KR20220108657A - 자기윤활 부싱을 제조하기 위한 적층구조체 - Google Patents
자기윤활 부싱을 제조하기 위한 적층구조체 Download PDFInfo
- Publication number
- KR20220108657A KR20220108657A KR1020210011900A KR20210011900A KR20220108657A KR 20220108657 A KR20220108657 A KR 20220108657A KR 1020210011900 A KR1020210011900 A KR 1020210011900A KR 20210011900 A KR20210011900 A KR 20210011900A KR 20220108657 A KR20220108657 A KR 20220108657A
- Authority
- KR
- South Korea
- Prior art keywords
- laminated structure
- self
- manufacturing
- bushing
- carbon steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/082—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising vinyl resins; comprising acrylic resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/26—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer which influences the bonding during the lamination process, e.g. release layers or pressure equalising layers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C37/00—Cooling of bearings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/26—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer which influences the bonding during the lamination process, e.g. release layers or pressure equalising layers
- B32B2037/268—Release layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/06—Coating on the layer surface on metal layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
- B32B2255/205—Metallic coating
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2220/00—Shaping
- F16C2220/02—Shaping by casting
- F16C2220/08—Shaping by casting by compression-moulding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/80—Technologies aiming to reduce greenhouse gasses emissions common to all road transportation technologies
- Y02T10/86—Optimisation of rolling resistance, e.g. weight reduction
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Laminated Bodies (AREA)
- Sliding-Contact Bearings (AREA)
Abstract
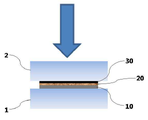
본 발명에 따르면, 청동 소결층 및 테프론 필름의 적층 구조에 의해 일체화되도록 형성된 후 부싱의 제조에 사용됨으로써, 부싱은 탄소강판에 의해 외부 충격 또는 변형 방지에 대응할 수 있는 일정한 내구성을 확보하면서도 테프론 필름에 의해 별도의 표면 코팅이나 윤활유의 제공없이도 저마찰 및 무윤활 특성에 의해 자기윤활이 가능할 수 있다.
Description
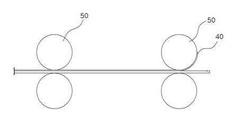
도 2 내지 도 4는 본 발명에 따른 적층구조체의 제조공정을 순서대로 보인 공정도이다.
20: 청동 소결층
30: 테프론 필름
40: 이형필름
Claims (7)
- 자기윤활 부싱을 제조하기 위한 적층구조체로서,
상기 적층구조체는 탄소강판과, 상기 탄소강판 위에 청동분을 도포하고 소결시켜 형성되는 청동 소결층 및 상기 청동 소결층 위에 배치되는 테프론 필름을 포함하고, 한 쌍의 하부금형과 상부금형 사이에 상기 적층구조체를 배치하고, 설정된 압력 및 온도로 일정시간 가압하여 일체화되는 것을 특징으로 하는 자기윤활 부싱을 제조하기 위한 적층구조체. - 제1항에 있어서,
상기 적층구조체는,
상기 하부금형 및 상부금형에 의해 100Mpa 이하의 압력 및 400℃ 이하의 온도 조건에서 30분 이하로 가압되어 형성되는 것을 특징으로 하는 자기윤활 부싱을 제조하기 위한 적층구조체. - 제1항에 있어서,
상기 적층구조체는,
상기 하부금형 및 상부금형에 의해 가압된 후, 250℃ 이하의 온도로 냉각되는 것을 특징으로 하는 자기윤활 부싱을 제조하기 위한 적층구조체. - 제3항에 있어서,
상기 적층구조체는, 자연냉각 방식, 송풍팬에 의한 송풍방식 및 에어컨에 의한 강제냉각 방식 중 어느 하나의 냉각방식으로 냉각되는 것을 특징으로 하는 자기윤활 부싱을 제조하기 위한 적층구조체. - 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 하부금형 및 상부금형의 내부에는 상기 적층구조체를 설정온도로 가열하기 위한 발열체가 설치되는 것을 특징으로 하는 자기윤활 부싱을 제조하기 위한 적층구조체. - 제1항에 있어서,
상기 탄소강판의 두께는 5mm 이하이고, 상기 청동 소결층의 두께는 3mm 이하이며, 상기 테프론 필름의 두께는 5mm 이하인 것을 특징으로 하는 자기윤활 부싱을 제조하기 위한 적층구조체. - 제1항에 있어서,
상기 적층구조체는,
상기 테프론 필름 위에 배치되는 스테인리스 재질의 이형필름을 더 포함하고, 상기 이형필름은 부싱의 제조공정으로 투입시 분리되는 것을 특징으로 하는 자기윤활 부싱을 제조하기 위한 적층구조체.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210011900A KR20220108657A (ko) | 2021-01-27 | 2021-01-27 | 자기윤활 부싱을 제조하기 위한 적층구조체 |
| KR1020230161678A KR20240007886A (ko) | 2021-01-27 | 2023-11-20 | 자기윤활 부싱을 제조하기 위한 적층구조체 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210011900A KR20220108657A (ko) | 2021-01-27 | 2021-01-27 | 자기윤활 부싱을 제조하기 위한 적층구조체 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020230161678A Division KR20240007886A (ko) | 2021-01-27 | 2023-11-20 | 자기윤활 부싱을 제조하기 위한 적층구조체 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220108657A true KR20220108657A (ko) | 2022-08-03 |
Family
ID=82847525
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020210011900A Ceased KR20220108657A (ko) | 2021-01-27 | 2021-01-27 | 자기윤활 부싱을 제조하기 위한 적층구조체 |
| KR1020230161678A Withdrawn KR20240007886A (ko) | 2021-01-27 | 2023-11-20 | 자기윤활 부싱을 제조하기 위한 적층구조체 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020230161678A Withdrawn KR20240007886A (ko) | 2021-01-27 | 2023-11-20 | 자기윤활 부싱을 제조하기 위한 적층구조체 |
Country Status (1)
| Country | Link |
|---|---|
| KR (2) | KR20220108657A (ko) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101805222B1 (ko) | 2010-03-29 | 2017-12-05 | 에이치.이.에프. | 샤프트에 장착되는 조인트용 자기 윤활 부싱 |
-
2021
- 2021-01-27 KR KR1020210011900A patent/KR20220108657A/ko not_active Ceased
-
2023
- 2023-11-20 KR KR1020230161678A patent/KR20240007886A/ko not_active Withdrawn
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101805222B1 (ko) | 2010-03-29 | 2017-12-05 | 에이치.이.에프. | 샤프트에 장착되는 조인트용 자기 윤활 부싱 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20240007886A (ko) | 2024-01-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101565425B1 (ko) | 부싱용 캐스트 불소중합체 필름 | |
| EP2798099B1 (en) | A multi-layer composite including a fluoropolymer surface and a non-fluorinated polymer transition layer | |
| US6258413B1 (en) | Method of making self-lubricating bearing | |
| CN101809302B (zh) | 轴承及具有该轴承的系统 | |
| US5664890A (en) | Bearing arrangement having a polyimide graphite-fiber reinforced composite embedded therein | |
| JP5715504B2 (ja) | 複層軸受の製造方法および複層軸受 | |
| AU725564B2 (en) | Partial arc bearing assembly and method of making the same | |
| CN107208796A (zh) | 环形密封件的制造方法 | |
| CN102312923A (zh) | 滑动轴承构件、滑动轴承和用于制造滑动轴承构件的方法 | |
| KR20220108657A (ko) | 자기윤활 부싱을 제조하기 위한 적층구조체 | |
| KR20220108659A (ko) | 자기윤활 부싱의 전처리 시스템 | |
| US6238093B1 (en) | Partial arc bearing assembly and method of making the same | |
| US20190093706A1 (en) | Rolling bearing retainer and rolling bearing | |
| EP3104031B1 (en) | Sliding element comprising a flexible adhesive | |
| JP6400330B2 (ja) | 摺動部品およびその製造方法 | |
| KR101910155B1 (ko) | 탄소섬유직물-불소수지 복합재료 면접촉 베어링 제조방법 | |
| JPH0219332B2 (ko) | ||
| US20110110618A1 (en) | Bearing ring | |
| JP4886764B2 (ja) | 転がり軸受 | |
| US12601374B2 (en) | Rolling bearing and method of manufacturing same | |
| CN119567588B (zh) | 一种包含席型网的自润滑轴承的制备方法及自润滑轴承 | |
| CN117940683A (zh) | 滑动材料、轴承及其制造和使用方法 | |
| KR20060091925A (ko) | 수윤활식 하이브리드 복합재료 저널베어링 및 그 제조방법 | |
| KR100636894B1 (ko) | 부분원호형베어링조립체,베어링조립체용베어링슬랩및베어링조립체의제조방법 | |
| US20120039552A1 (en) | Sintered metal bearing, shaft member for a plain bearing unit, and plain bearing unit provided with said shaft member |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20210127 |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20220919 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20230126 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20220919 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| X091 | Application refused [patent] | ||
| PX0901 | Re-examination |
Patent event code: PX09011S01I Patent event date: 20230126 Comment text: Decision to Refuse Application |
|
| E601 | Decision to refuse application | ||
| E801 | Decision on dismissal of amendment | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20230719 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20220919 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| PE0801 | Dismissal of amendment |
Patent event code: PE08012E01D Comment text: Decision on Dismissal of Amendment Patent event date: 20230719 Patent event code: PE08011R01I Comment text: Amendment to Specification, etc. Patent event date: 20230530 |