KR20220123048A - 캐리어 수송 시스템, 기판을 위한 캐리어, 진공 프로세싱 장치, 및 진공 챔버에서의 캐리어의 수송 방법 - Google Patents
캐리어 수송 시스템, 기판을 위한 캐리어, 진공 프로세싱 장치, 및 진공 챔버에서의 캐리어의 수송 방법 Download PDFInfo
- Publication number
- KR20220123048A KR20220123048A KR1020227026009A KR20227026009A KR20220123048A KR 20220123048 A KR20220123048 A KR 20220123048A KR 1020227026009 A KR1020227026009 A KR 1020227026009A KR 20227026009 A KR20227026009 A KR 20227026009A KR 20220123048 A KR20220123048 A KR 20220123048A
- Authority
- KR
- South Korea
- Prior art keywords
- carrier
- magnetic unit
- passive magnetic
- vertical
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G54/00—Non-mechanical conveyors not otherwise provided for
- B65G54/02—Non-mechanical conveyors not otherwise provided for electrostatic, electric, or magnetic
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/50—Substrate holders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G13/00—Roller-ways
- B65G13/11—Roller frames
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/06—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for fragile sheets, e.g. glass
- B65G49/061—Lifting, gripping, or carrying means, for one or more sheets forming independent means of transport, e.g. suction cups, transport frames
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/06—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for fragile sheets, e.g. glass
- B65G49/063—Transporting devices for sheet glass
- B65G49/064—Transporting devices for sheet glass in a horizontal position
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/04—Coating on selected surface areas, e.g. using masks
- C23C14/042—Coating on selected surface areas, e.g. using masks using masks
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/56—Apparatus specially adapted for continuous coating; Arrangements for maintaining the vacuum, e.g. vacuum locks
- C23C14/564—Means for minimising impurities in the coating chamber such as dust, moisture, residual gases
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/56—Apparatus specially adapted for continuous coating; Arrangements for maintaining the vacuum, e.g. vacuum locks
- C23C14/568—Transferring the substrates through a series of coating stations
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/04—Coating on selected surface areas, e.g. using masks
- C23C16/042—Coating on selected surface areas, e.g. using masks using masks
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/458—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating characterised by the method used for supporting substrates in the reaction chamber
- C23C16/4582—Rigid and flat substrates, e.g. plates or discs
- C23C16/4587—Rigid and flat substrates, e.g. plates or discs the substrate being supported substantially vertically
-
- H01L21/67709—
-
- H01L21/67712—
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/30—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations
- H10P72/32—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations between different workstations
- H10P72/3204—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations between different workstations using magnetic elements
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/30—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations
- H10P72/32—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations between different workstations
- H10P72/3206—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations between different workstations the substrate being handled substantially vertically
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2249/00—Aspects relating to conveying systems for the manufacture of fragile sheets
- B65G2249/02—Controlled or contamination-free environments or clean space conditions
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Abstract
Description
[0015] 도 1은 본원에서 설명되는 실시예들에 따른, 캐리어 및 캐리어 수송 시스템의 개략적인 단면도를 도시한다.
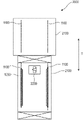
[0016] 도 2는 본원에서 설명되는 실시예들에 따른 캐리어의 개략적인 측면도를 도시한다.
[0017] 도 3은 본원에서 설명되는 실시예들에 따른, 기판의 진공 프로세싱을 위한 장치의 개략도를 도시한다.
[0018] 도 4는 본원에서 설명되는 실시예들에 따른, 진공 챔버 내에서의 캐리어의 수송을 위한 방법의 흐름도를 도시한다.
