KR20220100510A - 접합부, 전기 피드스루 및 센서 - Google Patents
접합부, 전기 피드스루 및 센서 Download PDFInfo
- Publication number
- KR20220100510A KR20220100510A KR1020210186318A KR20210186318A KR20220100510A KR 20220100510 A KR20220100510 A KR 20220100510A KR 1020210186318 A KR1020210186318 A KR 1020210186318A KR 20210186318 A KR20210186318 A KR 20210186318A KR 20220100510 A KR20220100510 A KR 20220100510A
- Authority
- KR
- South Korea
- Prior art keywords
- bonding agent
- glass bonding
- glass
- joint
- ceramic member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B11/00—Connecting constructional elements or machine parts by sticking or pressing them together, e.g. cold pressure welding
- F16B11/006—Connecting constructional elements or machine parts by sticking or pressing them together, e.g. cold pressure welding by gluing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B17/00—Insulators or insulating bodies characterised by their form
- H01B17/26—Lead-in insulators; Lead-through insulators
- H01B17/30—Sealing
- H01B17/303—Sealing of leads to lead-through insulators
- H01B17/305—Sealing of leads to lead-through insulators by embedding in glass or ceramic material
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/02—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles
- C04B37/023—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles characterised by the interlayer used
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/08—Housing; Encapsulation
- H01G9/10—Sealing, e.g. of lead-in wires
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C27/00—Joining pieces of glass to pieces of other inorganic material; Joining glass to glass other than by fusing
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C27/00—Joining pieces of glass to pieces of other inorganic material; Joining glass to glass other than by fusing
- C03C27/04—Joining glass to metal by means of an interlayer
- C03C27/042—Joining glass to metal by means of an interlayer consisting of a combination of materials selected from glass, glass-ceramic or ceramic material with metals, metal oxides or metal salts
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/062—Glass compositions containing silica with less than 40% silica by weight
- C03C3/064—Glass compositions containing silica with less than 40% silica by weight containing boron
- C03C3/066—Glass compositions containing silica with less than 40% silica by weight containing boron containing zinc
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/12—Silica-free oxide glass compositions
- C03C3/122—Silica-free oxide glass compositions containing oxides of As, Sb, Bi, Mo, W, V, Te as glass formers
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/12—Silica-free oxide glass compositions
- C03C3/14—Silica-free oxide glass compositions containing boron
- C03C3/15—Silica-free oxide glass compositions containing boron containing rare earths
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/12—Silica-free oxide glass compositions
- C03C3/14—Silica-free oxide glass compositions containing boron
- C03C3/15—Silica-free oxide glass compositions containing boron containing rare earths
- C03C3/155—Silica-free oxide glass compositions containing boron containing rare earths containing zirconium, titanium, tantalum or niobium
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C8/00—Enamels; Glazes; Fusion seal compositions being frit compositions having non-frit additions
- C03C8/24—Fusion seal compositions being frit compositions having non-frit additions, i.e. for use as seals between dissimilar materials, e.g. glass and metal; Glass solders
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J1/00—Adhesives based on inorganic constituents
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01L—MEASURING FORCE, STRESS, TORQUE, WORK, MECHANICAL POWER, MECHANICAL EFFICIENCY, OR FLUID PRESSURE
- G01L1/00—Measuring force or stress, in general
- G01L1/18—Measuring force or stress, in general using properties of piezo-resistive materials, i.e. materials of which the ohmic resistance varies according to changes in magnitude or direction of force applied to the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01C—RESISTORS
- H01C1/00—Details
- H01C1/14—Terminals or tapping points specially adapted for resistors; Arrangements of terminals or tapping points on resistors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G2/00—Details of capacitors not covered by a single one of groups H01G4/00-H01G11/00
- H01G2/10—Housing; Encapsulation
- H01G2/103—Sealings, e.g. for lead-in wires; Covers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G4/00—Fixed capacitors; Processes of their manufacture
- H01G4/35—Feed-through capacitors or anti-noise capacitors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/08—Housing; Encapsulation
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/10—Glass interlayers, e.g. frit or flux
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01D—MEASURING NOT SPECIALLY ADAPTED FOR A SPECIFIC VARIABLE; ARRANGEMENTS FOR MEASURING TWO OR MORE VARIABLES NOT COVERED IN A SINGLE OTHER SUBCLASS; TARIFF METERING APPARATUS; MEASURING OR TESTING NOT OTHERWISE PROVIDED FOR
- G01D11/00—Component parts of measuring arrangements not specially adapted for a specific variable
- G01D11/24—Housings ; Casings for instruments
- G01D11/245—Housings for sensors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/02—Disposition of insulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/40—Securing contact members in or to a base or case; Insulating of contact members
- H01R13/405—Securing in non-demountable manner, e.g. moulding, riveting
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/46—Bases; Cases
- H01R13/52—Dustproof, splashproof, drip-proof, waterproof, or flameproof cases
- H01R13/5216—Dustproof, splashproof, drip-proof, waterproof, or flameproof cases characterised by the sealing material, e.g. gels or resins
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R13/00—Details of coupling devices of the kinds covered by groups H01R12/70 or H01R24/00 - H01R33/00
- H01R13/73—Means for mounting coupling parts to apparatus or structures, e.g. to a wall
- H01R13/74—Means for mounting coupling parts in openings of a panel
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Power Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Ceramic Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- General Engineering & Computer Science (AREA)
- General Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Inorganic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Structural Engineering (AREA)
- Ceramic Products (AREA)
- Glass Compositions (AREA)
- Connector Housings Or Holding Contact Members (AREA)
- Measuring Oxygen Concentration In Cells (AREA)
Abstract
Description
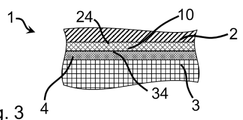
도 1은 접합부의 실시 형태의 개략적인 부분도를 도시하고,
도 2는 접합부의 추가 실시 형태의 개략적인 부분도를 도시하고,
도 3은 접합부의 추가 실시 형태의 개략적인 부분도를 도시하고,
도 4는 전기 피드스루의 실시 형태의 개략적인 부분도를 도시하고,
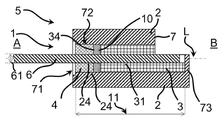
도 5는 전기 피드스루의 추가 실시 형태의 개략적인 부분도를 도시하고,
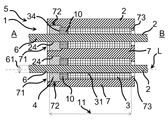
도 6은 전기 피드스루의 추가 실시 형태의 개략적인 부분도를 도시하고,
도 7은 전기 피드스루의 추가 실시 형태의 개략적인 부분도를 도시하고,
도 8은 전기 피드스루의 실시 형태의 부분도의 표현을 도시하고,
도 9는 전기 피드스루의 추가 실시 형태의 개략적인 부분도를 도시하고,
도 10 는 전기 피드스루의 추가 실시 형태의 개략적인 부분도를 도시하고,
도 11 는 전기 피드스루를 포함하는 센서 하우징의 개략적인 부분도를 도시하고,
도 12 는 센서의 개략적인 부분도를 도시한다.
2 합금 부재
3 세라믹 부재
4 유리 접합제
5 피드스루
6 전도체
7 하우징
8 센서 부재
9 센서
10, 10' 혼합 영역
11 절연 경로
24 재료 결합 접합부
31 개구
34 재료 결합 접합부
61 전도체 직경
71 개구
72 개구 벽
73, 73' 단부 부재
91 피드스루 개구
92 센서 하우징, 디바이스 하우징
A, B 영역
C 내부
D 외부
L 길이방향 축
S 재료 결합 접합부, 용접 결합 접합부
Claims (15)
- 접합부(1)로서,
상기 접합부(1)는 재료 결합 접합부(24)에 의해 합금 부재(2)에 접합된 유리 접합제(4)를 이용하여 합금 부재(2) 및 세라믹 부재(3)를 접합하고 상기 유리 접합제(4)는 다른 재료 결합 접합부(34)에 의해 상기 세라믹 부재(3)에 접합되고; 상기 유리 접합제(4)는 융점이 800℃ 보다 낮은 유리로 만들어지고; 상기 유리 접합제(4) 는 적어도 9·10-6 K-1 의 열팽창 계수를 갖고; 상기 유리 접합제(4) 는 적어도 10% 의 비스무트 함량을 갖고; 상기 합금 부재(2) 는 적어도 9·10-6 K-1 의 열팽창 계수를 갖고; 상기 세라믹 부재(3)는 8·10-6 K-1 의 최대 열팽창 계수를 갖고; 상기 유리 접합제(4)와 상기 세라믹 부재(3) 사이의 상기 재료 결합 접합부(34)는 혼합 영역(10)을 포함하고; 상기 혼합 영역(10)은 상기 세라믹 부재(3)의 부분적인 영역(partial region)이고; 상기 혼합 영역(10)은 상기 혼합 영역(10) 밖의 상기 세라믹 부재(3)의 상기 비스무트 함량과 비교하여 더 높은 비스무트 함량을 갖는 것을 특징으로 하는 접합부. - 제1항에 있어서,
상기 혼합 영역(10)은 상기 유리 접합제(4)에 공간적으로 인접하게 위치되고; 상기 혼합 영역(10)에서의 비스무트 함량은 상기 유리 접합제(4)를 향해 점진적으로 증가하는 것을 특징으로 하는 접합부. - 제1항 또는 제2항에 있어서,
상기 비스무트 함량은 상기 유리 접합제(4)로부터 상기 혼합 영역(10)으로 급격히 감소하는 것을 특징으로 하는 접합부. - 제3항에 있어서,
상기 혼합 영역(10)은 상기 유리 접합제(4)로부터 적어도 0.001mm의 공간 연장(spatial extension)을 갖고; 상기 혼합 영역은 상기 세라믹 부재(3)의 연장에 의해 한정되고 또한, 상기 세라믹 부재(3)에서의 비스무트 함량이 상기 유리 접합제(4)에 바로 인접한 상기 혼합 영역(10)에 있는 상기 세라믹 부재(3)에서의 상기 비스무트 함량의 1/e과 동일한 평면에 의해 상기 세라믹 부재(3) 내에서 추가로 한정되는 것을 특징으로 하는 접합부. - 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 유리 접합제(4)는 납이 없고; 상기 유리 접합제(4)는 용융 온도가 800℃ 보다 낮은, 유리하게는 650℃보다 낮은 유리로 만들어지는 것을 특징으로 하는 접합부. - 제1항 내지 제5항 중 어느 한 항에 있어서,
상기 세라믹 부재(3)는 전기적으로 절연성이고; 상기 세라믹 부재(3)는 산화알루미늄, 산화지르코늄, 산화규소 또는 이들 재료의 혼합물을 함유하고; 상기 함량은 적어도 70%, 바람직하게는 적어도 95%인 것을 특징으로 하는 접합부. - 제1항 내지 제6항 중 어느 한 항에 있어서,
상기 합금 부재(2)는 다결정질 구조를 갖고; 상기 다결정질 구조의 평균 입자 크기가 평균 0.01mm 미만인 것을 특징으로 하는 접합부. - 제1항 내지 제7항 중 어느 한 항에 있어서,
상기 합금 부재(2)는 마르텐사이트계 강(martensitic steel), 예를 들어 EN 재료 번호 1.4542, 1.4534 또는 1.4614를 갖는 강 중 하나인 것을 특징으로 하는 접합부. - 제1항 내지 제8항 중 어느 한 항에 있어서,
상기 유리 접합제(4)는 50% 초과의 Bi2O3, 1% 내지 10% B2O3, 10% 내지 50% ZnO, 1% 내지 10% SiO2, 0.1% 내지 1% Al2O3 를 포함하거나 또는 상기 유리 접합제(4)는 50% 초과의 Bi2O3, 1% 내지 10% B2O3, 1% 내지 10% ZnO, 0.1% 내지 1% CeO2 를 포함하거나 또는 상기 접합제(4)는 50% 초과의 Bi2O3, 1% 내지 10% B2O3, 1% 내지 10% ZnO, 0.1% 내지 1% CeO2, 0.1% 내지 1% ZrO2를 포함하는 것을 특징으로 하는 접합부. - 전기 피드스루(5)로서,
상기 전기 피드스루(5)는 합금 부재(2)인 하우징(7)을 포함하고; 상기 하우징(7)은 길이방향 축(L)을 따라 형성되고 개구 벽(72)을 갖는 개구(71)를 갖고; 세장형 전기 전도체(6)는 상기 길이방향 축(L)을 따라 적어도 특정 영역에서 상기 개구 벽(72)에 의해 방사상으로 둘러싸이고; 상기 전도체(6)는 추가 합금 부재(2)이고; 적어도 하나의 세라믹 부재(3)는 상기 개구(71) 내에 적어도 부분적으로 배열되며, 상기 세라믹 부재(3)는 상기 길이방향 축(L)을 따라 적어도 특정 영역에서 상기 전도체(6)를 방사상으로 둘러싸고; 상기 세라믹 부재(3)는 전기적으로 절연성이고; 상기 전도체(6)는 상기 개구 벽(72)으로부터 전기적으로 절연되고; 유리 접합제(4)가 상기 세라믹 부재(3)에 인접한 상기 개구(71)내에 배열되고; 상기 유리 접합제(4)는 상기 길이방향 축(L)을 따라 적어도 특정 영역에서 상기 전도체(6)를 방사상으로 둘러싸고; 상기 전도체(6) 및 상기 세라믹 부재(3)는 유리 접합제(4)를 사용하여 제1항 내지 제9항 중 어느 한 항에 따른 접합부(1)에 의해 접합되고; 상기 개구 벽(72) 및 상기 세라믹 부재(3)는 유리 접합제(4)를 사용하여 제1항 내지 제9항 중 어느 한 항에 따른 추가 접합부(1)에 의해 접합되는 것을 특징으로 하는 전기 피드스루. - 제10항에 있어서,
상기 전기 피드스루(5)는 제1 영역(A)에서 제2 영역(B)으로 전하를 전도하는 데 적합하고; 상기 전기 피드스루(5)는 상기 제2 영역(B)으로부터 상기 제1 영역(A)을 기밀 밀봉하는 것을 특징으로 하는 전기 피드스루. - 제11항에 있어서,
상기 전기 피드스루(5)의 기밀성은 350℃에 이르기까지의 영구적 또는 일시적 온도에 의해 손상되지 않는 것을 특징으로 하는 전기 피드스루. - 제 9 항 내지 제 11 항 중 어느 항에 있어서,
상기 길이방향 축(L)을 따른 상기 전도체(6)의 절연 경로(11)는 상기 세라믹 부재(3)에 의해 그리고 상기 유리 접합제(4)에 의해 방사상으로 둘러싸이고; 상기 절연 경로(11)의 길이와 전도체 직경(61) 사이의 비는 3보다 크거나 또는 상기 길이방향 축(L)을 따른 상기 접합제(4)의 길이는 상기 길이방향 축(L)에 수직인 방향으로 상기 접합제(4)의 직경보다 적어도 2배 더 작은 것을 특징으로 하는 전기 피드스루. - 센서(9)로서,
적어도 하나의 센서 부재(8), 금속 센서 하우징(92) 및 제10항 내지 제13항 중 어느 한 항에 따른 적어도 하나의 전기 피드스루(5)를 포함하고; 상기 센서 하우징(92)은 실질적으로 내부(C)를 둘러싸고; 상기 센서 하우징(92)은 적어도 하나의 피드스루 개구(91)를 포함하고; 각각의 피드스루 개구(91)에 상기 적어도 하나의 전기 피드스루(5) 중 하나가 도입되고; 상기 전기 피드스루(5)는 재료 결합 접합부(S), 예를 들어 납땜된 접합부 또는 용접된 접합부 또는 접착 결합 접합부에 의해 상기 센서 하우징(92)에 접합되고; 상기 전기 피드스루(5)는 전류 전도 방식으로 상기 적어도 하나의 전도체(6) 중 하나에 의해 상기 내부(C)를 외부(D)에 연결하고; 상기 적어도 하나의 센서 부재(8)는 상기 내부(C)에 배열되고; 상기 적어도 하나의 센서 부재(8)는 물리량을 검출하도록 구성되고; 상기 적어도 하나의 센서 부재(8)는 전류 전도 방식으로 상기 적어도 하나의 전도체(6)에 연결되는, 센서. - 제9항 내지 제12항 중 어느 한 항에 따른 몸체를 통한 전기 피드스루(5)의 제조 방법으로서,
- 상기 하우징(7)에서 상기 세장형 개구(71)를 형성하는 단계;
- 상기 길이방향 축(L)에 평행하게 연장되도록 상기 개구(71)에 적어도 부분적으로 상기 세라믹 부재(3)를 배열하는 단계로서, 상기 세라믹 부재(3) 는 중공 원통 형상을 갖는 단계;
- 상기 길이방향 축(L)에 평행하게 연장되고 상기 세라믹 부재(3)와 인접하도록 상기 개구(71)에 적어도 부분적으로 상기 유리 접합제(4)를 배열하는 단계로서, 상기유리 접합제(4)는 중공 원통 형상을 갖는 단계;
- 상기 세라믹 부재(3) 및 상기 유리 접합제(4)가 상기 길이방향 축(L)을 따라 방사상으로 상기 전도체(6)를 적어도 부분적으로 둘러싸도록 상기 중공 원통형 세라믹 부재(3)에 그리고 상기 유리 접합제(4)에 상기 전도체(6)를 배열하는 단계;
- 상기와 같이 배열된 상기 전도체(6), 세라믹 부재(3), 하우징(7) 및 유리 접합제(4)를 상기 유리 접합제(4)의 용융 온도보다 높은 온도로 가열함으로써 상기 유리 접합제(4)를 적어도 부분적으로 액화시키는 단계; 상기 유리 접합제(4)의 적어도 비스무트-함유 부분을 상기 세라믹 부재(3) 내로 침투시키고 상기 혼합 영역(10)을 형성하는 단계;
- 상기와 같이 배열된 상기 전도체(6), 세라믹 부재(3), 하우징(7) 및 유리 접합제(4)의 온도를 상기 유리 접합제(4)의 용융 온도보다 낮은 온도로 변화시키고 상기 유리 접합제(4)와 상기 전도체(6) 사이의 재료 결합 접합부(24) 및 상기 유리 접합제(4)와 상기 세라믹 부재(3) 사이의 재료 결합 접합부(34)를 포함하는 접합부(1)를 형성하는 단계; 및 상기 유리 접합제(4)와 상기 하우징(7) 사이의 재료 결합 접합부(24) 및 상기 유리 접합제(4)와 상기 세라믹 부재(3) 사이의 재료 결합 접합부(34)를 포함하는 접합부(1)를 형성하는 단계
를 특징으로 하는 전기 피드스루(5)의 제조 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21150799.1 | 2021-01-08 | ||
| EP21150799 | 2021-01-08 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20220100510A true KR20220100510A (ko) | 2022-07-15 |
| KR102709875B1 KR102709875B1 (ko) | 2024-09-24 |
Family
ID=74494712
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020210186318A Active KR102709875B1 (ko) | 2021-01-08 | 2021-12-23 | 접합부, 전기 피드스루 및 센서 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11783971B2 (ko) |
| EP (1) | EP4199018B1 (ko) |
| JP (1) | JP7359831B2 (ko) |
| KR (1) | KR102709875B1 (ko) |
| CN (1) | CN114751763B (ko) |
| ES (1) | ES2985915T3 (ko) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0891950A (ja) * | 1994-09-29 | 1996-04-09 | Sony Corp | ガラス接合物及びガラス接合方法 |
| JP2015205801A (ja) * | 2014-04-22 | 2015-11-19 | 株式会社ノリタケカンパニーリミテド | ガラス接合材 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3638076A (en) | 1970-01-15 | 1972-01-25 | Mallory & Co Inc P R | Metal-to-glass-to-ceramic seal |
| US4016437A (en) | 1971-03-15 | 1977-04-05 | Kistler Instrumente Ag | Piezoelectric pressure and force transducers or accelerometers |
| JPS5895673A (ja) * | 1981-11-30 | 1983-06-07 | トヨタ自動車株式会社 | 酸化物ソルダ−によるセラミツクスと金属の接合方法 |
| US6111198A (en) * | 1998-06-15 | 2000-08-29 | Olin Aegis | Duplex feedthrough and method therefor |
| EP0978888B1 (en) * | 1998-08-07 | 2003-05-07 | Japan Storage Battery Company Limited | Nonaqueous electrolyte battery |
| US7145076B2 (en) * | 2005-02-08 | 2006-12-05 | Greatbatch, Inc. | Method for minimizing stress in feedthrough capacitor filter assemblies |
| JP4941880B2 (ja) | 2006-01-16 | 2012-05-30 | 日本電気硝子株式会社 | ビスマス系ガラス組成物およびビスマス系封着材料 |
| KR101144810B1 (ko) * | 2009-07-06 | 2012-05-11 | 엘지전자 주식회사 | 태양전지용 전극 페이스트, 이를 이용한 태양전지, 및 태양전지의 제조방법 |
| DE102010018367A1 (de) | 2010-04-26 | 2011-10-27 | Forschungszentrum Jülich GmbH | Fügen von metallischen und / oder keramischen Werkstoffen mit Hilfe eines glaskeramischen Zusatzwerkstoffes |
| JP2015077601A (ja) * | 2013-04-02 | 2015-04-23 | 千住金属工業株式会社 | 鉛フリーはんだ合金 |
| JP6435547B2 (ja) * | 2013-06-19 | 2018-12-12 | コニカミノルタ株式会社 | シートスルー方式の画像読取装置 |
| CH708666A1 (de) | 2013-10-08 | 2015-04-15 | Kistler Holding Ag | Verfahren zur Herstellung einer Metall-Keramiklötverbindung. |
| DE102014016600A1 (de) * | 2014-11-11 | 2016-05-12 | Schott Ag | Durchführung |
| JP5999278B1 (ja) * | 2015-04-02 | 2016-09-28 | Tdk株式会社 | 複合フェライト組成物および電子部品 |
| JP7017295B2 (ja) * | 2015-05-20 | 2022-02-08 | 株式会社ノリタケカンパニーリミテド | 接合材及びその利用 |
| CN105481253B (zh) * | 2015-12-09 | 2019-01-08 | 哈尔滨工业大学 | 一种复合型低温封接玻璃钎料焊膏的制备方法 |
| CN108511641B (zh) * | 2018-03-13 | 2020-11-10 | 中澳科创(深圳)新材料有限公司 | 一种铝壳动力锂离子电池的密封垫圈与复合玻璃封接方法 |
| WO2020104571A1 (de) | 2018-11-23 | 2020-05-28 | Schott Ag | Elektrische durchführung glass-metall elektroden |
-
2021
- 2021-12-14 EP EP21214486.9A patent/EP4199018B1/de active Active
- 2021-12-14 ES ES21214486T patent/ES2985915T3/es active Active
- 2021-12-15 JP JP2021203130A patent/JP7359831B2/ja active Active
- 2021-12-23 KR KR1020210186318A patent/KR102709875B1/ko active Active
-
2022
- 2022-01-06 US US17/569,750 patent/US11783971B2/en active Active
- 2022-01-07 CN CN202210015060.5A patent/CN114751763B/zh active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0891950A (ja) * | 1994-09-29 | 1996-04-09 | Sony Corp | ガラス接合物及びガラス接合方法 |
| JP2015205801A (ja) * | 2014-04-22 | 2015-11-19 | 株式会社ノリタケカンパニーリミテド | ガラス接合材 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102709875B1 (ko) | 2024-09-24 |
| US20220223323A1 (en) | 2022-07-14 |
| ES2985915T3 (es) | 2024-11-07 |
| EP4199018B1 (de) | 2024-02-21 |
| CN114751763A (zh) | 2022-07-15 |
| JP7359831B2 (ja) | 2023-10-11 |
| EP4199018A8 (de) | 2023-07-19 |
| EP4199018C0 (de) | 2024-02-21 |
| JP2022107513A (ja) | 2022-07-21 |
| CN114751763B (zh) | 2024-02-20 |
| US11783971B2 (en) | 2023-10-10 |
| EP4199018A1 (de) | 2023-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9818500B2 (en) | Feed-through element for harsh environments | |
| EP2985767B1 (en) | Thermistor element and temperature sensor comprising the thermistor element | |
| US2757220A (en) | Thermocouple | |
| JP2000036548A (ja) | 二重構造の貫通接続組立体およびその製造方法 | |
| CN114659656A (zh) | 一种可耐冲击快响应热电偶 | |
| EP1167959A1 (en) | Sealing structure of gas sensor | |
| DE102018109091A1 (de) | Druckmesseinrichtung mit einem als MEMS-Differenzdrucksensor ausgebildeten Drucksensor | |
| KR102709875B1 (ko) | 접합부, 전기 피드스루 및 센서 | |
| US20220113221A1 (en) | Compact sensor component for harsh environments | |
| JP4798791B2 (ja) | 脆性材料−金属構造体 | |
| WO2019151165A1 (ja) | 温度センサ | |
| US11756732B2 (en) | Method for assembling a metal part and a ceramic part, and electrical device, in particular a capacitive sensor, produced by said method | |
| CN111373487B (zh) | 设有陶瓷绝缘体和铝套的电连接器及其制造方法 | |
| EP2798313B1 (de) | Kontaktlos arbeitender sensor | |
| Pattee et al. | Joining Ceramics and Graphite to Other Materials. | |
| RU2756026C1 (ru) | Переход высоковольтный | |
| JP3283692B2 (ja) | 気密絶縁端子 | |
| JP3355166B2 (ja) | 金属溶湯測温用熱電対 | |
| CN120109004B (zh) | 一种静电场轨道阱及具有其的质谱仪 | |
| JP2003139861A (ja) | 局所領域環境モニター用検出器 | |
| JPH11330566A (ja) | 破壊検知機能付き熱電対用保護管の構造 | |
| KR20260051449A (ko) | 접합체, 급전 단자 및 기밀 단자 | |
| US20060019044A1 (en) | Structures of brittle materials and metals | |
| CA2067667C (en) | Laser weldable hermetic connector |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20211223 |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20231218 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20240911 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20240920 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20240920 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |