KR20220106748A - 세라믹스/구리/그래핀 접합체와 그 제조 방법, 및 세라믹스/구리/그래핀 접합 구조 - Google Patents
세라믹스/구리/그래핀 접합체와 그 제조 방법, 및 세라믹스/구리/그래핀 접합 구조 Download PDFInfo
- Publication number
- KR20220106748A KR20220106748A KR1020227016392A KR20227016392A KR20220106748A KR 20220106748 A KR20220106748 A KR 20220106748A KR 1020227016392 A KR1020227016392 A KR 1020227016392A KR 20227016392 A KR20227016392 A KR 20227016392A KR 20220106748 A KR20220106748 A KR 20220106748A
- Authority
- KR
- South Korea
- Prior art keywords
- copper
- graphene
- ceramic
- active metal
- bonding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0271—Arrangements for reducing stress or warp in rigid printed circuit boards, e.g. caused by loads, vibrations or differences in thermal expansion
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/10—Interconnection of layers at least one layer having inter-reactive properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/16—Layered products comprising a layer of metal next to a particulate layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
- B32B37/1018—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure using only vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/144—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers using layers with different mechanical or chemical conditions or properties, e.g. layers with different thermal shrinkage, layers under tension during bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/24—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer not being coherent before laminating, e.g. made up from granular material sprinkled onto a substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/03—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers with respect to the orientation of features
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/005—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising one layer of ceramic material, e.g. porcelain, ceramic tile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/005—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising one layer of ceramic material, e.g. porcelain, ceramic tile
- B32B9/007—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising one layer of ceramic material, e.g. porcelain, ceramic tile comprising carbon, e.g. graphite, composite carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/04—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B9/041—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material of metal
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/02—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/02—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles
- C04B37/023—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles characterised by the interlayer used
- C04B37/026—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles characterised by the interlayer used consisting of metals or metal salts
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/05—Insulated conductive substrates, e.g. insulated metal substrate
- H05K1/053—Insulated conductive substrates, e.g. insulated metal substrate the metal substrate being covered by an inorganic insulating layer
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/0011—Working of insulating substrates or insulating layers
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/38—Improvement of the adhesion between the insulating substrate and the metal
- H05K3/388—Improvement of the adhesion between the insulating substrate and the metal by the use of a metallic or inorganic thin film adhesion layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/06—Coating on the layer surface on metal layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/107—Ceramic
- B32B2264/108—Carbon, e.g. graphite particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/02—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/12—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/12—Copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2313/00—Elements other than metals
- B32B2313/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2315/00—Other materials containing non-metallic inorganic compounds not provided for in groups B32B2311/00 - B32B2313/04
- B32B2315/02—Ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6567—Treatment time
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
- C04B2235/6581—Total pressure below 1 atmosphere, e.g. vacuum
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/04—Ceramic interlayers
- C04B2237/08—Non-oxidic interlayers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/04—Ceramic interlayers
- C04B2237/08—Non-oxidic interlayers
- C04B2237/083—Carbide interlayers, e.g. silicon carbide interlayers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/12—Metallic interlayers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/12—Metallic interlayers
- C04B2237/124—Metallic interlayers based on copper
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/12—Metallic interlayers
- C04B2237/126—Metallic interlayers wherein the active component for bonding is not the largest fraction of the interlayer
- C04B2237/127—The active component for bonding being a refractory metal
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/363—Carbon
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/368—Silicon nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/40—Metallic
- C04B2237/407—Copper
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/59—Aspects relating to the structure of the interlayer
- C04B2237/592—Aspects relating to the structure of the interlayer whereby the interlayer is not continuous, e.g. not the whole surface of the smallest substrate is covered by the interlayer
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/60—Forming at the joining interface or in the joining layer specific reaction phases or zones, e.g. diffusion of reactive species from the interlayer to the substrate or from a substrate to the joining interface, carbide forming at the joining interface
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/70—Forming laminates or joined articles comprising layers of a specific, unusual thickness
- C04B2237/704—Forming laminates or joined articles comprising layers of a specific, unusual thickness of one or more of the ceramic layers or articles
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/70—Forming laminates or joined articles comprising layers of a specific, unusual thickness
- C04B2237/706—Forming laminates or joined articles comprising layers of a specific, unusual thickness of one or more of the metallic layers or articles
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Structural Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Ceramic Products (AREA)
Abstract
세라믹스/구리/그래핀 접합체에서는, 세라믹스 부재와, 구리 또는 구리 합금으로 이루어지는 구리 부재와, 그래핀 집합체를 함유하는 그래핀 함유 탄소질 부재가 접합되어 있고, 상기 구리 부재와 상기 그래핀 함유 탄소질 부재의 접합 계면에 있어서는, 그래핀 함유 탄소질 부재측에, Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종 이상의 활성 금속의 탄화물을 포함하는 활성 금속 탄화물층이 형성되어 있고, 상기 활성 금속 탄화물층과 상기 구리 부재 사이에, Cu 의 모상 중에 Mg 가 고용된 Mg 고용층이 형성되어 있다.
Description
이 발명은, 세라믹스 부재와, 구리 또는 구리 합금으로 이루어지는 구리 부재와, 그래핀 집합체를 함유하는 그래핀 함유 탄소질 부재가 접합된 구조의 세라믹스/구리/그래핀 접합체와 그 제조 방법, 및 세라믹스/구리/그래핀 접합 구조에 관한 것이다.
본원은 2019년 11월 22일에 일본에 출원된 일본 특허출원 2019-211422호, 및 2020년 11월 19일에 일본에 출원된 일본 특허출원 2020-192559호에 기초하여 우선권을 주장하고, 그 내용을 여기에 원용한다.
그래핀 집합체를 함유하는 그래핀 함유 탄소질 부재는, 열전도성이 우수하므로, 방열 부재 및 열전도 부재 등을 구성하는 부재로서 특히 적합하다.
예를 들어, 상기 서술한 그래핀 집합체를 함유하는 그래핀 함유 탄소질 부재의 표면에 세라믹스 등으로 이루어지는 절연층을 형성함으로써, 절연 기판으로서 사용하는 것이 가능해진다.
여기서, 예를 들어 특허문헌 1 에는, 제 1 방향을 따라 그래핀 시트가 적층된 구조체와, 제 1 방향과 교차하는 제 2 방향에 있어서의 상기 구조체의 단면에 접합되는 중간 부재 (구리판) 를 갖고, 이 중간 부재가, 적어도 티탄을 포함하는 인서트재를 개재하여, 상기 단면에 가압 접합된 이방성 열전도 소자가 개시되어 있다.
그런데, 상기 서술한 절연 기판에 있어서는, 사용 환경하에 있어서 냉열 사이클이 부하되는 경우가 있다. 특히, 최근에는, 엔진 룸 등의 가혹한 환경하에서 사용되는 경우가 있고, 온도차가 큰 엄격한 조건의 냉열 사이클이 부하되는 경우가 있다.
여기서, 상기 서술한 특허문헌 1 에 있어서는, 구리로 이루어지는 중간체와 그래핀의 구조체를, 티탄을 포함하는 인서트재를 개재하여 접합하고 있지만, 접합 조건에 따라서는, 구리로 이루어지는 중간체와 그래핀의 구조체를 강고하게 접합할 수 없어, 엄격한 조건의 냉열 사이클이 부하되었을 때에 박리가 생길 우려가 있었다.
또, 소정의 디바이스에 대해, 특허문헌 1 의 구리/그래핀 접합체를 방열 부재로서 설치했을 경우, 도전성을 갖는 구리의 중간체가 디바이스에 접촉하기 때문에, 이 중간체를 통해서 접합 부분에 전류가 흘러들어가는 경우가 있어, 구리의 중간체와 그래핀의 구조체의 접합을 유지할 수 없게 될 우려가 있었다.
이 발명은, 전술한 사정을 감안하여 이루어진 것으로서, 구리 또는 구리 합금으로 이루어지는 구리 부재와, 그래핀 집합체를 함유하는 그래핀 함유 탄소질 부재가 강고하게 접합되어 있어, 접합 부분에 흐르는 전류를 억제할 수 있고, 냉열 사이클 부하시에 있어서도 박리가 생기는 일이 없어, 냉열 사이클 신뢰성이 우수한 세라믹스/구리/그래핀 접합체와, 그 제조 방법을 제공하는 것을 목적으로 한다.
이와 같은 과제를 해결하여, 상기 목적을 달성하기 위해서, 본 발명의 세라믹스/구리/그래핀 접합체는, 세라믹스 부재와, 구리 또는 구리 합금으로 이루어지는 구리 부재와, 그래핀 집합체를 함유하는 그래핀 함유 탄소질 부재가 접합된 구조의 세라믹스/구리/그래핀 접합체로서, 상기 구리 부재와 상기 그래핀 함유 탄소질 부재의 접합 계면에 있어서는, 상기 그래핀 함유 탄소질 부재측에, Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종 이상의 활성 금속의 탄화물을 포함하는 활성 금속 탄화물층이 형성되어 있고, 이 활성 금속 탄화물층과 상기 구리 부재 사이에, Cu 의 모상 중에 Mg 가 고용된 Mg 고용층이 형성되어 있는 것을 특징으로 하고 있다.
이 구성의 세라믹스/구리/그래핀 접합체에 있어서는, 구리 부재와 그래핀 함유 탄소질 부재의 접합 계면에 있어서, 그래핀 함유 탄소질 부재의 접합면에 활성 금속 탄화물층이 형성되어 있고, 구리 부재의 접합면측에 Cu 의 모상 중에 Mg 가 고용된 Mg 고용층이 형성되어 있다. 이로써, Mg 고용층 중의 Mg 가 활성 금속 탄화물층 중의 활성 금속과 충분히 반응하고, 이 활성 금속 탄화물층을 개재하여, 구리 부재가 그래핀 함유 탄소질재와 강고하게 접합되기 때문에, 냉열 사이클 부하시에 있어서, 접합 계면에 크랙, 박리가 생기는 것을 억제할 수 있다. 또한, 이 구성의 세라믹스/구리/그래핀 접합체는, 구성 재료로서 구리를 포함하고 있기 때문에, 과도기에 있어서, 히트 스프레더로서 효율적으로 방열을 실시하는 기능을 가지고 있다.
또, 이 구성의 세라믹스/구리/그래핀 접합체에 있어서는, 도전성을 갖는 구리 부재가 세라믹스 부재로 덮여 있기 때문에, 소정의 디바이스에 접촉시켰을 경우에, 구리 부재를 통해서 접합 부분에 전류가 흘러들어가는 것을 억제하여, 구리 부재와 그래핀 함유 탄소질 부재의 접합을 유지시킬 수 있다.
따라서, 이 구성의 세라믹스/구리/그래핀 접합체는, 냉열 사이클에 수반하는 접합 계면에서의 박리의 발생을 억제하면서, 안정적인 방열 특성을 유지할 수 있어, 높은 신뢰성을 실현할 수 있다.
여기서, 본 발명의 세라믹스/구리/그래핀 접합체에 있어서는, 상기 Mg 고용층에는, Cu 와 Mg 를 포함하는 금속간 화합물로 이루어지는 Cu-Mg 금속간 화합물상이 존재하는 것이 바람직하다.
이 경우, Cu-Mg 금속간 화합물상이 활성 금속 탄화물층과의 접합면측에 분포되어 있어, 접합에 크게 관여하게 되기 때문에, 활성 금속 탄화물층과의 접합의 강도를 높일 수 있다.
상기 Mg 고용층 중, 상기 활성 금속 탄화물층과 상기 Mg 고용층의 경계로부터 구리 부재측을 향하여 거리 50 ㎛ 의 범위 내의 영역의 면적을 A 로 하고, 상기 Cu-Mg 금속간 화합물상의 면적을 B 로 했을 때, 비 B/A 가 0.3 이하인 것이 바람직하다.
또, 본 발명의 세라믹스/구리/그래핀 접합체에 있어서는, 상기 Mg 고용층에는, Cu 와 상기 활성 금속을 포함하는 금속간 화합물로 이루어지는 제 2 금속간 화합물상이 존재하는 것이 바람직하다.
이 경우, 제 2 금속간 화합물상이 활성 금속 탄화물층과의 접합면측에 분포되어 있어, 접합에 크게 관여하게 되기 때문에, 활성 금속 탄화물층과의 접합의 강도를 높일 수 있다.
또, 본 발명의 세라믹스/구리/그래핀 접합체에 있어서는, 상기 세라믹스 부재가 산소 함유 세라믹스로 구성되어 있고, 상기 세라믹스 부재와 상기 구리 부재의 접합 계면에 있어서는, 상기 세라믹스 부재측에 산화마그네슘층이 형성되어 있어도 된다.
이 경우, 산화마그네슘층이 형성되어 있음으로써, 산소를 함유하는 세라믹스 부재와 구리 부재의 접합을 강화시킬 수 있어, 냉열 사이클 부하시에 있어서, 접합 계면에 크랙, 박리가 발생하는 것을 억제할 수 있다.
또, 본 발명의 세라믹스/구리/그래핀 접합체에 있어서는, 상기 세라믹스 부재가 질소 함유 세라믹스로 구성되어 있고, 상기 세라믹스 부재와 상기 구리 부재의 접합 계면에 있어서는, 상기 세라믹스 부재측에, Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종 이상의 활성 금속의 질화물을 포함하는 활성 금속 질화물층이 형성되어 있어도 된다.
이 경우, Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종 이상의 활성 금속의 질화물을 포함하는 활성 금속 질화물층이 형성되어 있음으로써, 질소를 함유하는 세라믹스 부재와 구리 부재의 접합을 강화시킬 수 있어, 냉열 사이클 부하시에 있어서, 접합 계면에 크랙, 박리가 발생하는 것을 억제할 수 있다.
또한, 본 발명의 세라믹스/구리/그래핀 접합체에 있어서는, 상기 그래핀 함유 탄소질 부재는, 단층 또는 다층의 그래핀이 퇴적되어 이루어지는 그래핀 집합체와 편평 형상의 흑연 입자를 포함하고, 편평 형상의 상기 흑연 입자가, 그 베이살면이 접어 겹치도록 상기 그래핀 집합체를 바인더로 하여 적층되고, 편평 형상의 상기 흑연 입자의 베이살면이 일방향을 향하여 배향한 구조로 되어 있는 것이 바람직하다.
이 경우, 그래핀 함유 탄소질 부재에 있어서의 열전도 특성을, 더욱 향상시키는 것이 가능해진다.
본 발명의 세라믹스/구리/그래핀 접합체의 제조 방법은, 상기 서술한 세라믹스/구리/그래핀 접합체를 제조하는 세라믹스/구리/그래핀 접합체의 제조 방법으로서, 상기 구리 부재와, 상기 그래핀 함유 탄소질 부재를 접합하는 구리/그래핀 접합 공정과, 상기 구리 부재와 상기 세라믹스 부재를 접합하는 구리/세라믹스 접합 공정을 갖고, 상기 구리/그래핀 접합 공정은, 상기 구리 부재와 상기 그래핀 함유 탄소질 부재 사이에, Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종 이상의 활성 금속 및 Mg 를 배치하는 활성 금속 및 Mg 배치 공정과, 상기 구리 부재와 상기 그래핀 함유 탄소질 부재를, 활성 금속 및 Mg 를 개재하여 적층하는 적층 공정과, 활성 금속 및 Mg 를 개재하여 적층된 상기 구리 부재와 상기 그래핀 함유 탄소질 부재를 적층 방향으로 가압한 상태에서, 진공 분위기하에서 가열 처리하여 접합하는 접합 공정을 구비하고 있고, 상기 활성 금속 및 Mg 배치 공정에서는, 활성 금속량을 0.4 μmol/㎠ 이상, Mg 량을 14 μmol/㎠ 이상으로 하는 것을 특징으로 하고 있다.
이 구성의 세라믹스/구리/그래핀 접합체의 제조 방법에 의하면, 활성 금속 및 Mg 배치 공정에서는, 활성 금속량을 0.4 μmol/㎠ 이상으로 하고, Mg 량을 14 μmol/㎠ 이상으로 하고 있으므로, 계면 반응에 필요한 액상을 충분히 얻을 수 있다. 따라서, 구리 부재와 그래핀 함유 탄소질재를 확실하게 접합할 수 있다.
여기서, 본 발명의 세라믹스/구리/그래핀 접합체의 제조 방법에 있어서는, 상기 접합 공정에 있어서의 가압 하중이 0.049 ㎫ 이상 1.96 ㎫ 이하의 범위 내로 되고, 상기 접합 공정에 있어서의 가열 온도가 700 ℃ 이상 950 ℃ 이하의 범위 내로 되어 있는 것이 바람직하다.
이 경우, 접합 공정에 있어서, 가압 하중이 0.049 ㎫ 이상 1.96 ㎫ 이하의 범위 내로 되고, 또한 가열 온도가, 700 ℃ 이상 950 ℃ 이하의 범위 내로 되어 있으므로, 계면 반응에 필요한 액상을 유지할 수 있어, 균일한 계면 반응을 촉진할 수 있다.
또, 본 발명의 세라믹스/구리/그래핀 접합체의 제조 방법에 있어서는, 상기 구리/세라믹스 접합 공정에서는, 상기 구리 부재와 상기 세라믹스 부재 사이에, Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종 이상의 활성 금속 및 Mg 를 배치하고, 상기 활성 금속 및 상기 Mg 를 개재하여 적층된 상기 구리 부재와 상기 그래핀 함유 탄소질 부재를 적층 방향으로 가압한 상태에서, 진공 분위기하에서 가열 처리하여 접합하는 것이 바람직하다.
이 경우, Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종 이상의 활성 금속 및 Mg 가 접합재로서 사용되고, 구리 부재와 상기 세라믹스 부재의 접합이 강화되기 때문에, 냉열 사이클 부하시에 있어서, 접합 계면에 크랙, 박리가 발생하는 것을 억제할 수 있다.
또, 본 발명의 세라믹스/구리/그래핀 접합체의 제조 방법에 있어서는, 상기 구리/세라믹스 접합 공정에서는, 상기 구리 부재와 상기 세라믹스 부재 사이에, Mg 를 배치하고, 상기 Mg 를 개재하여 적층된 상기 구리 부재와 상기 그래핀 함유 탄소질 부재를 적층 방향으로 가압한 상태에서, 진공 분위기하에서 가열 처리하여 접합하는 것이 바람직하다.
이 경우, 접합재로서 Mg 가 사용되고, 구리 부재와 상기 세라믹스 부재의 접합이 강화되기 때문에, 냉열 사이클 부하시에 있어서, 접합 계면에 크랙, 박리가 발생하는 것을 억제할 수 있다.
본 발명의 세라믹스/구리/그래핀 접합 구조는, 세라믹스 부재와, 구리 또는 구리 합금으로 이루어지는 구리 부재와, 그래핀 집합체를 함유하는 그래핀 함유 탄소질 부재가 접합된 구조의 세라믹스/구리/그래핀 접합 구조로서, 상기 구리 부재와 상기 그래핀 함유 탄소질 부재의 접합 계면에 있어서는, 상기 그래핀 함유 탄소질 부재측에, Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종 이상의 활성 금속의 탄화물을 포함하는 활성 금속 탄화물층이 형성되어 있고, 이 활성 금속 탄화물층과 상기 구리 부재 사이에, Cu 의 모상 중에 Mg 가 고용된 Mg 고용층이 형성되어 있는 것을 특징으로 하고 있다.
이 구성의 세라믹스/구리/그래핀 접합 구조에 있어서는, 구리 부재와 그래핀 함유 탄소질 부재의 접합 계면에 있어서, 그래핀 함유 탄소질 부재의 접합면에 활성 금속 탄화물층이 형성되어 있고, 구리 부재의 접합면측에 Cu 의 모상 중에 Mg 가 고용된 Mg 고용층이 형성되어 있다. 이로써, Mg 고용층 중의 Mg 가 활성 금속 탄화물층 중의 활성 금속과 충분히 반응하고, 이 활성 금속 탄화물층을 개재하여, 구리 부재가 그래핀 함유 탄소질재와 강고하게 접합되기 때문에, 냉열 사이클 부하시에 있어서, 접합 계면에 크랙, 박리가 생기는 것을 억제할 수 있다. 또한, 이 구성의 세라믹스/구리/그래핀 접합 구조는, 구성 재료로서 구리를 포함하고 있기 때문에, 과도기에 있어서, 히트 스프레더로서 효율적으로 방열을 실시하는 기능을 가지고 있다.
또, 이 구성의 세라믹스/구리/그래핀 접합 구조에 있어서는, 도전성을 갖는 구리 부재가 세라믹스 부재로 덮여 있기 때문에, 소정의 디바이스에 접촉시켰을 경우에, 구리 부재를 통해서 접합 부분에 전류가 흘러들어가는 것을 억제하여, 구리 부재와 그래핀 함유 탄소질 부재의 접합을 유지시킬 수 있다.
따라서, 이 구성의 세라믹스/구리/그래핀 접합 구조는, 냉열 사이클에 수반하는 접합 계면에서의 박리의 발생을 억제하면서, 안정적인 방열 특성을 유지할 수 있고, 높은 신뢰성을 실현할 수 있다.
본 발명에 의하면, 구리 또는 구리 합금으로 이루어지는 구리 부재와, 그래핀 집합체를 함유하는 그래핀 함유 탄소질 부재가 강고하게 접합되어 있어, 접합 부분에 흐르는 전류를 억제할 수 있고, 냉열 사이클 부하시에 있어서도 박리가 발생하는 일이 없어, 냉열 사이클 신뢰성이 우수한 구리/그래핀 접합체와, 그 제조 방법을 제공할 수 있다.
도 1 은, 본 발명의 실시형태인 세라믹스/구리/그래핀 접합체 (절연 기판) 를 사용한 파워 모듈의 개략 설명도이다.
도 2 는, 본 발명의 실시형태인 세라믹스/구리/그래핀 접합체 (절연 기판) 의 개략 설명도이다.
도 3 은, 본 발명의 실시형태인 세라믹스/구리/그래핀 접합체 (절연 기판) 에 있어서의, 구리 부재와 그래핀 함유 탄소질 부재의 접합 계면, 구리 부재와 세라믹스 부재의 접합 계면을 확대한 모식도이다.
도 4 는, 본 발명의 실시형태인 세라믹스/구리/그래핀 접합체 (절연 기판) 의 제조 방법의 일례를 나타내는 플로우도이다.
도 2 는, 본 발명의 실시형태인 세라믹스/구리/그래핀 접합체 (절연 기판) 의 개략 설명도이다.
도 3 은, 본 발명의 실시형태인 세라믹스/구리/그래핀 접합체 (절연 기판) 에 있어서의, 구리 부재와 그래핀 함유 탄소질 부재의 접합 계면, 구리 부재와 세라믹스 부재의 접합 계면을 확대한 모식도이다.
도 4 는, 본 발명의 실시형태인 세라믹스/구리/그래핀 접합체 (절연 기판) 의 제조 방법의 일례를 나타내는 플로우도이다.
이하에, 본 발명의 실시형태에 대해 첨부한 도면을 참조하여 설명한다. 또한, 이하에 나타내는 각 실시형태는, 발명의 취지를 보다 잘 이해시키기 위해서 구체적으로 설명하는 것이고, 특별히 지정이 없는 한, 본 발명을 한정하는 것은 아니다. 또, 이하의 설명에서 사용하는 도면은, 본 발명의 특징을 알기 쉽게 하기 위해서, 편의상, 주요부가 되는 부분을 확대하여 나타내고 있는 경우가 있고, 각 구성 요소의 치수 비율 등이 실제와 동일하다고는 할 수 없다.
먼저, 도 1 내지 도 4 를 참조하여 본 발명의 실시형태인 세라믹스/구리/그래핀 접합체 (세라믹스/구리/그래핀 접합 구조) 에 대해 설명한다.
본 실시형태에 있어서의 세라믹스/구리/그래핀 접합체는, 세라믹스 부재와, 구리 또는 구리 합금으로 이루어지는 구리 부재와, 그래핀 집합체를 함유하는 그래핀 함유 탄소질 부재를 접합한 구조의 절연 기판 (20) 으로 되어 있다.
먼저, 본 실시형태인 세라믹스/구리/그래핀 접합체 (절연 기판 (20)) 를 사용한 파워 모듈에 대해 설명한다.
도 1 에 나타내는 파워 모듈 (1) 은, 절연 회로 기판 (10) 과, 이 절연 회로 기판 (10) 의 일방의 면측 (도 1 에 있어서 상측) 에 솔더층 (2) 을 개재하여 접합된 반도체 소자 (3) 와, 절연 회로 기판 (10) 의 타방의 면측 (도 1 에 있어서 하측) 에 배치 형성된 히트싱크 (31) 를 구비하고 있다.
절연 회로 기판 (10) 은, 절연층 (절연 기판 (20)) 과, 이 절연층의 일방의 면 (도 1 에 있어서 상면) 에 배치 형성된 회로층 (12) 과, 절연층 타방의 면 (도 1 에 있어서 하면) 에 배치 형성된 금속층 (13) 을 구비하고 있다.
절연층은, 회로층 (12) 과 금속층 (13) 사이의 전기적 접속을 방지하는 것으로서, 본 실시형태인 절연 기판 (20) 으로 구성되어 있다.
회로층 (12) 은, 절연층 (절연 기판 (20)) 의 일방의 면에, 도전성이 우수한 금속판이 접합됨으로써 형성되어 있다. 본 실시형태에서는, 회로층 (12) 을 구성하는 금속판으로서, 구리 또는 구리 합금으로 이루어지는 구리판, 구체적으로는 무산소동의 압연판이 사용되고 있다. 이 회로층 (12) 에는, 회로 패턴이 형성되어 있고, 그 일방의 면 (도 1 에 있어서 상면) 이, 반도체 소자 (3) 가 탑재되는 탑재면으로 되어 있다.
또, 회로층 (12) 이 되는 금속판 (구리판) 의 두께는 0.1 ㎜ 이상 1.0 ㎜ 이하의 범위 내로 설정되어 있고, 본 실시형태에서는, 0.6 ㎜ 로 설정되어 있다.
또한, 회로층 (12) 이 되는 금속판 (구리판) 과 절연 기판 (20) 의 접합 방법에는, 특별히 제한이 없고, 활성 금속 브레이징재 등을 사용하여 접합할 수 있다.
금속층 (13) 은, 절연층 (절연 기판 (20)) 의 타방의 면에, 열전도성이 우수한 금속판이 접합됨으로써 형성되어 있다. 본 실시형태에 있어서는, 금속층 (13) 을 구성하는 금속판으로서, 구리 또는 구리 합금으로 이루어지는 구리판, 구체적으로는 무산소동의 압연판이 사용되고 있다.
또, 금속층 (13) 이 되는 금속판 (구리판) 의 두께는 0.1 ㎜ 이상 1.0 ㎜ 이하의 범위 내로 설정되어 있고, 본 실시형태에서는, 0.6 ㎜ 로 설정되어 있다.
또한, 금속층 (13) 이 되는 금속판 (구리판) 과 절연 기판 (20) 의 접합 방법에는, 특별히 제한이 없고, 활성 금속 브레이징재 등을 사용하여 접합할 수 있다.
히트싱크 (31) 는, 전술한 절연 회로 기판 (10) 을 냉각시키기 위한 것이고, 냉각 매체 (예를 들어 냉각수) 를 유통시키기 위한 유로 (32) 가 복수 형성된 구조를 이루고 있다.
이 히트싱크 (31) 는, 열전도성이 양호한 재질, 예를 들어 알루미늄 또는 알루미늄 합금, 구리 또는 구리 합금으로 구성되어 있는 것이 바람직하고, 본 실시형태에 있어서는, 순도가 99 mass% 이상인 2 N 알루미늄으로 구성되어 있다.
또한, 본 실시형태에서는, 절연 회로 기판 (10) 의 금속층 (13) 과 히트싱크 (31) 는, 고상 확산 접합법에 의해 접합되어 있다.
반도체 소자 (3) 는, 예를 들어 Si 나 SiC 등의 반도체 재료를 사용하여 구성되어 있다. 이 반도체 소자 (3) 는, 예를 들어 Sn-Ag 계, Sn-In 계, 혹은 Sn-Ag-Cu 계의 솔더재로 이루어지는 솔더층 (2) 을 개재하여 회로층 (12) 상에 탑재되어 있다.
그리고, 절연층을 구성하는 본 실시형태인 절연 기판 (20) 은, 도 2 에 나타내는 바와 같이, 세라믹스 부재에 의해 구성되는 세라믹스판 (26) 과, 구리 또는 구리 합금으로 이루어지는 구리 부재에 의해 구성되는 구리판 (21) 과, 그래핀 집합체를 함유하는 그래핀 함유 탄소질 부재로 이루어지는 탄소판 (25) 을 적층한 구조로 되어 있다. 탄소판 (25) 의 양 주면에는, 각각 구리판 (21) 이 접합되어 있다.
여기서는, 절연 기판 (20) 으로서, 세라믹스판 (26), 구리판 (21), 탄소판 (25), 구리판 (21), 세라믹스판 (26) 의 순서로 적층되어 있는 것을 예시하고 있지만, 적층 방향에 있어서의 최표층 (단부) 이 세라믹스판 (26) 이고, 세라믹스판 (26), 구리판 (21), 탄소판 (25) 의 순서로 유지되어 있으면 되고, 적층수에 대한 제한은 없다.
탄소판 (25) 을 구성하는 그래핀 함유 탄소질 부재는, 단층 또는 다층의 그래핀이 퇴적되어 이루어지는 그래핀 집합체와 편평 형상의 흑연 입자를 포함하고, 편평 형상의 흑연 입자가, 그 베이살면이 접어 겹치도록, 그래핀 집합체를 바인더로 하여 적층된 구조로 되어 있는 것이 바람직하다. 편평 형상의 흑연 입자의 베이살면은, 일방향을 향하여 배향한 구조로 되어 있는 것이 바람직하다.
편평 형상의 흑연 입자는, 탄소 육각망면이 나타나는 베이살면과, 탄소 육각망면의 단부가 나타나는 에지면을 갖는 것이다. 이 편평 형상의 흑연 입자로는, 인편상 흑연, 인상 흑연, 토상 흑연, 박편상 흑연, 키시 그라파이트, 열분해 흑연, 고배향 열분해 흑연 등을 사용할 수 있다.
여기서, 흑연 입자의 베이살면에서 본 평균 입경은, 10 ㎛ 이상 1000 ㎛ 이하의 범위 내인 것이 바람직하고, 50 ㎛ 이상 800 ㎛ 이하의 범위 내인 것이 더욱 바람직하다. 흑연 입자의 평균 입경을 상기 서술한 범위 내로 함으로써, 열전도성이 향상된다.
또한, 흑연 입자의 두께는, 1 ㎛ 이상 50 ㎛ 이하의 범위 내인 것이 바람직하고, 1 ㎛ 이상 20 ㎛ 이하의 범위 내인 것이 더욱 바람직하다. 흑연 입자의 두께를 상기 서술한 범위 내로 함으로써, 흑연 입자의 배향성이 적당히 조정된다.
또, 흑연 입자의 두께가 베이살면에서 본 입경의 1/1000 ∼ 1/2 의 범위 내로 함으로써, 우수한 열전도성과 흑연 입자의 배향성이 적당히 조정된다.
그래핀 집합체는, 단층 또는 다층의 그래핀이 퇴적된 것이고, 다층의 그래핀의 적층수는, 예를 들어 100 층 이하, 바람직하게는 50 층 이하로 되어 있다. 이 그래핀 집합체는, 예를 들어, 단층 또는 다층의 그래핀이 저급 알코올이나 물을 포함하는 용매에 분산된 그래핀 분산액을, 여과지 상에 적하하고, 용매를 분리하면서 퇴적시킴으로써 제조하는 것이 가능하다.
여기서, 그래핀 집합체의 평균 입경은, 1 ㎛ 이상 1000 ㎛ 이하의 범위 내인 것이 바람직하다. 그래핀 집합체의 평균 입경을 상기 서술한 범위 내로 함으로써, 열전도성이 향상된다.
또한, 그래핀 집합체의 두께는, 0.05 ㎛ 이상 50 ㎛ 미만의 범위 내인 것이 바람직하다. 그래핀 집합체의 두께를 상기 서술한 범위 내로 함으로써, 탄소질 부재의 강도가 확보된다.
여기서, 도 3 에, 구리 또는 구리 합금으로 이루어지는 구리 부재에 의해 구성되는 구리판 (21) 과, 그래핀 함유 탄소질 부재로 이루어지는 탄소판 (25) 의 접합 계면, 및 구리판 (21) 과 세라믹스판 (26) 의 접합 계면을 확대한 모식도를 나타낸다. 도 3 에 나타내는 바와 같이, 구리 부재로 이루어지는 구리판 (21) 과 그래핀 함유 탄소질 부재로 이루어지는 탄소판 (25) 사이 (접합 계면 (40)) 에 있어서는, 탄소판 (25) 의 접합면에, 활성 금속 탄화물의 1 종 또는 2 종을 포함하는 활성 금속 탄화물층 (41) 이 형성되어 있다.
또, 구리판 (21) 에는, Mg, Cu 등의 단체의 금속, Cu-Mg, Cu-Ti 등의 금속간 화합물 (IMCs) 등이 함유되어 있고, 특히 접합 계면 (40) 에 있어서, 구리판 (21) 과 활성 금속 탄화물층 (41) 사이에는, Cu 의 모상 중에 Mg 가 고용된 Mg 고용층 (42) 이 형성되어 있다. Mg 고용층 (42) 에는, Cu 와 Mg 를 포함하는 금속간 화합물로 이루어지는 Cu-Mg 금속간 화합물상이 존재하고 있어도 되고, Cu 와 활성 금속을 포함하는 금속간 화합물로 이루어지는 제 2 금속간 화합물상이 존재하고 있어도 된다.
이 Cu-Mg 금속간 화합물상은, Cu2Mg 상 및/또는 CuMg2 상으로 구성된다.
Mg 고용층 (42) 에 있어서는, 구리 부재와 그래핀 함유 탄소질 부재의 적층 방향을 따른 단면에 있어서, 활성 금속 탄화물층 (41) 과의 경계면 (40a) 으로부터 구리 부재측을 향하여 거리 50 ㎛ 의 범위 내의 영역의 면적을 A (㎛2) 로 하고, 상기 Cu-Mg 금속간 화합물상의 면적을 B (㎛2) 로 했을 때, 비 B/A 가 0.3 이하인 것이 바람직하고, 0.25 이하이면 보다 바람직하고, 0.15 이하이면 가장 바람직하다.
또한, Mg 고용층 (42) 이 Cu-Mg 금속간 화합물상을 포함하지 않는 경우, 즉, 비 B/A 가 0 인 경우도 있다.
활성 금속 탄화물층 (41) 은, 접합시에 있어서 구리판 (21) 과 탄소판 (25) 사이에 개재시키는 접합재에 포함되는 활성 금속이, 탄소판 (25) 에 포함되는 탄소와 반응함으로써 형성되는 것이다.
활성 금속 탄화물층 (41) 을 구성하는 활성 금속으로는, 예를 들어, Ti, Zr, Hf, Nb 에서 선택되는 1 종 또는 2 종 이상을 사용할 수 있다. 본 실시형태에서는, 활성 금속이 Ti 가 되고, 활성 금속 탄화물층 (41) 은 티탄 탄화물 (Ti-C) 로 구성되어 있는 것으로 한다.
여기서, 활성 금속 탄화물층 (41) 의 두께 t1 이 0.05 ㎛ 미만이면, 활성 금속과 탄소의 반응이 충분하지 않아, 활성 금속 탄화물층 (41) 을 개재한 구리판 (21) 과 탄소판 (25) 의 접합 강도가 불충분해질 우려가 있다. 한편, 활성 금속 탄화물층 (41) 의 두께 t1 이 1.5 ㎛ 를 초과하면, 냉열 사이클 부하시의 활성 금속 탄화물층 (41) 에 있어서 크랙이 발생할 우려가 있다.
따라서, 본 실시형태에서는, 활성 금속 탄화물층 (41) 의 두께 t1 을, 0.05 ㎛ 이상 1.5 ㎛ 이하의 범위 내로 설정하는 것이 바람직하다.
또한, 활성 금속 탄화물층 (41) 의 두께 t1 의 하한은 0.1 ㎛ 이상인 것이 더욱 바람직하고, 0.25 ㎛ 이상인 것이 보다 바람직하다. 한편, 활성 금속 탄화물층 (41) 의 두께 t1 의 상한은 1.2 ㎛ 이하인 것이 더욱 바람직하고, 1.0 ㎛ 이하인 것이 보다 바람직하다.
세라믹스판 (26) 은, 화합물층 (43) 을 개재하여 구리판 (21) 에 접합되어 있다. 화합물층 (43) 은, Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종류 이상의 활성 금속, 혹은 Mg 가, 접합재로서, 세라믹스판 (26) 의 구성 원소와 반응하여 형성되는 층이다. 세라믹스판 (26) 으로는, 예를 들어, Al2O3, Zr 첨가 Al2O3 등의 산화물, AlN, Si3N4 등의 질화물, SiAlON 을 포함하는 것이 사용된다.
세라믹스판 (26) 이 산화물을 주성분으로 하는 것인 경우에는, 접합재로서 Mg 를 사용하는 것이 바람직하고, 이 경우, 화합물층 (43) 을 구성하는 주된 원소는 MgO 가 된다. 또, 세라믹스판 (26) 이 질화물을 주성분으로 하는 것인 경우에는, 접합재로서 Ti 를 사용하는 것이 바람직하고, 이 경우, 화합물층 (43) 을 구성하는 주된 원소는 TiN 이 된다.
다음으로, 본 실시형태인 세라믹스/구리/그래핀 접합체 (절연 기판 (20)) 의 제조 방법에 대해, 도 4 에 나타내는 플로우도를 참조하여 설명한다.
(탄소판 형성 공정 S01)
먼저, 상기 서술한 편평 형상의 흑연 입자와 그래핀 집합체를 소정의 배합비가 되도록 칭량하고, 이것을 볼 밀 등의 기존의 혼합 장치에 의해 혼합한다.
얻어진 혼합물을, 소정의 형상의 금형에 충전하여 가압함으로써 성형체를 얻는다. 또한, 가압시에 가열을 실시해도 된다.
그리고, 얻어진 성형체에 대해 잘라내기 가공을 실시하여, 탄소판 (25) 을 얻는다.
또한, 성형시의 압력은, 20 ㎫ 이상 1000 ㎫ 이하의 범위 내로 하는 것이 바람직하고, 100 ㎫ 이상 300 ㎫ 이하의 범위 내로 하는 것이 더욱 바람직하다.
또, 성형시의 온도는, 50 ℃ 이상 300 ℃ 이하의 범위 내로 하는 것이 바람직하다.
또한, 가압 시간은, 0.5 분 이상 10 분 이하의 범위 내로 하는 것이 바람직하다.
(제 1 활성 금속 및 Mg 배치 공정 S02)
다음으로, 구리 또는 구리 합금으로 이루어지는 구리판 (21) 을 준비하고, 이 구리판 (21) 의 접합면과 앞의 공정에서 얻은 탄소판 (25) 의 접합면을 대향시키고, 양판 사이에, 접합재로서, Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종 이상의 활성 금속, 및 Mg 를 배치한다. 구리판 (21) 을 다른 재질의 판으로 바꾸는 경우에는, 접합재로서, 추가로 Cu 를 배치한다.
활성 금속, 및 Mg 는, 스퍼터, (공)증착, 박재, 또는 페이스트 (활성 금속 및 Mg 의 수소화물도 이용할 수 있다) 의 도포로 배치할 수 있다.
접합재로서, 구리판 (21) 과 탄소판 (25) 사이에 배치하는 활성 금속량을 0.4 μmol/㎠ 이상, Mg 량을 14 μmol/㎠ 이상으로 한다. 바람직하게는, 활성 금속량은, 0.4 μmol/㎠ 이상 47.0 μmol/㎠ 이하의 범위 내이고, Cu 량은 4 μmol/㎠ 이상 350 μmol/㎠ 이하의 범위 내이고, Mg 량은 14 μmol/㎠ 이상 180 μmol/㎠ 이하의 범위 내이다.
(제 1 적층 공정 S03)
다음으로, 상기 서술한 탄소판 (25) 의 양 주면의 각각에, 접합재를 개재하여, 구리판 (21) 을 적층한다 (첩합).
(제 1 접합 공정 S04)
다음으로, 접합재를 개재하여 적층한 탄소판 (25) 과 구리판 (21) 을, 적층 방향으로 가압함과 함께 가열한 후, 냉각시킴으로써, 탄소판 (25) 과 구리판 (21) 과 세라믹스판 (26) 을 접합한다.
여기서, 가열 온도는 700 ℃ 이상 950 ℃ 이하의 범위 내로 하는 것이 바람직하다. 또, 가열 온도에서의 유지 시간은 10 분 이상 180 분 이하의 범위 내로 하는 것이 바람직하다. 또한, 가압 압력은 0.049 ㎫ 이상 1.96 ㎫ 이하의 범위 내로 하는 것이 바람직하다. 또, 접합 중의 분위기는, 비산화 분위기로 되어 있는 것이 바람직하다.
이 제 1 접합 공정 S04 에 의해, 탄소판 (25) 과 구리판 (21) 의 접합 계면에 있어서, 접합재에 포함되는 활성 금속 (본 실시형태에서는 Ti) 이 탄소판 (25) 에 포함되는 탄소와 반응함으로써, 탄소판 (25) 의 접합면에 활성 금속 탄화물층 (41) 이 형성된다.
그리고, 접합재에 포함되는 Cu, Mg, 및 활성 금속의 일부가 구리판 (21) 에 흡수되고, 또한 접합재에 포함되는 Cu 와 Mg 가 반응함으로써, 구리판 (21) 과 활성 금속 탄화물층 (41) 사이에, Cu 의 모상 중에 Mg 가 고용된 Mg 고용층 (42) 이 형성된다. Mg 고용층 (42) 에는, Cu 와 Mg 를 포함하는 금속간 화합물로 이루어지는 Cu-Mg 금속간 화합물상이 존재하고 있어도 되고, Cu 와 활성 금속을 포함하는 금속간 화합물로 이루어지는 제 2 금속간 화합물상이 존재하고 있어도 된다.
(제 2 활성 금속 및 Mg 배치 공정 S05)
다음으로, 세라믹스판 (26) 을 준비하고, 이 세라믹스판 (26) 의 접합면과 구리판 (21) 의 접합면을 대향시키고, 양판 사이에, Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종류 이상의 활성 금속, Mg 중, 적어도 하나로 이루어지는 재료를 배치한다.
활성 금속, 및 Mg 는, 스퍼터, (공)증착, 박재, 또는 페이스트 (활성 금속 및 Mg 의 수소화물도 이용할 수 있다) 의 도포로 배치할 수 있다.
접합재로서, 구리판 (21) 과 세라믹스판 (26) 사이에, Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종류 이상의 활성 금속을 배치하는 경우, 배치하는 활성 금속량은, 0.4 μmol/㎠ 이상 47.0 μmol/㎠ 이하의 범위 내로 하는 것이 바람직하다. 또, 접합재로서, 구리판 (21) 과 세라믹스판 (26) 사이에 Mg 를 배치하는 경우, 배치하는 Mg 량은, 14 μmol/㎠ 이상 180 μmol/㎠ 이하의 범위 내로 하는 것이 바람직하다.
(제 2 적층 공정 S06)
다음으로, 탄소판 (25) 에 적층된 2 개의 구리판 (21) 의 각각에, 접합재를 개재하여 세라믹스판 (26) 을 적층한다. 이 경우의 구리판 (21) 의 접합면은, 탄소판 (25) 과 반대측의 주면이 된다.
(제 2 접합 공정 S07)
다음으로, 접합재를 개재하여 적층한 구리판 (21) 과 세라믹스판 (26) 을, 적층 방향으로 가압함과 함께 가열한 후, 냉각시킴으로써, 구리판 (21) 과 세라믹스판 (26) 을 접합한다.
여기서, 가열 온도는 700 ℃ 이상 950 ℃ 이하의 범위 내로 하는 것이 바람직하다. 또, 가열 온도에서의 유지 시간은 10 분 이상 90 분 이하의 범위 내로 하는 것이 바람직하다. 또한, 가압 압력은 0.049 ㎫ 이상 1.96 ㎫ 이하의 범위 내로 하는 것이 바람직하다. 또, 접합 중의 분위기는, 비산화 분위기로 되어 있는 것이 바람직하다.
이 제 2 접합 공정 S07 에 의해, 구리판 (21) 과 세라믹스판 (26) 의 접합 계면에 있어서도, 세라믹스판 (26) 을 구성하는 산소 또는 질소가 접합재의 원소와 반응하여, 산화물층 또는 질화물층이 형성된다.
세라믹스판 (26) 이 Al2O3, Zr 첨가 Al2O3 등의 산화물을 포함하고, 구리판 (21) 과 세라믹스판 (26) 의 접합재가 Mg 인 경우, 제 2 접합 공정 S07 에 의해, Mg 가, 세라믹스판 (26) 에 포함되는 산소와 반응하여, 구리판 (21) 과 세라믹스판 (26) 의 접합 계면에 MgO 층 (화합물층 (43)) 이 형성된다.
세라믹스판 (26) 이 AlN, Si3N4 등의 질화물을 포함하고, 구리판 (21) 과 세라믹스판 (26) 의 접합재가 Ti 인 경우, 제 2 접합 공정 S07 에 의해, Ti 가, 세라믹스판 (26) 에 포함되는 질소와 반응하여, 구리판 (21) 과 세라믹스판 (26) 의 접합 계면에 TiN 층 (화합물층 (43)) 이 형성된다.
세라믹스판 (26) 이 SiAlON 을 포함하고, 구리판 (21) 과 세라믹스판 (26) 의 접합재가 Ti 인 경우, 제 2 접합 공정 S07 에 의해, Ti 가, 세라믹스판 (26) 에 포함되는 질소와 반응하여, 구리판 (21) 과 세라믹스판 (26) 의 접합 계면에 TiN 층 (화합물층 (43)) 이 형성된다.
이상의 공정에 의해, 본 실시형태인 세라믹스/구리/그래핀 접합체 (절연 기판 (20)) 가 제조되게 된다.
또한, 상기의 실시형태에서는, 탄소판 (25) 과 구리판 (21) 을 접합한 후, 구리판 (21) 과 세라믹스판 (26) 을 접합하고 있지만, 탄소판 (25) 과 구리판 (21) 과 세라믹스판 (26) 을 동시에 접합해도 된다.
구체적으로는, 먼저, 탄소판 (25) 의 일방의 면에, 접합재로서 Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종 이상의 활성 금속, 및 Mg 를 배치하고, 배치된 활성 금속 및 Mg 상에 구리판 (21) 을 적층한다. 또한, 구리판 (21) 상에, 접합재로서 Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종 이상의 활성 금속, 및 Mg 를 배치하고, 배치된 활성 금속 및 Mg 상에 세라믹스판 (26) 을 적층한다.
탄소판 (25) 의 다른 일방의 면에 구리판 (21) 과 세라믹스판 (26) 을 적층하는 경우에는, 동일한 방법으로 탄소판 (25) 과 구리판 (21) 과 세라믹스판 (26) 을 적층한다.
활성 금속, 및 Mg 는, 스퍼터, (공)증착, 박재, 또는 페이스트 (활성 금속 및 Mg 의 수소화물도 이용할 수 있다) 의 도포로 배치할 수 있다.
다음으로, 탄소판 (25) 과 구리판 (21) 과 세라믹스판 (26) 을, 적층 방향으로 가압함과 함께 가열한 후, 냉각시킴으로써, 탄소판 (25) 과 구리판 (21) 과 세라믹스판 (26) 을 접합한다.
여기서, 가열 온도는 700 ℃ 이상 950 ℃ 이하의 범위 내로 하는 것이 바람직하다. 또, 가열 온도에서의 유지 시간은 10 분 이상 180 분 이하의 범위 내로 하는 것이 바람직하다. 또한, 가압 압력은 0.049 ㎫ 이상 1.96 ㎫ 이하의 범위 내로 하는 것이 바람직하다. 또, 접합 중의 분위기는, 비산화 분위기로 되어 있는 것이 바람직하다.
이상에 의해, 본 실시형태의 세라믹스/구리/그래핀 접합체 (절연 기판 (20)) 에 의하면, 구리 부재 (구리판 (21)) 와 그래핀 함유 탄소질 부재 (탄소판 (25)) 의 접합 계면에 있어서, 그래핀 함유 탄소질 부재의 접합면에 활성 금속 탄화물층 (41) 이 형성되어 있고, 구리 부재의 접합면측에 Cu 의 모상 중에 Mg 가 고용된 Mg 고용층 (42) 이 형성되어 있다. 이로써, Mg 고용층 (42) 중의 Mg 가 활성 금속 탄화물층 (41) 중의 활성 금속과 충분히 반응하고, 이 활성 금속 탄화물층 (41) 을 개재하여, 구리 부재가 그래핀 함유 탄소질재와 강고하게 접합되기 때문에, 냉열 사이클 부하시에 있어서, 접합 계면에 크랙, 박리가 생기는 것을 억제할 수 있다. 또한, 본 실시형태의 세라믹스/구리/그래핀 접합체는, 그 구성 재료로서 구리를 포함하고 있기 때문에, 과도기에 있어서, 히트 스프레더로서 효율적으로 방열을 실시하는 기능을 가지고 있다.
또, 본 실시형태의 세라믹스/구리/그래핀 접합체에 있어서는, 도전성을 갖는 구리 부재가 세라믹스 부재로 덮여 있기 때문에, 소정의 디바이스에 접촉시켰을 경우에, 구리 부재를 통해서 접합 부분에 전류가 흘러들어가는 것을 억제하여, 구리 부재와 그래핀 함유 탄소질 부재의 접합을 유지시킬 수 있다.
따라서, 본 실시형태의 세라믹스/구리/그래핀 접합체는, 냉열 사이클에 수반하는 접합 계면에서의 박리의 발생을 억제하면서, 안정적인 방열 특성을 유지할 수 있고, 높은 신뢰성을 실현할 수 있다.
또, 본 실시형태의 세라믹스/구리/그래핀 접합체에 있어서, Mg 고용층에는, Cu 와 Mg 를 포함하는 금속간 화합물로 이루어지는 Cu-Mg 금속간 화합물상이 존재하는 것이 바람직하다. 이 경우, Cu-Mg 금속간 화합물상이 활성 금속 탄화물층과의 접합면측에 분포되어 있어, 접합에 크게 관여하게 되기 때문에, 활성 금속 탄화물층과의 접합의 강도를 높일 수 있다.
또, 본 실시형태의 세라믹스/구리/그래핀 접합체에 있어서, Mg 고용층에는, Cu 와 활성 금속을 포함하는 금속간 화합물로 이루어지는 제 2 금속간 화합물상이 존재하는 것이 바람직하다. 이 경우, 제 2 금속간 화합물상이 활성 금속 탄화물층과의 접합면측에 분포되어 있고, 접합에 크게 관여하게 되기 때문에, 활성 금속 탄화물층과의 접합의 강도를 높일 수 있다.
또, 본 실시형태의 세라믹스/구리/그래핀 접합체에 있어서, 세라믹스 부재가 산소 함유 세라믹스로 구성되어 있고, 세라믹스 부재와 구리 부재의 접합 계면에 있어서는, 세라믹스 부재측에 산화마그네슘층이 형성되어 있어도 된다. 이 경우, 산화마그네슘층이 형성되어 있음으로써, 산소를 함유하는 세라믹스 부재와 구리 부재의 접합을 강화시킬 수 있어, 냉열 사이클 부하시에 있어서, 접합 계면에 크랙, 박리가 생기는 것을 억제할 수 있다.
또, 본 실시형태의 세라믹스/구리/그래핀 접합체에 있어서, 세라믹스 부재가 질소 함유 세라믹스로 구성되어 있고, 세라믹스 부재와 구리 부재의 접합 계면에 있어서는, 세라믹스 부재측에, Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종 이상의 활성 금속의 질화물을 포함하는 활성 금속 질화물층이 형성되어 있어도 된다. 이 경우, Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종 이상의 활성 금속의 질화물을 포함하는 활성 금속 질화물층이 형성되어 있음으로써, 질소를 함유하는 세라믹스 부재와 구리 부재의 접합을 강화시킬 수 있어, 냉열 사이클 부하시에 있어서, 접합 계면에 크랙, 박리가 생기는 것을 억제할 수 있다.
또한, 본 실시형태의 세라믹스/구리/그래핀 접합체에 있어서는, 그래핀 함유 탄소질 부재는, 단층 또는 다층의 그래핀이 퇴적되어 이루어지는 그래핀 집합체와 편평 형상의 흑연 입자를 포함하고, 편평 형상의 상기 흑연 입자가, 그 베이살면이 접어 겹치도록 상기 그래핀 집합체를 바인더로 하여 적층되고, 편평 형상의 상기 흑연 입자의 베이살면이 일방향을 향하여 배향한 구조로 되어 있는 것이 바람직하다. 이 경우, 그래핀 함유 탄소질 부재에 있어서의 열전도 특성을, 더욱 향상시키는 것이 가능해진다.
이상, 본 발명의 실시형태에 대해 설명했지만, 본 발명은 이것에 한정되지 않고, 그 발명의 기술적 사상을 일탈하지 않는 범위에서 적절히 변경 가능하다.
예를 들어, 본 실시형태에서는, 절연 회로 기판의 회로층에 반도체 소자 (파워 반도체 소자) 를 탑재하여 파워 모듈을 구성하는 것으로서 설명했지만, 이것에 한정되지 않는다. 예를 들어, 절연 회로 기판에 LED 소자를 탑재하여 LED 모듈을 구성해도 되고, 절연 회로 기판의 회로층에 열전 소자를 탑재하여 열전 모듈을 구성해도 된다.
또, 본 실시형태에서는, 도 1 에 나타내는 바와 같이, 절연 회로 기판 (10) 의 절연층으로서, 본 실시형태인 절연 기판 (20) 을 적용한 것으로서 설명했지만, 이것에 한정되지 않고, 본 발명의 세라믹스/구리/그래핀 접합체의 사용 방법에 특별히 제한은 없다.
실시예
본 발명의 유효성을 확인하기 위해서 실시한 확인 실험 (본 발명예 1 ∼ 8, 11 ∼ 19, 비교예 1 ∼ 3) 에 대해 설명한다.
본 실시형태에서 개시한 바와 같이, 편평 형상의 흑연 입자와 그래핀 집합체를 소정의 배합비로 배합하여 혼합하고, 가압 가열하여 성형함으로써, 편평 형상의 흑연 입자가, 그 베이살면이 접어 겹치도록 그래핀 집합체를 바인더로 하여 적층된 구조의 성형체를 얻었다. 얻어진 성형체를 잘라내어, 탄소판 (40 ㎜ × 40 ㎜ × 두께 1.0 ㎜) 을 얻었다.
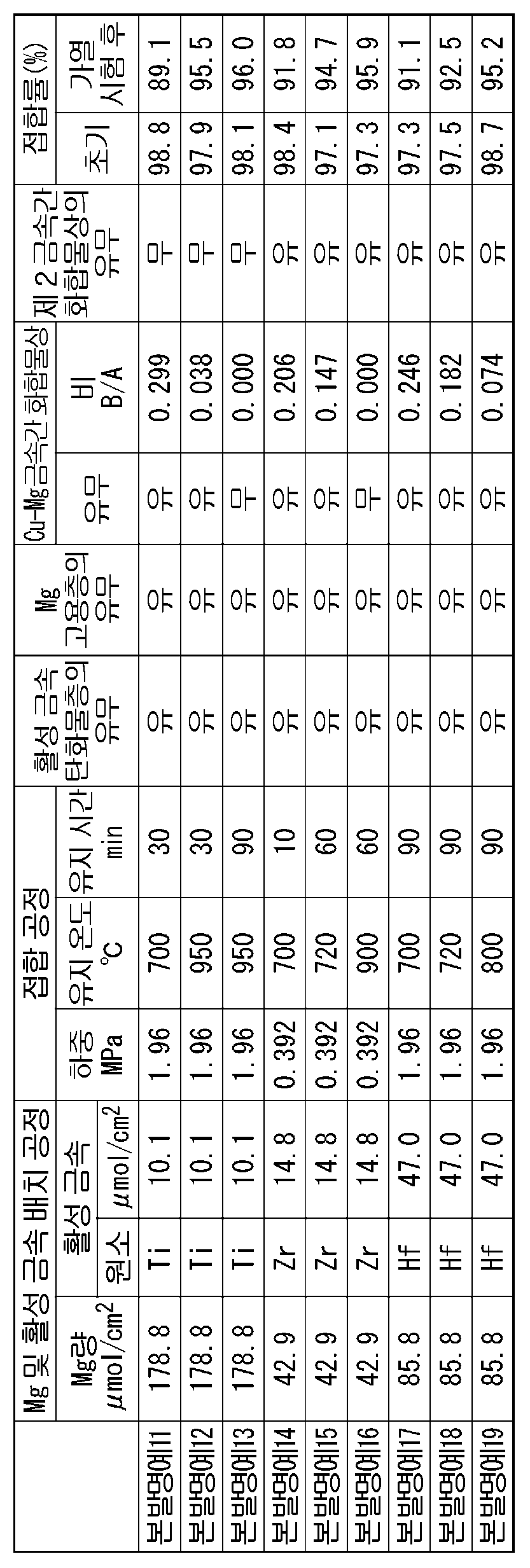
이 탄소판의 일방의 면에, 표 1, 2 에 나타내는 Mg 량 및 활성 금속량으로 Mg 및 활성 금속을 배치하고, 배치된 Mg 및 활성 금속 상에 구리판 (37 ㎜ × 37 ㎜ × 두께 0.3 ㎜) 을 적층하고, 추가로 구리판 상에 표 1, 2 에 나타내는 Mg 량 및 활성 금속량으로 Mg 및 활성 금속을 배치하고, 배치된 Mg 및 활성 금속 상에 세라믹스판 (질화규소제, 37 ㎜ × 37 ㎜ × 두께 0.3 ㎜) 을 적층하고, 표 1, 2 에 나타내는 조건으로, 탄소판과 구리판과 세라믹스판을 접합하였다.
탄소판의 일방의 면에 배치하는 Mg 량 및 활성 금속량과, 구리판 상에 배치하는 Mg 량 및 활성 금속량은 동일한 것으로 하였다.
또한, Mg 및 활성 금속은 공증착을 사용하여 배치하였다.
여기서, 탄소판과 구리판의 접합 계면을 관찰하고, 활성 금속 탄화물층의 유무, Cu-Mg 금속간 화합물상의 유무, 활성 금속 화합물상의 유무, Mg 고용층의 유무를 확인하였다.
(활성 금속 탄화물층의 유무)
얻어진 접합체의 적층 방향을 따른 단면에 있어서, 구리판과 탄소판의 접합 계면을, 주사형 투과 전자 현미경 (FEI 사 제조 Titan ChemiSTEM (EDS 검출기 부착)) 을 사용하여, 배율 20000 배 내지 120000 배, 가속 전압 200 ㎸ 의 조건으로 관찰을 실시하였다. 에너지 분산형 X 선 분석법 (서모 사이언티픽사 제조 NSS7) 을 사용하여 맵핑을 실시하고, 활성 금속과 C 가 겹치는 영역에 있어서, 1 ㎚ 정도로 좁힌 전자빔을 조사함 (NBD (나노 빔 회절) 법) 으로써 전자 회절 도형을 얻고, 이 전자 회절 도형이 활성 금속과 C 의 금속간 화합물이었을 경우에 활성 금속 탄화물층을 「유」 로 하였다.
(Cu-Mg 금속간 화합물상의 유무)
얻어진 접합체의 적층 방향을 따른 단면에 있어서, 구리판과 탄소판의 접합 계면을, 전자선 마이크로 애널라이저 (니혼 전자 주식회사 제조 JXA-8539F) 를 사용하여, 배율 2000 배, 가속 전압 15 ㎸ 의 조건으로 관찰하고, 접합 계면을 포함하는 영역 (400 ㎛ × 600 ㎛) (이하, 관찰 영역이라고 한다) 의 Mg 의 원소 MAP 를 취득하였다. Mg 의 존재가 확인된 영역 내에서의 정량 분석의 5 점 평균으로, Cu 농도가 5 원자% 이상, 또한, Mg 농도가 30 원자% 이상 70 원자% 이하를 만족하는 영역을 Cu-Mg 금속간 화합물상으로 하여, Cu-Mg 금속간 화합물상의 유무를 확인하였다. 또한 여기서의 농도는 Cu 와 Mg 의 합계량을 100 원자% 로 했을 때의 농도이다.
또, 본 발명예 11 ∼ 19 의 접합체에서는, 관찰 영역에 있어서의, 활성 금속 탄화물층과 Mg 고용층의 경계로부터 구리 부재측을 향하여 거리 50 ㎛ 의 범위 내의 영역의 면적을 A 로 하고, 관찰 영역에 있어서의, 활성 금속 탄화물층과 Mg 고용층의 경계로부터 구리 부재측을 향하여 거리 50 ㎛ 의 범위 내의 영역에 있어서의 Cu-Mg 금속간 화합물상의 면적을 B 로 했을 때의 비 B/A 를 측정하였다.
(활성 금속 화합물상의 유무)
구리판과 세라믹스 기판의 접합 계면을, 전자선 마이크로 애널라이저 (니혼 전자 주식회사 제조 JXA-8539F) 를 사용하여, 배율 2000 배, 가속 전압 15 ㎸ 의 조건으로 관찰하고, 접합 계면을 포함하는 영역 (400 ㎛ × 600 ㎛) 의 활성 금속의 원소 MAP 를 취득하였다. 활성 금속의 존재가 확인된 영역 내에서의 정량 분석의 5 점 평균으로, Cu 농도가 5 원자% 이상, 또한, 활성 금속 농도가 16 원자% 이상 70 원자% 이하를 만족하는 영역을 Cu-활성 금속간 화합물상으로 하여, 활성 금속 화합물상의 유무를 확인하고, 제 2 금속간 화합물상의 유무로서 나타냈다. 또한 여기서의 농도는 Cu 와 활성 금속의 합계량을 100 원자% 로 했을 때의 농도이다.
(Mg 고용상의 유무)
구리판과 세라믹스 기판의 접합 계면을 포함하는 영역 (400 ㎛ × 600 ㎛) 을, 전자선 마이크로 애널라이저 (니혼 전자 주식회사 제조 JXA-8539F) 를 사용하여, 배율 2000 배, 가속 전압 15 ㎸ 의 조건으로 관찰하였다. 세라믹스 기판 표면으로부터 구리판측을 향하여 10 ㎛ 간격으로, 구리판의 두께에 따라 10 점 이상 20 점 이하의 범위에서 정량 분석을 실시하고, Mg 농도가 0.01 원자% 이상 6.9 원자% 이하인 영역을 Mg 고용상으로 하여, Mg 고용상의 유무를 확인하였다.
그리고, 얻어진 본 발명예 1 ∼ 8, 비교예 1 ∼ 3 의 접합체에 대해, -40 ℃ × 5 분 ⇔ 150 ℃ × 5 분의 냉열 사이클을 2000 사이클 부하하였다.
또, 얻어진 본 발명예 11 ∼ 19 의 접합체에 대해, 진공 분위기에서, 400 ℃, 30 분의 가열과 실온 (25 ℃) 까지의 냉각을 10 회 반복하는 가열 시험을 실시하였다.
그 후, 이들 접합체에 대해, 초음파 탐상 장치 (주식회사 히타치 파워 솔루션즈 제조 FineSAT200) 를 사용하여, 탄소판과 구리판의 초기 접합 면적, 비접합 면적을 측정하고, 이하의 식으로부터 탄소판과 구리판의 계면의 접합률을 산출하였다.
(접합률) = [{(초기 접합 면적) - (비접합부 면적)}/(초기 접합 면적)] × 100
여기서의 초기 접합 면적은, 본래 접합되어야 할 부분의 면적을 의미하고 있다. 또, 비접합 면적은, 접합되어야 할 부분 중, 실제로는 접합되어 있지 않은 부분, 즉, 박리되어 있는 부분의 면적을 의미하고 있다. 초음파 탐상 이미지를 2 치화 처리한 화상에 있어서, 박리는 접합부 내의 백색부로 나타내므로, 이 백색부의 면적을 비접합 면적 (박리 면적) 으로 하였다.

비교예 1 에서는, Mg 가 적기 때문에, 계면에 발생하는 액상이 적어, 활성 금속 탄화물층의 생성이 충분히 일어나지 않았다. 비교예 2 에서는, 활성 금속량이 적기 때문에, 활성 금속 탄화물층의 생성이 충분히 일어나지 않았다. 비교예 3 에서는, Mg 가 적기 때문에, 계면에 발생하는 액상이 적고, 또한 활성 금속량이 적기 때문에, 활성 금속 탄화물층의 생성이 충분히 일어나지 않았다. 그 때문에, 구리판과 탄소판의 접합률은, 초기의 단계에서 55 % 에 미치지 않는 낮은 값을 나타내고 있고, 냉열 사이클 부하 후에는, 0 ∼ 2 % 정도가 되어, 접합이 거의 완전히 해소되어 있는 것을 알 수 있다.
이에 대해, 본 발명예 1 ∼ 8, 11 ∼ 19 의 세라믹스/구리/그래핀 접합체는, 접합 부분에 활성 금속 탄화물층과 Mg 고용층이 형성되어 있기 때문에, 구리판과 탄소판의 접합률은, 95 % 를 초과하는 높은 값을 나타내고 있고, 비교예 1 ∼ 3 과 동일한 냉열 사이클 부하 또는 가열 시험을 실시해도 90 % 를 밑돌지 않는 것을 알 수 있다. 이들 결과로부터, 본 발명예 1 ∼ 8, 11 ∼ 19 의 세라믹스/구리/그래핀 접합체는, 냉각 사이클 부하시의 박리를 억제하는 데에 있어서, 충분한 강도를 가지고 있어, 높은 신뢰성을 실현하고 있는 것을 알 수 있다.
20
절연 기판 (세라믹스/구리/그래핀 접합체)
21 구리판 (구리 부재)
25 탄소판 (그래핀 함유 탄소질 부재)
26 세라믹스판 (세라믹스 부재)
40 접합 계면
40a 경계면
41 활성 금속 탄화물층
42 Mg 고용층
43 화합물층
21 구리판 (구리 부재)
25 탄소판 (그래핀 함유 탄소질 부재)
26 세라믹스판 (세라믹스 부재)
40 접합 계면
40a 경계면
41 활성 금속 탄화물층
42 Mg 고용층
43 화합물층
Claims (12)
- 세라믹스 부재와, 구리 또는 구리 합금으로 이루어지는 구리 부재와, 그래핀 집합체를 함유하는 그래핀 함유 탄소질 부재가 접합된 구조의 세라믹스/구리/그래핀 접합체로서,
상기 구리 부재와 상기 그래핀 함유 탄소질 부재의 접합 계면에 있어서는, 상기 그래핀 함유 탄소질 부재측에, Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종 이상의 활성 금속의 탄화물을 포함하는 활성 금속 탄화물층이 형성되어 있고,
이 활성 금속 탄화물층과 상기 구리 부재 사이에, Cu 의 모상 중에 Mg 가 고용된 Mg 고용층이 형성되어 있는 것을 특징으로 하는 세라믹스/구리/그래핀 접합체. - 제 1 항에 있어서,
상기 Mg 고용층에는, Cu 와 Mg 를 포함하는 금속간 화합물로 이루어지는 Cu-Mg 금속간 화합물상이 존재하는 것을 특징으로 하는 세라믹스/구리/그래핀 접합체. - 제 2 항에 있어서,
상기 Mg 고용층 중, 상기 활성 금속 탄화물층과 상기 Mg 고용층의 경계로부터 구리 부재측을 향하여 거리 50 ㎛ 의 범위 내의 영역의 면적을 A 로 하고, 상기 Cu-Mg 금속간 화합물상의 면적을 B 로 했을 때, 비 B/A 가 0.3 이하인 것을 특징으로 하는 세라믹스/구리/그래핀 접합체. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 Mg 고용층에는, Cu 와 상기 활성 금속을 포함하는 금속간 화합물로 이루어지는 제 2 금속간 화합물상이 존재하는 것을 특징으로 하는 세라믹스/구리/그래핀 접합체. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 세라믹스 부재가 산소 함유 세라믹스로 구성되어 있고, 상기 세라믹스 부재와 상기 구리 부재의 접합 계면에 있어서는, 상기 세라믹스 부재측에 산화마그네슘층이 형성되어 있는 것을 특징으로 하는 세라믹스/구리/그래핀 접합체. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 세라믹스 부재가 질소 함유 세라믹스로 구성되어 있고, 상기 세라믹스 부재와 상기 구리 부재의 접합 계면에 있어서는, 상기 세라믹스 부재측에, Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종 이상의 활성 금속의 질화물을 포함하는 활성 금속 질화물층이 형성되어 있는 것을 특징으로 하는 세라믹스/구리/그래핀 접합체. - 제 1 항 내지 제 6 항 중 어느 한 항에 있어서,
상기 그래핀 함유 탄소질 부재는, 단층 또는 다층의 그래핀이 퇴적되어 이루어지는 그래핀 집합체와 편평 형상의 흑연 입자를 포함하고, 편평 형상의 상기 흑연 입자가, 그 베이살면이 접어 겹치도록 상기 그래핀 집합체를 바인더로 하여 적층되고, 편평 형상의 상기 흑연 입자의 베이살면이 일방향을 향하여 배향한 구조로 되어 있는 것을 특징으로 하는 세라믹스/구리/그래핀 접합체. - 제 1 항 내지 제 7 항 중 어느 한 항에 기재된 세라믹스/구리/그래핀 접합체를 제조하는 세라믹스/구리/그래핀 접합체의 제조 방법으로서,
상기 구리 부재와 상기 그래핀 함유 탄소질 부재를 접합하는 구리/그래핀 접합 공정과, 상기 구리 부재와 상기 세라믹스 부재를 접합하는 구리/세라믹스 접합 공정을 갖고,
상기 구리/그래핀 접합 공정은, 상기 구리 부재와 상기 그래핀 함유 탄소질 부재 사이에, Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종 이상의 활성 금속 및 Mg 를 배치하는 활성 금속 및 Mg 배치 공정과, 상기 구리 부재와 상기 그래핀 함유 탄소질 부재를, 활성 금속 및 Mg 를 개재하여 적층하는 적층 공정과, 활성 금속 및 Mg 를 개재하여 적층된 상기 구리 부재와 상기 그래핀 함유 탄소질 부재를 적층 방향으로 가압한 상태에서, 진공 분위기하에서 가열 처리하여 접합하는 접합 공정을 구비하고 있고,
상기 활성 금속 및 Mg 배치 공정에서는, 활성 금속량을 0.4 μmol/㎠ 이상, Mg 량을 14 μmol/㎠ 이상으로 하는 것을 특징으로 하는 세라믹스/구리/그래핀 접합체의 제조 방법. - 제 8 항에 있어서,
상기 접합 공정에 있어서의 가압 하중이 0.049 ㎫ 이상 1.96 ㎫ 이하의 범위 내로 되고,
상기 접합 공정에 있어서의 가열 온도가, 700 ℃ 이상 950 ℃ 이하의 범위 내로 되어 있는 것을 특징으로 하는 세라믹스/구리/그래핀 접합체의 제조 방법. - 제 8 항 또는 제 9 항에 있어서,
상기 구리/세라믹스 접합 공정에서는, 상기 구리 부재와 상기 세라믹스 부재 사이에, Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종 이상의 활성 금속 및 Mg 를 배치하고, 활성 금속 및 Mg 를 개재하여 적층된 상기 구리 부재와 상기 그래핀 함유 탄소질 부재를 적층 방향으로 가압한 상태에서, 진공 분위기하에서 가열 처리하여 접합하는 것을 특징으로 하는 세라믹스/구리/그래핀 접합체의 제조 방법. - 제 8 항 또는 제 9 항에 있어서,
상기 구리/세라믹스 접합 공정에서는, 상기 구리 부재와 상기 세라믹스 부재 사이에, Mg 를 배치하고, Mg 를 개재하여 적층된 상기 구리 부재와 상기 그래핀 함유 탄소질 부재를 적층 방향으로 가압한 상태에서, 진공 분위기하에서 가열 처리하여 접합하는 것을 특징으로 하는 세라믹스/구리/그래핀 접합체의 제조 방법. - 세라믹스 부재와, 구리 또는 구리 합금으로 이루어지는 구리 부재와, 그래핀 집합체를 함유하는 그래핀 함유 탄소질 부재가 접합된 구조의 세라믹스/구리/그래핀 접합 구조로서,
상기 구리 부재와 상기 그래핀 함유 탄소질 부재의 접합 계면에 있어서는, 상기 그래핀 함유 탄소질 부재측에, Ti, Zr, Nb, Hf 에서 선택되는 1 종 또는 2 종 이상의 활성 금속의 탄화물을 포함하는 활성 금속 탄화물층이 형성되어 있고,
이 활성 금속 탄화물층과 상기 구리 부재 사이에, Cu 의 모상 중에 Mg 가 고용된 Mg 고용층이 형성되어 있는 것을 특징으로 하는 세라믹스/구리/그래핀 접합 구조.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019211422 | 2019-11-22 | ||
| JPJP-P-2019-211422 | 2019-11-22 | ||
| JP2020192559A JP7552282B2 (ja) | 2019-11-22 | 2020-11-19 | セラミックス/銅/グラフェン接合体とその製造方法、およびセラミックス/銅/グラフェン接合構造 |
| JPJP-P-2020-192559 | 2020-11-19 | ||
| PCT/JP2020/043413 WO2021100860A1 (ja) | 2019-11-22 | 2020-11-20 | セラミックス/銅/グラフェン接合体とその製造方法、およびセラミックス/銅/グラフェン接合構造 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220106748A true KR20220106748A (ko) | 2022-07-29 |
Family
ID=75981594
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227016392A Withdrawn KR20220106748A (ko) | 2019-11-22 | 2020-11-20 | 세라믹스/구리/그래핀 접합체와 그 제조 방법, 및 세라믹스/구리/그래핀 접합 구조 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220410529A1 (ko) |
| EP (1) | EP4063340A1 (ko) |
| KR (1) | KR20220106748A (ko) |
| CN (1) | CN114728858A (ko) |
| WO (1) | WO2021100860A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102643735B1 (ko) * | 2023-05-08 | 2024-03-06 | 가드넥(주) | 방열성이 우수한 그라파이트 시트 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115172580B (zh) * | 2022-08-11 | 2024-08-30 | 河南省科学院 | 一种热电制冷片封装载板及其制备方法 |
| CN120497242B (zh) * | 2025-05-19 | 2026-03-20 | 江苏富乐华功率半导体研究院有限公司 | 一种功率模块封装结构及制备方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012238733A (ja) | 2011-05-12 | 2012-12-06 | Thermo Graphitics Co Ltd | 異方性熱伝導素子及びその製造方法 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06277849A (ja) * | 1991-08-21 | 1994-10-04 | Ishihara Chem Co Ltd | 溶接用ノズル |
| JPH07202063A (ja) * | 1993-12-28 | 1995-08-04 | Toshiba Corp | セラミックス回路基板 |
| US7341781B2 (en) * | 2001-04-04 | 2008-03-11 | Graftech International Holdings Inc. | Material useful for preparing embossed flexible graphite article |
| JP5016756B2 (ja) * | 2001-07-19 | 2012-09-05 | 東芝マテリアル株式会社 | 窒化物系セラミックス部材と金属部材の接合体およびそれを用いた窒化物系セラミックス回路基板 |
| JP4375730B2 (ja) * | 2004-04-23 | 2009-12-02 | 本田技研工業株式会社 | 銅とセラミックス又は炭素基銅複合材料との接合用ろう材及び同接合方法 |
| CN100469217C (zh) * | 2005-09-16 | 2009-03-11 | 财团法人工业技术研究院 | 可挠式散热电路基板 |
| JP2008028352A (ja) * | 2006-06-02 | 2008-02-07 | Nec Lighting Ltd | 電子機器および電子機器の製造方法 |
| CN102433105B (zh) * | 2006-11-01 | 2014-07-30 | 日立化成株式会社 | 导热片、其制造方法以及使用了导热片的散热装置 |
| KR101003591B1 (ko) * | 2009-05-28 | 2010-12-22 | 삼성전기주식회사 | 메탈 적층판 및 이를 이용한 발광 다이오드 패키지의 제조 방법 |
| CN102593080A (zh) * | 2011-01-11 | 2012-07-18 | 三菱综合材料株式会社 | 散热板、半导体装置和散热板的制造方法 |
| US9096034B2 (en) * | 2011-04-12 | 2015-08-04 | Powdermet, Inc. | Syntactic metal matrix materials and methods |
| US20140086670A1 (en) * | 2011-05-27 | 2014-03-27 | Toyo Tanso Co., Ltd. | Joint of metal material and ceramic-carbon composite material, method for producing same, carbon material joint, jointing material for carbon material joint, and method for producing carbon material joint |
| CN104884411B (zh) * | 2013-02-04 | 2017-03-22 | 东洋炭素株式会社 | 接合体及其制造方法 |
| WO2015053316A1 (ja) * | 2013-10-10 | 2015-04-16 | 三菱マテリアル株式会社 | ヒートシンク付パワーモジュール用基板及びその製造方法 |
| CN105514059B (zh) * | 2016-01-23 | 2019-11-22 | 北京大学 | 一种石墨烯复合材料/氮化硅/硅芯片高效散热系统 |
| JP6558272B2 (ja) * | 2016-02-29 | 2019-08-14 | 三菱マテリアル株式会社 | 接合体の製造方法、ヒートシンク付パワーモジュール用基板の製造方法、接合体及びヒートシンク付パワーモジュール用基板 |
| JP6965768B2 (ja) * | 2017-02-28 | 2021-11-10 | 三菱マテリアル株式会社 | 銅/セラミックス接合体、絶縁回路基板、及び、銅/セラミックス接合体の製造方法、絶縁回路基板の製造方法 |
| JP7119671B2 (ja) * | 2017-11-20 | 2022-08-17 | 三菱マテリアル株式会社 | 複合伝熱部材、及び複合伝熱部材の製造方法 |
| JP7192451B2 (ja) * | 2018-01-25 | 2022-12-20 | 三菱マテリアル株式会社 | 銅/セラミックス接合体、絶縁回路基板、及び、銅/セラミックス接合体の製造方法、絶縁回路基板の製造方法 |
| CN108715992B (zh) * | 2018-06-05 | 2019-12-24 | 武汉大学 | 一种集成电路陶瓷电路板表面铜-石墨烯复合涂层及其制备方法 |
| JP7111347B2 (ja) | 2018-06-08 | 2022-08-02 | 地方独立行政法人東京都立産業技術研究センター | 磁界検出コイルおよびemiアンテナ |
| JP2020053613A (ja) * | 2018-09-28 | 2020-04-02 | 三菱マテリアル株式会社 | 複合基板 |
| EP3875267A4 (en) * | 2018-10-31 | 2022-08-03 | Mitsubishi Materials Corporation | CARBON ELEMENT INCLUDING A METALLIC LAYER AND THERMAL CONDUCTION PLATE |
| JP6643744B1 (ja) | 2019-05-27 | 2020-02-12 | 千住金属工業株式会社 | はんだペースト及びはんだペースト用フラックス |
| CN110372410B (zh) * | 2019-07-31 | 2021-08-24 | 成都工业学院 | 一种金属-陶瓷复合材料及其制备方法 |
-
2020
- 2020-11-20 KR KR1020227016392A patent/KR20220106748A/ko not_active Withdrawn
- 2020-11-20 WO PCT/JP2020/043413 patent/WO2021100860A1/ja not_active Ceased
- 2020-11-20 EP EP20889063.2A patent/EP4063340A1/en not_active Withdrawn
- 2020-11-20 CN CN202080079465.4A patent/CN114728858A/zh active Pending
- 2020-11-20 US US17/777,981 patent/US20220410529A1/en not_active Abandoned
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012238733A (ja) | 2011-05-12 | 2012-12-06 | Thermo Graphitics Co Ltd | 異方性熱伝導素子及びその製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102643735B1 (ko) * | 2023-05-08 | 2024-03-06 | 가드넥(주) | 방열성이 우수한 그라파이트 시트 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114728858A (zh) | 2022-07-08 |
| EP4063340A1 (en) | 2022-09-28 |
| US20220410529A1 (en) | 2022-12-29 |
| WO2021100860A1 (ja) | 2021-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102459745B1 (ko) | 구리/세라믹스 접합체, 절연 회로 기판, 및, 구리/세라믹스 접합체의 제조 방법, 절연 회로 기판의 제조 방법 | |
| WO2018159590A1 (ja) | 銅/セラミックス接合体、絶縁回路基板、及び、銅/セラミックス接合体の製造方法、絶縁回路基板の製造方法 | |
| JP6908173B2 (ja) | 銅/セラミックス接合体、絶縁回路基板、及び、銅/セラミックス接合体の製造方法、絶縁回路基板の製造方法 | |
| CN114728857B (zh) | 铜-陶瓷接合体、绝缘电路基板、铜-陶瓷接合体的制造方法及绝缘电路基板的制造方法 | |
| KR20220106748A (ko) | 세라믹스/구리/그래핀 접합체와 그 제조 방법, 및 세라믹스/구리/그래핀 접합 구조 | |
| JP7563124B2 (ja) | グラフェン接合体 | |
| CN115004361A (zh) | 铜-石墨烯接合体及其制造方法以及铜-石墨烯接合结构 | |
| JP7552282B2 (ja) | セラミックス/銅/グラフェン接合体とその製造方法、およびセラミックス/銅/グラフェン接合構造 | |
| WO2021085451A1 (ja) | 銅/セラミックス接合体、絶縁回路基板、及び、銅/セラミックス接合体の製造方法、絶縁回路基板の製造方法 | |
| JP6947318B2 (ja) | 銅/グラフェン接合体とその製造方法、および銅/グラフェン接合構造 | |
| JP7533124B2 (ja) | グラフェン含有炭素質部材/セラミックス接合体、および、銅/グラフェン含有炭素質部材/セラミックス接合体 | |
| CN117769533A (zh) | 铜-陶瓷接合体及绝缘电路基板 | |
| CN114127921B (zh) | 铜-陶瓷接合体、绝缘电路基板、铜-陶瓷接合体的制造方法及绝缘电路基板的制造方法 | |
| JP2021017390A (ja) | 銅/セラミックス接合体、絶縁回路基板、及び、銅/セラミックス接合体の製造方法、絶縁回路基板の製造方法 | |
| WO2024053738A1 (ja) | 銅/セラミックス接合体、および、絶縁回路基板 | |
| CN117897366B (zh) | 铜-陶瓷接合体及绝缘电路基板 | |
| WO2021090759A1 (ja) | グラフェン含有炭素質部材/セラミックス接合体、および、銅/グラフェン含有炭素質部材/セラミックス接合体 | |
| CN117500769B (zh) | 铜-陶瓷接合体及绝缘电路基板 | |
| JP2021031315A (ja) | 銅/セラミックス接合体、絶縁回路基板、及び、銅/セラミックス接合体の製造方法、絶縁回路基板の製造方法 | |
| JP7725907B2 (ja) | 銅/セラミックス接合体、および、絶縁回路基板 | |
| JP6850984B2 (ja) | 銅/セラミックス接合体、絶縁回路基板、及び、銅/セラミックス接合体の製造方法、絶縁回路基板の製造方法 | |
| JP2025007185A (ja) | 銅/セラミックス接合体、および、絶縁回路基板 | |
| WO2023008565A1 (ja) | 銅/セラミックス接合体、および、絶縁回路基板 | |
| WO2023286860A1 (ja) | 銅/セラミックス接合体、および、絶縁回路基板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| PC1203 | Withdrawal of no request for examination |
St.27 status event code: N-1-6-B10-B12-nap-PC1203 |