KR20220145896A - 국소적으로 연화된 부분을 갖는 강 부품의 제조 방법 - Google Patents
국소적으로 연화된 부분을 갖는 강 부품의 제조 방법 Download PDFInfo
- Publication number
- KR20220145896A KR20220145896A KR1020227033512A KR20227033512A KR20220145896A KR 20220145896 A KR20220145896 A KR 20220145896A KR 1020227033512 A KR1020227033512 A KR 1020227033512A KR 20227033512 A KR20227033512 A KR 20227033512A KR 20220145896 A KR20220145896 A KR 20220145896A
- Authority
- KR
- South Korea
- Prior art keywords
- mass
- less
- point
- temperature
- steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0252—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment with application of tension
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/26—Deep-drawing for making peculiarly, e.g. irregularly, shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J1/00—Preparing metal stock or similar ancillary operations prior, during or post forging, e.g. heating or cooling
- B21J1/02—Preliminary treatment of metal stock without particular shaping, e.g. salvaging segregated zones, forging or pressing in the rough
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
- C21D1/19—Hardening; Quenching with or without subsequent tempering by interrupted quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/84—Controlled slow cooling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
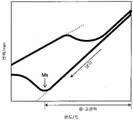
도 2는, 도 1의 관계에 더하여, 포마스터 시험에서 강판을 고온으로부터 냉각했을 때의, 온도와 변위의 관계를 나타내는 그래프이다.
도 3은, 실시예의 평가용 샘플의 채취 위치를 나타내는 모식도이다.
도 4는, 도 3에 나타내는 X-X선 단면 모식도이다.





2 중앙부에 있어서의 경도 측정 1개소째
3 중앙부에 있어서의 경도 측정 2개소째
4 중앙부에 있어서의 경도 측정 3개소째
5 중간부에 있어서의 경도 측정 1개소째
6 중간부에 있어서의 경도 측정 2개소째
7 중간부에 있어서의 경도 측정 3개소째
8 밑단부에 있어서의 경도 측정 1개소째
9 밑단부에 있어서의 경도 측정 2개소째
10 밑단부에 있어서의 경도 측정 3개소째
A 장출 성형부
B 비가공부
Claims (10)
- C: 0.05∼0.40질량%,
Si: 0∼2.0질량%,
Mn: 1.0∼3.0질량%,
Al: 0.010∼1.0질량%,
P: 0질량% 초과 0.100질량% 이하,
S: 0질량% 초과 0.010질량% 이하,
N: 0질량% 초과 0.010질량% 이하,
B: 0.0005∼0.010질량%, 및
잔부: 철 및 불가피 불순물
로 이루어지는 화학 조성의 강판을 준비하는 공정과,
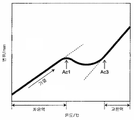
상기 강판을 Ac1점(℃) 이상 Ac3점(℃)+10℃ 미만의 온도로 가열하는 공정과,
상기 가열하는 공정 후, 675℃ 이상 Ac3점(℃)+10℃ 미만의 가공 온도에서 변형을 0.5% 이상 가하는 가공 공정과,
상기 가공 공정 후, 상기 가공 온도에서 1초 이상 120초 이하 유지하거나, 또는 0℃/초 초과 15℃/초 이하의 평균 냉각 속도로 1초 이상 120초 이하 서랭하는 공정과,
상기 유지 또는 서랭하는 공정 후, Ms점(℃)-50℃까지 냉각하는 공정을 포함하고,
상기 가열하는 공정의 상기 온도로부터, Ms점(℃)-50℃까지의 평균 냉각 속도를 10℃/초 이상으로 제어하는, 강 부품의 제조 방법. - C: 0.05∼0.40질량%,
Si: 0∼2.0질량%,
Mn: 1.0∼3.0질량%,
Al: 0.010∼1.0질량%,
P: 0질량% 초과 0.100질량% 이하,
S: 0질량% 초과 0.010질량% 이하,
N: 0질량% 초과 0.010질량% 이하,
B: 0.0005∼0.010질량%, 및
잔부: 철 및 불가피 불순물
로 이루어지는 화학 조성의 강판을 준비하는 공정과,
상기 강판을 Ac3점(℃)+10℃ 이상 1100℃ 이하의 온도로 가열하는 공정과,
상기 가열하는 공정 후, Ms점(℃)+50℃ 이상 Ac3점(℃)+10℃ 미만의 가공 온도에서 변형을 10% 이상 가하는 가공 공정과,
상기 가공 공정 후, 상기 가공 온도에서 1초 이상 120초 이하 유지하거나, 또는 0℃/초 초과 15℃/초 이하의 평균 냉각 속도로 1초 이상 120초 이하 서랭하는 공정과,
상기 유지 또는 서랭하는 공정 후, Ms점(℃)-50℃까지 냉각하는 공정을 포함하고,
상기 가열하는 공정의 상기 온도로부터, Ms점(℃)-50℃까지의 평균 냉각 속도를 10℃/초 이상으로 제어하는, 강 부품의 제조 방법. - 제 1 항에 있어서,
이하의 (a) 및 (b) 중 적어도 하나를 추가로 함유하는 제조 방법.
(a) Cu: 0질량% 초과 0.50질량% 이하, 및 Ni: 0질량% 초과 0.50질량% 이하로 이루어지는 군으로부터 선택되는 1종 이상
(b) Ti: 0질량% 초과 0.10질량% 이하, Cr: 0질량% 초과 3.0질량% 이하, 및 Nb: 0질량% 초과 0.10질량% 이하로 이루어지는 군으로부터 선택되는 1종 이상 - 제 2 항에 있어서,
이하의 (a) 및 (b) 중 적어도 하나를 추가로 함유하는 제조 방법.
(a) Cu: 0질량% 초과 0.50질량% 이하, 및 Ni: 0질량% 초과 0.50질량% 이하로 이루어지는 군으로부터 선택되는 1종 이상
(b) Ti: 0질량% 초과 0.10질량% 이하, Cr: 0질량% 초과 3.0질량% 이하, 및 Nb: 0질량% 초과 0.10질량% 이하로 이루어지는 군으로부터 선택되는 1종 이상 - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
장출 성형에 의해 상기 변형을 가하는 것을 포함하는, 제조 방법. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
단조에 의해 상기 변형을 가하는 것을 포함하는, 제조 방법. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
드로 성형 시의 역굽힘에 의해 상기 변형을 가하는 것을 포함하는, 제조 방법. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
전단 가공에 의해 상기 변형을 가하는 것을 포함하는, 제조 방법. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
복수회의 가공에 의해 상기 변형을 가하는 것을 포함하는, 제조 방법. - 제 9 항에 있어서,
상기 복수회의 가공은, 변형을 가하는 가공과, 상기 변형을 되돌리도록 행하는 가공을 포함하는 제조 방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020257032363A KR20250150669A (ko) | 2020-03-11 | 2021-01-15 | 국소적으로 연화된 부분을 갖는 강 부품의 제조 방법 |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020042274 | 2020-03-11 | ||
| JPJP-P-2020-042274 | 2020-03-11 | ||
| JPJP-P-2020-172764 | 2020-10-13 | ||
| JP2020172764A JP7464495B2 (ja) | 2020-03-11 | 2020-10-13 | 局所的に軟化された部分を有する鋼部品の製造方法 |
| PCT/JP2021/001266 WO2021181866A1 (ja) | 2020-03-11 | 2021-01-15 | 局所的に軟化された部分を有する鋼部品の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020257032363A Division KR20250150669A (ko) | 2020-03-11 | 2021-01-15 | 국소적으로 연화된 부분을 갖는 강 부품의 제조 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220145896A true KR20220145896A (ko) | 2022-10-31 |
Family
ID=77672221
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020257032363A Pending KR20250150669A (ko) | 2020-03-11 | 2021-01-15 | 국소적으로 연화된 부분을 갖는 강 부품의 제조 방법 |
| KR1020227033512A Ceased KR20220145896A (ko) | 2020-03-11 | 2021-01-15 | 국소적으로 연화된 부분을 갖는 강 부품의 제조 방법 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020257032363A Pending KR20250150669A (ko) | 2020-03-11 | 2021-01-15 | 국소적으로 연화된 부분을 갖는 강 부품의 제조 방법 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20230138493A1 (ko) |
| EP (1) | EP4116003A4 (ko) |
| KR (2) | KR20250150669A (ko) |
| CN (1) | CN115279927B (ko) |
| BR (1) | BR112022016203A2 (ko) |
| CA (1) | CA3169085C (ko) |
| MX (1) | MX2022011132A (ko) |
| WO (1) | WO2021181866A1 (ko) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011179028A (ja) | 2010-02-26 | 2011-09-15 | Sumitomo Metal Ind Ltd | 成形品の製造方法 |
| JP2017078189A (ja) | 2015-10-19 | 2017-04-27 | Jfeスチール株式会社 | ホットプレス部材およびその製造方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3462922B2 (ja) * | 1995-02-16 | 2003-11-05 | 新日本製鐵株式会社 | 強度・靭性に優れた高張力鋼板の製造方法 |
| JP3492176B2 (ja) * | 1997-12-26 | 2004-02-03 | 新日本製鐵株式会社 | 高い動的変形抵抗を有する良加工性高強度鋼板とその製造方法 |
| WO2007129676A1 (ja) * | 2006-05-10 | 2007-11-15 | Sumitomo Metal Industries, Ltd. | 熱間プレス成形鋼板部材およびその製造方法 |
| JP5739669B2 (ja) * | 2010-04-20 | 2015-06-24 | 株式会社神戸製鋼所 | 延性に優れた高強度冷延鋼板の製造方法 |
| JP5756774B2 (ja) * | 2012-03-09 | 2015-07-29 | 株式会社神戸製鋼所 | 熱間プレス用鋼板およびプレス成形品、並びにプレス成形品の製造方法 |
| PL2891727T3 (pl) * | 2012-08-28 | 2019-04-30 | Nippon Steel & Sumitomo Metal Corp | Blacha stalowa cienka |
| CN104936716B (zh) * | 2013-01-18 | 2016-09-07 | 株式会社神户制钢所 | 热压成形钢构件的制造方法 |
| JP5884190B2 (ja) * | 2013-05-13 | 2016-03-15 | Jfeスチール株式会社 | 加工性に優れた高強度マルテンサイト−フェライト系ステンレス厚鋼板およびその製造方法 |
| CA2934599C (en) * | 2013-12-27 | 2019-01-22 | Nippon Steel & Sumitomo Metal Corporation | Hot-pressed steel sheet member, method of manufacturing the same, and steel sheet for hot pressing |
| JP6237365B2 (ja) * | 2014-03-17 | 2017-11-29 | 新日鐵住金株式会社 | 成形性と衝突特性に優れた高強度鋼板 |
| JP6417841B2 (ja) * | 2014-10-09 | 2018-11-07 | 新日鐵住金株式会社 | 冷延鋼板の製造方法 |
| WO2017109539A1 (en) * | 2015-12-21 | 2017-06-29 | Arcelormittal | Method for producing a high strength steel sheet having improved strength and formability, and obtained high strength steel sheet |
| EP3896686B1 (en) | 2016-02-04 | 2023-12-27 | Mitsubishi Chemical Corporation | Sound insulation structure using a sound insulation sheet member |
| EP3521458B1 (en) * | 2016-09-30 | 2022-01-19 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Steel parts, production method therefor, and steel sheet for steel parts |
| JP2020172764A (ja) | 2019-04-09 | 2020-10-22 | 株式会社シャイン | 棟下地及び棟の施工方法 |
-
2021
- 2021-01-15 KR KR1020257032363A patent/KR20250150669A/ko active Pending
- 2021-01-15 BR BR112022016203A patent/BR112022016203A2/pt unknown
- 2021-01-15 CA CA3169085A patent/CA3169085C/en active Active
- 2021-01-15 EP EP21768018.0A patent/EP4116003A4/en active Pending
- 2021-01-15 CN CN202180019095.XA patent/CN115279927B/zh active Active
- 2021-01-15 US US17/905,221 patent/US20230138493A1/en active Pending
- 2021-01-15 KR KR1020227033512A patent/KR20220145896A/ko not_active Ceased
- 2021-01-15 MX MX2022011132A patent/MX2022011132A/es unknown
- 2021-01-15 WO PCT/JP2021/001266 patent/WO2021181866A1/ja not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011179028A (ja) | 2010-02-26 | 2011-09-15 | Sumitomo Metal Ind Ltd | 成形品の製造方法 |
| JP2017078189A (ja) | 2015-10-19 | 2017-04-27 | Jfeスチール株式会社 | ホットプレス部材およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112022016203A2 (pt) | 2022-10-04 |
| US20230138493A1 (en) | 2023-05-04 |
| CN115279927B (zh) | 2024-10-25 |
| CA3169085A1 (en) | 2021-09-16 |
| WO2021181866A1 (ja) | 2021-09-16 |
| EP4116003A1 (en) | 2023-01-11 |
| CN115279927A (zh) | 2022-11-01 |
| KR20250150669A (ko) | 2025-10-20 |
| MX2022011132A (es) | 2022-10-13 |
| CA3169085C (en) | 2024-04-16 |
| EP4116003A4 (en) | 2023-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20220250131A1 (en) | Method of manufacturing hot-press-formed steel member | |
| JP7215646B1 (ja) | 高強度鋼板およびその製造方法 | |
| JP6737419B1 (ja) | 薄鋼板およびその製造方法 | |
| JP6103165B1 (ja) | 熱間プレス成形部材 | |
| KR101706485B1 (ko) | 고강도 냉연 강판 및 그 제조 방법 | |
| KR20120135521A (ko) | 온간 가공성이 우수한 고강도 강판 및 그 제조 방법 | |
| KR102398707B1 (ko) | 고탄소 냉연 강판 및 그 제조 방법 | |
| JP5835621B2 (ja) | 熱間プレス鋼板部材およびその製造方法ならびに熱間プレス用鋼板 | |
| JP6098537B2 (ja) | 高強度冷延鋼板およびその製造方法 | |
| JP5857913B2 (ja) | 熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 | |
| CN116888293A (zh) | 冷加工用机械结构用钢及其制造方法 | |
| US20240247332A1 (en) | High-strength hot-rolled steel sheet and method for manufacturing high-strength hot-rolled steel sheet | |
| JP7464495B2 (ja) | 局所的に軟化された部分を有する鋼部品の製造方法 | |
| KR20220145896A (ko) | 국소적으로 연화된 부분을 갖는 강 부품의 제조 방법 | |
| EP3546602B1 (en) | Method for manufacturing a quenched molding | |
| KR102568217B1 (ko) | 구멍확장성이 우수한 초고강도 냉연강판 및 그 제조방법 | |
| RU2807262C1 (ru) | Способ получения стальной детали, имеющей локально размягченную часть |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| A16 | Divisional, continuation or continuation in part application filed |
Free format text: ST27 STATUS EVENT CODE: A-0-1-A10-A16-DIV-PA0104 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PA0104 | Divisional application for international application |
St.27 status event code: A-0-1-A10-A16-div-PA0104 |
|
| PJ0201 | Trial against decision of rejection |
St.27 status event code: A-3-3-V10-V11-apl-PJ0201 |
|
| V11 | Administrative appeal requested |
Free format text: ST27 STATUS EVENT CODE: A-3-3-V10-V11-APL-PJ0201 (AS PROVIDED BY THE NATIONAL OFFICE) |