KR20220170119A - 다이캐스팅 금형용 스팟 냉각 장치 - Google Patents
다이캐스팅 금형용 스팟 냉각 장치 Download PDFInfo
- Publication number
- KR20220170119A KR20220170119A KR1020210080752A KR20210080752A KR20220170119A KR 20220170119 A KR20220170119 A KR 20220170119A KR 1020210080752 A KR1020210080752 A KR 1020210080752A KR 20210080752 A KR20210080752 A KR 20210080752A KR 20220170119 A KR20220170119 A KR 20220170119A
- Authority
- KR
- South Korea
- Prior art keywords
- cooling
- spot
- cooling water
- casting mold
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000001816 cooling Methods 0.000 title claims abstract description 124
- 238000004512 die casting Methods 0.000 title claims abstract description 58
- 239000000498 cooling water Substances 0.000 claims abstract description 67
- 238000007599 discharging Methods 0.000 claims abstract description 3
- 238000000034 method Methods 0.000 claims description 3
- 239000007921 spray Substances 0.000 claims description 2
- 238000005266 casting Methods 0.000 description 4
- 239000002826 coolant Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000005495 investment casting Methods 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/22—Dies; Die plates; Die supports; Cooling equipment for dies; Accessories for loosening and ejecting castings from dies
- B22D17/2218—Cooling or heating equipment for dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/06—Permanent moulds for shaped castings
- B22C9/065—Cooling or heating equipment for moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D35/00—Equipment for conveying molten metal into beds or moulds
- B22D35/06—Heating or cooling equipment
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
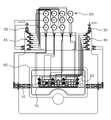
이를 위해 본 발명은 다이캐스팅 금형의 하부에 구비되는 하부 냉각 튜브; 다이캐스팅 금형의 내부에서 복수의 스팟(spot)에 형성되는 스팟 냉각 튜브; 하부 및 스팟 냉각 튜브에 냉각수를 유입하는 냉각수 유입부; 냉각수 유입부에 구비되는 것으로, 하부 냉각 튜브 및 스팟 냉각 튜브와 각각 연결되어, 냉각수의 유입을 조절하는 유입 조절 밸브; 하부 및 스팟 냉각 튜브의 냉각수를 유출하는 냉각수 유출부; 냉각수 유출부에 구비되는 것으로, 하부 냉각 튜브 및 스팟 냉각 튜브와 각각 연결되어, 냉각수의 유출을 조절하는 유출 조절 밸브; 및 하부 냉각 튜브 및 스팟 냉각 튜브와 각각 연결되고, 유입 조절 밸브 및 유출 조절 밸브와 각각 연결되는 온도계;를 포함한다.
Description
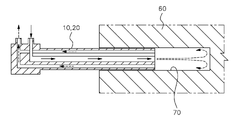
도 2는 본 발명의 바람직한 실시예에 따른 다이캐스팅 금형용 스팟 냉각 장치를 나타내는 부분 확대도면이다.
30; 냉각수 유입부
35; 냉각수 유출부
40; 유입 조절 밸브
45; 유출 조절 밸브
50; 온도계
60; 다이캐스팅 금형
70; 냉각홀
Claims (4)
- 다이캐스팅 금형의 냉각홀에 삽입되어 냉각수를 분사하는 다이캐스팅 금형용 냉각 장치에 있어서,
상기 다이캐스팅 금형의 하부에 구비되는 하부 냉각 튜브;
상기 다이캐스팅 금형의 내부에서 복수의 스팟(spot)에 형성되는 스팟 냉각 튜브;
상기 하부 및 스팟 냉각 튜브에 냉각수를 유입하는 냉각수 유입부;
상기 냉각수 유입부에 구비되는 것으로, 상기 하부 냉각 튜브 및 스팟 냉각 튜브와 각각 연결되어, 상기 냉각수의 유입을 조절하는 유입 조절 밸브;
상기 하부 및 스팟 냉각 튜브의 냉각수를 유출하는 냉각수 유출부;
상기 냉각수 유출부에 구비되는 것으로, 상기 하부 냉각 튜브 및 스팟 냉각 튜브와 각각 연결되어, 상기 냉각수의 유출을 조절하는 유출 조절 밸브; 및
상기 하부 냉각 튜브 및 스팟 냉각 튜브와 각각 연결되고, 상기 유입 조절 밸브 및 유출 조절 밸브와 각각 연결되는 온도계;를 포함하는 것을 특징으로 하는 다이캐스팅 금형용 스팟 냉각 장치. - 제1 항에 있어서, 상기 스팟 냉각 튜브는,
상기 다이캐스팅 금형에서 냉각이 필요한 부분에서 일정 간격으로 복수 개가 구비되는 것을 특징으로 하는 다이캐스팅 금형용 스팟 냉각 장치. - 제1 항에 있어서,
상기 유입 및 유출 조절 밸브는 해당 각 온도계와 연결되어 자동으로 조절되는 것을 특징으로 하는 다이캐스팅 금형용 스팟 냉각 장치. - 제1 항에 있어서,
상기 냉각수 유입부, 냉각수 유출부, 유입 조절 밸브, 유출 조절 밸브, 및 온도계는 하나의 키트로 구비되는 것을 특징으로 하는 다이캐스팅 금형용 스팟 냉각 장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210080752A KR20220170119A (ko) | 2021-06-22 | 2021-06-22 | 다이캐스팅 금형용 스팟 냉각 장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210080752A KR20220170119A (ko) | 2021-06-22 | 2021-06-22 | 다이캐스팅 금형용 스팟 냉각 장치 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220170119A true KR20220170119A (ko) | 2022-12-29 |
Family
ID=84539702
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020210080752A Ceased KR20220170119A (ko) | 2021-06-22 | 2021-06-22 | 다이캐스팅 금형용 스팟 냉각 장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20220170119A (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117415303A (zh) * | 2023-10-18 | 2024-01-19 | 重庆东科模具制造有限公司 | 汽车电机壳体压铸模具的冷却方法 |
| KR20250025290A (ko) * | 2023-08-14 | 2025-02-21 | 씨틱 디카스탈 컴퍼니 리미티드 | 디지털 금형 온도 제어 다이캐스팅 머신 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101418256B1 (ko) | 2013-10-01 | 2014-07-10 | 주식회사 코다코 | 다이캐스팅 금형의 냉각분사장치 |
| KR101802991B1 (ko) | 2016-03-31 | 2017-11-29 | 김진홍 | 다이캐스팅 금형의 금형냉각기 |
-
2021
- 2021-06-22 KR KR1020210080752A patent/KR20220170119A/ko not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101418256B1 (ko) | 2013-10-01 | 2014-07-10 | 주식회사 코다코 | 다이캐스팅 금형의 냉각분사장치 |
| KR101802991B1 (ko) | 2016-03-31 | 2017-11-29 | 김진홍 | 다이캐스팅 금형의 금형냉각기 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20250025290A (ko) * | 2023-08-14 | 2025-02-21 | 씨틱 디카스탈 컴퍼니 리미티드 | 디지털 금형 온도 제어 다이캐스팅 머신 |
| CN117415303A (zh) * | 2023-10-18 | 2024-01-19 | 重庆东科模具制造有限公司 | 汽车电机壳体压铸模具的冷却方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5855933A (en) | Temperature-controllable tool or mold for producing plastic moldings and process for making such tools or molds | |
| EP3294476B1 (en) | Casting process and sand mould provided with an inlet system for producing at least partly thin walled aluminium casts with sand moulding technology by means of gravity casting | |
| EP2520385B1 (en) | Casting method and casting device for cast-metal object | |
| KR20220170119A (ko) | 다이캐스팅 금형용 스팟 냉각 장치 | |
| CN117993119B (zh) | 砂型随形冷却结构设计制造准则与优化建模方法 | |
| JP6002271B1 (ja) | 金型分流子およびそれを備えた鋳造用金型 | |
| US20050189087A1 (en) | Direct chilled metal casting system | |
| US20150352631A1 (en) | Method and Casting Mould for the Manufacture of Cast Parts, in Particular Cylinder Blocks and Cylinder Heads, with a Functional Feeder Connection | |
| EP3470150B1 (en) | Low-pressure casting mold | |
| KR101743944B1 (ko) | 금형 냉각 장치 | |
| US10618108B2 (en) | Hot runner feed system for a diecasting mould | |
| CN107735194B (zh) | 铸造装置和铸造方法 | |
| US20220241848A1 (en) | High-temperature alloy pressure casting mold and casting process for impeller and guide vane | |
| JP5841197B1 (ja) | 湯口スリーブおよびそれを備えた鋳造用金型 | |
| Govindarao et al. | Defect analysis and remedies in the high pressure diecasting process with ADC-12 alloy: A technical review | |
| CN210121921U (zh) | 一种移动模模芯的水道装置 | |
| US20240100591A1 (en) | Method and system for die casting | |
| JP2009107307A (ja) | 射出成形用金型 | |
| JP2002292451A (ja) | 鋳造用金型 | |
| KR102555462B1 (ko) | 차량 제어기 하우징 제조를 위한 고압다이캐스팅 장치 | |
| JP6232096B2 (ja) | 鋳込口ブッシュおよびそれを備えた鋳造用金型 | |
| CN222985686U (zh) | 一种精密铸件加工成型装置 | |
| WO2019189184A1 (ja) | 鋳造装置及び鋳造方法 | |
| CN118484888A (zh) | 一种多冷速均温铸造模具设计方法和铸造模型及其应用 | |
| JP2025177338A (ja) | 成形型、射出成形装置、樹脂成形品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20210622 |
|
| PA0201 | Request for examination | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20221019 Patent event code: PE09021S01D |
|
| PG1501 | Laying open of application | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20230102 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20221019 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |