KR20220102010A - 배터리 셀 및 그 제조 방법 - Google Patents
배터리 셀 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20220102010A KR20220102010A KR1020210004182A KR20210004182A KR20220102010A KR 20220102010 A KR20220102010 A KR 20220102010A KR 1020210004182 A KR1020210004182 A KR 1020210004182A KR 20210004182 A KR20210004182 A KR 20210004182A KR 20220102010 A KR20220102010 A KR 20220102010A
- Authority
- KR
- South Korea
- Prior art keywords
- folding
- bent
- sealing
- battery cell
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/183—Sealing members
- H01M50/184—Sealing members characterised by their shape or structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/433—Casing-in, i.e. enclosing an element between two sheets by an outlined seam
- B29C66/4332—Casing-in, i.e. enclosing an element between two sheets by an outlined seam by folding a sheet over
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/105—Pouches or flexible bags
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/131—Primary casings; Jackets or wrappings characterised by physical properties, e.g. gas permeability, size or heat resistance
- H01M50/136—Flexibility or foldability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7146—Battery-cases
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/24—Alkaline accumulators
- H01M10/30—Nickel accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2220/00—Batteries for particular applications
- H01M2220/20—Batteries in motive systems, e.g. vehicle, ship, plane
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/124—Primary casings; Jackets or wrappings characterised by the material having a layered structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/14—Primary casings; Jackets or wrappings for protecting against damage caused by external factors
- H01M50/145—Primary casings; Jackets or wrappings for protecting against damage caused by external factors for protecting against corrosion
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Sealing Battery Cases Or Jackets (AREA)
Abstract
Description
도 2는 도 1의 I-I'에 따른 단면도.
도 3 내지 도 8은 도 2에 도시된 배터리 셀의 제조 방법을 설명하기 위한 도면.
도 9 내지 도 13은 본 발명의 다른 실시예에 따른 배터리 셀의 제조 방법을 설명하기 위한 도면.
도 14 내지 도 17은 본 발명의 또 다른 실시예에 따른 배터리 셀의 제조 방법을 설명하기 위한 도면.
11: 케이스
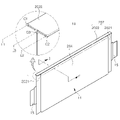
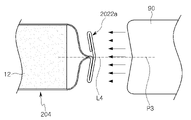
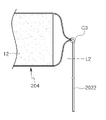
12: 전극 조립체
15: 전극 리드
202: 실링부
204: 수용부
Claims (11)
- 전극 조립체를 수용하는 수용부; 및
상기 수용부의 측면에서 외부로 연장되며 상기 수용부의 두께 범위 내에 포함되도록 다수 회 접혀 고정되는 실링부;
를 포함하며,
상기 실링부는,
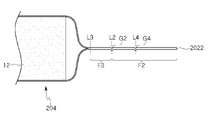
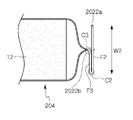
상기 수용부의 측면과 대면하도록 배치되고, 상기 수용부의 두께 범위보다 작은 폭을 갖는 폴딩부; 및
상기 폴딩부의 중심과 상기 수용부를 연결하는 연결부;
를 포함하고,
상기 폴딩부는 상기 실링부를 180° 접어 형성하는 절곡부를 적어도 하나 구비하는 배터리 셀.
- 제1항에 있어서, 상기 폴딩부는,
상기 실링부를 180° 접어 형성하는 제1 절곡부; 및
상기 제1 절곡부와 이격 배치되며 상기 실링부를 180° 접어 형성하는 제2 절곡부;
를 포함하며,
상기 제1 절곡부와 상기 제2 절곡부 사이의 거리는 상기 폴딩부의 폭을 규정하는 배터리 셀.
- 제2항에 있어서, 상기 폴딩부의 폭은,
상기 수용부의 두께 범위보다 2mm 이상 작게 형성되는 배터리 셀.
- 제1항에 있어서, 상기 연결부는,
상기 실링부를 90° 접어 형성하는 제3 절곡부를 포함하는 배터리 셀.
- 제4항에 있어서,
상기 폴딩부는 상기 제3 절곡부와 대면하는 위치에 형성되는 제4 절곡부를 포함하며,
상기 제4 절곡부는 상기 폴딩부가 상기 수용부와 가까워지도록 상기 폴딩부를 접어 형성하는 배터리 셀.
- 제1항에 있어서, 상기 수용부의 두께 범위는
6mm~8mm의 범위로 형성되는 배터리 셀.
- 제6항에 있어서, 상기 실링부의 폭은,
절곡되지 않은 편평한 상태에서 상기 수용부의 두께 범위보다 크게 형성되는 배터리 셀.
- 제2항에 있어서,
상기 폴딩부는,
상기 제1 절곡부에 의해 구분되는 제1 폴딩부와 제2 폴딩부, 및 상기 제2 절곡부에 의해 상기 제2 폴딩부와 구분되는 제3 폴딩부를 포함하고,
상기 제1 폴딩부는 적어도 일부가 상기 제3 폴딩부와 접촉하도록 배치되는 배터리 셀.
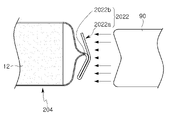
- 제1 케이스와 제2 케이스가 맞닿는 가장자리를 접합하여 실링부를 형성하는 단계;
상기 실링부를 180° 접어 제1 절곡부를 형성하는 단계;
상기 실링부를 90° 접어 제3 절곡부를 형성하는 단계; 및
상기 제1 절곡부와 상기 제3 절곡부 사이를 180° 접어 제2 절곡부를 형성하는 단계;
를 포함하는 배터리 셀 제조 방법.
- 제9항에 있어서, 상기 실링부를 형성하는 단계 이후,
상기 제1 절곡부 및 상기 제2 절곡부가 형성되는 위치에 절곡용 홈을 형성하는 단계를 더 포함하는 배터리 셀 제조 방법.
- 제9항에 있어서, 상기 제2 절곡부를 형성하는 단계 이후,
고온 가압 장치로 상기 실링부를 가압하는 단계를 더 포함하는 배터리 셀 제조 방법.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210004182A KR20220102010A (ko) | 2021-01-12 | 2021-01-12 | 배터리 셀 및 그 제조 방법 |
| CN202111665106.XA CN114765289A (zh) | 2021-01-12 | 2021-12-31 | 电池单元及其制造方法 |
| US17/569,301 US12519162B2 (en) | 2021-01-12 | 2022-01-05 | Battery cell and method of manufacturing the same |
| EP22151246.0A EP4027437A1 (en) | 2021-01-12 | 2022-01-12 | Battery cell and method of manufacturing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210004182A KR20220102010A (ko) | 2021-01-12 | 2021-01-12 | 배터리 셀 및 그 제조 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220102010A true KR20220102010A (ko) | 2022-07-19 |
Family
ID=79601760
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020210004182A Pending KR20220102010A (ko) | 2021-01-12 | 2021-01-12 | 배터리 셀 및 그 제조 방법 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US12519162B2 (ko) |
| EP (1) | EP4027437A1 (ko) |
| KR (1) | KR20220102010A (ko) |
| CN (1) | CN114765289A (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20240109817A (ko) * | 2023-01-05 | 2024-07-12 | 에스케이온 주식회사 | 배터리 파우치 폴딩 방법 및 배터리 파우치를 포함한 리튬 이차 전지 |
| JP7800503B2 (ja) * | 2023-06-02 | 2026-01-16 | トヨタ自動車株式会社 | ラミネート型電池、及びラミネート型電池の製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3905973B2 (ja) * | 1998-03-10 | 2007-04-18 | 三洋電機株式会社 | 薄型電池 |
| KR100319108B1 (ko) | 1999-04-16 | 2001-12-29 | 김순택 | 이차 전지의 케이스 |
| JP4788889B2 (ja) * | 2003-10-07 | 2011-10-05 | 日本電気株式会社 | フィルム外装電池およびフィルム外装電池の製造方法 |
| KR101660443B1 (ko) | 2013-09-27 | 2016-09-27 | 주식회사 엘지화학 | 이차전지의 내부압력 측정장치 및 이를 사용하는 이차전지의 내부압력 측정방법 |
| KR101781828B1 (ko) | 2015-03-26 | 2017-09-26 | 주식회사 엘지화학 | 측면 밀봉 잉여부가 절곡된 전지셀의 제조방법 |
| KR20170055144A (ko) | 2015-11-11 | 2017-05-19 | 주식회사 엘지화학 | 이중 절곡 구조의 실링부를 포함하는 파우치형 전지셀 |
| WO2018021856A1 (ko) | 2016-07-29 | 2018-02-01 | 삼성에스디아이 주식회사 | 이차 전지 |
| KR102356496B1 (ko) | 2016-07-29 | 2022-01-28 | 삼성에스디아이 주식회사 | 이차 전지 |
| CN109997242B (zh) | 2016-12-20 | 2023-06-20 | Sk新能源株式会社 | 袋型二次电池 |
| WO2018117657A1 (ko) * | 2016-12-20 | 2018-06-28 | 에스케이이노베이션 주식회사 | 파우치형 이차 전지 |
| KR102642969B1 (ko) * | 2018-03-27 | 2024-03-04 | 에스케이온 주식회사 | 배터리 셀 및 그 제조 방법 |
| JP7144258B2 (ja) * | 2018-09-25 | 2022-09-29 | 積水化学工業株式会社 | 蓄電素子、蓄電素子の製造方法 |
-
2021
- 2021-01-12 KR KR1020210004182A patent/KR20220102010A/ko active Pending
- 2021-12-31 CN CN202111665106.XA patent/CN114765289A/zh active Pending
-
2022
- 2022-01-05 US US17/569,301 patent/US12519162B2/en active Active
- 2022-01-12 EP EP22151246.0A patent/EP4027437A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| US20220223950A1 (en) | 2022-07-14 |
| US12519162B2 (en) | 2026-01-06 |
| EP4027437A1 (en) | 2022-07-13 |
| CN114765289A (zh) | 2022-07-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12243975B2 (en) | Method for manufacturing secondary battery and pouch for secondary battery | |
| EP3321991B1 (en) | Pouch casing material for secondary battery | |
| KR102303828B1 (ko) | 전기적으로 연결된 전극조립체들을 구비하는 플렉서블 전기화학소자 | |
| US20140050959A1 (en) | Stepwise electrode assembly having variously-shaped corner and secondary battery, battery pack and device comprising the same | |
| EP4243163A1 (en) | Secondary battery | |
| EP3972011A1 (en) | Secondary battery | |
| US20230083775A1 (en) | Battery cell having protective member | |
| EP4027437A1 (en) | Battery cell and method of manufacturing the same | |
| US12176475B2 (en) | Apparatus for manufacturing pouch type battery | |
| KR20230025148A (ko) | 팽창 억제 유닛을 갖는 배터리 셀 및 이를 구비하는 배터리 모듈 | |
| JP7395231B2 (ja) | 電池モジュールおよびこれを含む電池パック | |
| KR20230076429A (ko) | 배터리 셀 | |
| US20250105415A1 (en) | Rechargeable battery | |
| EP4611163A1 (en) | Battery pack and method for manufacturing same | |
| EP4290675B1 (en) | Battery cell and method of manufacturing the same | |
| KR20230082954A (ko) | 이차전지 | |
| KR20220126931A (ko) | 배터리 셀 | |
| US20250300279A1 (en) | Pouch-Type Battery Case and Pouch-Type Secondary Battery Including the Same, Method for Pouch-Type Battery Case, and Forming Jig for Manufacturing Pouch-Type Battery Case | |
| EP4517945A1 (en) | Pouch-type battery case, pouch-type secondary battery comprising same, method for manufacturing pouch-type battery case, and molding jig for manufacturing pouch-type battery case | |
| US20250023158A1 (en) | Secondary battery and manufacturing equipment for the same | |
| US20250266580A1 (en) | Secondary battery and method of manufacturing a secondary battery | |
| US20250316804A1 (en) | Battery and method of manufacturing battery | |
| EP4611127A1 (en) | Battery pack and method for manufacturing same | |
| KR20260013757A (ko) | 배터리 셀 및 그 제조 방법 | |
| US20230070655A1 (en) | Battery Cell and Manufacturing Device for the Same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D21 | Rejection of application intended |
Free format text: ST27 STATUS EVENT CODE: A-1-2-D10-D21-EXM-PE0902 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| D21 | Rejection of application intended |
Free format text: ST27 STATUS EVENT CODE: A-1-2-D10-D21-EXM-PE0902 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13 | Pre-grant limitation requested |
Free format text: ST27 STATUS EVENT CODE: A-2-3-E10-E13-LIM-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11 | Amendment of application requested |
Free format text: ST27 STATUS EVENT CODE: A-2-2-P10-P11-NAP-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13 | Application amended |
Free format text: ST27 STATUS EVENT CODE: A-2-2-P10-P13-NAP-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |