KR20220128439A - 적층 부직포 및 위생 재료 - Google Patents
적층 부직포 및 위생 재료 Download PDFInfo
- Publication number
- KR20220128439A KR20220128439A KR1020227028890A KR20227028890A KR20220128439A KR 20220128439 A KR20220128439 A KR 20220128439A KR 1020227028890 A KR1020227028890 A KR 1020227028890A KR 20227028890 A KR20227028890 A KR 20227028890A KR 20220128439 A KR20220128439 A KR 20220128439A
- Authority
- KR
- South Korea
- Prior art keywords
- nonwoven fabric
- laminated
- thermoplastic resin
- fabric layer
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000463 material Substances 0.000 title claims abstract description 29
- 239000004745 nonwoven fabric Substances 0.000 claims abstract description 223
- 239000000835 fiber Substances 0.000 claims abstract description 182
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 69
- 238000010521 absorption reaction Methods 0.000 claims abstract description 29
- 238000000034 method Methods 0.000 claims description 40
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 abstract description 25
- 238000001035 drying Methods 0.000 abstract description 21
- 239000010410 layer Substances 0.000 description 135
- -1 polytrimethylene terephthalate Polymers 0.000 description 16
- 150000001875 compounds Chemical class 0.000 description 15
- 235000014113 dietary fatty acids Nutrition 0.000 description 13
- 239000000194 fatty acid Substances 0.000 description 13
- 229930195729 fatty acid Natural products 0.000 description 13
- 150000004665 fatty acids Chemical class 0.000 description 13
- 229920000642 polymer Polymers 0.000 description 12
- 239000004743 Polypropylene Substances 0.000 description 9
- 230000000694 effects Effects 0.000 description 9
- 238000011156 evaluation Methods 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 9
- 229920001155 polypropylene Polymers 0.000 description 9
- 150000001408 amides Chemical class 0.000 description 8
- 238000009987 spinning Methods 0.000 description 8
- 125000004432 carbon atom Chemical group C* 0.000 description 7
- 238000010030 laminating Methods 0.000 description 7
- 239000007788 liquid Substances 0.000 description 6
- 238000001816 cooling Methods 0.000 description 5
- 229920001577 copolymer Polymers 0.000 description 5
- 238000009792 diffusion process Methods 0.000 description 5
- 229920000139 polyethylene terephthalate Polymers 0.000 description 5
- 239000005020 polyethylene terephthalate Substances 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 4
- 239000002344 surface layer Substances 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical group C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 3
- 239000005977 Ethylene Substances 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 230000004927 fusion Effects 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- 239000004952 Polyamide Substances 0.000 description 2
- 239000002202 Polyethylene glycol Substances 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- QVQLCTNNEUAWMS-UHFFFAOYSA-N barium oxide Chemical compound [Ba]=O QVQLCTNNEUAWMS-UHFFFAOYSA-N 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000007334 copolymerization reaction Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- UAUDZVJPLUQNMU-KTKRTIGZSA-N erucamide Chemical compound CCCCCCCC\C=C/CCCCCCCCCCCC(N)=O UAUDZVJPLUQNMU-KTKRTIGZSA-N 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920001223 polyethylene glycol Polymers 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 210000004243 sweat Anatomy 0.000 description 2
- 235000021122 unsaturated fatty acids Nutrition 0.000 description 2
- 210000002700 urine Anatomy 0.000 description 2
- XSXIVVZCUAHUJO-AVQMFFATSA-N (11e,14e)-icosa-11,14-dienoic acid Chemical compound CCCCC\C=C\C\C=C\CCCCCCCCCC(O)=O XSXIVVZCUAHUJO-AVQMFFATSA-N 0.000 description 1
- KXVFBCSUGDNXQF-DZDBOGACSA-N (2z,4z,6z,8z,10z)-tetracosa-2,4,6,8,10-pentaenoic acid Chemical compound CCCCCCCCCCCCC\C=C/C=C\C=C/C=C\C=C/C(O)=O KXVFBCSUGDNXQF-DZDBOGACSA-N 0.000 description 1
- HXQHFNIKBKZGRP-URPRIDOGSA-N (5Z,9Z,12Z)-octadecatrienoic acid Chemical compound CCCCC\C=C/C\C=C/CC\C=C/CCCC(O)=O HXQHFNIKBKZGRP-URPRIDOGSA-N 0.000 description 1
- YHGJECVSSKXFCJ-KUBAVDMBSA-N (6Z,9Z,12Z,15Z,18Z,21Z)-tetracosahexaenoic acid Chemical compound CC\C=C/C\C=C/C\C=C/C\C=C/C\C=C/C\C=C/CCCCC(O)=O YHGJECVSSKXFCJ-KUBAVDMBSA-N 0.000 description 1
- CUXYLFPMQMFGPL-UHFFFAOYSA-N (9Z,11E,13E)-9,11,13-Octadecatrienoic acid Natural products CCCCC=CC=CC=CCCCCCCCC(O)=O CUXYLFPMQMFGPL-UHFFFAOYSA-N 0.000 description 1
- VESQWGARFWAICR-UHFFFAOYSA-N 2,2-dihydroxyoctadecanamide;ethene Chemical compound C=C.CCCCCCCCCCCCCCCCC(O)(O)C(N)=O VESQWGARFWAICR-UHFFFAOYSA-N 0.000 description 1
- PIFPCDRPHCQLSJ-WYIJOVFWSA-N 4,8,12,15,19-Docosapentaenoic acid Chemical compound CC\C=C\CC\C=C\C\C=C\CC\C=C\CC\C=C\CCC(O)=O PIFPCDRPHCQLSJ-WYIJOVFWSA-N 0.000 description 1
- 239000004953 Aliphatic polyamide Substances 0.000 description 1
- PIFNLEVPOVXBCF-UHFFFAOYSA-N CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O Chemical compound CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O.CCCC=CC(N)=O PIFNLEVPOVXBCF-UHFFFAOYSA-N 0.000 description 1
- BTGAXXBJKRSFKQ-QXMHVHEDSA-N CCCCCCCCCC\C=C/CCCCCCCC(N)=O Chemical compound CCCCCCCCCC\C=C/CCCCCCCC(N)=O BTGAXXBJKRSFKQ-QXMHVHEDSA-N 0.000 description 1
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- PIFPCDRPHCQLSJ-UHFFFAOYSA-N Clupanodonic acid Natural products CCC=CCCC=CCC=CCCC=CCCC=CCCC(O)=O PIFPCDRPHCQLSJ-UHFFFAOYSA-N 0.000 description 1
- ORAWFNKFUWGRJG-UHFFFAOYSA-N Docosanamide Chemical compound CCCCCCCCCCCCCCCCCCCCCC(N)=O ORAWFNKFUWGRJG-UHFFFAOYSA-N 0.000 description 1
- 235000021297 Eicosadienoic acid Nutrition 0.000 description 1
- FATBGEAMYMYZAF-MDZDMXLPSA-N Elaidamide Chemical compound CCCCCCCC\C=C\CCCCCCCC(N)=O FATBGEAMYMYZAF-MDZDMXLPSA-N 0.000 description 1
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- OPGOLNDOMSBSCW-CLNHMMGSSA-N Fursultiamine hydrochloride Chemical compound Cl.C1CCOC1CSSC(\CCO)=C(/C)N(C=O)CC1=CN=C(C)N=C1N OPGOLNDOMSBSCW-CLNHMMGSSA-N 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920000305 Nylon 6,10 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- HXQHFNIKBKZGRP-UHFFFAOYSA-N Ranuncelin-saeure-methylester Natural products CCCCCC=CCC=CCCC=CCCCC(O)=O HXQHFNIKBKZGRP-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 229920003231 aliphatic polyamide Polymers 0.000 description 1
- 229920003232 aliphatic polyester Polymers 0.000 description 1
- JAZBEHYOTPTENJ-JLNKQSITSA-N all-cis-5,8,11,14,17-icosapentaenoic acid Chemical compound CC\C=C/C\C=C/C\C=C/C\C=C/C\C=C/CCCC(O)=O JAZBEHYOTPTENJ-JLNKQSITSA-N 0.000 description 1
- AHANXAKGNAKFSK-PDBXOOCHSA-N all-cis-icosa-11,14,17-trienoic acid Chemical compound CC\C=C/C\C=C/C\C=C/CCCCCCCCCC(O)=O AHANXAKGNAKFSK-PDBXOOCHSA-N 0.000 description 1
- CUXYLFPMQMFGPL-SUTYWZMXSA-N all-trans-octadeca-9,11,13-trienoic acid Chemical compound CCCC\C=C\C=C\C=C\CCCCCCCC(O)=O CUXYLFPMQMFGPL-SUTYWZMXSA-N 0.000 description 1
- DTOSIQBPPRVQHS-PDBXOOCHSA-N alpha-linolenic acid Chemical compound CC\C=C/C\C=C/C\C=C/CCCCCCCC(O)=O DTOSIQBPPRVQHS-PDBXOOCHSA-N 0.000 description 1
- 235000020661 alpha-linolenic acid Nutrition 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- BNBSCAZCQDLUDU-DOFZRALJSA-N arachidonoyl amine Chemical compound CCCCC\C=C/C\C=C/C\C=C/C\C=C/CCCC(N)=O BNBSCAZCQDLUDU-DOFZRALJSA-N 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 238000003490 calendering Methods 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- GKAWAQNIMXHVNI-UHFFFAOYSA-N decanamide;ethene Chemical compound C=C.CCCCCCCCCC(N)=O.CCCCCCCCCC(N)=O GKAWAQNIMXHVNI-UHFFFAOYSA-N 0.000 description 1
- DSPAVPMTLCGNEX-UHFFFAOYSA-N docosa-2,4-dienamide Chemical compound CCCCCCCCCCCCCCCCCC=CC=CC(N)=O DSPAVPMTLCGNEX-UHFFFAOYSA-N 0.000 description 1
- VJJBJJBTUXPNEO-UHFFFAOYSA-N docosanamide;ethene Chemical compound C=C.CCCCCCCCCCCCCCCCCCCCCC(N)=O.CCCCCCCCCCCCCCCCCCCCCC(N)=O VJJBJJBTUXPNEO-UHFFFAOYSA-N 0.000 description 1
- GFQOFGWPGYRLAO-UHFFFAOYSA-N dodecanamide;ethene Chemical compound C=C.CCCCCCCCCCCC(N)=O.CCCCCCCCCCCC(N)=O GFQOFGWPGYRLAO-UHFFFAOYSA-N 0.000 description 1
- LJZKUDYOSCNJPU-UHFFFAOYSA-N dotetracontanediamide Chemical compound NC(=O)CCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCC(N)=O LJZKUDYOSCNJPU-UHFFFAOYSA-N 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 235000020673 eicosapentaenoic acid Nutrition 0.000 description 1
- 229960005135 eicosapentaenoic acid Drugs 0.000 description 1
- JAZBEHYOTPTENJ-UHFFFAOYSA-N eicosapentaenoic acid Natural products CCC=CCC=CCC=CCC=CCC=CCCCC(O)=O JAZBEHYOTPTENJ-UHFFFAOYSA-N 0.000 description 1
- IQLUYYHUNSSHIY-HZUMYPAESA-N eicosatetraenoic acid Chemical compound CCCCCCCCCCC\C=C\C=C\C=C\C=C\C(O)=O IQLUYYHUNSSHIY-HZUMYPAESA-N 0.000 description 1
- PRHHYVQTPBEDFE-UHFFFAOYSA-N eicosatrienoic acid Natural products CCCCCC=CCC=CCCCCC=CCCCC(O)=O PRHHYVQTPBEDFE-UHFFFAOYSA-N 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- ZJOLCKGSXLIVAA-UHFFFAOYSA-N ethene;octadecanamide Chemical compound C=C.CCCCCCCCCCCCCCCCCC(N)=O.CCCCCCCCCCCCCCCCCC(N)=O ZJOLCKGSXLIVAA-UHFFFAOYSA-N 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- LUOABWGXXKLFGZ-UHFFFAOYSA-N hexacosanamide Chemical compound CCCCCCCCCCCCCCCCCCCCCCCCCC(N)=O LUOABWGXXKLFGZ-UHFFFAOYSA-N 0.000 description 1
- HSEMFIZWXHQJAE-UHFFFAOYSA-N hexadecanamide Chemical compound CCCCCCCCCCCCCCCC(N)=O HSEMFIZWXHQJAE-UHFFFAOYSA-N 0.000 description 1
- OOCSVLHOTKHEFZ-UHFFFAOYSA-N icosanamide Chemical compound CCCCCCCCCCCCCCCCCCCC(N)=O OOCSVLHOTKHEFZ-UHFFFAOYSA-N 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- SFIHQZFZMWZOJV-HZJYTTRNSA-N linoleamide Chemical compound CCCCC\C=C/C\C=C/CCCCCCCC(N)=O SFIHQZFZMWZOJV-HZJYTTRNSA-N 0.000 description 1
- 229960004488 linolenic acid Drugs 0.000 description 1
- KQQKGWQCNNTQJW-UHFFFAOYSA-N linolenic acid Natural products CC=CCCC=CCC=CCCCCCCCC(O)=O KQQKGWQCNNTQJW-UHFFFAOYSA-N 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 235000021290 n-3 DPA Nutrition 0.000 description 1
- FXUDPARCGRIVON-KTKRTIGZSA-N nervonamide Chemical compound CCCCCCCC\C=C/CCCCCCCCCCCCCC(N)=O FXUDPARCGRIVON-KTKRTIGZSA-N 0.000 description 1
- 230000000474 nursing effect Effects 0.000 description 1
- MYSPBSKLIFPWDI-UHFFFAOYSA-N octacosanamide Chemical compound CCCCCCCCCCCCCCCCCCCCCCCCCCCC(N)=O MYSPBSKLIFPWDI-UHFFFAOYSA-N 0.000 description 1
- LYRFLYHAGKPMFH-UHFFFAOYSA-N octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(N)=O LYRFLYHAGKPMFH-UHFFFAOYSA-N 0.000 description 1
- FATBGEAMYMYZAF-KTKRTIGZSA-N oleamide Chemical compound CCCCCCCC\C=C/CCCCCCCC(N)=O FATBGEAMYMYZAF-KTKRTIGZSA-N 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- YRPQTVNCCVPGFA-FPLPWBNLSA-N palmitoleamide Chemical compound CCCCCC\C=C/CCCCCCCC(N)=O YRPQTVNCCVPGFA-FPLPWBNLSA-N 0.000 description 1
- WOQDVIVTFCTQCE-UHFFFAOYSA-N pentacontanediamide Chemical compound NC(=O)CCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCCC(N)=O WOQDVIVTFCTQCE-UHFFFAOYSA-N 0.000 description 1
- MGDIOJPGJAGMGP-UHFFFAOYSA-N pentacosanediamide Chemical compound NC(=O)CCCCCCCCCCCCCCCCCCCCCCCC(N)=O MGDIOJPGJAGMGP-UHFFFAOYSA-N 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- 229920002961 polybutylene succinate Polymers 0.000 description 1
- 239000004631 polybutylene succinate Substances 0.000 description 1
- 229920009537 polybutylene succinate adipate Polymers 0.000 description 1
- 239000004630 polybutylene succinate adipate Substances 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920001610 polycaprolactone Polymers 0.000 description 1
- 239000004632 polycaprolactone Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920000306 polymethylpentene Polymers 0.000 description 1
- 239000011116 polymethylpentene Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002215 polytrimethylene terephthalate Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 150000004671 saturated fatty acids Chemical class 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- JIWBIWFOSCKQMA-UHFFFAOYSA-N stearidonic acid Natural products CCC=CCC=CCC=CCC=CCCCCC(O)=O JIWBIWFOSCKQMA-UHFFFAOYSA-N 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- ZAYKUYSGARCXKQ-UHFFFAOYSA-N tetracosanamide Chemical compound CCCCCCCCCCCCCCCCCCCCCCCC(N)=O ZAYKUYSGARCXKQ-UHFFFAOYSA-N 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 150000004670 unsaturated fatty acids Chemical class 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4374—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece using different kinds of webs, e.g. by layering webs
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D13/00—Professional, industrial or sporting protective garments, e.g. surgeons' gowns or garments protecting against blows or punches
- A41D13/05—Professional, industrial or sporting protective garments, e.g. surgeons' gowns or garments protecting against blows or punches protecting only a particular body part
- A41D13/11—Protective face masks, e.g. for surgical use, or for use in foul atmospheres
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
-
- A—HUMAN NECESSITIES
- A62—LIFE-SAVING; FIRE-FIGHTING
- A62B—DEVICES, APPARATUS OR METHODS FOR LIFE-SAVING
- A62B18/00—Breathing masks or helmets, e.g. affording protection against chemical agents or for use at high altitudes or incorporating a pump or compressor for reducing the inhalation effort
- A62B18/02—Masks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2509/00—Medical; Hygiene
- D10B2509/02—Bandages, dressings or absorbent pads
- D10B2509/026—Absorbent pads; Tampons; Laundry; Towels
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- General Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Veterinary Medicine (AREA)
- Pulmonology (AREA)
- Animal Behavior & Ethology (AREA)
- Heart & Thoracic Surgery (AREA)
- Public Health (AREA)
- Biomedical Technology (AREA)
- Zoology (AREA)
- Vascular Medicine (AREA)
- Business, Economics & Management (AREA)
- Emergency Management (AREA)
- Physical Education & Sports Medicine (AREA)
- Epidemiology (AREA)
- Nonwoven Fabrics (AREA)
- Laminated Bodies (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
본 발명은, 제1 열가소성 수지 섬유를 포함하는 부직포층(A)과 제2 열가소성 수지 섬유를 포함하는 부직포층(B)이, 각각 적어도 1층 적층된 적층 부직포이며, 제1 열가소성 수지 섬유의 단면은 복수의 볼록형부를 갖고, 또한, 상기 단면의 엽상도가 5% 이상인 이형 단면이며, 제1 열가소성 수지 섬유의 평균 단섬유 직경 Da에 대한 제2 열가소성 수지 섬유의 평균 단섬유 직경 Db의 비(Db/Da)가 1.0 이상이고, 또한, 상기 부직포층(B)이 적어도 한쪽의 최표층으로 적층되어 이루어지는 적층 부직포이다. 본 발명의 적층 부직포는, 위생재용 부직포로서 사용하는 데 충분한 흡수 속도와 흡수 속건성을 갖는다. 본 발명의 적층 부직포를, 위생 재료의 적어도 일부로서 사용함으로써, 우수한 흡수성과 우수한 속건성을 갖는 위생 재료를 얻을 수 있다.
Description
본 발명은, 흡수 속건성이 우수하고, 특히 위생 재료 용도에 적합한 상이 단면 적층 부직포 및 이것을 사용한 위생 재료에 관한 것이다.
일반적으로지 종이 기저귀나 생리대, 마스크 등의 위생 재료는, 오줌이나 땀 등의 수분을 빠르게 제거하여, 부재 표면을 드라이하게 유지함으로써, 인체에 있어서 쾌적한 위생 재료가 된다.
이 때문에, 직접 피부에 접촉하는 표면 부재는, 수분을 빠르게 흡수하는 「흡수성」과 흡수한 수분을 최표면층으로부터 이행시켜, 표면을 드라이한 상태로 하는 「속건성」의 양립이 필요하다.
종래, 이 표면 부재에는, 친수화 처리를 실시한 각종 부직포가 널리 사용되어 왔다. 이들은, 최표면층으로부터 내층의 부직포나 흡수체로 수분을 유도할 수 있지만, 최표면층에 수분이 잔존하기 쉬워, 「속건성」이 떨어지는 것이었다.
최표면층에 수분이 잔존하기 어렵고, 「속건성」이 우수한 표면 부재로 하기 위해, 특허문헌 1에서는, 환단면의 세섬도 섬유를 포함하는 웹층(피부면측)과, 이형 단면의 태섬도 섬유를 포함하는 웹층을 적층시킨 부직포가 제안되어 있다. 또한, 특허문헌 2에서는, 섬유 밀도가 다른 시트를 적층시켜, 섬유 밀도가 낮은 시트를 피부 접촉하는 표면층으로 한 시트가 제안되어 있다.
그러나, 특허문헌 1에 기재된 기술에서는, 피부면측의 세섬도 섬유를 포함하는 웹층이 치밀한 구조로 되기 때문에, 투액성이 저하되어, 수분을 신속히 흡수할 수 없어, 「흡수성」을 얻는 것이 곤란하다. 또한, 세섬도측의 치밀한 섬유간 공극에 수분이 잔존하기 쉬워, 「속건성」을 얻는 것이 곤란하다.
한편, 특허문헌 2에 기재된 기술에서는, 섬유 밀도마다 다른 모세관 효과의 차에 의해, 최표면층에 흡수한 수분을 일정량, 제2 층(피부면과 반대의 층)으로 유도하는 것이 가능하다. 그러나, 제2 층에 있어서는, 시트면 방향으로의 액 확산 성능이 부족하기 때문에, 제2 층으로의 수분의 이행은 한정적인 효과가 되어, 「속건성」은 불충분한 것이었다.
그래서, 본 발명의 목적은, 위생재용 부직포를 사용한 부재 내의 쾌적성을 유지하기 위해 충분한 흡수 속도를 갖고, 또한 속건성을 갖는 적층 부직포를 제공하는 것이다.
본 발명자들은, 상기 목적을 달성하기 위해 예의 검토를 거듭한 결과, 적층 부직포에 있어서, 특정 이형 단면 섬유를 포함하는 부직포층과 특정 사이즈의 섬유를 포함하는 부직포층을 특정 구성으로 적층시킴으로써, 위생재용 부직포로서 사용하는 데 충분한 흡수 속건성을 갖는, 적층 부직포가 얻어진다는 지견을 얻었다.
본 발명의 적층 부직포는, 제1 열가소성 수지 섬유를 포함하는 부직포층(A)과 제2 열가소성 수지 섬유를 포함하는 부직포층(B)이, 각각 적어도 1층 적층된 적층 부직포이며, 제1 열가소성 수지 섬유의 단면은 복수의 볼록형부를 갖고, 또한, 상기 단면의 엽상도가 5.0% 이상인 이형 단면이며, 제1 열가소성 수지 섬유의 평균 단섬유 직경 Da에 대한 제2 열가소성 수지 섬유의 평균 단섬유 직경 Db의 비(Db/Da)가 1.0 이상이고, 또한, 상기 부직포층(B)이 적어도 한쪽의 최표층으로 적층되어 이루어진다.
또한, 본 발명의 위생 재료는, 적어도 일부가 상기 적층 부직포로 구성되어 이루어진다.
또한, 본 발명의 기저귀는, 톱 시트가 상기 적층 부직포로 구성되어 이루어진다.
게다가, 본 발명의 마스크는, 내면층이 상기 적층 부직포로 구성되어 이루어진다.
본 발명의 적층 부직포는, 위생재용 부직포로서 사용하는 데 충분한 흡수 속도와, 흡수 속건성을 갖는다. 본 발명의 적층 부직포를, 위생 재료의 적어도 일부로서 사용함으로써, 우수한 흡수성과 우수한 속건성을 갖는 위생 재료를 얻을 수 있다.
본 발명의 적층 부직포는, 종이 기저귀, 생리대, 거즈, 붕대, 마스크, 장갑, 반창고 등의 위생 재료의 일부로서 사용할 수 있다.
도 1은 본 발명의 적층 부직포의 부직포층(A)을 구성하는 제1 열가소성 수지 섬유의 단면의 일례이며, 복수의 볼록형부를 갖는 섬유 단면을 설명하기 위한 도면이다.
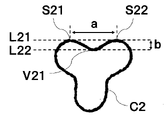
도 2는 본 발명의 적층 부직포의 부직포층(A)을 구성하는 제1 열가소성 수지 섬유의 단면의 일례이며, 섬유 단면에 있어서의 엽상도를 설명하기 위한 도면이다.
도 2는 본 발명의 적층 부직포의 부직포층(A)을 구성하는 제1 열가소성 수지 섬유의 단면의 일례이며, 섬유 단면에 있어서의 엽상도를 설명하기 위한 도면이다.
본 발명의 적층 부직포는, 제1 열가소성 수지 섬유를 포함하는 부직포층(A)과 제2 열가소성 수지 섬유를 포함하는 부직포층(B)이, 각각 적어도 1층 적층된 적층 부직포이며, 제1 열가소성 수지 섬유의 단면은 복수의 볼록형부를 갖고, 또한, 상기 단면의 엽상도가 5.0% 이상인 이형 단면이며, 제1 열가소성 수지 섬유의 평균 단섬유 직경 Da에 대한 제2 열가소성 수지 섬유의 평균 단섬유 직경 Db의 비(Db/Da)가 1.0 이상이고, 또한, 상기 부직포층(B)이 적어도 한쪽의 최표층으로 적층되어 이루어진다. 이하에, 그 구성 요소에 대하여 상세하게 설명한다.
[열가소성 수지 섬유]
본 발명의 적층 부직포는, 제1 열가소성 수지 섬유를 포함하는 부직포층(A)과 제2 열가소성 수지 섬유를 포함하는 부직포층(B)을 포함한다.
이들 제1 열가소성 수지 섬유, 제2 열가소성 수지 섬유에 있어서, 「열가소성 수지 섬유」란, 열가소성 수지를 포함하는 섬유를 가리킨다. 이와 같은 열가소성 수지는 1종류여도 되고, 복수의 열가소성 수지를 포함하는 것이어도 된다.
본 발명에 관한 열가소성 수지 섬유에 사용되는 열가소성 수지의 예로서는, 「폴리에틸렌테레프탈레이트, 폴리트리메틸렌테레프탈레이트, 폴리부틸렌테레프탈레이트, 폴리헥사메틸렌테레프탈레이트」 등의 방향족 폴리에스테르계 폴리머 및 그 공중합체, 「폴리락트산, 폴리에틸렌숙시네이트, 폴리부틸렌숙시네이트, 폴리부틸렌숙시네이트아디페이트, 폴리히드록시부틸레이트-폴리히드록시발릴레이트 공중합체, 폴리카프로락톤」 등의 지방족 폴리에스테르계 폴리머 및 그 공중합체, 「폴리아미드6, 폴리아미드66, 폴리아미드610, 폴리아미드10, 폴리아미드12, 폴리아미드6-12」 등의 지방족 폴리아미드계 폴리머 및 그 공중합체, 「폴리프로필렌, 폴리에틸렌, 폴리부텐, 폴리메틸펜텐」 등의 폴리올레핀계 폴리머 및 그 공중합체, 에틸렌 단위를 25몰% 내지 70몰% 함유하는 수불용성의 에틸렌-비닐알코올 공중합체계 폴리머, 폴리스티렌계, 폴리디엔계, 염소계, 폴리올레핀계, 폴리에스테르계, 폴리우레탄계, 폴리아미드계, 불소계의 엘라스토머계 폴리머 등이다. 열가소성 수지는, 이들 중에서 선택하여 사용할 수 있다. 또한, 상기 폴리머에 있어서는, 산화티타늄, 실리카, 산화바륨 등의 무기질, 카본 블랙, 염료나 안료 등의 착색제, 난연제, 형광 증백제, 산화 방지제, 혹은 자외선 흡수제 등의 각종 첨가제를 폴리머 중에 포함하고 있어도 된다.
본 발명에 관한 열가소성 수지 섬유에 사용되는 열가소성 수지에서는, 그 적어도 일부가, 지방산아미드 화합물이 함유되어 있는 것이 바람직하다. 지방산아미드 화합물의 함유량은, 바람직하게는 0.5질량% 이상, 보다 바람직하게는 0.7질량% 이상, 더욱 바람직하게는 1.0질량% 이상으로 함으로써, 지방산아미드 화합물이 섬유 표면에 있어서 활제로서 작용하기 때문에, 촉감이 우수한 적층 부직포로 할 수 있다. 또한, 본 발명에 있어서의 지방산아미드 화합물의 함유량의 상한은 특별히 제한되지는 않지만, 비용이나 생산성의 관점에서 5.0질량% 이하가 바람직하다.
본 발명에 있어서, 열가소성 수지에 함유되는 지방산아미드 화합물의 함유량은, 바람직하게는 0.5 내지 5.0질량%, 보다 바람직하게는 0.7질량% 내지 5.0질량%, 더욱 바람직하게는 1.0질량% 내지 5.0질량%이다.
본 발명에 관한 열가소성 수지 섬유에 사용되는 열가소성 수지는, 상기 지방산아미드 화합물을 함유하는 경우에 있어서, 지방산아미드 화합물의 탄소수가 15 이상 50 이하인 것이 바람직하다. 탄소수가 15 이상 50 이하인 지방산아미드 화합물로서는, 포화 지방산 모노아미드 화합물, 포화 지방산 디아미드 화합물, 불포화 지방산 모노아미드 화합물, 및 불포화 지방산 디아미드 화합물 등을 들 수 있다. 본 발명에 있어서의 탄소수란, 분자 중에 포함되는 탄소수를 의미한다. 지방산아미드 화합물은, 구체적으로는, 팔미트산아미드, 팔미톨레산아미드, 스테아르산아미드, 올레산아미드, 엘라이드산아미드, 박센산아미드, 리놀레산아미드, 리놀렌산아미드, 피놀렌산아미드, 엘레오스테아르산아미드, 스테아리돈산아미드, 보세오펜타엔산아미드, 아라키드산아미드, 가돌레산아미드, 에이코센산아미드, 에이코사디엔산아미드, 미드산아미드, 에이코사트리엔산아미드, 아라키돈산아미드, 에이코사테트라엔산아미드, 에이코사펜타엔산아미드, 헨이코실산아미드, 베헨산아미드, 에루크산아미드, 도코사디엔산아미드, 아드렌산아미드, 오스본드산아미드, 클루파노돈산아미드, 도코사헥사엔산아미드, 리그노세르산아미드, 네르본산아미드, 테트라코사펜타엔산아미드, 니신산아미드, 세로트산아미드, 몬탄산아미드, 멜리스산아미드, 에틸렌비스카프르산아미드, 에틸렌비스라우르산아미드, 메틸렌비스라우르산아미드, 에틸렌비스스테아르산아미드, 에틸렌비스올레산아미드, 에틸렌비스히드록시스테아르산아미드, 에틸렌비스베헨산아미드, 에틸렌비스에루크산아미드, 헥사메틸렌비스 스테아르산아미드, 헥사메틸렌비스베헨산아미드, 헥사메틸렌히드록시스테아르산아미드, 디스테아릴아디프산아미드, 디스테아릴세바스산아미드, 및 헥사메틸렌비스 올레산아미드 등을 들 수 있고, 이들을 복수 조합하여 사용할 수 있다. 지방산아미드 화합물의 탄소수를 바람직하게는 15 이상, 보다 바람직하게는 23 이상, 더욱 바람직하게는 30 이상으로 함으로써, 지방산아미드 화합물이 과도하게 섬유 표면에 석출되는 것을 억제하여, 방사성과 가공 안정성이 우수하고, 높은 생산성을 유지할 수 있다. 또한, 지방산아미드 화합물의 탄소수를 바람직하게는 50 이하, 보다 바람직하게는 45 이하, 더욱 바람직하게는 42 이하로 함으로써, 지방산아미드 화합물이 적절하게 섬유 표면에 석출되기 때문에, 촉감이 우수한 적층 부직포가 된다. 지방산아미드 화합물의 탄소수는, 바람직하게는 15 내지 50, 보다 바람직하게는 23 내지 45, 더욱 바람직하게는 30 내지 42이다.
제1 열가소성 수지 섬유와 제2 열가소성 수지 섬유는, 구성하는 열가소성 수지가 동일해도, 달라도 된다.
[제1 열가소성 수지 섬유를 포함하는 부직포층(A)]
본 발명의 적층 신축 부직포에 관한 부직포층(A)은, 상기 제1 열가소성 수지 섬유를 포함하고, 이 제1 열가소성 수지 섬유의 단면은 복수의 볼록형부를 갖는다.
여기에서 말하는, 섬유의 단면이 복수의 볼록형부를 갖는다란, 이하에 설명하는 단면 형상이며, 도 1을 사용하여 설명한다.
도 1에는, 복수의 볼록형부를 갖는 섬유 단면의 일례를 도시하고 있다. 이 섬유 단면에 있어서, 단면의 윤곽(C1) 상의 어떤 2점(S11, S12)을 통과하는 직선이며, S11과 S12의 2점간의 선분이 윤곽(C1) 내를 통과하지 않는 선(예를 들어, L11)을 적어도 2개 그을 수 있는 단면 형상을 의미한다.
상기와 같은 단면 형상은, 복수의 볼록부를 갖는 섬유 단면이다. 이와 같은 섬유 단면으로 함으로써, 섬유 측면에 섬유축 방향으로 연속한 홈이 형성되게 된다. 복수의 볼록부를 갖는 섬유 단면이, 본 발명의 효과를 발휘하기 위한 중요한 요소의 하나이다. 즉, 이와 같은 섬유를 부직포로 한 경우에는, 섬유 측면의 홈 부분이 통액 패스가 되기 때문에, 지금까지 곤란했던 부직포면 방향으로의 수분 확산이 가능해진다. 이 때문에, 본 발명의 적층 부직포에서는, 면방향으로 수분을 확산할 수 있는 부직포층(A)을 포함함으로써, 흡수 속도 및 표면층으로부터의 액 이행을 현저하게 향상시킬 수 있다.
이 면방향으로의 수분 확산 효과를 현저한 것으로 하기 위해서는, 섬유 단면의 볼록부의 형태가 중요하고, 섬유 단면의 엽상도가 5.0% 이상인 이형 단면인 것도 중요하다.
섬유 단면의 엽상도(lobularity)란, 이하에 설명하는 방법으로 측정되는 것이며, 도 2를 사용하여 상세하게 설명한다.
도 2에는, 본 발명의 적층 부직포에 관한 부직포층(A)을 구성하는 섬유의 단면의 일례를 도시하고 있다.
먼저, 부직포층(A)을 구성하는 섬유의 횡단면을 주사형 전자 현미경(SEM)으로 1개의 단섬유를 관찰할 수 있는 배율로 하여 화상을 촬영한다. 촬영된 섬유 단면 화상을 사용하여, 동일 단면 내에서 단면의 윤곽(도 2의 C2) 상의 어떤 2점(도 2의 S21, S22)을 통과하는 직선이며, S21과 S22의 2점간의 선분이 윤곽(C2) 내를 통과하지 않는 선(예를 들어, 도 2의 L21)을 긋고, 점 S21과 S22 간의 거리 a(단위는 ㎛)를 측정한다. 다음으로, 직선(L21)에 평행하고, 또한, 윤곽(C2) 중 점 S21과 점 22 사이에 있어서 교점(V21)이 1점밖에 없는 선(예를 들어, L22)을 긋는다. 그리고, 이 직선(L21)과 직선(L22) 사이의 거리 b(단위는 ㎛)를 측정한다. 또한, a에 대한 b의 비의 백분율(b/a×100, 단위는 %)을 구하였다. 이것과 마찬가지의 동작을, 다른 20개의 섬유에 대하여 행한 결과의 단순한 수평균을 구하고, 소수점 둘째 자리를 반올림한 값이 본 발명에서 말하는 엽상도이다.
엽상도는 값이 높을수록, 섬유 측면에 깊은 홈을 갖는 것을 나타내고 있다. 엽상도가 높을수록, 부직포로 하였을 때의 면방향으로의 수분 확산 효과가 높아지기 때문에, 엽상도는 10.0% 이상을 보다 바람직한 범위로서 들 수 있다. 제조 시의 마찰에 의한 볼록부의 박리를 억제하고, 품위 좋게 본 발명의 적층 부직포를 얻기 위해, 엽상도는, 60% 이하인 것이 보다 바람직하다. 더욱 보다 바람직하게는, 엽상도는, 10 내지 60%이다.
본 발명의 부직포층(A)을 구성하는 제1 열가소성 수지 섬유는, 단면에 복수의 볼록형부를 갖고, 또한, 상기 단면의 엽상도가 5.0% 이상이다. 본 발명의 부직포층(A)을 구성하는 제1 열가소성 수지를 포함하는 섬유는, 볼록부의 형상이나 섬유 1개당의 볼록부의 개수는 한정되지 않는다.
섬유 측면의 홈에 의한 부직포면 방향으로의 수분 확산 효과를 충분히 작용시키는 관점에서, 부직포층(A)을 구성하는 제1 열가소성 수지 섬유의 평균 단섬유 직경은, 1.0 내지 25.0㎛인 것이 바람직하다. 또한, 부직포층을 치밀화함으로써, 모세관 효과에 의한 흡수 성능을 향상시킬 수 있다는 관점에서, 제1 열가소성 수지 섬유의 평균 단섬유 직경은 20.0㎛ 이하인 것이 보다 바람직하다. 부직포층(A)을 구성하는 제1 열가소성 수지 섬유의 평균 단섬유 직경은, 더욱 보다 바람직하게는, 1.0 내지 20.0㎛이다.
평균 단섬유 직경은, 이하와 같이 하여 구한다.
전술한, 섬유 단면의 엽상도를 측정하기 위해 촬영한 화상을 사용하고, 화상 해석 소프트웨어(미타니 쇼지사제 「WinROOF2015」 등)을 사용하여, 단섬유의 단면 윤곽이 형성하는 면적 Af를 계측하고, 이 면적 Af와 동일한 면적이 되는 진원의 직경을 산출한다. 이것을 동일한 부직포층으로부터 임의로 추출한 단섬유 20개에 대하여 측정하고, 단순한 수평균을 구하고, 단위를 ㎛로 하여, 소수점 둘째 자리를 반올림한 값이 본 발명에서 말하는 평균 단섬유 직경이다.
[제2 열가소성 수지 섬유를 포함하는 부직포층(B)]
본 발명의 적층 신축 부직포에 관한 부직포층(B)은, 상기 열가소성 수지 섬유로 구성된다. 본 발명의 부직포층(B)을 구성하는 열가소성 수지 섬유는, 단성분 섬유 또는 복합 섬유 중 어느 것이어도 된다.
섬유 단면의 형상은, 본 발명의 효과를 손상시키지 않는 한, 자유롭게 선택할 수 있다. 바람직한 섬유 단면 형상은, 환단면이다. 섬유 단면을 환단면으로 함으로써, 부직포층(B)의 섬유간 공극을 확장할 수 있어, 투액성이 향상된다.
투액성의 관점에서, 부직포층(B)을 구성하는 제2 열가소성 수지 섬유의 평균 단섬유 직경은, 3.0 내지 30.0㎛인 것이 바람직하다. 또한, 위생 재료로서 사용한 경우, 표면 촉감을 양호하게 할 수 있다는 관점에서, 제2 열가소성 수지 섬유의 평균 단섬유 직경은 25.0㎛ 이하인 것이 보다 바람직하고, 더욱 바람직하게는, 3.0 내지 25.0㎛이다.
[부직포층(A) 및 부직포층(B)의 평균 단섬유 직경]
본 발명의 적층 부직포는, 부직포층(A)을 구성하는 제1 열가소성 수지 섬유의 평균 단섬유 직경 Da에 대한, 부직포층(B)을 구성하는 제2 열가소성 수지 섬유의 평균 단섬유 직경 Db의 비(Db/Da, 이하, 간단히 평균 단섬유 직경비로 약칭하는 경우가 있음)가 1.0 이상이다.
부직포층(A), 부직포층(B)을 구성하는 섬유의 횡단면을 주사형 전자 현미경(SEM)으로 1개의 단섬유를 관찰할 수 있는 배율로 하여 화상을 촬영하고, 부직포층(A)을 구성하는 제1 열가소성 수지 섬유의 평균 단섬유 직경 Da와, 부직포층(B)을 구성하는 제2 열가소성 수지 섬유의 평균 단섬유 직경 Db를 측정하였다. 평균 단섬유 직경비는, 부직포층(A)을 구성하는 제1 열가소성 수지 섬유의 평균 단섬유 직경 Da와, 부직포층(B)을 구성하는 제2 열가소성 수지 섬유의 평균 단섬유 직경 Db의 비(Db/Da)이며, 소수점 둘째 자리를 반올림한 값이다.
일반적으로, 부직포에 있어서는, 구성하는 섬유의 평균 단섬유 직경에 따라서, 섬유끼리가 만들어 내는 공극 사이즈가 변화된다. 이 때문에, 평균 단섬유 직경이 다른 부직포층을 겹친 경우에는 섬유간 공극 사이즈가 다른 부직포층이 적층되게 되고, 수분이 부착된 경우에는, 모세관 효과의 차에 의해, 굵은 섬유를 포함하는 부직포층에 흡수된 수분을, 빠르게 가는 섬유를 포함하는 부직포층으로 이행시킬 수 있다.
이 모세관 효과가 작용하여, 양호한 흡수 성능을 얻기 위해, 평균 단섬유 직경의 비(Db/Da)는 1.0 이상이며, 1.2 이상으로 하는 것이 바람직하다.
[적층 부직포]
본 발명의 적층 부직포는, 상기 부직포층(A)과 부직포층(B)이, 각각 적어도 1층 적층된 적층 부직포이며, 상기 부직포층(B)이 적어도 한쪽의 최표층으로 적층되어 이루어진다.
평균 단섬유 직경이 커서, 부직포층 내의 섬유간 공극이 커지는 부직포층(B)을 최표층으로 적층시킴으로써, 부직포층(B)측에 수분이 부착된 경우에는, 빠르게 부직포층(A)으로 수분이 이행되기 때문에, 부직포층(B)측의 최표면에서는 속건성을 얻을 수 있다.
본 발명의 적층 부직포는, 적어도 한쪽의 표면으로부터 측정된 흡수 속도가 20초 이하인 것이 바람직하다.
흡수 속도는, JIS L1907:2010 「섬유 제품의 흡수성 시험 방법」의 「7. 1. 1 적하법」에 기초하여 측정되는 것이다. 적층 부직포에 수적을 1방울 적하하고, 흡수되어 표면의 경면 반사가 소실될 때까지의 시간을 측정하고, 이것을 다른 10개소에서 측정한 값의 단순 평균을 산출하고, 단위를 초로 하여, 소수점 첫째 자리를 반올림한 값을, 흡수 속도로 한다.
흡수 속도가 20초 이하인 것은, 표면에 부착된 수분을 제거하는 성능이 양호한 것을 나타낸다. 흡수 속도는, 보다 바람직하게는, 10초 이하이다.
본 발명의 적층 부직포의 단위 면적당 중량은, 10 내지 100g/㎡로 하는 것이 바람직하다.
단위 면적당 중량을, 바람직하게는 10g/㎡ 이상, 보다 바람직하게는 13g/㎡ 이상, 더욱 바람직하게는 15g/㎡ 이상으로 함으로써, 실용에 제공할 수 있는 기계적 강도의 적층 부직포를 얻을 수 있다. 한편, 단위 면적당 중량을, 바람직하게는 100g/㎡ 이하, 보다 바람직하게는 50g/㎡ 이하로 함으로써, 위생 재료용의 부직포로서의 사용에 적합한 적당한 유연성을 갖는 적층 부직포로 할 수 있다. 본 발명의 적층 부직포의 단위 면적당 중량은, 바람직하게는 13 내지 50g/㎡이다.
적층 부직포의 단위 면적당 중량(g/㎡)은, JIS L1913:2010 「일반 부직포 시험 방법」의 「6. 2 단위 면적당의 질량」에 기초하여, 20㎝×25㎝의 시험편을, 시료의 폭 1m당 3매 채취하여, 표준 상태에 있어서의 각각의 질량(g)을 계량하고, 그 평균값으로부터 산출하는 1㎡당의 질량을 가리킨다.
본 발명의 적층 부직포는, 이들 부직포층(A)과 부직포층(B)이 일체화되어 있는 것이 바람직하다. 여기에서 말하는 일체화란, 이들 층이 섬유끼리의 교락, 접착제 등의 성분에 의한 고정, 각각의 층을 구성하는 열가소성 수지끼리의 융착에 의해 접합되어 있는 것이다.
본 발명의 적층 부직포는, 흡수성을 보다 높게 하는 것을 목적으로 하여, 친수제를 부여해도 된다.
[위생 재료]
본 발명의 위생 재료는, 적어도 일부가 상기 적층 부직포로 구성되는 것이다. 본 발명의 위생 재료는, 우수한 흡수성과 우수한 속건성을 갖는다. 본 발명의 위생 재료는, 의료·개호 등 건강에 관계되는 목적으로 사용되는, 주로 1회용의 물품이다. 본 발명의 위생 재료는, 종이 기저귀, 생리대, 거즈, 붕대, 마스크, 장갑, 반창고 등을 들 수 있고, 그 구성 부재, 예를 들어 종이 기저귀의 톱 시트, 백시트, 사이드 개더 등도 포함된다. 그 중에서도, 이하의 양태를 적합한 양태로서 들 수 있다.
본 발명의 위생 재료의 제1 적합한 실시 양태는, 톱 시트가 상기 적층 부직포로 구성되어 이루어지는 기저귀이다. 특히 상기 적층 부직포를, 부직포층(B)이 기저귀의 톱 시트의 피부면측으로서 설치되도록 사용한 경우에는, 배설된 오줌을 빠르게 흡수하여, 부직포층(A)으로 신속하게 액이 이행되기 때문에, 적층 부직포의 표면을 드라이하게 유지할 수 있다.
본 발명의 위생 재료의 제2 적합한 실시 양태는, 내면층이 상기 적층 부직포로 구성되어 이루어지는 마스크이다. 본 발명에서 말하는 내면층이란, 입을 덮는 면체 중, 가장 입측에 설치되는 층을 가리킨다. 상기 적층 부직포를, 부직포층(B)이 피부면측으로서 설치되도록 사용한 경우에는, 땀이나 호기가 결로되어, 피부면측에 수분이 부착되어도, 적층 부직포 내부에 바로 흡수되어, 피부면을 드라이하게 유지할 수 있기 때문에, 착용하였을 때의 불쾌감이 없어, 바람직한 사용 용도로서 들 수 있다.
[적층 부직포의 제조 방법]
다음으로, 본 발명의 적층 부직포를 제조하는 바람직한 양태를, 구체적으로 설명한다.
본 발명의 적층 부직포를 구성하는 부직포층(A) 및 부직포층(B)의 제조법은, 스펀본드법, 멜트 블로우법, 단섬유 카드법 등의 공지의 제조법에서 선택할 수 있다.
그 중에서도, 스펀본드법은 생산성이 우수하기 때문에, 바람직한 방법으로서 들 수 있다.
이하, 스펀본드법에 기초하여 본 발명의 적층 부직포를 제조하는 바람직한 양태를 설명하지만, 이것에 한정되는 것은 아니다.
스펀본드법이란, 원료인 열가소성 수지를 용융하여, 방사 구금으로부터 방사한 후, 냉각 고화하여 얻어진 사조에 대해, 이젝터로 견인하여 연신하고, 이동하는 네트 상에 포집하여 부직 섬유 웹화한 후, 열접착하는 공정을 요하는 부직포의 제조 방법이다.
스펀본드법에 있어서, 사용되는 방사 구금이나 이젝터의 형상은, 환형이나 직사각형 등 다양한 것을 채용할 수 있다. 그 중에서도, 압축 에어의 사용량이 비교적 적고, 사조끼리의 융착이나 찰과가 일어나기 어렵다고 하는 관점에서, 직사각형 구금과 직사각형 이젝터의 조합을 사용하는 것이 바람직하다.
또한, 방사 구금에 구비된 폴리머 토출의 형상을 변화시킴으로써, 섬유 단면의 형상을 제어할 수 있기 때문에, 본 발명의 적층 부직포에 있어서의 부직포층(A)의 제조에 바람직하다.
본 발명의 적층 부직포를 제조하는 경우, 방사 온도는, (원료인 열가소성 수지의 융해 온도+10℃) 이상 (원료인 열가소성 수지의 융해 온도+100℃) 이하로 하는 것이 바람직하다. 방사 온도를 상기 범위 내로 함으로써, 안정된 용융 상태로 하여, 우수한 방사 안정성을 얻을 수 있다.
방출된 사조는, 다음에 냉각된다. 방출된 사조를 냉각하는 방법으로서는, 예를 들어, 냉풍을 강제적으로 사조에 분사하는 방법, 사조 주위의 분위기 온도로 자연 냉각하는 방법, 및 방사 구금과 이젝터간의 거리를 조정하는 방법 등을 들 수 있고, 또는 이들 방법을 조합하는 방법을 채용할 수 있다. 또한, 냉각 조건은, 방사 구금의 단공당의 토출량, 방사하는 온도 및 분위기 온도 등을 고려하여 적절히 조정할 수 있다.
다음으로, 냉각 고화된 사조는, 이젝터로부터 분사되는 압축 에어에 의해 견인되어, 연신된다.
본 발명의 적층 부직포에서는, 부직포층(A) 및 부직포층(B)을 구성하는 섬유의 평균 단섬유 직경의 제어가 중요하다.
섬유의 평균 단섬유 직경은, 방사 구금의 토출 구멍당의 토출량과 견인 속도, 즉 방사 속도에 의해 결정된다. 이 때문에, 원하는 평균 단섬유 직경에 따라서, 토출량과 방사 속도를 결정하는 것이 바람직하다.
방사 속도는, 2000m/분 이상인 것이 바람직하고, 보다 바람직하게는 3000m/분 이상이다. 방사 속도를 2000m/분 이상으로 함으로써, 높은 생산성을 갖게 되고, 또한 섬유의 배향 결정화가 진행되어 높은 강도의 장섬유를 얻을 수 있다.
이와 같이 견인에 의해 연신된 장섬유 사조는, 이동하는 네트에 포집됨으로써 시트화된 후에, 열접착하는 공정에 제공된다.
본 발명의 적층 부직포는, 부직포층(A)과 부직포층(B)을 각각 적어도 1층 적층함으로써 얻어지는 적층 부직포이다. 2개의 부직포층을 적층하는 방법으로서는, 예를 들어, 상기와 같이 포집 네트 상에 스펀본드법에 의해 제1 열가소성 수지 섬유를 포집하여 얻은 부직포층 상에, 스펀본드법에 의해 제2 열가소성 수지 섬유를 포집하여 얻은 부직포층을 인라인으로 연속적으로 포집하여, 적층 일체화하는 방법, 따로따로 얻은 부직포층(A) 및 부직포층(B)을 오프라인으로 중첩하여, 열압착 등에 의해 적층 일체화하는 방법 등을 채용할 수 있다. 그 중에서도, 포집 네트 상에 스펀본드법에 의해 제1 열가소성 수지 섬유를 포집하여 얻은 부직포층 상에, 스펀본드법에 의해 제2 열가소성 수지 섬유를 포집하여 얻은 부직포층을 인라인으로 연속적으로 포집, 열접착에 의해 적층 일체화하는 방법이, 생산성이 우수하므로, 바람직하다.
본 발명의 적층 부직포를 열접착에 의해 적층 일체화하는 방법으로서는, 상하 한 쌍의 롤 표면에 각각 조각(요철부)이 실시된 열 엠보스 롤, 한쪽의 롤 표면이 플랫(평활)한 롤과 다른 쪽의 롤 표면에 조각(요철부)이 실시된 롤의 조합을 포함하는 열 엠보스 롤, 및 상하 한 쌍의 플랫(평활) 롤의 조합을 포함하는 열 캘린더 롤 등, 각종 롤에 의해 열접착하는 방법이나, 혼의 초음파 진동에 의해 열용착시키는 초음파 접착 등의 열압착에 의한 방법을 채용할 수 있다.
열압착에 의해 본 발명의 적층 부직포를 제조한 경우에는, 복수의 부직포층이 충분히 접착됨으로써, 적층 부직포의 기계 강도가 증가하기 때문에, 바람직하다.
한편, 본 발명의 적층 부직포를 열접착에 의해 적층 일체화하는 방법으로서, 열풍을 분사하는 방법인, 소위 에어 스루법도 들 수 있다.
이 에어 스루법으로 본 발명의 적층 부직포를 제조한 경우에는, 부피가 크고, 질감이 우수하기 때문에, 바람직하다.
본 발명의 적층 부직포에서는, 적어도 한쪽의 표층에 부직포층(B)이 적층되어 있으면 되고, 그 층의 수나 조합에 대해서는, 목적에 따라서 임의의 구성을 채용할 수 있다.
실시예
다음으로, 실시예에 기초하여 본 발명을 상세하게 설명한다. 단, 본 발명은 이들 실시예에만 한정되는 것은 아니다. 또한, 각 물성의 측정에 있어서, 특별한 기재가 없는 것은, 전술한 방법에 기초하여 측정을 행한 것이다.
(1) 섬유 단면의 엽상도
네트 상에 포집한 부직 섬유 웹으로부터 랜덤하게 단섬유 샘플 채취하고, 섬유의 횡단면을 히타치 하이테크놀러지즈사제의 주사형 전자 현미경(SEM) 「S-5500」으로 1개의 섬유를 관찰할 수 있는 배율로 하여 화상을 촬영하였다.
(2) 제1 열가소성 수지 섬유의 평균 단섬유 직경 Da에 대한 제2 열가소성 수지 섬유의 평균 단섬유 직경 Db의 비(Db/Da)
화상 해석 소프트웨어로서, 미타니 쇼지사제 「WinROOF2015」를 사용하였다.
(3) 흡수 속도
흡수 속도는, JIS L1907:2010 「섬유 제품의 흡수성 시험 방법」의 「7. 1. 1 적하법」에 기초하여 측정하였다. 적층 부직포에 수적을 1방울 적하하고, 흡수되어 표면의 경면 반사가 소실될 때까지의 시간을 측정하고, 이것을 다른 10개소에서 측정한 값의 단순 평균을 산출하고, 단위를 초로 하여, 소수점 첫째 자리를 반올림하였다.
(4) 흡수 속건성
적층 부직포에 있어서, 부직포층(B)의 면에 수적을 1방울 적하하고, 1분간 경과한 후의 표면의 드라이감에 대하여, 건강한 일반 성인(남녀 15명씩 합계 30명)이 손으로 만져, 다음 3단계로 평가하였다. 각 부직포에 대하여 평가 결과의 평균점을 산출하고, 그 적층 부직포의 촉감으로 하였다.
5: 표면 드라이하여, 수분이 느껴지지 않는다
3: 표면에 수분은 없지만, 촉촉하다
1: 표면에 수분이 있어, 촉촉하다.
[실시예 1]
(부직포층(A))
폴리프로필렌(PP)을 압출기로 용융하고, 6엽 단면 섬유로서, 직사각형 구금으로부터, 단공 토출량을 0.56g/분으로 방출하였다. 방출된 사조를, 냉각 고화한 후, 직사각형 이젝터에 있어서 이젝터에서의 압력을 0.08㎫로 한 압축 에어에 의해, 견인·연신하고, 이동하는 네트 상에 포집하여 부직 섬유 웹을 얻었다. 얻어진 스펀본드 부직포층(A)을 구성하는 섬유의 특성은, 평균 단섬유 직경이 15.5㎛이며, 엽상도는 8.8이었다.
(부직포층(B))
폴리프로필렌(PP)을 압출기로 용융하고, 환단면 섬유로서, 구멍 직경이 0.4㎜인 직사각형 구금으로부터, 단공 토출량을 0.90g/분으로 방출하였다. 방출된 사조를, 냉각 고화한 후, 직사각형 이젝터에 있어서 이젝터에서의 압력을 0.10㎫로 한 압축 에어에 의해, 견인·연신하고, 이동하는 네트 상에 포집하여 부직 섬유 웹을 얻었다. 얻어진 스펀본드 부직포층(B)을 구성하는 섬유의 특성은, 평균 단섬유 직경이 20.4㎛였다.
(적층 부직포)
상기에서 얻어진 부직포층(A) 상에 직접 부직포층(B)을 포집함(표 1에서는 적층 방법에 대하여 「인라인」으로 기재함)으로써, 스펀본드 부직포층-스펀본드 부직포층의 2층 구조(표 1에서는 적층 구성에 대하여 「A/B」로 표기함)의 적층 섬유 웹을 얻었다.
이와 같이 하여 얻어진 적층 섬유 웹을, 상부 롤에 정원형의 볼록부가 MD 및 CD의 양방향으로 동일한 피치로 지그재그 배치된 금속제 엠보스 롤을 사용하고, 하부 롤에 금속제 플랫 롤로 구성되는 상하 한 쌍의 가열 기구를 갖는 엠보스 롤을 사용하여, 선압이 300N/㎝이고, 열접착 온도가 125℃인 온도에서 열접착하여, 단위 면적당 중량이 40g/㎡인 적층 부직포를 얻었다.
얻어진 적층 부직포에 대하여, 친수 가공을 실시한 후에, 평균 단섬유 직경비, 흡수 속도, 흡수 속건성을 평가하였다. 결과를 표 1에 나타낸다.
[실시예 2]
부직포층 A의 섬유 단면을 3엽 단면으로 한 것 이외에는, 실시예 1과 마찬가지로 하여 적층 부직포를 얻었다. 얻어진 적층 부직포의 평가 결과를 표 1에 나타낸다.
[실시예 3]
부직포층 B의 제법으로 단공 토출량을 0.65g/분으로 한 것 이외는 실시예 1과 마찬가지로 하여 적층 부직포를 얻었다. 얻어진 적층 부직포의 평가 결과를 표 1에 나타낸다.
[실시예 4]
실시예 1과 마찬가지의 방법으로 부직포층(A)의 섬유를 컨베이어 상에 포집하고, 실시예 1과 마찬가지의 방법으로 열접착을 하여, 부직포층(A)을 얻었다. 부직포층(B)에 대해서도 마찬가지로, 실시예 1과 마찬가지의 방법으로 부직포층(B)의 섬유를 컨베이어 상에 포집하고, 실시예 1과 마찬가지의 방법으로 열접착을 하여, 부직포층(B)을 얻었다. 이와 같이 하여 얻은 부직포층(A) 및 부직포층(B)을 적층시켜(표 1에서는 적층 방법에 대하여 「오프라인」으로 기재함), 실시예 1과 마찬가지의 방법으로 열접착함으로써 적층 부직포를 얻었다. 얻어진 적층 부직포의 평가 결과를 표 1에 나타낸다.
[실시예 5]
부직포층(A) 및 부직포층(B)에 사용하는 폴리머를, 폴리에틸렌글리콜 공중합 폴리에틸렌테레프탈레이트(공중합 PET, 폴리에틸렌글리콜의 공중합률이 폴리머의 8질량%임)로 하였다.
(부직포층(A))
폴리머를 공중합 PET로 한 것 이외는 실시예 1과 마찬가지로 하여 부직 섬유 웹을 얻었다. 얻어진 스펀본드 부직포층(A)을 구성하는 섬유의 특성은, 평균 단섬유 직경이 12.5㎛이며, 엽상도는 22.2였다.
(부직포층(B))
폴리머를 공중합 PET로 한 것 이외는 실시예 1과 마찬가지로 하여 부직 섬유 웹을 얻었다. 얻어진 스펀본드 부직포층(B)을 구성하는 섬유의 특성은, 평균 단섬유 직경이 16.9㎛였다.
(적층 부직포)
열접착 온도를 200℃로 한 것 이외는 실시예 1과 마찬가지의 방법으로 적층 부직포를 얻었다. 얻어진 적층 부직포의 평가 결과를 표 2에 나타낸다.
[실시예 6]
이하에 기재하는 부직포층(C) 상에, 실시예 1과 마찬가지의 방법으로 부직포층(A)을 포집하고, 또한 그 위에 부직포층(B)을 포집하여, 실시예 1과 마찬가지의 방법으로 열접착을 함으로써 적층 부직포를 얻었다(표 2에서는 적층 구성에 대하여 「C/A/B」로 표기하였다). 얻어진 적층 부직포의 평가 결과를 표 2에 나타낸다.
(부직포층(C))
폴리프로필렌(PP)을 압출기로 용융하고, 환단면 섬유로서, 구멍 직경이 0.4㎜인 직사각형 구금으로부터, 단공 토출량을 0.65g/분으로 방출하였다. 방출된 사조를, 냉각 고화한 후, 직사각형 이젝터에 있어서 이젝터에서의 압력을 0.10㎫로 한 압축 에어에 의해, 견인·연신하고, 이동하는 네트 상에 포집하여 부직 섬유 웹을 얻었다. 얻어진 스펀본드 부직포층(C)을 구성하는 섬유의 특성은, 평균 단섬유 직경이 16.0㎛였다.
[비교예 1]
부직포층(A)에서 사용하는 구금의 토출 구멍 형상을 환형으로 한 것 이외에는, 실시예 1과 마찬가지의 방법으로 적층 부직포를 얻었다. 부직포층(A)의 섬유는 모두 환단면이며, 엽상도를 측정할 수 없었다. 얻어진 적층 부직포의 평가 결과를 표 2에 나타낸다.
[비교예 2]
부직포층(B)의 제법에 있어서, 단공 토출량을 0.55g/분, 이젝터에서의 압력을 0.08㎫로 한 것 이외는 실시예 1과 마찬가지로 하여 적층 부직포를 얻었다. 부직포층(B)의 섬유는 평균 단섬유 직경이 15.0㎛였다. 얻어진 적층 부직포의 평가 결과를 표 2에 나타낸다.
[비교예 3]
이하에 기재하는 부직포층(C) 상에, 실시예 1과 마찬가지의 방법으로 부직포층(A)을 포집, 또한 그 위에 부직포층(B)을 포집한 부직 섬유 웹을, 실시예 1과 마찬가지의 방법으로 열접착함으로써, 적층 부직포를 얻었다(표 2에서는 적층 구성에 대하여 「A/B/C」로 표기하였다). 얻어진 적층 부직포의 평가 결과를 표 2에 나타낸다.
(부직포층(C))
폴리프로필렌(PP)을 압출기로 용융하고, 환단면 섬유로서, 구멍 직경이 0.4㎜인 직사각형 구금으로부터, 단공 토출량을 0.55g/분으로 방출하였다. 방출된 사조를, 냉각 고화한 후, 직사각형 이젝터에 있어서 이젝터에서의 압력을 0.08㎫로 한 압축 에어에 의해, 견인·연신하고, 이동하는 네트 상에 포집하여 부직 섬유 웹을 얻었다. 얻어진 스펀본드 부직포층(C)을 구성하는 섬유의 특성은, 평균 단섬유 직경이 15.0㎛였다.


표 1 내지 2에 나타내는 대로, 실시예 1 내지 6에 대해서는, 흡수 속건성이 우수한 것을 알 수 있다. 특히, 실시예 1 및 실시예 5, 실시예 6에 대해서는, 흡수 속도와 흡수 속건성을 높은 레벨에서 양립시키는 것이었다. 한편, 비교예 1 내지 3에 대해서는, 흡수 속건성이 낮은 결과였다.
본 발명의 적층 부직포는, 위생재용 부직포로서 사용하는 데 충분한 흡수 속도를 갖고, 또한 흡수 속건성을 갖는다. 본 발명의 적층 부직포를, 위생 재료의 적어도 일부로서 사용함으로써, 우수한 흡수성과 우수한 속건성을 갖는 위생 재료를 얻을 수 있다.
본 발명의 적층 부직포는, 종이 기저귀, 생리대, 거즈, 붕대, 마스크, 장갑, 반창고 등의 위생 재료의 일부로서 사용할 수 있다.
C1: 단면의 윤곽
L11: 섬유 단면에 있어서 단면의 윤곽(C1) 상의 어떤 2점(S11, S12)을 통과하는 직선
S11, S12: 섬유 단면에 있어서 단면의 윤곽(C1) 상의 점
C2: 단면의 윤곽
L21: 섬유 단면에 있어서 단면의 윤곽(C2) 상의 어떤 2점(S21, S22)을 통과하는 직선
L22: 직선(L21)에 평행하고, 또한, 윤곽(C2) 중 점 S21과 점 22 사이에 있어서 교점(V21)이 1점밖에 없는 선
S21, S22, V21: 섬유 단면에 있어서 단면의 윤곽(C2) 상의 점
a: 점 S21, S22 간의 거리
b: 직선(L21)과 직선(L22) 사이의 거리
L11: 섬유 단면에 있어서 단면의 윤곽(C1) 상의 어떤 2점(S11, S12)을 통과하는 직선
S11, S12: 섬유 단면에 있어서 단면의 윤곽(C1) 상의 점
C2: 단면의 윤곽
L21: 섬유 단면에 있어서 단면의 윤곽(C2) 상의 어떤 2점(S21, S22)을 통과하는 직선
L22: 직선(L21)에 평행하고, 또한, 윤곽(C2) 중 점 S21과 점 22 사이에 있어서 교점(V21)이 1점밖에 없는 선
S21, S22, V21: 섬유 단면에 있어서 단면의 윤곽(C2) 상의 점
a: 점 S21, S22 간의 거리
b: 직선(L21)과 직선(L22) 사이의 거리
Claims (5)
- 제1 열가소성 수지 섬유를 포함하는 부직포층(A)과 제2 열가소성 수지 섬유를 포함하는 부직포층(B)이, 각각 적어도 1층 적층된 적층 부직포이며, 제1 열가소성 수지 섬유의 단면은 복수의 볼록형부를 갖고, 또한, 상기 단면의 엽상도가 5% 이상인 이형 단면이며, 제1 열가소성 수지 섬유의 평균 단섬유 직경 Da에 대한 제2 열가소성 수지 섬유의 평균 단섬유 직경 Db의 비(Db/Da)가 1.0 이상이고, 또한, 상기 부직포층(B)이 적어도 한쪽의 최표층으로 적층되어 이루어지는, 적층 부직포.
- 제1항에 있어서,
상기 적층 부직포의 적어도 한쪽의 표면으로부터 측정된 흡수 속도가 20초 이하인, 적층 부직포. - 적어도 일부가 제1항 또는 제2항에 기재된 적층 부직포로 구성되어 이루어지는, 위생 재료.
- 톱 시트가 제1항 또는 제2항에 기재된 적층 부직포로 구성되어 이루어지는, 기저귀.
- 내면층이 제1항 또는 제2항에 기재된 적층 부직포로 구성되어 이루어지는, 마스크.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020012293 | 2020-01-29 | ||
| JPJP-P-2020-012293 | 2020-01-29 | ||
| PCT/JP2021/001466 WO2021153312A1 (ja) | 2020-01-29 | 2021-01-18 | 積層不織布および衛生材料 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220128439A true KR20220128439A (ko) | 2022-09-20 |
Family
ID=77078558
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227028890A Pending KR20220128439A (ko) | 2020-01-29 | 2021-01-18 | 적층 부직포 및 위생 재료 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP7661879B2 (ko) |
| KR (1) | KR20220128439A (ko) |
| CN (1) | CN115003872B (ko) |
| TW (1) | TW202133823A (ko) |
| WO (1) | WO2021153312A1 (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116546949A (zh) * | 2020-11-27 | 2023-08-04 | 东丽株式会社 | 纺粘不织布及包括其而成的卫生材料 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6420844A (en) | 1987-07-14 | 1989-01-24 | Uni Charm Corp | Surface sheet of absorbable article |
| JPH0531137A (ja) | 1991-02-02 | 1993-02-09 | Oji Paper Co Ltd | 衛生材料の表面材等として好適な嵩高不織布 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01192803A (ja) * | 1988-01-23 | 1989-08-02 | Asahi Chem Ind Co Ltd | 新規な使い捨て衛生材料 |
| JPH04100963A (ja) * | 1990-08-18 | 1992-04-02 | Oji Paper Co Ltd | 捲縮性連続フィラメントよりなる不織布、及びその製造方法 |
| JPH0742057A (ja) * | 1993-07-30 | 1995-02-10 | New Oji Paper Co Ltd | 衛生材料の表面材に使用する不織布 |
| JPH0976656A (ja) * | 1995-09-11 | 1997-03-25 | Toray Ind Inc | 感熱孔版印刷用原紙 |
| JPH0985872A (ja) * | 1995-09-26 | 1997-03-31 | Teijin Ltd | 二層構造布帛 |
| KR20090117829A (ko) * | 2007-03-02 | 2009-11-12 | 미쓰이 가가쿠 가부시키가이샤 | 부직포 적층체 |
| KR20110027973A (ko) * | 2009-09-11 | 2011-03-17 | 도레이첨단소재 주식회사 | 소프트성이 우수한 스펀본드 부직포 및 그 제조방법 |
| CN102560904A (zh) * | 2012-03-07 | 2012-07-11 | 厦门延江工贸有限公司 | 一种异形长纤无纺布及其制造工艺 |
| KR102263901B1 (ko) * | 2014-08-20 | 2021-06-11 | 도레이 카부시키가이샤 | 위생 재료용 부직포 및 위생 재료 제품 |
| JP2016089291A (ja) * | 2014-10-31 | 2016-05-23 | ユニチカ株式会社 | 2層構造不織布 |
| JP6527362B2 (ja) * | 2015-03-26 | 2019-06-05 | ユニチカ株式会社 | 複合不織布 |
| CN106811866B (zh) * | 2016-11-24 | 2019-03-08 | 浙江金三发非织造布有限公司 | 一种用于卫生巾的含棉无纺布的制备方法 |
| WO2018139523A1 (ja) * | 2017-01-27 | 2018-08-02 | 東レ株式会社 | スパンボンド不織布 |
| EP3591107B1 (en) * | 2017-02-28 | 2023-06-14 | Toray Industries, Inc. | Laminated nonwoven fabric |
| CN109955573B (zh) * | 2017-12-14 | 2023-01-06 | 东丽纤维研究所(中国)有限公司 | 一种非织造积层布 |
| CN208293206U (zh) * | 2018-01-30 | 2018-12-28 | 南京锦琪昶新材料有限公司 | 一种快速导流低回渗的热风无纺布 |
| JP7040122B2 (ja) * | 2018-02-28 | 2022-03-23 | 東レ株式会社 | スパンボンド不織布 |
| JP2019183293A (ja) * | 2018-04-02 | 2019-10-24 | 東レ株式会社 | 積層不織布 |
| JP7110795B2 (ja) * | 2018-05-07 | 2022-08-02 | 東レ株式会社 | スパンボンド不織布 |
-
2021
- 2021-01-18 KR KR1020227028890A patent/KR20220128439A/ko active Pending
- 2021-01-18 WO PCT/JP2021/001466 patent/WO2021153312A1/ja not_active Ceased
- 2021-01-18 JP JP2021513472A patent/JP7661879B2/ja active Active
- 2021-01-18 CN CN202180010972.7A patent/CN115003872B/zh active Active
- 2021-01-27 TW TW110102952A patent/TW202133823A/zh unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6420844A (en) | 1987-07-14 | 1989-01-24 | Uni Charm Corp | Surface sheet of absorbable article |
| JPH0531137A (ja) | 1991-02-02 | 1993-02-09 | Oji Paper Co Ltd | 衛生材料の表面材等として好適な嵩高不織布 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202133823A (zh) | 2021-09-16 |
| CN115003872A (zh) | 2022-09-02 |
| JP7661879B2 (ja) | 2025-04-15 |
| CN115003872B (zh) | 2023-07-04 |
| WO2021153312A1 (ja) | 2021-08-05 |
| JPWO2021153312A1 (ko) | 2021-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1547631B (zh) | 高度伸长的有孔无纺织网及其制造方法 | |
| JP6273101B2 (ja) | 不織布 | |
| JP7124972B2 (ja) | 積層不織布および衛生材料 | |
| KR20210047825A (ko) | 흡수성 물품을 위한 유체 분배 재료 | |
| JP6600069B2 (ja) | 親水性嵩高不織布 | |
| WO2021065446A1 (ja) | 積層伸縮不織布、衛生材料、および、積層伸縮不織布の製造方法 | |
| JPH0288058A (ja) | 衛生用品の表面材 | |
| KR20230156826A (ko) | 스펀본드 부직포 및 적층 부직포, 이것들의 제조 방법 및 위생 재료 | |
| JP4605653B2 (ja) | 表面材およびそれを用いた吸収性物品 | |
| JP7726066B2 (ja) | 積層不織布および衛生材料 | |
| JP7722184B2 (ja) | スパンボンド不織布および衛生材料 | |
| KR20220128439A (ko) | 적층 부직포 및 위생 재료 | |
| JP7226659B1 (ja) | スパンボンド不織布および衛生材料 | |
| JP7815763B2 (ja) | 衛生材料 | |
| JP2006043998A (ja) | 不織布 | |
| JPH0288057A (ja) | 衛生用品の表面材 | |
| JP2023132020A (ja) | 積層不織布および吸収性物品 | |
| WO2023042540A1 (ja) | スパンボンド不織布および衛生材料 | |
| JP2022184296A (ja) | マスク | |
| JP2023000510A (ja) | 衣料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20220822 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application |