KR20220102971A - 이차 전지 제조 장치 및 제조 방법 - Google Patents
이차 전지 제조 장치 및 제조 방법 Download PDFInfo
- Publication number
- KR20220102971A KR20220102971A KR1020210005560A KR20210005560A KR20220102971A KR 20220102971 A KR20220102971 A KR 20220102971A KR 1020210005560 A KR1020210005560 A KR 1020210005560A KR 20210005560 A KR20210005560 A KR 20210005560A KR 20220102971 A KR20220102971 A KR 20220102971A
- Authority
- KR
- South Korea
- Prior art keywords
- mono frame
- housing
- welding
- end plate
- secondary battery
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/204—Racks, modules or packs for multiple batteries or multiple cells
- H01M50/207—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape
- H01M50/209—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape adapted for prismatic or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/204—Racks, modules or packs for multiple batteries or multiple cells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/24—Seam welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0404—Machines for assembling batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0481—Compression means other than compression means for stacks of electrodes and separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Manufacturing & Machinery (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Battery Mounting, Suspending (AREA)
Abstract
본 발명의 실시예에 따른 이차 전지 제조 장치는, 셀 모듈과, 상기 셀 모듈이 수용되는 모노 프레임, 및 상기 모노 프레임의 개구된 양 측면에 결합되는 엔드 플레이트를 포함하는 이차 전지 유닛이 수용되는 함체; 상기 함체의 양 측면에서 연장되는 한 쌍의 회전축; 상기 한 쌍의 회전축 중 어느 하나에 연결되는 함체 회전 수단; 상기 한 쌍의 회전축을 지지하는 함체 지지대; 및 상기 함체 회전 수단의 내측에 제공되어, 상기 이차 전지 유닛을 가압 지지하는 지지 수단을 포함할 수 있다.
Description
본 발명은 이차 전지 제조 장치 및 제조 방법에 관한 것이다.
2차 전지 제조를 위한 주요 공정은, 다수 개의 셀을 하나의 모듈로 만들기 위해 셀을 적층하는 셀 적층(cell stacking) 공정, 구리와 알루미늄의 전기적 연결을 위한 버스바(bus bar) 조립 공정, 구리와 알루미늄을 버스바에 고정시키기 위해 레이저를 이용하여 용접하는 리드 웰딩(lead weld) 공정, 모듈을 보호하기 위해 육면체 형태의 모노 프레임(mono frame) 안에 모듈을 삽입하는 모듈 삽입 공정, 및 모듈에 이물질이 들어가지 않도록 레이저를 이용하여 모노 프레임을 밀봉하는 엔드 플레이트 웰딩(end plate welding) 공정을 포함할 수 있다.
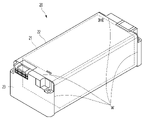
도 1은 모노 프레임에 셀모듈이 삽입된 이차 전지 유닛의 외관 사시도이다.
도 1을 참조하면, 리드 웰딩 공정을 거친 셀 모듈(21)은, 양 측면이 개방되고, 내부가 개구된 육면체 형태의 모노 프레임(22)에 삽입된다. 상기 셀 모듈(21)은, 다수의 적층 셀들 각각의 양 단부에 양전극 리드와 음전극 리드가 부착된 상태의 이차 전지를 의미하는 것으로 이해될 수 있다.
또한, 상기 셀 모듈이 상기 모노 프레임(22)에 삽입된 상태에서, 상기 모노 프레임(22)의 개구된 양 측면은 엔드 플레이트(23)라고 하는 사각형 플레이트에 의하여 차폐된다.
그리고, 상기 엔드 플레이트(23)의 가장자리와 상기 모노 프레임(22)의 가장자리 부분, 즉 엔드 플레이트(23)와 모노 프레임(22)의 접촉 부위(W)는 레이저를 이용하여 용접된다. 용접 과정이 끝난 이차 전지 제조물을 이차 전지 유닛(20)으로 정의될 수 있다.
상기 이차 전지 유닛(20)에 BMS(Battery Manage System)이라고 하는 자재가 부착되면 배터리 팩 또는 이차전지 팩으로 정의될 수 있다. 즉, 상기 이차 전지 유닛(20)은 BMS가 부착되기 전의 제품으로 이해될 수 있다.
한편, 상기 엔드 플레이트(23)를 상기 모노 프레임(22)의 양 측면에 용접하기 위해서 사용되는 용접 장치는, 모노 프레임(22)의 양 단부에 상기 엔드 플레이트(23)가 끼워진 상태에서 용접을 수행한다. 나아가, 상기 용접 장치를 구성하는 지그 또는 클램프 부재는, 상기 엔드 플레이트(23)만 잡고 회전하면서 엔드 플레이트의 네 가장자리를 용접하게 된다.
그 결과, 엔드 플레이트의 일측 가장자리를 용접하고 다른 쪽 가장자리를 용접하기 위해 상기 엔드 플레이트(23)를 회전시킬 경우, 위치 틀어짐 현상이 발생할 수 있다.
상세히, 모노 프레임(22)의 양 측면에 밀착된 엔드 플레이트(23)를 각각 회전시키는 한 쌍의 클램프 부재의 회전 속도가 정확하게 동일하지 않으면, 모노 프레임(22)이 비틀어지면서 접착면이 벌어지거나 접착면의 위치가 변경되는 문제가 발생할 수 있다.
이와 같이, 위치 틀어짐 현상이 발생하면 용접이 제대로 이루어지지 못하는 용접 불량이 발생하고, 그 결과 이차 전지 유닛(20) 내부의 밀봉이 확실하게 이루어지지 못하는 문제가 발생할 수 있다.
본 발명은 상기와 같은 문제점을 개선하기 위하여 제안된다.
상기와 같은 목적을 달성하기 위한 본 발명의 실시예에 따른 이차 전지 제조 장치는, 셀 모듈과, 상기 셀 모듈이 수용되는 모노 프레임, 및 상기 모노 프레임의 개구된 양 측면에 결합되는 엔드 플레이트를 포함하는 이차 전지 유닛이 수용되는 함체; 상기 함체의 양 측면에서 연장되는 한 쌍의 회전축; 상기 한 쌍의 회전축 중 어느 하나에 연결되는 함체 회전 수단; 상기 한 쌍의 회전축을 지지하는 함체 지지대; 및 상기 함체 회전 수단의 내측에 제공되어, 상기 이차 전지 유닛을 가압 지지하는 지지 수단을 포함할 수 있다.
또한, 상기와 같은 목적을 달성하기 위한 본 발명의 실시예에 따른 이차 전지 제조 방법은, 셀 모듈과, 상기 셀 모듈이 수용되는 모노 프레임, 및 상기 모노 프레임의 개구된 양 측면에 결합되는 엔드 플레이트를 포함하는 이차 전지 유닛이 함체 내에 수용되는 제 1 단계; 엔드 플레이트 지지 수단이 작동하여 상기 모노 프레임과 상기 엔드 플레이트를 고정 지지하는 제 2 단계; 및 상기 함체가 90도 또는 180도로 회전하여 상기 엔드 플레이트와 상기 모노 프레임의 접촉 부위에 형성되는 용접 부위를 용접하는 제 3 단계를 포함할 수 있다.
상기와 같은 구성을 이루는 본 발명의 실시예에 따른 이차 전지 제조 장치 및 제조 방법에 의하면, 이차 전지 유닛의 여섯 면이 고정 지지된 상태에서 이차 전지 유닛을 수용하는 함체가 회전함으로써, 모노 프레임 내에 수용된 셀 모듈의 위치가 고정되는 장점이 있다.
또한, 함체가 회전함으로써, 모노 프레임의 틀어짐이 발생하지 않으므로, 용접 품질을 확보할 수 있는 장점이 있다.
또한, 중공 타입의 감속기가 사용되므로, 백래쉬가 없어 회전 위치가 일정한 장점이 있다.
도 1은 모노 프레임에 셀모듈이 삽입된 이차 전지 유닛의 외관 사시도.
도 2는 이차 전지 제조 장치를 구성하는 엔트 플레이트 용접 장치의 전체 구성을 보여주는 외관 사시도.
도 3은 엔드 플레이트 용접 장치를 구성하는 상면 가압부의 어퍼 실린더를 보여주는 사시도.
도 4 및 도 5는 엔드 플레이트 용접 장치를 구성하는 엔드 플레이트 가압부의 사시도.
도 6 및 도 7은 엔드 플레이트 용접 장치를 구성하는 측면 가압부의 사시도.
도 8은 본 발명의 실시예에 따른 이차 전지의 제조 방법 중, 엔드 플레이트 용접 과정을 보여주는 플로차트.
도 2는 이차 전지 제조 장치를 구성하는 엔트 플레이트 용접 장치의 전체 구성을 보여주는 외관 사시도.
도 3은 엔드 플레이트 용접 장치를 구성하는 상면 가압부의 어퍼 실린더를 보여주는 사시도.
도 4 및 도 5는 엔드 플레이트 용접 장치를 구성하는 엔드 플레이트 가압부의 사시도.
도 6 및 도 7은 엔드 플레이트 용접 장치를 구성하는 측면 가압부의 사시도.
도 8은 본 발명의 실시예에 따른 이차 전지의 제조 방법 중, 엔드 플레이트 용접 과정을 보여주는 플로차트.
이하에서는 본 발명의 실시예에 따른 이차 전지 제조 장치 및 제조 방법에 대하여 도면을 참조하여 설명한다.
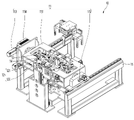
도 2는 이차 전지 제조 장치를 구성하는 엔트 플레이트 용접 장치의 전체 구성을 보여주는 외관 사시도이고, 도 3은 엔드 플레이트 용접 장치를 구성하는 상면 가압부의 어퍼 실린더를 보여주는 사시도이며, 도 4 및 도 5는 엔드 플레이트 용접 장치를 구성하는 엔드 플레이트 가압부의 사시도이고, 도 6 및 도 7은 엔드 플레이트 용접 장치를 구성하는 측면 가압부의 사시도이다.
도 2 내지 도 7을 참조하면, 본 발명의 실시예에 따른 이차 전지 제조 장치를 구성하는 엔드 플레이트 용접 장치(10)는, 셀 모듈이 수용된 모노 프레임의 양 측면에 엔드 플레이트를 용접하여 결합시키기 위한 장치로 이해될 수 있다.
상세히, 상기 엔드 플레이트 용접 장치(10)는 모듈 회전 유닛(11)을 포함할 수 있다.
상기 모듈 회전 유닛(11)은, 용접 전 상태의 모노 프레임(22)과 엔드 플레이트(23)의 결합체를 수용하는 함체(111)와, 상기 함체(111)의 양 측면에 제공되는 한 쌍의 회전축(112)과, 상기 한 쌍의 회전축(112) 중 어느 하나에 결합되는 서보 모터(113)와, 상기 서보 모터(113)와 상기 회전축(112) 사이에 개재되는 감속기(114)를 포함할 수 있다.
상기 서보 모터(113)와 감속기(114)는 함체 회전 수단으로 정의될 수 있다.
상기 함체(111)는, 바닥부와, 상면부와, 전면부와, 후면부와, 좌측면부 및 우측면부로 이루어질 수 있다.
상기 서보 모터(113)와 감속기(114)는 상기 함체(111)의 좌측면부와 우측면부 중 어느 일 측면부에서 연장되는 회전축(112)에 연결될 수 있다.
상기 감속기(114)는 상기 서보 모터(113)의 회전력을 감소시키는 수단으로서, 중공 타입 감속기를 포함할 수 있다. 상기 중공 타입의 감속기(114)가 적용됨으로서, 백래쉬가 없어 회전 위치가 일정한 장점이 있다.
또한, 상기 서보 모터(113) 외에 다른 형태의 모터도 적용될 수 있음을 밝혀둔다.
상기 엔드 플레이트 용접 장치(10)는 상기 한 쌍의 회전축(112)을 지지하는 함체 지지대(15)를 더 포함할 수 있다. 상기 회전축(112)은 상기 함체(15)의 상면을 따라 수평면 상에서 직선 왕복 운동 가능하다.
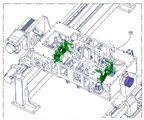
상기 엔드 플레이트 용접 장치(10)는, 상면 가압부(12)를 더 포함할 수 있다.
상기 상면 가압부(12)는, 도면 상에서 상기 함체(111)의 전면 가장자리 상부와 후면 가장자리 상부에 각각 배치되는 한 쌍의 어퍼 푸셔(121)와, 상기 어퍼 푸셔(121)를 회전시키는 어퍼 실린더(122)를 포함할 수 있다.
상기 한 쌍의 어퍼 푸셔(121) 각각은, 상기 어퍼 실린더(122)의 작동에 의하여 수평 상태에서 90도 이하의 각도로 회전 가능하다. 따라서, 상기 모노 프레임(22)이 상기 함체(111) 내에 수용된 상태에서, 상기 한 쌍의 어퍼 푸셔(121)는 상기 모노 프레임(22)의 상면을 가압하여, 상기 모노 프레임(22)의 요동을 방지한다.
상기 한 쌍의 어퍼 실린더(122)는 상기 함체(111)의 내부에 결합되어, 상기 함체(111)와 함께 회전한다.
상기 엔드 플레이트 용접 장치(10)는, 엔드 플레이트 가압부(13)를 더 포함할 수 있다.
상세히, 상기 엔드 플레이트(23)가 상기 모노 프레임(22)에 용접되기 전에는, 상기 엔드플레이트(23)가 상기 모노 프레임(22)의 양 측면에 끼워지되 빠지지 않을 정도의 결합력이 유지되면서 상기 함체(111) 내부에 수용된다.
상기 엔드 플레이트 가압부(13)는, 엔드 플레이트(23)가 상기 모노 프레임(22)으로부터 분리되지 않도록 지지하는 기능을 수행한다.
상기 엔드 플레이트 가압부(13)는, 상기 엔드 플레이트(23)와 직교하는 방향으로 이동하는 모듈 클램프(131)와, 상기 모듈 클램프(132)를 직선 왕복 이동시키는 모듈 클램프 구동 실린더(132)를 포함한다.
상기 모듈 클램프 구동 실린더(132)는, 상기 함체(111)의 좌측과 우측에 결합되고, 상기 모듈 클램프(131)를 상기 엔드 플레이트(23)에 가까워지는 방향과 멀어지는 방향으로 직선 운동시킨다.
상기 모듈 클램프(131)는, 상기 모노 프레임(22)의 양 측면에서 상기 모노 프레임(22)의 중심 방향으로 소정 거리 이동하여, 상기 엔드 플레이트(23)가 상기 모노 프레임(22)의 양 측면에 안정적으로 결합되도록 한다.
또한, 상기 모듈 클램프(131)가 상기 엔드 플레이트(23)를 지지하기 위하여 상기 모노 프레임(22)의 중심 방향으로 이동하는 거리를 제한하는 스토퍼가 구비되어, 상기 모노 프레임(22) 내부에 수용된 셀 모듈(21)의 위치가 변하지 않는 장점이 있다. 즉, 상기 상기 셀 모듈(21)이 상기 모노 프레임(22)의 내부에서 어느 일 측으로 밀려서 편심되지 않는 장점이 있다.
또한, 상기 엔드 플레이트 용접 장치(10)는 측면 가압부(14)를 더 포함할 수 있다.
상기 측면 가압부(14)는, 상기 모노 프레임(22)의 전면과 후면을 가압 지지하는 한 쌍의 사이드 클램프(141)와, 상기 한 쌍의 사이드 클램프(141)를 작동시키는 한 쌍의 사이드 클램프 구동 실린더(142)를 포함할 수 있다.
상기 사이드 클램프 구동 실린더(142)가 작동하면, 상기 한 쌍의 사이드 클램프(141)는 상기 모노 프레임(22)의 전면과 후면에 각각 밀착되어 상기 모노 프레임(22)이 요동하는 것을 방지한다.
이하에서는 상기 엔드 플레이트 용접 장치(10)에서 이루어지는 엔드 플레이트 용접 방법에 대해서 설명한다. 용접 방법은 레이저 용접이 적용되는 것으로 한정하여 설명한다.
도 8은 본 발명의 실시예에 따른 이차 전지의 제조 방법 중, 엔드 플레이트 용접 과정을 보여주는 플로차트이다.
도 8을 참조하면, 먼저 셀 모듈(21)이 수용된 모노 프레임(22)과, 모노 프레임(22)의 양 측면에 가고정된 엔드 플레이트(23)를 포함하는 이차 전지 유닛이 상기 엔드 플레이트 용접 장치(10)의 함체(111) 내에 수용된다(S11).
이 상태에서, 상기 상면 가압부(12)가 작동하여, 상기 모노 프레임(22)의 상면을 가압한다(S12). 즉, 상기 어퍼 실린더(122)가 작동하여, 상기 어퍼 푸셔(121)를 회전시키고, 상기 어퍼 푸셔(121)는 수평 상태로 회전하여 상기 모노 프레임(22)의 상면 전단부와 후단부를 가압한다.
그리고, 상기 엔드 플레이트 가압부(13)가 작동하여 상기 엔드 플레이트(23)를 가압 지지한다. 즉, 상기 모듈 클램프 구동 실린더(132)가 작동하여, 상기 모듈 클램프(131)가 상기 수직 상태로 세워진 엔드 플레이트(23)가 상기 모노 프레임(22)의 양 측면에 결합된 상태로 유지되도록 한다. 그러면, 상기 엔드 플레이트(23)와 상기 모노 프레임(22)의 접촉 부위, 즉 용접 부위가 분리되거나 틀어지는 현상이 방지된다.
그리고, 상기 측면 가압부가 작동하여 상기 모노 프레임(22)의 전면과 후면을 가압한다(S14). 즉, 상기 사이드 클램프 구동 실린더(142)가 작동하여, 상기 사이드 클램프(141)가 상기 모노 프레임(22)의 전면과 후면을 가압 지지하도록 한다.
위 과정이 모두 수행되면, 상기 함체(111) 내에서 상기 모노 프레임(22)과 엔드 플레이트(23)가 요동하지 않고 고정된 상태를 유지할 수 있을 뿐만 아니라, 상기 함체(111)와 상기 모노 프레임(22) 및 엔드 플레이트(23)가 한 몸으로 회전하게 된다.
여기서, 상기 상면 가압부(12)와 엔드 플레이트 가압부(13) 및 측면 가압부(14)의 작동 순서는 상기의 순서에 제한되지 않음을 밝혀둔다.
한편, 상기 셀 모듈(21)과, 모노 프레임(22), 및 엔드 플레이트(23) 결합체, 즉 이차 전지 유닛이 상기 함체(111) 내에 고정되면, 상기 모노 프레임(22)의 상면 가장자리가 용접된다(S15). 상세히, 레이저 용접기가 상기 모노 프레임(22)의 상면 좌측 가장자리와 우측 가장자리 중 어느 일측의 용접 부위를 용접한 뒤, 다른 일측의 용접 부위를 용접한다.
상면 용접이 끝나면, 상기 모듈 회전 유닛(11)이 작동하여, 상기 함체(111)를 180도 회전시킨 뒤 상기 이차 전지 유닛의 하면 가장자리 용접이 수행된다(S16). 즉, 상기 서보 모터(113)와 감속기(114)가 작동하여, 상기 함체(111)가 상기 회전축(112)을 중심으로 소정의 속도로 회전하면, 상기 이차 전지 유닛의 저면이 상측으로 오게 된다.
이 상태에서, 상기 레이저 용접기가 상기 모노 프레임(22)의 하면 좌측 가장자리와 우측 가장자리 중 어느 일측의 용접 부위를 용접한 뒤, 다른 일측의 용접 부위를 용접한다.
저면 용접이 끝나면, 상기 모듈 회전 유닛(11)이 작동하여, 상기 함체(111)를 90도 회전시켜, 상기 이차 전지 유닛의 좌측면 가장자리(또는 전면 가장자리) 용접이 이루어지도록 한다(S17).
좌측면 가장자리 용접이 끝나면, 상기 모듈 회전 유닛(11)이 작동하여, 상기 함체(111)를 180도 회전시켜, 이차 전지 유닛의 우측면 가장자리(도는 전면 가장자리) 용접이 이루어지도록 한다.
우측면 가장자리 용접이 끝나면, 이차 전지 유닛이 인출되어 다음 제조 공정으로 이송된다(S19).
여기서, 상면 가장자리 공정부터 우측면 가장자리 용접 순서는 상기의 설명 순서에 제한되지 아니함을 밝혀둔다.
예컨대, 상면 가장자리 용접이 끝난 뒤, 모듈 회전 유닛(11)이 상기 함체(111)를 90도씩 회전시키면서, 전면, 저면, 및 후면의 순서로 순차 용접되도록 하는 것도 가능할 것이다.
Claims (15)
- 셀 모듈과, 상기 셀 모듈이 수용되는 모노 프레임, 및 상기 모노 프레임의 개구된 양 측면에 결합되는 엔드 플레이트를 포함하는 이차 전지 유닛이 수용되는 함체;
상기 함체의 양 측면에서 연장되는 한 쌍의 회전축;
상기 한 쌍의 회전축 중 어느 하나에 연결되는 함체 회전 수단;
상기 한 쌍의 회전축을 지지하는 함체 지지대; 및
상기 함체 회전 수단의 내측에 제공되어, 상기 이차 전지 유닛을 가압 지지하는 지지 수단을 포함하는 이차 전지 제조 장치. - 제 1 항에 있어서,
상기 지지 수단은,
상기 함체의 전방측과 후방측에 각각 제공되어, 상기 모노 프레임의 상면을 가압하는 한 쌍의 상면 가압부를 포함하는 이차 전지 제조 장치. - 제 2 항에 있어서,
상기 한 쌍의 상면 가압부 각각은,
어퍼 실린더와,
상기 어퍼 실린더에 회전 가능하게 연결되어, 상기 모노 프레임의 상면을 가압하는 어퍼 푸셔를 포함하는 이차 전지 제조 장치. - 제 2 항에 있어서,
상기 지지 수단은,
상기 함체의 양 측방에 각각 제공되어, 상기 엔드 플레이트를 가압 지지하는 한 쌍의 엔드 플레이트 가압부를 포함하는 이차 전지 제조 장치. - 제 4 항에 있어서,
상기 한 쌍의 엔드 플레이트 가압부는,
상기 한 쌍의 엔드 플레이트 각각을 가압하는 모듈 클램프와,
상기 모듈 클램프를 상기 모노 프레임의 중심 방향으로 수평 이동시키는 모듈 클램프 구동 실린더를 포함하는 이차 전지 제조 장치. - 제 4 항에 있어서,
상기 지지 수단은, 상기 함체의 전방측과 후방측에 각각 제공되어, 상기 모노 프레임의 전면과 후면을 가압 지지하는 한 쌍의 측면 가압부를 포함하는 이차 전지 제조 장치. - 제 6 항에 있어서,
상기 한 쌍의 측면 가압부 각각은,
상기 모노 프레임의 전면 또는 후면을 가압 지지하는 사이드 클램프와,
상기 사이드 클램프를 상기 모노 프레임의 중심 방향으로 수평 이동시키는 사이드 클램프 구동 실린더를 포함하는 이차 전지 제조 장치. - 제 6 항에 있어서,
상기 함체 회전 수단은,
서보 모터와,
상기 서보 모터와 상기 회전축을 연결하고, 상기 서보 모터의 회전력을 감소시키는 감속기를 포함하는 이차 전지 제조 장치. - 제 8 항에 있어서,
상기 감속기는 중공 타입 감속기를 포함하는 이차 전지 제조 장치. - 셀 모듈과, 상기 셀 모듈이 수용되는 모노 프레임, 및 상기 모노 프레임의 개구된 양 측면에 결합되는 엔드 플레이트를 포함하는 이차 전지 유닛이 함체 내에 수용되는 제 1 단계;
엔드 플레이트 지지 수단이 작동하여 상기 모노 프레임과 상기 엔드 플레이트를 고정 지지하는 제 2 단계; 및
상기 함체가 90도 또는 180도로 회전하여 상기 엔드 플레이트와 상기 모노 프레임의 접촉 부위에 형성되는 용접 부위를 용접하는 제 3 단계를 포함하는 이차 전지 제조 방법. - 제 10 항에 있어서,
상기 제 2 단계는,
상기 모노 프레임의 상면을 가압하는 상면 가압부와, 상기 엔드 플레이트를 가압하는 엔드 플레이트 가압부, 및 상기 모노 프레임의 전후면을 가압하는 측면 가압부가 작동하는 단계를 포함하는 이차 전지 제조 방법. - 제 11 항에 있어서,
상기 상면 가압부와, 엔드 플레이트 가압부, 및 측면 가압부는 동시에 작동하거나, 순차적으로 작동하여 상기 모노 프레임과 엔드 플레이트를 지지하는 것을 특징으로 하는 이차 전지 제조 방법. - 제 11 항에 있어서,
상기 제 3 단계는,
상기 모노 프레임의 상면 가장자리를 용접하는 단계와,
상기 함체가 180도 회전하여 상기 모노 프레임의 저면 가장자리를 용접하는 단계와,
상기 함체가 90도 회전하여 상기 모노 프레임의 전면 가장자리를 용접하는 단계, 및
상기 함체가 180도 회전하여 상기 모노 프레임의 후면 가장자리를 용접하는 단계를 포함하는 이차 전지 제조 방법. - 제 11 항에 있어서,
상기 제 3 단계는,
상기 제 3 단계는,
상기 모노 프레임의 상면 가장자리를 용접하는 단계와,
상기 함체가 90도 회전하여 상기 모노 프레임의 후면 가장자리를 용접하는 단계와,
상기 함체가 90도 회전하여 상기 모노 프레임의 저면 가장자리를 용접하는 단계, 및
상기 함체가 90도 회전하여 상기 모노 프레임의 전면 가장자리를 용접하는 단계를 포함하는 이차 전지 제조 방법. - 제 11 항에 있어서,
상기 제 3 단계에서 이루어지는 용접은 레이저 용접인 것을 특징으로 하는 이차 전지 제조 방법.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210005560A KR20220102971A (ko) | 2021-01-14 | 2021-01-14 | 이차 전지 제조 장치 및 제조 방법 |
| PCT/KR2021/019580 WO2022154296A1 (ko) | 2021-01-14 | 2021-12-22 | 이차 전지 제조 장치 및 제조 방법 |
| EP21218278.6A EP4030543A1 (en) | 2021-01-14 | 2021-12-30 | Apparatus and method for manufacturing secondary battery |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210005560A KR20220102971A (ko) | 2021-01-14 | 2021-01-14 | 이차 전지 제조 장치 및 제조 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220102971A true KR20220102971A (ko) | 2022-07-21 |
Family
ID=79185444
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020210005560A Withdrawn KR20220102971A (ko) | 2021-01-14 | 2021-01-14 | 이차 전지 제조 장치 및 제조 방법 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP4030543A1 (ko) |
| KR (1) | KR20220102971A (ko) |
| WO (1) | WO2022154296A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102633316B1 (ko) * | 2023-09-07 | 2024-02-05 | (주)케이엔에스 | 각형 이차전지 캔용 용접장치 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116038119A (zh) * | 2023-02-06 | 2023-05-02 | 苏州锐方激光科技有限公司 | 一种软包电池焊接设备 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6024092B2 (ja) * | 2011-10-26 | 2016-11-09 | 株式会社Gsユアサ | 金属容器の製造方法、金属容器、蓄電素子及び蓄電モジュール |
| CN108772650B (zh) * | 2018-06-28 | 2023-06-23 | 苏州巨一智能装备有限公司 | 电芯模组侧面板焊接精确定位装置、焊接机器人及其焊接方法 |
| KR102315847B1 (ko) * | 2018-10-05 | 2021-10-21 | 주식회사 엘지에너지솔루션 | 용접 불량을 방지할 수 있는 전지팩 프레임을 포함하는 전지팩 및 이를 제조하기 위한 가압 지그 |
| KR102694746B1 (ko) * | 2019-01-10 | 2024-08-12 | 주식회사 엘지에너지솔루션 | 전지팩 제조방법 |
| KR102212849B1 (ko) * | 2019-04-22 | 2021-02-05 | (주)휴민텍 | 프레임 용접기용 지그장치 |
| KR102071350B1 (ko) * | 2019-08-06 | 2020-01-30 | (주)대흥정밀산업 | 내용물이 충전된 금속용기에 뚜껑을 용접하기 위한 지그를 구비한 용접기 |
-
2021
- 2021-01-14 KR KR1020210005560A patent/KR20220102971A/ko not_active Withdrawn
- 2021-12-22 WO PCT/KR2021/019580 patent/WO2022154296A1/ko not_active Ceased
- 2021-12-30 EP EP21218278.6A patent/EP4030543A1/en active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102633316B1 (ko) * | 2023-09-07 | 2024-02-05 | (주)케이엔에스 | 각형 이차전지 캔용 용접장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2022154296A1 (ko) | 2022-07-21 |
| EP4030543A1 (en) | 2022-07-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10553840B2 (en) | Manufacturing method and manufacturing device for battery pack | |
| JP7154636B2 (ja) | バスバーフレーム組み立て方法 | |
| US11909062B2 (en) | Battery pack comprising battery pack frame capable of preventing welding defect and pressing jig for preparing the same | |
| CN203085688U (zh) | 二次电池及二次电池制造装置 | |
| KR20220102971A (ko) | 이차 전지 제조 장치 및 제조 방법 | |
| EP3367470B1 (en) | Battery pack and method for producing battery pack | |
| KR102640956B1 (ko) | 클램핑 모듈을 포함하는 클램핑 이송장치 및 이차전지셀 제조장치 | |
| KR102043115B1 (ko) | 2차전지셀 또는 전극조립체 외부 케이스 용접 장치 및 이를 포함하는 2차전지셀 또는 전극조립체 외부 케이스 용접 시스템 | |
| EP3836252A1 (en) | Pressure jig apparatus for bringing electrode lead into close contact with bus bar and battery module manufacturing system including same | |
| KR102439235B1 (ko) | 다중 셀 탭 절단 장치 및 방법 | |
| EP4258409B1 (en) | Bare cell film coating apparatus and method, and battery manufacturing system | |
| US20200365863A1 (en) | Automatic pressure jig device for bringing electrode lead into close contact with busbar, and battery module manufacturing system comprising same | |
| KR102212849B1 (ko) | 프레임 용접기용 지그장치 | |
| CN217224290U (zh) | 压紧块以及焊接装置 | |
| US20190372079A1 (en) | Battery pack production method and production device | |
| JP7850496B2 (ja) | 積層装置及び方法 | |
| CN119383942A (zh) | 一种tcu控制器的pcba板组装生产线 | |
| CN215036657U (zh) | 电池模组固定工装 | |
| US20240222678A1 (en) | Production device for resin framed electrode foil | |
| WO2018198198A1 (ja) | ワーク搬送装置及びワーク搬送方法 | |
| CN110270751B (zh) | 一种焊接装置及焊接方法 | |
| CN212125792U (zh) | 一种手机pcba板撕膜去除装置 | |
| CN115882078A (zh) | 一种锂电池自动封装检测机 | |
| CN117886093A (zh) | 一种动力极耳检测及入料盒机 | |
| CN117219704A (zh) | 一种光伏电池片的制备方法、排布方法及其制备设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| B11 | Application withdrawn |
Free format text: ST27 STATUS EVENT CODE: N-1-6-B10-B11-NAP-PC1202 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PC1202 | Submission of document of withdrawal before decision of registration |
St.27 status event code: N-1-6-B10-B11-nap-PC1202 |