KR20210028131A - 에어로겔 블랭킷 제조방법 - Google Patents
에어로겔 블랭킷 제조방법 Download PDFInfo
- Publication number
- KR20210028131A KR20210028131A KR1020200112389A KR20200112389A KR20210028131A KR 20210028131 A KR20210028131 A KR 20210028131A KR 1020200112389 A KR1020200112389 A KR 1020200112389A KR 20200112389 A KR20200112389 A KR 20200112389A KR 20210028131 A KR20210028131 A KR 20210028131A
- Authority
- KR
- South Korea
- Prior art keywords
- blanket
- sol
- substrate
- catalyzed
- airgel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J13/00—Colloid chemistry, e.g. the production of colloidal materials or their solutions, not otherwise provided for; Making microcapsules or microballoons
- B01J13/0091—Preparation of aerogels, e.g. xerogels
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B30/00—Compositions for artificial stone, not containing binders
- C04B30/02—Compositions for artificial stone, not containing binders containing fibrous materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J3/00—Processes of utilising sub-atmospheric or super-atmospheric pressure to effect chemical or physical change of matter; Apparatus therefor
- B01J3/008—Processes carried out under supercritical conditions
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B33/00—Silicon; Compounds thereof
- C01B33/113—Silicon oxides; Hydrates thereof
- C01B33/12—Silica; Hydrates thereof, e.g. lepidoic silicic acid
- C01B33/14—Colloidal silica, e.g. dispersions, gels, sols
- C01B33/145—Preparation of hydroorganosols, organosols or dispersions in an organic medium
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B33/00—Silicon; Compounds thereof
- C01B33/113—Silicon oxides; Hydrates thereof
- C01B33/12—Silica; Hydrates thereof, e.g. lepidoic silicic acid
- C01B33/14—Colloidal silica, e.g. dispersions, gels, sols
- C01B33/155—Preparation of hydroorganogels or organogels
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B33/00—Silicon; Compounds thereof
- C01B33/113—Silicon oxides; Hydrates thereof
- C01B33/12—Silica; Hydrates thereof, e.g. lepidoic silicic acid
- C01B33/14—Colloidal silica, e.g. dispersions, gels, sols
- C01B33/157—After-treatment of gels
- C01B33/158—Purification; Drying; Dehydrating
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B33/00—Silicon; Compounds thereof
- C01B33/113—Silicon oxides; Hydrates thereof
- C01B33/12—Silica; Hydrates thereof, e.g. lepidoic silicic acid
- C01B33/14—Colloidal silica, e.g. dispersions, gels, sols
- C01B33/157—After-treatment of gels
- C01B33/158—Purification; Drying; Dehydrating
- C01B33/1585—Dehydration into aerogels
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B33/00—Silicon; Compounds thereof
- C01B33/113—Silicon oxides; Hydrates thereof
- C01B33/12—Silica; Hydrates thereof, e.g. lepidoic silicic acid
- C01B33/14—Colloidal silica, e.g. dispersions, gels, sols
- C01B33/157—After-treatment of gels
- C01B33/159—Coating or hydrophobisation
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B14/00—Use of inorganic materials as fillers, e.g. pigments, for mortars, concrete or artificial stone; Treatment of inorganic materials specially adapted to enhance their filling properties in mortars, concrete or artificial stone
- C04B14/02—Granular materials, e.g. microballoons
- C04B14/04—Silica-rich materials; Silicates
- C04B14/06—Quartz; Sand
- C04B14/064—Silica aerogel
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2006/00—Physical properties of inorganic compounds
- C01P2006/32—Thermal properties
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2201/00—Mortars, concrete or artificial stone characterised by specific physical values
- C04B2201/30—Mortars, concrete or artificial stone characterised by specific physical values for heat transfer properties such as thermal insulation values, e.g. R-values
- C04B2201/32—Mortars, concrete or artificial stone characterised by specific physical values for heat transfer properties such as thermal insulation values, e.g. R-values for the thermal conductivity, e.g. K-factors
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A20/00—Water conservation; Efficient water supply; Efficient water use
- Y02A20/124—Water desalination
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/13—Energy storage using capacitors
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Ceramic Engineering (AREA)
- Structural Engineering (AREA)
- Materials Engineering (AREA)
- Civil Engineering (AREA)
- Silicon Compounds (AREA)
- Thermal Insulation (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
- Catalysts (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
Abstract
Description
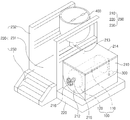
도 1은 본 발명의 일례에 따른 에어로겔 블랭킷의 제조에 사용될 수 있는 에어로겔 블랭킷 제조장치의 사시도이다.
| 미함침 졸 사용량 (중량%) |
상온 열전도도(mW/mK) | |||||||||||
| 졸 재사용 회수 | 0회 | 1회 | 2회 | 3회 | 4회 | 5회 | 6회 | 7회 | 8회 | 9회 | 10회 | |
| 실시예 1 | 33 | 18.5 | 17.4 | 17.3 | 17.2 | 17.0 | 16.4 | 16.2 | 16.6 | 16.6 | 16.5 | 16.1 |
| 실시예 2 | 16.7 | 19.0 | 17.9 | 17.6 | 17.8 | 17.8 | 17.5 | 17.3 | 17.6 | 17.1 | 17.6 | 17.0 |
| 실시예 3 | 11.1 | 18.6 | 17.8 | 17.7 | 17.5 | 17.3 | 17.4 | 17.6 | 16.9 | 16.9 | 17.2 | 17.1 |
| 실시예 4 | 33 | 19.1 | 17.5 | 17.3 | 17.1 | 17.3 | 17.2 | 16.8 | 16.9 | 16.6 | 16.8 | 16.7 |
| 실시예 5 | 5.6 | 18.2 | 17.8 | 17.7 | 17.5 | 17.6 | 17.3 | 17.4 | 17.4 | 17.5 | 17.2 | 17.4 |
| 실시예 6 | 41.2 | 18.5 | 17.6 | 17.2 | 17.4 | 17.3 | 17.4 | 17.5 | 17.6 | 17.5 | 17.4 | 17.6 |
| 실시예 7 | 11.1 | 18.8 | 18.1 | 17.9 | 17.6 | 17.5 | 17.3 | 17.2 | 17.4 | 17.3 | 17.3 | 17.2 |
| 비교예 1 | 3.3 | 18.5 | 18.6 | 18.4 | 18.8 | 19.1 | 18.6 | 18.7 | 18.5 | 18.9 | 18.6 | 18.8 |
| 비교예 2 | 54.5 | 18.3 | 18.5 | 18.6 | 에어로겔 블랭킷 제조불가 | |||||||
| 겔화 소요 시간 (분) | |||||||||||
| 졸 재사용 회수 | 0회 | 1회 | 2회 | 3회 | 4회 | 5회 | 6회 | 7회 | 8회 | 9회 | 10회 |
| 실시예 1 | 11.5 | 10.5 | 10 | 10 | 9 | 9.5 | 9 | 9 | 9 | 9.5 | 9 |
| 비교예 1 | 11.5 | 11.5 | 11 | 11.5 | 11 | 11 | 11.5 | 11 | 11 | 11 | 11.5 |
| 상온 열전도도(mW/mK) | |||||||||||||
| 졸 재사용 회수 | 0회 | 1회 | 2회 | 3회 | 4회 | 5회 | 6회 | 7회 | 8회 | 9회 | 10회 | ||
| 실시예 1 | 18.5 | 17.4 | 17.3 | 17.2 | 17.0 | 16.4 | 16.2 | 16.6 | 16.6 | 16.5 | 16.1 | ||
| 실시예 2 | 19.0 | 17.9 | 17.6 | 17.8 | 17.8 | 17.5 | 17.3 | 17.6 | 17.1 | 17.6 | 17.0 | ||
| 실시예 3 | 18.6 | 17.8 | 17.7 | 17.5 | 17.3 | 17.4 | 17.6 | 16.9 | 16.9 | 17.2 | 17.1 | ||
| 실시예 4 | 19.1 | 17.5 | 17.3 | 17.1 | 17.3 | 17.2 | 16.8 | 16.9 | 16.6 | 16.8 | 16.7 | ||
| 실시예 5 | 18.2 | 17.8 | 17.7 | 17.5 | 17.6 | 17.3 | 17.4 | 17.4 | 17.5 | 17.2 | 17.4 | ||
| 실시예 6 | 18.5 | 17.6 | 17.2 | 17.4 | 17.3 | 17.4 | 17.5 | 17.6 | 17.5 | 17.4 | 17.6 | ||
| 실시예 7 | 18.8 | 18.1 | 17.9 | 17.6 | 17.5 | 17.3 | 17.2 | 17.4 | 17.3 | 17.3 | 17.2 | ||
| 참고예 1 | 18.5 | 18.6 | 18.4 | 18.8 | 19.1 | 18.6 | 18.7 | 18.5 | 18.9 | 18.6 | 18.8 | ||
120: 지지판 200: 본체
210: 겔화탱크 212: 배출부
213: 유입부 214: 덮개
215: 회전부재 216: 회전핸들
220: 제1 설치부재 230: 제2 설치부재
231: 바닥편 232: 설치대
233: 계단 300: 구동부재
400: 촉매화된 졸 공급부재
Claims (15)
2) 상기 촉매화된 졸을 겔화시켜 습윤겔-블랭킷 복합체를 제조하는 단계를 포함하는 에어로겔 블랭킷 제조방법으로서,
A) 상기 함침시키는 단계 이후 미함침된 촉매화 된 졸을 회수하고 용매를 투입하여 희석시켜, 회수된 졸의 겔화를 정지시키는 단계; 및
B) 상기 겔화가 정지된 회수된 졸을 촉매화된 졸의 제조 단계에 재사용하는 단계를 포함하고,
상기 단계 B)를 통해 제조된 촉매화된 졸은 상기 겔화가 정지된 회수된 졸을 5 내지 50 중량% 포함하는 에어로겔 블랭킷 제조방법.
상기 단계 A)에서 용매의 투입은 상기 회수된 졸의 점도가 2 내지 10 cp일 때 이루어지는 에어로겔 블랭킷 제조방법.
상기 단계 A)의 희석을 통하여 회수된 졸은 1 cp 내지 5 cp의 점도를 가지는 에어로겔 블랭킷 제조방법.
상기 단계 B)를 통해 제조된 촉매화된 졸은 상기 겔화가 정지된 회수된 졸을 7 내지 40 중량% 포함하는 에어로겔 블랭킷 제조방법
상기 촉매화된 졸은 블랭킷용 기재 부피 기준으로 100% 내지 170%의 부피가 되도록 투입되는 에어로겔 블랭킷 제조방법.
상기 단계 1)의 완료 이전에 상기 단계 2)의 수행이 시작되는 에어로겔 블랭킷 제조방법.
3) 상기 겔화된 습윤겔-블랭킷 복합체를 숙성하는 단계, 및
4) 상기 겔화된 습윤겔-블랭킷 복합체를 표면 개질하는 단계를 더 포함하는 에어로겔 블랭킷 제조방법.
5) 상기 습윤겔 블랭킷을 건조하는 단계를 더 포함하며,
상기 건조는 초임계 건조, 또는 1±0.3 atm 압력 및 70℃ 내지 200℃의 온도에서의 상압 건조 공정에 의해 수행되는 에어로겔 블랭킷 제조방법.
상기 단계 1)에서 함침은 상기 블랭킷용 기재가 회전하면서 수행되는 것인 에어로겔 블랭킷 제조방법.
상기 블랭킷용 기재의 회전은 1 rpm 내지 300 rpm의 회전 속도를 가지는 에어로겔 블랭킷 제조방법.
상기 단계 1)은,
상기 블랭킷용 기재를 보빈에 감은 상태로 반응 용기에 투입한 후,
상기 보빈을 회전시켜 상기 블랭킷용 기재를 회전시키며 상기 촉매화된 졸을 함침시키는 과정에 의해 수행되는 에어로겔 블랭킷 제조방법.
상기 단계 1)은 반응 용기에 블랭킷용 기재를 투입한 후 촉매화된 졸을 투입하는 방법, 반응 용기에 촉매화된 졸을 투입한 후 블랭킷용 기재를 투입하는 방법 및 반응 용기에 촉매화된 졸을 투입하면서 블랭킷용 기재를 투입하는 방법 중 어느 하나의 방법에 의해 수행되는 에어로겔 블랭킷 제조방법.
상기 단계 2)에서 겔화는 상기 촉매화된 졸이 함침된 블랭킷용 기재를 회전시키며 이루어지는 에어로겔 블랭킷 제조방법.
상기 단계 B)에서 제조된 촉매화된 졸을 별도의 블랭킷용 기재에 함침시키고,
상기 촉매화된 졸이 함침된 블랭킷용 기재를 회전시키며 겔화시키는 단계를 추가로 포함하는 에어로겔 블랭킷 제조방법.
상기 숙성 및 표면 개질은 상기 단계 2)에서 제조된 습윤겔-블랭킷 복합체가 회전하면서 수행되는 에어로겔 블랭킷 제조방법.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR20190109158 | 2019-09-03 | ||
| KR1020190109158 | 2019-09-03 | ||
| KR1020190121147 | 2019-09-30 | ||
| KR20190121147 | 2019-09-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20210028131A true KR20210028131A (ko) | 2021-03-11 |
| KR102583201B1 KR102583201B1 (ko) | 2023-09-27 |
Family
ID=74852122
Family Applications (5)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020200084762A Active KR102581268B1 (ko) | 2019-09-03 | 2020-07-09 | 에어로겔 블랭킷 제조방법 |
| KR1020200087640A Pending KR20210028083A (ko) | 2019-09-03 | 2020-07-15 | 에어로겔 블랭킷 |
| KR1020200112389A Active KR102583201B1 (ko) | 2019-09-03 | 2020-09-03 | 에어로겔 블랭킷 제조방법 |
| KR1020200112391A Active KR102574283B1 (ko) | 2019-09-03 | 2020-09-03 | 에어로겔 블랭킷 |
| KR1020200112037A Active KR102622331B1 (ko) | 2019-09-03 | 2020-09-03 | 에어로겔 블랭킷 및 이의 제조방법 |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020200084762A Active KR102581268B1 (ko) | 2019-09-03 | 2020-07-09 | 에어로겔 블랭킷 제조방법 |
| KR1020200087640A Pending KR20210028083A (ko) | 2019-09-03 | 2020-07-15 | 에어로겔 블랭킷 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020200112391A Active KR102574283B1 (ko) | 2019-09-03 | 2020-09-03 | 에어로겔 블랭킷 |
| KR1020200112037A Active KR102622331B1 (ko) | 2019-09-03 | 2020-09-03 | 에어로겔 블랭킷 및 이의 제조방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (4) | US12097478B2 (ko) |
| EP (3) | EP3901093B1 (ko) |
| JP (3) | JP7209852B2 (ko) |
| KR (5) | KR102581268B1 (ko) |
| CN (3) | CN113423676B (ko) |
| WO (2) | WO2021045514A1 (ko) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113226677A (zh) | 2019-09-03 | 2021-08-06 | 株式会社Lg化学 | 用于制备气凝胶毡的装置和方法 |
| CN114007999A (zh) | 2019-09-03 | 2022-02-01 | 株式会社Lg化学 | 气凝胶毡 |
| KR102581268B1 (ko) | 2019-09-03 | 2023-09-22 | 주식회사 엘지화학 | 에어로겔 블랭킷 제조방법 |
| CN114736400B (zh) * | 2022-05-20 | 2024-02-02 | 武汉理工大学 | 一种可陶瓷化酚醛气凝胶及其制备方法 |
| CN115716758B (zh) * | 2022-10-26 | 2023-08-01 | 江苏脒诺甫纳米材料有限公司 | 一种硅基陶瓷气凝胶制备工艺 |
| JP2026504832A (ja) * | 2023-04-18 | 2026-02-10 | エルジー・ケム・リミテッド | 湿潤ゲルブランケットを含む熱制御部材 |
| CN118851715A (zh) * | 2023-04-26 | 2024-10-29 | 欧文斯科宁知识产权资产有限公司 | 气凝胶隔热毡、其制备系统、以及其制备方法 |
| CN117552201A (zh) * | 2023-11-10 | 2024-02-13 | 广东埃力生科技股份有限公司 | 气凝胶毡的制备系统及制备方法 |
| KR20250144820A (ko) | 2024-03-27 | 2025-10-13 | 주식회사 엘지화학 | 에어로겔 복합체 |
| KR20250144821A (ko) * | 2024-03-27 | 2025-10-13 | 주식회사 엘지화학 | 에어로겔 복합체 |
| US12479734B2 (en) | 2024-05-02 | 2025-11-25 | Lg Chem, Ltd. | Aerogel composite |
| US12606446B2 (en) * | 2024-05-16 | 2026-04-21 | Lg Chem, Ltd. | Aerogel composite |
| US12551859B1 (en) | 2025-01-13 | 2026-02-17 | Lg Chem, Ltd. | Aerogel composite |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101176137B1 (ko) * | 2012-04-03 | 2012-08-22 | 주식회사 동양 | 소수성 실리카 에어로겔을 함유하는 단열패딩 제조시스템 및 단열패딩 제조방법 |
| CN103910516A (zh) | 2012-12-31 | 2014-07-09 | 上海新安纳电子科技有限公司 | 一种废弃硅溶胶回收再利用的方法 |
| JP2014173222A (ja) * | 2013-03-12 | 2014-09-22 | Ykk Corp | 染色機 |
| KR20180029235A (ko) * | 2015-07-15 | 2018-03-20 | 인터내셔날 애드밴스드 리서치 센터 폴 파우더 메탈러지 앤드 뉴 머테리얼스 (에이알씨아이) | 효율이 향상된 실리카 에어로겔 단열 제품을 생산하기 위한 개선된 공정 |
Family Cites Families (92)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1131270A (en) | 1914-01-07 | 1915-03-09 | Howard L Quick | Method of treating fabrics. |
| JPH0196024A (ja) * | 1987-10-08 | 1989-04-14 | Seiko Epson Corp | ガラスの製造方法 |
| WO1993016125A1 (en) | 1992-02-18 | 1993-08-19 | Matsushita Electric Works, Ltd. | Process for producing hydrophobic aerogel |
| JPH06191822A (ja) * | 1992-12-22 | 1994-07-12 | Matsushita Electric Works Ltd | エアロゲル複合材料の製造方法 |
| DE4430642A1 (de) | 1994-08-29 | 1996-03-07 | Hoechst Ag | Aerogel- und Xerogelverbundstoffe, Verfahren zu ihrer Herstellung sowie ihre Verwendung |
| AU7720596A (en) | 1995-11-09 | 1997-05-29 | Aspen Systems, Inc. | Flexible aerogel superinsulation and its manufacture |
| DE19648798C2 (de) | 1996-11-26 | 1998-11-19 | Hoechst Ag | Verfahren zur Herstellung von organisch modifizierten Aerogelen durch Oberflächenmodifikation des wäßrigen Gels (ohne vorherigen Lösungsmitteltausch) und anschließender Trocknung |
| ITNO990004A1 (it) | 1999-03-08 | 2000-09-08 | Gel Design And Engineering S R | Processo sol-gel per la produzione di manufatti contenenti e aderentiad un inserto cilindrico incomprimibile e manufatti cosi' ottenuti. |
| JP3792438B2 (ja) | 1999-06-23 | 2006-07-05 | 株式会社神戸製鋼所 | エアロゲル膜の製造方法及び製造装置 |
| JP2001072408A (ja) | 1999-08-30 | 2001-03-21 | Matsushita Electric Works Ltd | シリカエアロゲル及びその製造方法 |
| KR100385289B1 (ko) | 2000-07-14 | 2003-05-23 | 메카텍스 (주) | 투과 가열에 의한 회로소자의 유리기판상 접합 및 탈착 방법과 그것을 위한 접합 패드 |
| PL3120983T5 (pl) | 2003-06-24 | 2024-04-22 | Aspen Aerogels, Inc. | Ciągły arkusz materiału żelowego oraz ciągły arkusz materiału aerożelowego |
| WO2006074463A2 (en) * | 2005-01-10 | 2006-07-13 | Aspen Aerogels, Inc. | Flexible, compression resistant and highly insulating systems |
| PT1700831E (pt) | 2005-03-09 | 2008-01-24 | Gegussa Novara Technology Spa | Processo para a produção de monólitos por meio do processo sol-gel |
| WO2007126410A2 (en) * | 2005-06-20 | 2007-11-08 | Aspen Aerogels Inc. | Hybrid organic-inorganic materials and methods of preparing the same |
| KR100710887B1 (ko) | 2006-04-21 | 2007-04-27 | 요업기술원 | 에어로젤 블랑켓트의 제조 방법 |
| KR20070114668A (ko) | 2006-05-29 | 2007-12-04 | 한국생산기술연구원 | 에폭시로 개질된 에어로겔 및 그 제조방법 |
| KR100831877B1 (ko) | 2007-02-27 | 2008-05-23 | 한국에너지기술연구원 | 대기압하에서 실리카 에어로겔 모노리스의 제조방법 |
| KR101079308B1 (ko) | 2008-11-12 | 2011-11-04 | 한국세라믹기술원 | 에어로젤 블랑켓의 제조방법 |
| KR101047965B1 (ko) | 2009-06-11 | 2011-07-12 | 한국에너지기술연구원 | 에어로겔 매트, 이의 제조방법 및 제조장치 |
| CN101698583B (zh) | 2009-11-13 | 2012-08-22 | 航天特种材料及工艺技术研究所 | 一种多组元气凝胶复合材料及其制备方法 |
| KR101193987B1 (ko) | 2010-01-11 | 2012-10-24 | 한국과학기술연구원 | 고단열 에어로젤 함침 섬유의 제조 방법 |
| KR20110087966A (ko) * | 2010-01-28 | 2011-08-03 | 김철수 | 미립 천매암 분말을 이용한 수지 조성물 |
| JP2011190136A (ja) | 2010-03-12 | 2011-09-29 | Asahi Kagaku Kk | エアロゲルシート製造装置 |
| WO2011143148A1 (en) | 2010-05-11 | 2011-11-17 | Sanofi | Substituted n-heteroaryl spirolactam bipyrrolidines, preparation and therapeutic use thereof |
| KR101147494B1 (ko) | 2010-05-14 | 2012-05-21 | 주식회사 화인텍 | 소수성 실리카 에어로젤의 제조방법 및 그 제조방법에 의해 제조된 소수성 실리카 에어로젤 |
| KR101147495B1 (ko) | 2010-05-17 | 2012-05-21 | 주식회사 화인텍 | 소수성 실리카 에어로젤 복합체의 제조방법 |
| US9073759B2 (en) * | 2010-08-10 | 2015-07-07 | Massachusetts Institute Of Technology | Silica aerogels and their preparation |
| KR20120070948A (ko) | 2010-12-22 | 2012-07-02 | 주식회사 화인텍 | 단열 성능을 지닌 소수성 실리카 에어로젤 분말의 제조방법 |
| WO2014004366A1 (en) * | 2012-06-26 | 2014-01-03 | Cabot Corporation | Flexible insulating structures and methods of making and using same |
| KR101498562B1 (ko) | 2013-04-04 | 2015-03-04 | 주식회사 아담스컴퍼니 | 실리카 에어로겔 분말 제조방법 |
| CA2961772C (en) | 2014-10-03 | 2019-06-18 | Aspen Aerogels, Inc. | Improved hydrophobic aerogel materials |
| KR101789371B1 (ko) * | 2015-02-13 | 2017-10-23 | 주식회사 엘지화학 | 실리카 에어로겔 함유 블랑켓의 제조방법 및 이에 따라 제조된 실리카 에어로겔 함유 블랑켓 |
| KR20160101330A (ko) | 2015-02-16 | 2016-08-25 | 알이엠텍 주식회사 | 미세 분말 함침 부직포 및 이의 제조 방법 |
| KR102023531B1 (ko) | 2015-04-07 | 2019-09-24 | 주식회사 엘지화학 | 에어로겔 함유 조성물 및 이를 이용하여 제조된 단열 블랑켓 |
| KR101748527B1 (ko) | 2015-04-14 | 2017-06-19 | 주식회사 엘지화학 | 실리카 에어로겔 포함 블랑켓의 제조방법 및 이에 따라 제조된 실리카 에어로겔 포함 블랑켓 |
| DE102015207939A1 (de) * | 2015-04-29 | 2016-11-03 | Wacker Chemie Ag | Verfahren zur Herstellung organisch modifizierter Aerogele |
| CN107849287A (zh) | 2015-07-15 | 2018-03-27 | 日立化成株式会社 | 气凝胶复合材料 |
| JP6611916B2 (ja) * | 2015-09-10 | 2019-11-27 | エルジー・ケム・リミテッド | シリカエアロゲルを含むブランケット及びこの製造方法 |
| KR101774140B1 (ko) * | 2016-01-19 | 2017-09-01 | 주식회사 엘지화학 | 에어로겔 시트의 제조방법 및 장치 |
| KR101748532B1 (ko) * | 2016-01-19 | 2017-06-19 | 주식회사 엘지화학 | 에어로겔 시트의 제조방법 및 장치 |
| US11072145B2 (en) * | 2016-01-27 | 2021-07-27 | Aspen Aerogels, Inc. | Laminates comprising reinforced aerogel composites |
| CN105597635A (zh) | 2016-01-29 | 2016-05-25 | 卓达新材料科技集团有限公司 | 一种毛毡/硅铝气凝胶复合保温板的常压干燥方法 |
| CN105664809A (zh) | 2016-01-29 | 2016-06-15 | 卓达新材料科技集团有限公司 | 一种毛毡/硅铝气凝胶复合保温板的超临界干燥方法 |
| KR101654795B1 (ko) | 2016-02-05 | 2016-09-06 | 김현철 | 고단열 에어로겔 함침 매트의 제조 방법 |
| KR101966358B1 (ko) | 2016-02-16 | 2019-04-08 | 주식회사 엘지화학 | 에어로겔 시트의 제조방법 및 장치 |
| KR101953347B1 (ko) | 2016-02-16 | 2019-05-22 | 주식회사 엘지화학 | 에어로겔 시트용 제조기 |
| KR101962207B1 (ko) | 2016-02-17 | 2019-03-27 | 주식회사 엘지화학 | 에어로겔 시트를 포함하는 복합시트 제조방법 및 제조장치 |
| KR101962206B1 (ko) | 2016-02-19 | 2019-03-27 | 주식회사 엘지화학 | 에어로겔 시트를 포함하는 복합시트 제조방법 및 제조장치 |
| KR101968648B1 (ko) | 2016-02-19 | 2019-04-12 | 주식회사 엘지화학 | 에어로겔 시트의 제조방법 및 장치 |
| KR101953349B1 (ko) | 2016-02-22 | 2019-02-28 | 주식회사 엘지화학 | 에어로겔 시트용 제조장치 |
| WO2017145359A1 (ja) * | 2016-02-26 | 2017-08-31 | ニチアス株式会社 | 複合体及びその製造方法、筒状体 |
| KR101955184B1 (ko) | 2016-03-28 | 2019-03-08 | 주식회사 엘지화학 | 저분진 고단열 에어로겔 블랭킷의 제조방법 |
| WO2017171217A1 (ko) | 2016-03-28 | 2017-10-05 | 주식회사 엘지화학 | 저분진 고단열 에어로겔 블랭킷의 제조방법 |
| KR102675444B1 (ko) | 2016-03-29 | 2024-06-13 | 가부시끼가이샤 레조낙 | 에어로겔 복합체 파우더의 제조 방법 |
| KR102113324B1 (ko) | 2016-09-23 | 2020-05-20 | 주식회사 엘지화학 | 초고온용 실리카 에어로겔 블랭킷, 이의 제조방법 및 이의 시공방법 |
| CN106630930B (zh) | 2016-09-28 | 2019-01-25 | 泰州浩纳新材料科技有限公司 | 一种连续制备气凝胶保温隔热毡的方法 |
| KR20190065325A (ko) | 2016-09-30 | 2019-06-11 | 히타치가세이가부시끼가이샤 | 에어로겔 복합체의 제조 방법, 에어로겔 복합체 및 피단열체 |
| CN106830878B (zh) | 2017-01-18 | 2018-04-06 | 加新科技(深圳)有限公司 | 一种超疏水性硅铝锆复合材料及其制备方法 |
| CN108689678B (zh) | 2017-04-10 | 2020-04-07 | 航天海鹰(镇江)特种材料有限公司 | 一种表面无气凝胶大颗粒附着的纤维增强气凝胶毡及其制备方法 |
| CN107129262A (zh) | 2017-04-10 | 2017-09-05 | 航天海鹰(镇江)特种材料有限公司 | 一种超薄气凝胶复合材料及其制备方法 |
| CN108658573B (zh) | 2017-04-25 | 2021-04-30 | 天津唯元科技发展有限公司 | 一种防脱粉气凝胶复合保温毡 |
| KR102148388B1 (ko) | 2017-05-12 | 2020-08-26 | 주식회사 엘지화학 | 실리카 에어로겔 블랭킷의 제조방법 및 이로 제조된 실리카 에어로겔 블랭킷 |
| CN107034678B (zh) | 2017-05-15 | 2019-05-10 | 爱彼爱和新材料有限公司 | 一种聚氨酯与二氧化硅气凝胶复合绝热材料及制备方法 |
| JP7119292B2 (ja) | 2017-06-06 | 2022-08-17 | 昭和電工マテリアルズ株式会社 | エアロゲル入り梱包体及びエアロゲル入り梱包体の製造方法 |
| KR102369331B1 (ko) | 2017-07-14 | 2022-03-03 | 주식회사 엘지화학 | 소수성 실리카 에어로겔 제조방법 |
| CN207310663U (zh) | 2017-08-17 | 2018-05-04 | 江苏泛亚微透科技股份有限公司 | 一种二氧化硅气凝胶隔热毡 |
| KR102377622B1 (ko) | 2017-08-24 | 2022-03-24 | 주식회사 엘지화학 | 실리카 에어로겔 블랑켓 제조방법 및 이의 제조장치 |
| CN107523275B (zh) | 2017-08-25 | 2020-05-19 | 北京科技大学 | 一种柔性二氧化硅气凝胶基相变复合材料的制备方法 |
| KR102193438B1 (ko) | 2017-11-16 | 2020-12-21 | 주식회사 엘지화학 | 저분진 실리카 에어로겔 블랭킷 및 이의 제조방법 |
| KR101911188B1 (ko) | 2017-11-28 | 2018-10-23 | 주식회사 엘지화학 | 에어로겔을 포함한 복합 단열 시트 |
| KR102231590B1 (ko) | 2017-11-30 | 2021-03-23 | (주)엘지하우시스 | 에어로겔 블랑켓의 제조방법 및 생산된 에어로겔 블랑켓 |
| CN107930979B (zh) | 2017-12-04 | 2018-12-11 | 航天建筑设计研究院有限公司 | 一种浸胶设备及其方法 |
| KR102037425B1 (ko) | 2017-12-27 | 2019-10-28 | 에스케이씨 주식회사 | 에어로겔 복합체 제조방법 및 이를 위한 제조장치 |
| CN108383129A (zh) | 2018-01-30 | 2018-08-10 | 南京工业大学 | 一种柔性疏水氧化硅气凝胶的制备方法 |
| KR102321262B1 (ko) | 2018-02-14 | 2021-11-03 | 주식회사 엘지화학 | 소수성의 실리카 에어로겔 과립의 제조방법 |
| KR20190109158A (ko) | 2018-03-16 | 2019-09-25 | 최용식 | 소음 저감 기능을 갖는 황토패널의 제조장치 및 상기 제조장치에 의해서 제조되는 황토패널 |
| CN108585762A (zh) | 2018-05-30 | 2018-09-28 | 巩义市泛锐熠辉复合材料有限公司 | 隔热保温二氧化硅气凝胶毡的制备方法 |
| CN108821741A (zh) | 2018-07-27 | 2018-11-16 | 徐渊 | 一种气凝胶毡的制备方法 |
| KR102194707B1 (ko) | 2018-08-16 | 2020-12-23 | 삼성전기주식회사 | 전자 부품 |
| US11866324B2 (en) | 2018-11-27 | 2024-01-09 | Lg Chem, Ltd. | Method for manufacturing aerogel blanket |
| EP3778483B1 (en) | 2018-12-13 | 2024-07-31 | Lg Chem, Ltd. | Aerogel blanket manufacturing method |
| CN109437832A (zh) * | 2018-12-18 | 2019-03-08 | 贵州航天乌江机电设备有限责任公司 | 一种自疏水型二氧化硅气凝胶复合材料的制备方法 |
| KR102559049B1 (ko) | 2018-12-20 | 2023-07-25 | 주식회사 엘지화학 | 실리카 에어로겔 블랭킷의 제조방법 |
| KR102555087B1 (ko) * | 2019-09-03 | 2023-07-17 | 주식회사 엘지화학 | 에어로겔 블랭킷 |
| KR102581268B1 (ko) * | 2019-09-03 | 2023-09-22 | 주식회사 엘지화학 | 에어로겔 블랭킷 제조방법 |
| WO2021045483A1 (ko) | 2019-09-03 | 2021-03-11 | 주식회사 엘지화학 | 에어로겔 블랭킷 제조방법 |
| CN114007999A (zh) * | 2019-09-03 | 2022-02-01 | 株式会社Lg化学 | 气凝胶毡 |
| KR102701498B1 (ko) | 2019-09-18 | 2024-09-03 | 주식회사 엘지화학 | 에어로겔 블랑켓 및 이의 제조방법 |
| CN110615663B (zh) | 2019-09-29 | 2022-04-26 | 北京林业大学 | 一种实木纤维/SiO2气凝胶复合保温材料及制备方法 |
| JP7322156B2 (ja) * | 2019-09-30 | 2023-08-07 | エルジー・ケム・リミテッド | シリカゾル、これを用いて製造したシリカエアロゲルブランケットおよびその製造方法 |
| CN111925186B (zh) | 2020-07-11 | 2022-03-11 | 巩义市泛锐熠辉复合材料有限公司 | 一种硅酸铝纤维增强气凝胶毡的制备方法及浸胶反应釜 |
-
2020
- 2020-07-09 KR KR1020200084762A patent/KR102581268B1/ko active Active
- 2020-07-15 KR KR1020200087640A patent/KR20210028083A/ko active Pending
- 2020-09-01 US US17/425,906 patent/US12097478B2/en active Active
- 2020-09-01 EP EP20860338.1A patent/EP3901093B1/en active Active
- 2020-09-01 JP JP2021543248A patent/JP7209852B2/ja active Active
- 2020-09-01 CN CN202080012559.XA patent/CN113423676B/zh active Active
- 2020-09-03 US US17/614,164 patent/US12090460B2/en active Active
- 2020-09-03 WO PCT/KR2020/011808 patent/WO2021045514A1/ko not_active Ceased
- 2020-09-03 JP JP2022504203A patent/JP7320664B2/ja active Active
- 2020-09-03 KR KR1020200112389A patent/KR102583201B1/ko active Active
- 2020-09-03 WO PCT/KR2020/011859 patent/WO2021045528A1/ko not_active Ceased
- 2020-09-03 CN CN202080037036.0A patent/CN113853361B/zh active Active
- 2020-09-03 EP EP20859770.8A patent/EP4026802B1/en active Active
- 2020-09-03 JP JP2021543412A patent/JP7229371B2/ja active Active
- 2020-09-03 EP EP20860342.3A patent/EP3901094B1/en active Active
- 2020-09-03 US US17/429,116 patent/US12186721B2/en active Active
- 2020-09-03 KR KR1020200112391A patent/KR102574283B1/ko active Active
- 2020-09-03 KR KR1020200112037A patent/KR102622331B1/ko active Active
- 2020-09-03 CN CN202080012733.0A patent/CN113423677B/zh active Active
-
2024
- 2024-11-11 US US18/943,747 patent/US20250065288A1/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101176137B1 (ko) * | 2012-04-03 | 2012-08-22 | 주식회사 동양 | 소수성 실리카 에어로겔을 함유하는 단열패딩 제조시스템 및 단열패딩 제조방법 |
| CN103910516A (zh) | 2012-12-31 | 2014-07-09 | 上海新安纳电子科技有限公司 | 一种废弃硅溶胶回收再利用的方法 |
| JP2014173222A (ja) * | 2013-03-12 | 2014-09-22 | Ykk Corp | 染色機 |
| KR20180029235A (ko) * | 2015-07-15 | 2018-03-20 | 인터내셔날 애드밴스드 리서치 센터 폴 파우더 메탈러지 앤드 뉴 머테리얼스 (에이알씨아이) | 효율이 향상된 실리카 에어로겔 단열 제품을 생산하기 위한 개선된 공정 |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102583201B1 (ko) | 에어로겔 블랭킷 제조방법 | |
| CN112119036B (zh) | 气凝胶毡的制造方法 | |
| KR102555087B1 (ko) | 에어로겔 블랭킷 | |
| EP4026803B1 (en) | Aerogel blanket | |
| KR20220053213A (ko) | 에어로겔 블랭킷의 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |