KR20210138902A - 탄두 코어 성형 방법 - Google Patents
탄두 코어 성형 방법 Download PDFInfo
- Publication number
- KR20210138902A KR20210138902A KR1020200056928A KR20200056928A KR20210138902A KR 20210138902 A KR20210138902 A KR 20210138902A KR 1020200056928 A KR1020200056928 A KR 1020200056928A KR 20200056928 A KR20200056928 A KR 20200056928A KR 20210138902 A KR20210138902 A KR 20210138902A
- Authority
- KR
- South Korea
- Prior art keywords
- molding
- module
- pressing
- final
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F42—AMMUNITION; BLASTING
- F42B—EXPLOSIVE CHARGES, e.g. FOR BLASTING, FIREWORKS, AMMUNITION
- F42B12/00—Projectiles, missiles or mines characterised by the warhead, the intended effect, or the material
- F42B12/02—Projectiles, missiles or mines characterised by the warhead, the intended effect, or the material characterised by the warhead or the intended effect
- F42B12/04—Projectiles, missiles or mines characterised by the warhead, the intended effect, or the material characterised by the warhead or the intended effect of armour-piercing type
- F42B12/10—Projectiles, missiles or mines characterised by the warhead, the intended effect, or the material characterised by the warhead or the intended effect of armour-piercing type with shaped or hollow charge
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F42—AMMUNITION; BLASTING
- F42B—EXPLOSIVE CHARGES, e.g. FOR BLASTING, FIREWORKS, AMMUNITION
- F42B33/00—Manufacture of ammunition; Dismantling of ammunition; Apparatus therefor
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Press Drives And Press Lines (AREA)
Abstract
상기의 목적을 달성하기 위하여 본 발명은, 홀더모듈, 클램프모듈 및 가압모듈을 포함하는 성형 장치를 이용한 탄두 코어 성형 방법에 있어서, 홀더모듈의 절단부에 소재를 공급하는 소재 공급 단계; 상기 클램프모듈이 소재를 그립한 상태에서 소재를 절단하는 소재 절단 단계; 상기 클램프모듈에 의하여 절단된 소재가 홀더모듈의 초기성형부로 이송되는 1차 이송 단계; 상기 가압모듈 가압위치로 이송하여 절단 소재를 성형소재로 성형하는 초기 성형 단계; 성형소재가 초기성형부에서 배출되는 1차 배출 단계; 상기 클램프모듈에 의하여 상기 성형소재를 홀더모듈의 최종성형부로 이송되는 2차 이송 단계; 상기 가압모듈의 가압위치 이송에 따라 성형소재를 최종소재로 성형하는 최종 성형 단계; 및 성형소재가 최종성형부에서 배출되는 2차 배출 단계를 포함하는 것을 특징으로 한다.
Description
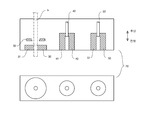
도 2는 본 발명을 구현하기 위한 장치의 구성도이며,
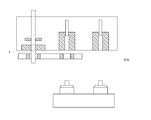
도 3은 도 2에 도시된 홀더모듈의 구성도이며,
도 4는 도 2에 도시된 클램프모듈의 구성도이며,
도 5는 도 2에 도시된 가압모듈의 구성도이며,
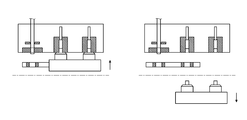
도 6은 본 발명에 따른 탄두 코어 성형 방법의 절차도이며,
도 7은 도 6에 도시된 소재 공급 단계의 설명도이며,
도 8은 도 6에 도시된 소재 절단 단계의 설명도이며,
도 9는 도 6에 도시된 1차 이송 단계의 설명도이며,
도 10은 도 6에 도시된 초기 성형 단계의 설명도이며,
도 11은 도 6에 도시된 1차 배출 단계의 설명도이며,
도 12는 도 6에 도시된 2차 이송 단계의 설명도이며,
도 13은 도 6에 도시된 최종 성형 단계의 설명도이며,
도 14는 도 6에 도시된 최종 배출 단계의 설명도이다.
3: 커버 5: 소재
6: 절단소재 7: 성형소재
8: 최종소재 9: 중앙선
10: 성형 장치 20: 홀더모듈
30: 절단부 31: 절단지지부
32: 커터 40: 초기성형부
41: 초기수용부 42: 삽입봉
50: 최종성형부 51: 최종수용부
52: 배출봉 60: 클램프모듈
61: 제1그립부 62: 제2그립부
80: 가압모듈 81: 제1가압부
82: 제2가압부
Claims (7)
- 홀더모듈, 클램프모듈 및 가압모듈을 포함하는 성형 장치를 이용한 탄두 코어 성형 방법에 있어서,
홀더모듈의 절단부에 소재를 공급하는 소재 공급 단계;
상기 클램프모듈이 소재를 그립한 상태에서 소재를 절단하는 소재 절단 단계;
상기 클램프모듈에 의하여 절단된 소재가 홀더모듈의 초기성형부로 이송되는 1차 이송 단계;
상기 가압모듈 가압위치로 이송하여 절단 소재를 성형소재로 성형하는 초기 성형 단계;
성형소재가 초기성형부에서 배출되는 1차 배출 단계;
상기 클램프모듈에 의하여 상기 성형소재를 홀더모듈의 최종성형부로 이송되는 2차 이송 단계;
상기 가압모듈의 가압위치 이송에 따라 성형소재를 최종소재로 성형하는 최종 성형 단계; 및
성형소재가 최종성형부에서 배출되는 2차 배출 단계를 포함하는 것을 특징으로 하는 탄두 코어 성형 방법.
- 청구항 1에 있어서, 상기 1차 이송 단계 및 2차 이송 단계는 동시에 수행되며, 절단된 절단소재는 클램프모듈의 제1그립부에 의해 그립핑되고, 성형소재는 클램프모듈의 제2그립부에 의하여 그립핑되는 것을 특징으로 하는 탄두 코어 성형 방법.
- 청구항 2에 있어서, 상기 클램핑모듈이 소재를 그립핑 후에는 상기 홀더모듈은 후방 위치로 이송하고, 이후 상기 클램핑모듈이 우측으로 이송하고, 이후 상기 홀더모듈이 전방으로 이송하고, 이후 클램핑모듈은 그립부를 개방한 후 좌측으로 이송하는 것을 특징으로 하는 탄두 코어 성형 방법.
- 청구항 1에 있어서, 상기 초기성형부는 성형소재를 전면으로 배출하는 삽입봉을 포함하고, 상기 최종성형부는 최종소재를 전면으로 배출하는 배출봉을 포함하는 것을 특징으로 하는 탄두 코어 성형 방법.
- 청구항 1에 있어서, 상기 가압모듈은 제1가압부와 제2가압부를 포함하고, 상기 제1가압부는 상기 초기성형부에 안착되는 절단소재를 성형하고, 상기 제2가압부는 상기 최종성형부에 안착된 성형소재를 성형하는 것을 특징으로 하는 탄두 코어 성형 방법.
- 청구항 5에 있어서, 상기 제1가압부와 제2가압부는 동시에 소재를 성형하는 것을 특징으로 하는 탄두 코어 성형 방법.
- 청구항 1에 있어서, 상기 소재는 납 또는 강인 것을 특징으로 하는 탄두 코어 성형 방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020200056928A KR102374257B1 (ko) | 2020-05-13 | 2020-05-13 | 탄두 코어 성형 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020200056928A KR102374257B1 (ko) | 2020-05-13 | 2020-05-13 | 탄두 코어 성형 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20210138902A true KR20210138902A (ko) | 2021-11-22 |
| KR102374257B1 KR102374257B1 (ko) | 2022-03-15 |
Family
ID=78717807
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020200056928A Active KR102374257B1 (ko) | 2020-05-13 | 2020-05-13 | 탄두 코어 성형 방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102374257B1 (ko) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150107481A1 (en) * | 2013-10-18 | 2015-04-23 | George M. Nygaard | Jacketed bullet and high-speed method of manufacturing jacketed bullets |
| CN106643346A (zh) * | 2016-11-30 | 2017-05-10 | 中国人民解放军武汉军械士官学校 | 一种拔弹装置及拔弹方法 |
-
2020
- 2020-05-13 KR KR1020200056928A patent/KR102374257B1/ko active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150107481A1 (en) * | 2013-10-18 | 2015-04-23 | George M. Nygaard | Jacketed bullet and high-speed method of manufacturing jacketed bullets |
| CN106643346A (zh) * | 2016-11-30 | 2017-05-10 | 中国人民解放军武汉军械士官学校 | 一种拔弹装置及拔弹方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102374257B1 (ko) | 2022-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4867065A (en) | Training cartridge | |
| US12398989B1 (en) | Ammunition reloading device | |
| US11408717B2 (en) | Low drag, high density core projectile | |
| US20150107481A1 (en) | Jacketed bullet and high-speed method of manufacturing jacketed bullets | |
| US3862600A (en) | Multi-projectile assembly | |
| KR20200023601A (ko) | 특히 중구경 범위의 발사체 | |
| US7225742B2 (en) | Arrow-shaped bullet, ammunition cartridge using same, and method of manufacturing same | |
| KR102374257B1 (ko) | 탄두 코어 성형 방법 | |
| WO2009102254A1 (en) | Splinter shell and method for producing the same | |
| WO2019018450A1 (en) | FRAGMENTATION BALL | |
| RU2141096C1 (ru) | Патрон охотничий (варианты) и способ изготовления оболочки пули | |
| US20260036411A1 (en) | Polymer capsule jacketed projectiles | |
| US12442624B2 (en) | Integrated ammunition cartridge | |
| US20250116492A1 (en) | Long range jacketed projectile | |
| US10704875B2 (en) | Ammunition production | |
| KR102211331B1 (ko) | 개량형 탄환용 포일링 장치 | |
| AU2014320132A1 (en) | Improved ammunition production | |
| KR20170018268A (ko) | 탄환의 포일링 방법 | |
| NO327204B1 (no) | Prosjektil og fremgangsmate for dets fremstilling | |
| KR20170018267A (ko) | 탄환용 포일링 장치 | |
| US20240167797A1 (en) | Propellant charge and cannon shell therewith | |
| EP2848326A1 (en) | Improved ammunition production | |
| ASHTON | ON THE MANUFACTURE OF MODERN FIXED AMMUNITION.(INCLUDING APPENDIX). | |
| GB2529100A (en) | Improved ammunition production | |
| UA47335A (uk) | Виробнича лінія для виготовлення патронів |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R14-asn-PN2301 |
|
| P14-X000 | Amendment of ip right document requested |
St.27 status event code: A-5-5-P10-P14-nap-X000 |
|
| P16-X000 | Ip right document amended |
St.27 status event code: A-5-5-P10-P16-nap-X000 |
|
| Q16-X000 | A copy of ip right certificate issued |
St.27 status event code: A-4-4-Q10-Q16-nap-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 5 |