KR20210077460A - 원통형 전지 및 원통형 전지 제조 방법 - Google Patents
원통형 전지 및 원통형 전지 제조 방법 Download PDFInfo
- Publication number
- KR20210077460A KR20210077460A KR1020190169124A KR20190169124A KR20210077460A KR 20210077460 A KR20210077460 A KR 20210077460A KR 1020190169124 A KR1020190169124 A KR 1020190169124A KR 20190169124 A KR20190169124 A KR 20190169124A KR 20210077460 A KR20210077460 A KR 20210077460A
- Authority
- KR
- South Korea
- Prior art keywords
- heat
- cylindrical battery
- shrinkable
- insulating member
- resistant
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/572—Means for preventing undesired use or discharge
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/60—Heating or cooling; Temperature control
- H01M10/65—Means for temperature control structurally associated with the cells
- H01M10/658—Means for temperature control structurally associated with the cells by thermal insulation or shielding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0422—Cells or battery with cylindrical casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0431—Cells with wound or folded electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/049—Processes for forming or storing electrodes in the battery container
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/528—Fixed electrical connections, i.e. not intended for disconnection
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/536—Electrode connections inside a battery casing characterised by the method of fixing the leads to the electrodes, e.g. by welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/538—Connection of several leads or tabs of wound or folded electrode stacks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
- H01M50/566—Terminals characterised by their manufacturing process by welding, soldering or brazing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2200/00—Safety devices for primary or secondary batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2200/00—Safety devices for primary or secondary batteries
- H01M2200/10—Temperature sensitive devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/107—Primary casings; Jackets or wrappings characterised by their shape or physical structure having curved cross-section, e.g. round or elliptic
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Secondary Cells (AREA)
Abstract
Description
도 2는 두 개의 양극 탭을 가진 원통형 전지를 나타낸 단면 모식도이다.
도 3은 본 발명의 일 실시예에 따른 원통형 전지를 나타낸 단면 모식도이다.
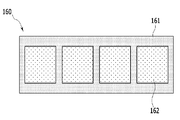
도 4는 도 3의 절연 부재가 열 수축되기 전에 펼쳐져 있는 것을 나타낸 평면 모식도이다.
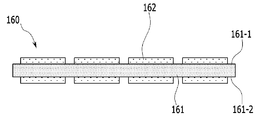
도 5는 도 4의 절연 부재를 나타낸 측면 모식도이다.
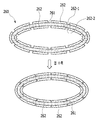
도 6은 도 4의 절연 부재가 열 수축되는 것을 나타낸 평면 모식도이다.
도 7은 본 발명의 다른 일 실시예에 따른 절연 부재를 나타낸 단면 모식도이다.
Claims (15)
- 둘 이상의 양극 탭들; 및
상기 양극 탭들의 용접 부위에 형성된 절연 부재;
를 포함하고,
상기 절연 부재는 열 수축 부재와 내열 부재를 포함하고, 상기 내열 부재는 상기 열 수축 부재의 적어도 일면에 형성되는 원통형 전지. - 제1항에 있어서,
상기 내열 부재는 무기물을 포함하는 원통형 전지. - 제2항에 있어서,
상기 무기물은 베타 알루미나(β-Al2O3)를 포함하는 원통형 전지. - 제2항에 있어서,
상기 내열 부재는 상기 무기물이 포함된 슬러리가 상기 열 수축 부재에 코팅된 구조인 원통형 전지. - 제1항에 있어서,
상기 내열 부재는 PVDF-HFP(POLYVINYLIDENE FLUORIDE-CO-HEXAFLUOROPROPYLENE) 고분자 접착층인 원통형 전지. - 제1항에 있어서,
상기 내열 부재는 상기 열 수축 부재의 서로 대응하는 양면에 각각 형성된 원통형 전지. - 제2항에 있어서,
상기 열 수축 부재는 폴리에틸렌 테레프탈레이트(POLYETHYLENE TEREPHTHALATE), 폴리에틸렌 나프탈레이트(POLYETHYLENE NAPHTHALATE), 폴리이미드(POLYIMIDE) 및 폴리에틸렌이민(POLYETHYLENEIMINE) 중 하나 또는 하나 이상의 혼합물인 원통형 전지. - 제1항에 있어서,
상기 열 수축 부재에서 상기 내열 부재가 형성된 부위는 열 수축되지 않는 원통형 전지. - 제1항에 있어서,
상기 열 수축 부재가 열 수축할 때의 수축력에 의해서 상기 절연 부재가 상기 양극 탭들의 상기 용접 부위에 고정되는 원통형 전지. - 제1항에 있어서,
상기 절연 부재가 열 수축이 완료되었을 때 상기 절연 부재의 크기는 상기 내열 부재의 크기와 같거나 큰 원통형 전지. - 제1항에 있어서,
상기 내열 부재는 상기 절연 부재의 내부 중앙에 위치하는 원통형 전지. - 제1항에 있어서,
상기 열 수축 부재에는 다수의 상기 내열 부재가 일정한 간격으로 형성된 원통형 전지. - 둘 이상의 양극 탭들이 형성된 젤리-롤형 전극 조립체를 제조하는 단계;
상기 양극 탭들을 용접하여 서로 연결하는 단계;
상기 양극 탭들이 용접된 부위에 절연 부재를 위치하는 단계; 및
상기 절연 부재에 열을 가하여 상기 절연 부재를 열 수축시키는 단계;
를 포함하고,
상기 절연 부재는 열 수축 부재와 내열 부재를 포함하고, 상기 내열 부재는 상기 열 수축 부재의 적어도 일면에 형성된 원통형 전지 제조 방법. - 제13항에 있어서,
상기 내열 부재는 무기물 슬러리가 상기 열 수축 부재에 도포된 상태에서 건조되는 원통형 전지 제조 방법. - 제13항에 있어서,
상기 양극 탭들이 용접된 부위에 상기 절연 부재를 위치하는 단계에서 상기 절연 부재는 링 형상이고, 상기 절연 부재가 상기 용접 부위를 감싸는 구조로 상기 용접 부위에 끼워지는 원통형 전지 제조 방법.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190169124A KR20210077460A (ko) | 2019-12-17 | 2019-12-17 | 원통형 전지 및 원통형 전지 제조 방법 |
| PCT/KR2020/016326 WO2021125585A1 (ko) | 2019-12-17 | 2020-11-19 | 원통형 전지 및 원통형 전지 제조 방법 |
| CN202080080781.3A CN114730975B (zh) | 2019-12-17 | 2020-11-19 | 圆柱形电池及用于制造圆柱形电池的方法 |
| US17/779,207 US20220407141A1 (en) | 2019-12-17 | 2020-11-19 | Cylindrical battery and method for manufacturing the same |
| EP20902171.6A EP4047738A4 (en) | 2019-12-17 | 2020-11-19 | CYLINDRICAL BATTERY AND METHOD OF MAKING A CYLINDRICAL BATTERY |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190169124A KR20210077460A (ko) | 2019-12-17 | 2019-12-17 | 원통형 전지 및 원통형 전지 제조 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20210077460A true KR20210077460A (ko) | 2021-06-25 |
Family
ID=76476619
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190169124A Pending KR20210077460A (ko) | 2019-12-17 | 2019-12-17 | 원통형 전지 및 원통형 전지 제조 방법 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220407141A1 (ko) |
| EP (1) | EP4047738A4 (ko) |
| KR (1) | KR20210077460A (ko) |
| CN (1) | CN114730975B (ko) |
| WO (1) | WO2021125585A1 (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117996380B (zh) * | 2024-04-07 | 2024-07-26 | 深圳市华美兴泰科技股份有限公司 | 一种1.5v锂电池及其制造方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3906519B2 (ja) * | 1997-04-30 | 2007-04-18 | 宇部興産株式会社 | 電池用電極とこれを用いた電池 |
| JPH11135110A (ja) * | 1997-10-29 | 1999-05-21 | Matsushita Electric Ind Co Ltd | 渦巻状電極を備えた電池 |
| KR100561303B1 (ko) * | 2004-09-22 | 2006-03-15 | 삼성에스디아이 주식회사 | 파우치형 리튬 이차전지 |
| JP2009054296A (ja) * | 2007-08-23 | 2009-03-12 | Toshiba Corp | 非水電解質電池 |
| KR101636393B1 (ko) * | 2012-11-30 | 2016-07-05 | 주식회사 엘지화학 | 가스 배출성이 개선된 전기화학소자용 기재, 그의 제조방법 및 그를 포함하는 전기화학소자 |
| KR20130114022A (ko) * | 2013-08-23 | 2013-10-16 | 주식회사 엘지화학 | 탭 보호필름을 포함하는 이차전지 |
| KR101792605B1 (ko) * | 2014-12-08 | 2017-11-01 | 주식회사 엘지화학 | 전극 탭-리드 결합부에 형성된 밀봉부재를 포함하는 이차전지 |
| KR102604599B1 (ko) * | 2015-04-02 | 2023-11-22 | 에스케이이노베이션 주식회사 | 리튬 이차전지용 복합 분리막 및 이의 제조방법 |
| JP6861368B2 (ja) * | 2015-08-31 | 2021-04-21 | パナソニックIpマネジメント株式会社 | 非水電解質二次電池 |
| CN108886130A (zh) * | 2016-03-24 | 2018-11-23 | 三洋电机株式会社 | 非水电解质二次电池 |
| KR102139065B1 (ko) * | 2017-02-13 | 2020-07-29 | 주식회사 엘지화학 | 무기물 코팅부를 포함하고 있는 원통형 전지셀 |
| CN108123089A (zh) * | 2017-12-12 | 2018-06-05 | 上海恩捷新材料科技股份有限公司 | 隔离膜及电化学装置 |
| KR102659830B1 (ko) * | 2018-01-09 | 2024-04-23 | 삼성에스디아이 주식회사 | 이차 전지 및 그 제조 방법 |
| US12555878B2 (en) * | 2019-03-04 | 2026-02-17 | Panasonic Intellectual Property Management Co., Ltd. | Secondary battery and insulating member |
-
2019
- 2019-12-17 KR KR1020190169124A patent/KR20210077460A/ko active Pending
-
2020
- 2020-11-19 EP EP20902171.6A patent/EP4047738A4/en active Pending
- 2020-11-19 US US17/779,207 patent/US20220407141A1/en active Pending
- 2020-11-19 WO PCT/KR2020/016326 patent/WO2021125585A1/ko not_active Ceased
- 2020-11-19 CN CN202080080781.3A patent/CN114730975B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN114730975B (zh) | 2025-04-25 |
| US20220407141A1 (en) | 2022-12-22 |
| CN114730975A (zh) | 2022-07-08 |
| WO2021125585A1 (ko) | 2021-06-24 |
| EP4047738A4 (en) | 2023-07-12 |
| EP4047738A1 (en) | 2022-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11437683B2 (en) | Battery cell of venting structure using taping | |
| KR102152143B1 (ko) | 전극판의 경계 부위에 절연 보강부가 형성된 분리막을 포함하는 전극조립체 | |
| KR100944987B1 (ko) | 신규한 실링부 구조를 포함하는 이차전지 | |
| US8455123B2 (en) | Safety switch using heat shrinkage tube and secondary battery including the same | |
| KR102941255B1 (ko) | 파우치형 이차 전지 및 이를 포함하는 전지 모듈 | |
| KR102455141B1 (ko) | 이차 전지용 배터리 셀의 전극 조립체 제조 방법 | |
| KR102886267B1 (ko) | 단선 방지층을 포함하는 전극 조립체 및 이의 제조방법 | |
| KR102186737B1 (ko) | 보호 부재를 포함하고 있는 전지셀 | |
| KR102108113B1 (ko) | 외주변이 절곡된 분리막을 포함하는 전극조립체 | |
| KR102074995B1 (ko) | 전극단자에 대해 향상된 설계 자유도를 가지는 전지셀 | |
| KR101650860B1 (ko) | 분리막의 열 수축성이 억제된 전지셀 | |
| KR20150038945A (ko) | 분리막의 열 수축성이 억제된 전지셀 | |
| KR101849990B1 (ko) | 분리막의 열 수축성이 억제된 전지셀 | |
| KR101261243B1 (ko) | 변형된 구조의 보호테이프를 포함하는 전지셀 및 이를 포함하고 있는 전지모듈 | |
| KR20150072236A (ko) | 테라스 실링부를 포함하는 파우치의 패키징 구조 및 그 방법 | |
| KR20210077460A (ko) | 원통형 전지 및 원통형 전지 제조 방법 | |
| KR100900413B1 (ko) | 열안전성이 향상된 스택-폴딩형 전극조립체 및 이를포함하고 있는 전기화학 셀 | |
| US20230369656A1 (en) | Electrode assembly and secondary battery including the same | |
| KR102186499B1 (ko) | 외주변 부위가 접착된 분리막을 포함하는 전극조립체 | |
| US20220294082A1 (en) | Electrode Assembly and Method for Manufacturing the Same | |
| KR20230131040A (ko) | 버튼형 이차전지 및 그의 제조방법 | |
| KR102828109B1 (ko) | 전극 조립체 및 이를 포함하는 이차전지 | |
| EP4210162B1 (en) | Pouch-shaped battery cell having safety element provided between electrode lead and lead film | |
| KR20070104689A (ko) | 분리막 필름에 의해 감싸인 전극조립체를 포함하고 있는안전성이 향상된 이차전지 | |
| KR20240029636A (ko) | 이차 전지 및 이를 포함하는 전지 모듈 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| N231 | Notification of change of applicant | ||
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| R19-X000 | Request for party data change rejected |
St.27 status event code: A-3-3-R10-R19-oth-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| E13 | Pre-grant limitation requested |
Free format text: ST27 STATUS EVENT CODE: A-2-3-E10-E13-LIM-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11 | Amendment of application requested |
Free format text: ST27 STATUS EVENT CODE: A-2-2-P10-P11-NAP-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| F13 | Ip right granted in full following pre-grant review |
Free format text: ST27 STATUS EVENT CODE: A-3-4-F10-F13-REX-PX0701 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PX0701 | Decision of registration after re-examination |
St.27 status event code: A-3-4-F10-F13-rex-PX0701 |