한 결과, 결합력 C가 결합력 A 및 결합력 B보다 크고, 또한 응집력 A 및 응집력 B가 모두 결합력 C보다 큰 경우, 종합적 평가가 양호한 점착 방지 테이프가 얻어진다는 것을 알 수 있었다. 한편, 본 발명의 상기 요건을 충족하지 않는 테이프는, 제품의 층간 박리 또는 접착제 잔여물이 발생하였다.
응용예
RIM 성형 메이커는, 실시예 1의 테이프를 실제의 성형용 상하 금형에 접합하고, 약 100회 이상의 성형과 형 개방에 사용한 결과, 여전히 이 테이프 표면 위의 여분의 RIM 성형 수지를 용이하게 제거할 수 있어, 이형 효과는 저하되지 않고, 이 테이프가 금형의 표면과 충분히 접합한 상태 그대로이며, 접합면에는 들뜸이 발생하지 않았다. 이와 같이, 실제 이용에서는, 이 테이프의 이형성 및 금형과의 접합은 모두 문제가 발생하지 않았다.
이상은 본 발명을 실시하기 위한 형태에 불과하며, 본 발명의 범위를 한정하는 것을 의도하는 것은 아니다. 당업계에 대해 잘 알고 있는 기술자가 본 발명에 개시된 범위 내에서 용이하게 상도할 수 있는 변경 또는 대체는 모두 본 발명의 범위에 포함되도록 한다. 따라서, 본 발명의 범위는 청구범위를 기준으로 해야 한다.
10: 복합 재료 성형용 점착 방지 테이프
1: 불소 함유 수지층
2: 제1 점착제층
3: 보강재층
4: 제2 점착제층
5: 복합 재료 성형용 수지
6: SUS 304 스테인리스 강판
1: 불소 함유 수지층
2: 제1 점착제층
3: 보강재층
4: 제2 점착제층
5: 복합 재료 성형용 수지
6: SUS 304 스테인리스 강판
Claims (15)
- 불소 함유 수지층인 제1 층, 제1 점착제층인 제2 층, 보강재층인 제3 층, 및 제2 점착제층인 제4 층이 이 순서로 적층되어 있는 구조를 구비하고,
상기 제1 층과 복합 재료 성형용 수지 사이의 결합력이 상기 제4 층의 180도 박리 점착력보다 작으며, 또한 상기 제1 점착제층, 상기 제2 점착제층의 분자간 응집력이 상기 제4 층의 180도 박리 점착력보다 큰 것을 특징으로 하는, 복합 재료 성형용 점착 방지 테이프. - 제1항에 있어서,
상기 불소 함유 수지층은, 폴리테트라플루오로에틸렌 수지, 퍼플루오로에틸렌-프로필렌 공중합체 수지, 폴리불화비닐리덴 수지, 퍼플루오로알콕시알칸 수지 및 에틸렌-테트라플루오로에틸렌 코폴리머 수지에서 선택되는 1종 또는 복수종을 포함하는 것을 특징으로 하는, 점착 방지 테이프. - 제1항 또는 제2항에 있어서,
상기 불소 함유 수지층의 두께가 20 내지 200㎛인 것을 특징으로 하는, 점착 방지 테이프. - 제1항 또는 제2항에 있어서,
상기 제4 층의 180도 박리 점착력의, 상기 제1 층과 복합 재료 성형용 수지 사이의 결합력에 대한 비가, 3 내지 16의 범위인 것을 특징으로 하는, 점착 방지 테이프. - 제1항 또는 제2항에 있어서,
상기 제1 점착제층 및 상기 제2 점착제층이 실리콘 수지층이며, 겔 분율이 30 내지 60%인 것을 특징으로 하는, 점착 방지 테이프. - 제1항 또는 제2항에 있어서,
상기 제1 점착제층 및 상기 제2 점착제층의 두께가 각각 5㎛ 내지 100㎛인 것을 특징으로 하는, 점착 방지 테이프. - 제1항 또는 제2항에 있어서,
상기 보강재층이 규소 함유 시약으로 변성 처리된 유리 섬유포층이며, 상기 유리 섬유포의 두께가 30㎛ 내지 200㎛인 것을 특징으로 하는, 점착 방지 테이프. - 제7항에 있어서,
상기 유리 섬유포는, 상기 유리 섬유포의 중량에 대해서 규소 함유 시약을 0.01wt% 내지 2wt% 함유하는 것을 특징으로 하는, 점착 방지 테이프. - 제8항에 있어서,
상기 규소 함유 시약의 양이 유리 섬유포의 중량에 대해서 0.05wt% 내지 0.5wt%인 것을 특징으로 하는, 점착 방지 테이프. - 제1항 또는 제2항에 있어서,
상기 제1 점착제층의 분자간 응집력과 상기 제4 층의 180도 박리 점착력의 비가 1.05 내지 3인 것을 특징으로 하는, 점착 방지 테이프. - 제1항 또는 제2항에 있어서,
상기 제4 층 위에 이형 필름을 더 포함하고, 이형 필름을 제외한 총 두께가 0.06 내지 0.6㎜인 것을 특징으로 하는, 점착 방지 테이프. - 제1항 또는 제2항에 있어서,
상기 복합 재료 성형용 수지는, 불포화 폴리에스테르 수지 또는 에폭시 수지인 것을 특징으로 하는, 점착 방지 테이프. - (1) 불소 함유 수지의 표면에 제1 점착제를 도포하는 공정과,
(2) 건조 후, 보강재를 접합하는 공정과,
(3) 이어서, 상기 보강재의 표면에 제2 점착제를 도포하는 공정을
구비하는 것을 특징으로 하는, 제1항 내지 제12항 중 어느 한 항에 기재된 점착 방지 테이프의 제조 방법. - 제13항에 있어서,
상기 접합 공정에 있어서, 압력을 0.05MPa 내지 0.5MPa로 하고, 온도를 30℃ 내지 150℃로 하는 것을 특징으로 하는, 점착 방지 테이프의 제조 방법. - 제1항 내지 제12항 중 어느 한 항에 기재된 점착 방지 테이프의, 복합 재료 성형에 있어서의, 사용.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201810089532.5A CN110093114B (zh) | 2018-01-30 | 2018-01-30 | 一种复合材料成型用的防粘胶带及其制造方法和用途 |
| CN201810089532.5 | 2018-01-30 | ||
| PCT/CN2019/072782 WO2019149119A1 (zh) | 2018-01-30 | 2019-01-23 | 一种复合材料成型用的防粘胶带及其制造方法和用途 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200112902A true KR20200112902A (ko) | 2020-10-05 |
Family
ID=67442484
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207023843A Withdrawn KR20200112902A (ko) | 2018-01-30 | 2019-01-23 | 복합 재료 성형용 점착 방지 테이프 및 그 제조 방법, 그리고 사용 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20210040353A1 (ko) |
| EP (1) | EP3747967A4 (ko) |
| JP (1) | JP7213257B2 (ko) |
| KR (1) | KR20200112902A (ko) |
| CN (1) | CN110093114B (ko) |
| TW (1) | TW201936836A (ko) |
| WO (1) | WO2019149119A1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110885642A (zh) * | 2019-11-19 | 2020-03-17 | 山东亚新塑料包装有限公司 | 一种用于塑料包装生产的耐高温防粘胶带 |
| CN114727521B (zh) * | 2021-01-06 | 2023-11-28 | Oppo广东移动通信有限公司 | 壳体组件及电子设备 |
| DE102022109186A1 (de) * | 2022-04-14 | 2023-10-19 | Tesa Se | Verfahren zur Präparation von Walzen für den Einsatz in Beschichtungsanlagen und Klebeband zur Präparation von Walzen |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08238718A (ja) * | 1994-12-02 | 1996-09-17 | Kishimoto Akira | プレス成形用に適した事前塗装積層体、その製造法および内面被覆プレス成形容器 |
| JP2001315248A (ja) * | 2000-05-01 | 2001-11-13 | Chuko Kasei Kogyo Kk | 複合シート |
| US6602373B1 (en) * | 2001-05-16 | 2003-08-05 | Avery Dennison Corporation | Adhesive system and method of using same |
| JP2005178302A (ja) * | 2003-12-24 | 2005-07-07 | Okuda:Kk | 熱プレス用緩衝シート |
| WO2011107166A1 (en) * | 2010-03-03 | 2011-09-09 | Siemens Aktiengesellschaft | Method and mould for moulding a wind turbine blade |
| CN103305140A (zh) * | 2012-03-13 | 2013-09-18 | 日东电工株式会社 | 半导体器件生产用耐热性压敏粘合带和使用其生产半导体器件的方法 |
| CN103422356A (zh) * | 2012-05-23 | 2013-12-04 | 台嘉玻璃纤维有限公司 | 电子级玻璃纤维布表面处理剂及其生产玻璃纤维布的方法 |
| JP2013248874A (ja) * | 2012-05-30 | 2013-12-12 | Saint-Gobain Performance Plastics Corp | 修飾されたパーフルオロポリマー材料 |
| DE102013221847A1 (de) * | 2013-08-01 | 2015-02-05 | Tesa Se | Verfahren zum Formen eines Körpers in einer Form |
| SG11201706923SA (en) * | 2015-04-08 | 2017-09-28 | Nitto Denko Corp | Sheet, moisture-proof method of adherend using the sheet and corrosion-proof method of metal plate using the sheet |
| DE102015208980A1 (de) * | 2015-05-15 | 2016-11-17 | Infiana Germany Gmbh & Co. Kg | Eine evakuierbare Form für Faserverbundkunststoff-Bauteile |
| CN104861889B (zh) | 2015-06-02 | 2017-09-08 | 日东电工(上海松江)有限公司 | 一种胶带 |
| DE102015213507A1 (de) * | 2015-07-17 | 2017-01-19 | Tesa Se | Klebeband, das insbesondere in einem Verfahren zum Formen eines Körpers in einer Form eingesetzt werden kann |
| KR20180096687A (ko) * | 2015-12-22 | 2018-08-29 | 사이텍 인더스트리스 인코포레이티드 | 복합 부품용 몰드 이형성 표면 재료 |
| CN105667017B (zh) * | 2016-01-14 | 2018-07-13 | 中国科学院长春应用化学研究所 | 一种自粘性耐高温脱膜布及其制备方法 |
| CN205473551U (zh) * | 2016-02-01 | 2016-08-17 | 上海沥高科技有限公司 | 一种新型结构的脱模布 |
| CN107513353A (zh) * | 2017-07-07 | 2017-12-26 | 周丽 | 一种重复使用的聚四氟乙烯玻纤布脱模布 |
-
2018
- 2018-01-30 CN CN201810089532.5A patent/CN110093114B/zh active Active
-
2019
- 2019-01-08 TW TW108100672A patent/TW201936836A/zh unknown
- 2019-01-23 US US16/964,227 patent/US20210040353A1/en not_active Abandoned
- 2019-01-23 EP EP19746717.8A patent/EP3747967A4/en not_active Withdrawn
- 2019-01-23 JP JP2020541353A patent/JP7213257B2/ja active Active
- 2019-01-23 KR KR1020207023843A patent/KR20200112902A/ko not_active Withdrawn
- 2019-01-23 WO PCT/CN2019/072782 patent/WO2019149119A1/zh not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021512799A (ja) | 2021-05-20 |
| JP7213257B2 (ja) | 2023-01-26 |
| US20210040353A1 (en) | 2021-02-11 |
| WO2019149119A1 (zh) | 2019-08-08 |
| CN110093114B (zh) | 2021-09-10 |
| EP3747967A4 (en) | 2021-02-24 |
| EP3747967A1 (en) | 2020-12-09 |
| TW201936836A (zh) | 2019-09-16 |
| CN110093114A (zh) | 2019-08-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105579222B (zh) | 在模具中模塑物体的方法 | |
| US9914859B2 (en) | Method for molding a body in a mold | |
| TWI770057B (zh) | 黏著劑組合物、密封片及密封體 | |
| CN107530918B (zh) | 脱模用粘着带 | |
| JP6971846B2 (ja) | シート、該シートを用いた被着体の防湿方法および該シートを用いた金属板の腐食防止方法 | |
| CN104419341B (zh) | 切割用粘着胶带以及半导体芯片的制造方法 | |
| KR20200112902A (ko) | 복합 재료 성형용 점착 방지 테이프 및 그 제조 방법, 그리고 사용 | |
| CN110072697B (zh) | 层压体和电子组件制造方法 | |
| JP2011518063A (ja) | 接着物品 | |
| KR102516507B1 (ko) | 적층 필름, 및 그 제조 방법 | |
| KR102667972B1 (ko) | 접착 라미네이트 및 접착 라미네이트의 제조 방법 | |
| CN111465639B (zh) | 层叠薄膜、脱模薄膜和层叠体 | |
| CN1271160C (zh) | 粘接带及其制造方法 | |
| CN105733462A (zh) | 切割用粘着胶带和半导体芯片的制造方法 | |
| CN103045116A (zh) | 压敏胶粘带用膜和压敏胶粘带 | |
| US20230330701A1 (en) | Process for preparing rolls for use in coating plants, and adhesive tape for preparing rolls | |
| CN107810246A (zh) | 胶带、特别地可用于在模具中模塑物体的方法的胶带 | |
| TWI278551B (en) | A film used in the process for preparing wet type synthetic resin | |
| CN103045115B (zh) | 压敏胶粘带用膜和压敏胶粘带 | |
| JP2009277764A (ja) | カバーレイフィルム熱圧着用シート | |
| TW202402508A (zh) | 表面改質片材、積層體、表面改質構件、塗裝物、接合體、表面改質構件之製造方法、塗裝物之製造方法及接合體之製造方法 | |
| JP2004250487A (ja) | シリコーンゴム成形体の表面処理方法およびシリコーンゴム基材接着フィルムの製造方法 | |
| CN101547790A (zh) | 剥离衬里以及压敏性胶粘片 | |
| TW202134368A (zh) | 遮蔽片及使用該遮蔽片之道路底板補強方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20200819 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20211209 Comment text: Request for Examination of Application |
|
| PC1202 | Submission of document of withdrawal before decision of registration |
Comment text: [Withdrawal of Procedure relating to Patent, etc.] Withdrawal (Abandonment) Patent event code: PC12021R01D Patent event date: 20220126 |
|
| WITB | Written withdrawal of application |