Claims (19)
- 진공 챔버 내에서 캐리어(1200)를 수송하기 위한 캐리어 수송 시스템(1000)으로서,
수송 방향으로 연장되는 트랙 조립체(1100)를 포함하며,
상기 트랙 조립체는,
제1 수직 좌표에 제공되고 상기 수송 방향으로 연장되는 제1 수동 자기 유닛(passive magnetic unit)(1110);
제2 수직 좌표에 제공되고 상기 수송 방향으로 연장되는 제2 수동 자기 유닛(1120) ―상기 제1 수동 자기 유닛(1110) 및 상기 제2 수동 자기 유닛(1120)은 상기 캐리어(1200)의 중량을 상쇄(counteract)하도록 구성됨―; 및
제3 수직 좌표에 제공되며, 그리고 상기 캐리어(1200)의 부분 중량을 지지하도록 구성되고 제3 수직 좌표에 제공되는 복수의 롤러들(1131)을 포함하는 롤러 수송 트랙(1130)
을 포함하며,
상기 제1 수직 좌표와 상기 제2 수직 좌표 사이의 제1 수직 거리는 상기 제2 수직 좌표와 상기 제3 수직 좌표 사이의 제2 거리보다 더 큰,
진공 챔버 내에서 캐리어(1200)를 수송하기 위한 캐리어 수송 시스템(1000). - 제1 항에 있어서,
중력에 평행한 힘을 생성하는, 상기 수송 방향으로 연장되는 한 세트의 능동(active) 자석들을 갖는 구동 조립체(1140)를 더 포함하는,
진공 챔버 내에서 캐리어(1200)를 수송하기 위한 캐리어 수송 시스템(1000). - 제2 항에 있어서,
상기 구동 조립체(1140)는 추가로, 상기 수송 방향으로 힘을 제공하도록 구성되는,
진공 챔버 내에서 캐리어(1200)를 수송하기 위한 캐리어 수송 시스템(1000). - 제2 항 또는 제3 항에 있어서,
상기 제2 수동 자기 유닛(1120)의 상기 제2 수직 좌표는 상기 제1 수동 자기 유닛(1110)의 상기 제1 수직 좌표와 상기 구동 조립체(1140)의 상기 한 세트의 자석들(1141) 사이에 수직으로 위치되는,
진공 챔버 내에서 캐리어(1200)를 수송하기 위한 캐리어 수송 시스템(1000). - 제1 항 내지 제4 항 중 어느 한 항에 있어서,
상기 수송 방향은 본질적으로 수평인,
진공 챔버 내에서 캐리어(1200)를 수송하기 위한 캐리어 수송 시스템(1000). - 제1 항 내지 제5 항 중 어느 한 항에 있어서,
상기 캐리어(1200)는 수직 또는 거의 수직(near-vertical) 배향으로 수송되도록 구성되는,
진공 챔버 내에서 캐리어(1200)를 수송하기 위한 캐리어 수송 시스템(1000). - 제1 항 내지 제6 항 중 어느 한 항에 있어서,
상기 제1 수동 자기 유닛(1110)은 상기 캐리어(1200)의 중량의 적어도 20%를 상쇄하도록 구성되고, 상기 제2 수동 자기 유닛(1120)은 상기 캐리어(1200)의 중량의 적어도 60%를 상쇄하도록 구성되는,
진공 챔버 내에서 캐리어(1200)를 수송하기 위한 캐리어 수송 시스템(1000). - 제1 항 내지 제7 항 중 어느 한 항에 있어서,
상기 제1 수동 자기 유닛(1110) 및 상기 제2 수동 자기 유닛(1120)의 자극들(1111, 1112, 1121, 1122)은 상기 캐리어(1200)의 측방향 안내를 위해 구성되는,
진공 챔버 내에서 캐리어(1200)를 수송하기 위한 캐리어 수송 시스템(1000). - 제1 항 내지 제8 항 중 어느 한 항에 있어서,
상기 복수의 롤러들(1131)은 개개의 롤러들의 회전 축에 적어도 부분적으로 평행하게 연장되며, 특히, 상기 복수의 롤러들(1131)의 일부분은 원통형 형상을 갖는,
진공 챔버 내에서 캐리어(1200)를 수송하기 위한 캐리어 수송 시스템(1000). - 기판(2000)의 진공 프로세싱을 위한 장치에서 프로세싱될 기판을 위한 캐리어로서,
제1 수직 캐리어 좌표에 제공된 제1 수동 자기 유닛(1210);
제2 수직 캐리어 좌표에 제공된 제2 수동 자기 유닛(1220); 및
제3 수직 캐리어 좌표에 제공된 제3 수동 자기 유닛(1230)
을 포함하며,
상기 제1 수직 캐리어 좌표와 상기 제2 수직 캐리어 좌표 사이의 제1 수직 캐리어 거리는 상기 제2 수직 캐리어 좌표와 상기 제3 수직 캐리어 좌표 사이의 제2 캐리어 거리보다 더 큰,
기판(2000)의 진공 프로세싱을 위한 장치에서 프로세싱될 기판을 위한 캐리어. - 제10 항에 있어서,
상기 제2 수동 자기 유닛(1220)은 상기 제1 수동 자기 유닛(1210)에 대하여 측방향으로 오프셋되고, 상기 오프셋은 상기 수송 방향에 직각(perpendicular)인 방향으로 그리고 상기 수직 방향에 대해 일정 방향으로 이루어지는,
기판(2000)의 진공 프로세싱을 위한 장치에서 프로세싱될 기판을 위한 캐리어. - 제10 항 또는 제11 항에 있어서,
복수의 롤러들(1131) 중 적어도 하나의 롤러의 최상부 표면과 접촉하도록 구성된 제1 레일(1241); 및
상기 복수의 롤러들(1131) 중 상기 적어도 하나의 롤러의 최하부와 접촉하도록 구성된 제2 레일(1242)
을 더 포함하는,
기판(2000)의 진공 프로세싱을 위한 장치에서 프로세싱될 기판을 위한 캐리어. - 기판(2000)의 진공 프로세싱을 위한 장치로서,
진공 챔버(2100); 및
제1 항 내지 제9 항 중 어느 한 항에 따른 캐리어 수송 시스템(1000)
을 포함하는,
기판(2000)의 진공 프로세싱을 위한 장치. - 제13 항에 있어서,
상기 진공 챔버(2100) 내의 증착 장치(2200)를 더 포함하는,
기판(2000)의 진공 프로세싱을 위한 장치. - 제13 항 또는 제14 항에 있어서,
제10 항 내지 제12 항 중 어느 한 항에 따른 캐리어를 더 포함하는,
기판(2000)의 진공 프로세싱을 위한 장치. - 제15 항에 있어서,
상기 트랙 조립체(1100)의 상기 제1 수동 자기 유닛(1110)은, 상기 캐리어(1200)의 상기 제1 수동 자기 유닛(1210)과 커플링되는, 상기 캐리어(1200)의 최상부에 있도록 구성되는,
기판(2000)의 진공 프로세싱을 위한 장치. - 제15 항 또는 제16 항에 있어서,
상기 트랙 조립체(1100)의 상기 제2 수동 자기 유닛(1120)은, 상기 캐리어(1200)의 상기 제2 수동 자기 유닛(1220)과 커플링되는, 상기 캐리어(1200)의 측면(side)에 있도록 구성되는,
기판(2000)의 진공 프로세싱을 위한 장치. - 진공 챔버(2100) 내에서의 캐리어(3000)의 수송을 위한 방법으로서,
제1 수동 자기 유닛들에 의한 상기 캐리어(1200)의 중량의 부분 상쇄로 트랙 조립체(1100) 상에서 상기 캐리어(1200)를 수송하는 단계;
제2 수동 자석 유닛들에 의한 상기 캐리어(1200)의 중량의 부분 상쇄로 상기 트랙 조립체(1100) 상에서 상기 캐리어(1200)를 수송하는 단계; 및
상기 캐리어(1200)의 부분 중량이 복수의 롤러들(1131) 중 적어도 하나의 롤러 상에 있는 상태로 상기 트랙 조립체(1100) 상에서 상기 캐리어(1200)를 수송하는 단계
를 포함하는,
진공 챔버(2100) 내에서의 캐리어(3000)의 수송을 위한 방법. - 제18 항에 있어서,
구동 조립체(1140)를 이용하여 수송 방향으로 상기 캐리어를 수송하는 단계를 더 포함하는,
진공 챔버(2100) 내에서의 캐리어(3000)의 수송을 위한 방법.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/EP2020/063379 WO2021228390A1 (en) | 2020-05-13 | 2020-05-13 | Carrier transport system, a carrier for a substrate, vacuum processing apparatus, and method of transportation of a carrier in a vacuum chamber |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20220123048A true KR20220123048A (ko) | 2022-09-05 |
| KR102821101B1 KR102821101B1 (ko) | 2025-06-13 |
Family
ID=70738544
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227026009A Active KR102821101B1 (ko) | 2020-05-13 | 2020-05-13 | 캐리어 수송 시스템, 기판을 위한 캐리어, 진공 프로세싱 장치, 및 진공 챔버에서의 캐리어의 수송 방법 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12319519B2 (ko) |
| JP (1) | JP7494306B2 (ko) |
| KR (1) | KR102821101B1 (ko) |
| CN (1) | CN114981471B (ko) |
| WO (1) | WO2021228390A1 (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20240153800A1 (en) | 2022-11-07 | 2024-05-09 | Applied Materials, Inc. | Semiconductor process equipment |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20080046761A (ko) * | 2006-11-23 | 2008-05-28 | 엘지디스플레이 주식회사 | 기판이송장치 및 이를 구비하는 박막 형성 장치 |
| KR100880877B1 (ko) * | 2007-11-02 | 2009-01-30 | 한국기계연구원 | 자기부상형 기판 이송장치 |
| KR100945456B1 (ko) * | 2009-09-04 | 2010-03-05 | (주)엔피엘 | 피구동체와 무접촉 상태에서 피구동체를 왕복이동시키는 장치 |
| KR20120088980A (ko) * | 2011-02-01 | 2012-08-09 | (주)이루자 | 진공 처리 장치 |
| WO2020043277A1 (en) * | 2018-08-29 | 2020-03-05 | Applied Materials, Inc. | Apparatus for transportation of a first carrier and a second carrier, processing system for vertically processing a substrate, and methods therefor |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6206176B1 (en) * | 1998-05-20 | 2001-03-27 | Applied Komatsu Technology, Inc. | Substrate transfer shuttle having a magnetic drive |
| JP4428799B2 (ja) | 2000-04-03 | 2010-03-10 | キヤノン株式会社 | 磁気支持機構、位置決め装置および半導体デバイス製造方法 |
| KR101288599B1 (ko) | 2007-05-29 | 2013-07-22 | 엘지디스플레이 주식회사 | 기판 이송 장치 |
| JP4505002B2 (ja) | 2007-08-27 | 2010-07-14 | キヤノンアネルバ株式会社 | 搬送装置 |
| US7770714B2 (en) * | 2007-08-27 | 2010-08-10 | Canon Anelva Corporation | Transfer apparatus |
| KR101243743B1 (ko) | 2010-02-18 | 2013-03-13 | 주식회사 아바코 | 기판 이송 장치, 기판 처리 장치 및 이를 이용한 기판 처리 방법 |
| JP6156716B2 (ja) * | 2012-08-21 | 2017-07-05 | シンフォニアテクノロジー株式会社 | 搬送装置 |
| JP6098923B2 (ja) * | 2012-12-27 | 2017-03-22 | シンフォニアテクノロジー株式会社 | 搬送装置 |
| EP3102715A1 (en) | 2014-02-04 | 2016-12-14 | Applied Materials, Inc. | Evaporation source for organic material, apparatus having an evaporation source for organic material, system having an evaporation deposition apparatus with an evaporation source for organic materials, and method for operating an evaporation source for organic material |
| CN109699190B (zh) | 2017-08-24 | 2023-04-28 | 应用材料公司 | 在真空处理系统中非接触地传输装置及方法 |
| US20210363627A1 (en) | 2018-04-26 | 2021-11-25 | Applied Materials, Inc. | Vacuum processing system and method of operating a vacuum processing system |
| KR20190132096A (ko) | 2018-05-18 | 2019-11-27 | 어플라이드 머티어리얼스, 인코포레이티드 | 기판이송장치 |
| WO2020001751A1 (en) | 2018-06-26 | 2020-01-02 | Applied Materials, Inc. | Magnetic levitation system for transporting a carrier, carrier for a magnetic levitation system, apparatus for transportation of a carrier, processing system for vertically processing a substrate, and method of switching a transport path of a carrier |
| KR102090645B1 (ko) | 2018-08-27 | 2020-03-18 | 엘지전자 주식회사 | 반송 장치 |
-
2020
- 2020-05-13 JP JP2022544701A patent/JP7494306B2/ja active Active
- 2020-05-13 CN CN202080094106.6A patent/CN114981471B/zh active Active
- 2020-05-13 WO PCT/EP2020/063379 patent/WO2021228390A1/en not_active Ceased
- 2020-05-13 KR KR1020227026009A patent/KR102821101B1/ko active Active
- 2020-05-13 US US17/788,952 patent/US12319519B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20080046761A (ko) * | 2006-11-23 | 2008-05-28 | 엘지디스플레이 주식회사 | 기판이송장치 및 이를 구비하는 박막 형성 장치 |
| KR100880877B1 (ko) * | 2007-11-02 | 2009-01-30 | 한국기계연구원 | 자기부상형 기판 이송장치 |
| KR100945456B1 (ko) * | 2009-09-04 | 2010-03-05 | (주)엔피엘 | 피구동체와 무접촉 상태에서 피구동체를 왕복이동시키는 장치 |
| KR20120088980A (ko) * | 2011-02-01 | 2012-08-09 | (주)이루자 | 진공 처리 장치 |
| WO2020043277A1 (en) * | 2018-08-29 | 2020-03-05 | Applied Materials, Inc. | Apparatus for transportation of a first carrier and a second carrier, processing system for vertically processing a substrate, and methods therefor |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7494306B2 (ja) | 2024-06-03 |
| KR102821101B1 (ko) | 2025-06-13 |
| WO2021228390A1 (en) | 2021-11-18 |
| US20230055201A1 (en) | 2023-02-23 |
| US12319519B2 (en) | 2025-06-03 |
| CN114981471B (zh) | 2024-10-29 |
| JP2023524336A (ja) | 2023-06-12 |
| CN114981471A (zh) | 2022-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101386685B1 (ko) | 기판 처리 장치 | |
| KR101531656B1 (ko) | 자기 부상 이송 장치 | |
| US12119173B2 (en) | Magnetic levitation system, base and carrier of a magnetic levitation system, and method of levitating a carrier | |
| US11508595B2 (en) | Apparatus and method for contactless transportation of a device in a vacuum processing system | |
| KR102733538B1 (ko) | 자기 부상 시스템, 자기 부상 시스템을 위한 캐리어, 진공 시스템, 및 캐리어를 이송하는 방법 | |
| KR20180024445A (ko) | 비접촉 주행 모듈 및 이를 포함하는 이송 장치 | |
| KR20190116967A (ko) | 진공 챔버 내에서의 캐리어 정렬을 위한 장치 및 진공 시스템, 및 캐리어를 정렬하는 방법 | |
| KR102799305B1 (ko) | 자기 부상 시스템, 프로세싱 시스템, 및 캐리어를 운송하는 방법 | |
| KR102069679B1 (ko) | 진공 챔버에서 기판을 프로세싱하기 위한 장치 및 시스템, 및 진공 챔버에서 캐리어를 운송하는 방법 | |
| KR102821101B1 (ko) | 캐리어 수송 시스템, 기판을 위한 캐리어, 진공 프로세싱 장치, 및 진공 챔버에서의 캐리어의 수송 방법 | |
| WO2020001751A1 (en) | Magnetic levitation system for transporting a carrier, carrier for a magnetic levitation system, apparatus for transportation of a carrier, processing system for vertically processing a substrate, and method of switching a transport path of a carrier | |
| CN112867878B (zh) | 用于承载平面物体的载体、用于输送载体的输送系统、用于非接触式地输送载体的方法和用于生产涂布基板的方法 | |
| KR102430391B1 (ko) | 캐리어를 이송하기 위한 자기 부상 시스템, 자기 부상 시스템을 위한 캐리어, 기판을 수직으로 프로세싱하기 위한 프로세싱 시스템, 및 캐리어를 이송하는 방법 | |
| CN116490697B (zh) | 载体运输系统、磁稳定单元、载体和用于非接触式运输载体的方法 | |
| WO2020228939A1 (en) | Magnetic levitation system, base structure of a magnetic levitation system, and method of transporting a carrier | |
| WO2022073588A1 (en) | Carrier transport system, carrier therefor, vacuum processing apparatus, and method of transportation of a carrier in a vacuum chamber | |
| KR102866536B1 (ko) | 진공 챔버에서 오브젝트를 운송하기 위한 캐리어, 캐리어를 제조하는 방법, 캐리어 운송 시스템 및 진공 프로세싱 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| A201 | Request for examination | ||
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| R17-X000 | Change to representative recorded |
St.27 status event code: A-3-3-R10-R17-oth-X000 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |