KR20220170136A - 단조 금형 장치 - Google Patents
단조 금형 장치 Download PDFInfo
- Publication number
- KR20220170136A KR20220170136A KR1020210080809A KR20210080809A KR20220170136A KR 20220170136 A KR20220170136 A KR 20220170136A KR 1020210080809 A KR1020210080809 A KR 1020210080809A KR 20210080809 A KR20210080809 A KR 20210080809A KR 20220170136 A KR20220170136 A KR 20220170136A
- Authority
- KR
- South Korea
- Prior art keywords
- mold
- insert
- molding part
- pressure molding
- forging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/02—Die forging; Trimming by making use of special dies ; Punching during forging
- B21J5/025—Closed die forging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/12—Forming profiles on internal or external surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/76—Making machine elements elements not mentioned in one of the preceding groups
- B21K1/767—Toothed racks
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
Abstract
본 발명은 상면 중앙에 원소재가 안착되는 소재 안착부 및 상기 소재 안착부의 측방에 상기 소재 안착부와 이어져 형성되는 인서트 안착부가 형성된 하부 금형, 하면 중앙에 상기 원소재 상면의 가공 형상이 형성된 가압 성형부 및 상기 가압 성형부의 측방에 상기 가압 성형부와 이어져 형성되는 인서트 홈부가 형성된 상부 금형 및 상기 인서트 홈부에 삽입되며, 상기 인서트 홈부의 폭보다 작은 폭을 가지는 인서트 금형을 포함하는 단조 금형 장치로서, 본 발명에 의하면, 복잡한 추가 구성 없이 소재 전체에 고른 가압이 가능하여 가공된 성형물의 결함을 최소화할 수 있다.
Description
본 발명은 피가공물에 기계적 에너지를 가하여 제품을 만들기 위한 단조 금형 장치에 관한 것이다.
단조는 기계적 방법으로 소재에 압축 하중을 가하여 소재를 원하는 형상으로 성형하는 가공 방법으로서, 본 발명은 이를 위한 단조 금형 장치에 관한 것이다.
예를 들어, 자동차 부품 중 도 2(a)와 같은 스티어링 랙(10)의 기어부(11)를 단조 제작하는 금형 장치로서, 도 1에서 참조되는 대한민국 등록특허 제10-0815463호가 있다.
도 1에서 참조되는 종래 단조 금형 장치는 제1 볼스터(84)가 하향이동하고, 부호 54,58에 의해 캐버티가 형성되며(54와 58공차존재), 실린더(86)가 피스톤(85)을 하향 이동시킨다.
그리고, 피스톤(84)이 하향이동함에 따라 웨지부재(89)의 상부에 접촉 후 하향 가압하게 되고, 블럭(88)과 펀치부재(58)가 캐버티 내부로 가압하여 원재료를 가공하도록 동작된다.
도시와 같이, 가압시 스프링(90)을 압축시키면서 가압하게 되고, 개형시 복원력에 의해 웨지부재(89)가 다시 원위치하게 된다.
즉, 소재의 가압을 위해 펀치부재를 작동시키는 매터니즘이며, 금형에 제1 다이부재(54, 82)와 제2 다이부재(56)가 추가적으로 반드시 구성되어야 한다.
그러나, 이러한 제1 다이부재와 제2 다이부재에 의해 소재를 성형하는 경우, 도 2(b)와 같이 스티어링 랙바(10)의 길이방향의 톱니부(11) 전체에 동일한 힘이 가해지지 못하여 결육(under fill)이 발생하는 등으로 기어 정밀도가 떨어지는 문제가 있다.
이상의 배경기술에 기재된 사항은 발명의 배경에 대한 이해를 돕기 위한 것으로서, 이 기술이 속하는 분야에서 통상의 지식을 가진 자에게 이미 알려진 종래기술이 아닌 사항을 포함할 수 있다.
본 발명은 상술한 문제점을 해결하고자 안출된 것으로서, 본 발명은 복잡한 추가 구성 없이 소재 전체에 고른 가압이 가능하여 가공된 성형물의 결함을 최소화할 수 있는 단조 금형 장치를 제공하는 데 그 목적이 있다.
본 발명의 일 관점에 의한 단조 금형 장치는, 상면 중앙에 원소재가 안착되는 소재 안착부 및 상기 소재 안착부의 측방에 상기 소재 안착부와 이어져 형성되는 인서트 안착부가 형성된 하부 금형, 하면 중앙에 상기 원소재 상면의 가공 형상이 형성된 가압 성형부 및 상기 가압 성형부의 측방에 상기 가압 성형부와 이어져 형성되는 인서트 홈부가 형성된 상부 금형 및 상기 인서트 홈부에 삽입되며, 상기 인서트 홈부의 폭보다 작은 폭을 가지는 인서트 금형을 포함한다.
그리고, 상기 인서트 금형의 일 단부는 상기 상부 금형에 회전 가능하게 결합되고, 상기 상부 금형 및 상기 하부 금형이 합형시 상기 인서트 금형이 상기 원소재 측으로 회전 동작하여 상기 인서트 금형의 타 단부가 상기 원소재의 측부를 가압하는 것을 특징으로 한다.
또한, 상기 인서트 금형의 타 단부는 상기 상부 금형의 하면보다 하방향으로 돌출되며, 상기 인서트 금형의 상기 일 단부의 폭보다 상기 타 단부의 폭이 큰 것을 특징으로 한다.
한편, 상기 인서트 금형의 타 단부는 볼록면 형상을 가지는 것을 특징으로 한다.
또는, 상기 인서트 금형의 타 단부는 상기 가압 성형부에 가까운 내측부와 상기 내측부보다 상기 가압 성형부로부터 먼 외측부로 구분되고, 상기 외측부는 볼록면 형상을 가지며 오목면 형상의 상기 인서트 안착부에 안착되고, 상기 내측부는 평탄면 형상을 가지는 것을 특징으로 한다.
그리고, 상기 상부 금형이 하향 동작하여 상기 가압 성형부가 상기 원소재 상면을 가압시, 상기 인서트 금형이 상기 원소재의 측부를 동시에 가압하는 것을 특징으로 한다.
나아가, 상기 하부 금형에는 상기 인서트 안착부가 한 쌍이 대칭적으로 형성되고, 상기 상부 금형에는 상기 인서트 홈부가 한 쌍이 대칭적으로 형성되며, 상기 인서트 금형이 한 쌍이 구비되어, 상기 인서트 홈부에 각각 삽입되는 것을 특징으로 한다.
특히, 상기 인서트 금형이 상기 원소재 측으로 회전 동작시, 상기 내측부와 상기 상부 금형의 수직 방향의 각도는 10°~45°인 것을 특징으로 한다.
그리고, 상기 인서트 홈부의 폭 방향 양면 중 상기 가압 성형부에 가까운 내측면은 상기 가압 성형부와 이어지며, 상기 내측면보다 상기 가압 성형부로부터 먼 외측면은 상기 상부 금형의 하면과 이어져 형성되는 것을 특징으로 한다.
또한, 상기 인서트 홈부의 상기 내측면의 입구부는 상기 상부 금형의 하면과 이격된 것을 특징으로 한다.
여기서, 상기 인서트 금형의 상기 내측부의 길이(d)와, 상기 인서트 홈부의 상기 내측면과 상기 외측면이 형성하는 각도(θ)는 다음의 관계가 성립하는 것을 특징으로 한다.
한편, 상기 인서트 금형의 상기 일 단부로부터 상기 상부 금형의 저면까지의 높이는 상기 가압 성형부의 홈면으로부터 상기 상부 금형의 저면까지의 높이의 두 배인 것을 특징으로 한다.
다음으로, 본 발명의 다른 일 관점에 따른 단조 금형 장치는, 상면 중앙에 원소재가 안착되는 소재 안착부 및 상기 소재 안착부의 측방에 상기 소재 안착부와 이어져 형성되는 인서트 안착부가 형성된 하부 금형, 하면 중앙에 상기 원소재 상면의 가공 형상이 형성된 가압 성형부 및 상기 가압 성형부의 측방에 상기 가압 성형부와 이어져 형성되는 인서트 홈부가 형성된 상부 금형 및 일 단부는 상기 인서트 홈부에 삽입되고, 타 단부는 상기 상부 금형의 하면보다 하방향으로 돌출된 인서트 금형을 포함한다.
그리고, 상기 인서트 금형의 타 단부는 상기 가압 성형부에 가까운 내측부와 상기 내측부보다 상기 가압 성형부로부터 먼 외측부로 구분되고, 상기 외측부는 볼록면 형상을 가지며 오목면 형상의 상기 인서트 안착부에 안착되고, 상기 내측부는 평탄면 형상을 가지는 것을 특징으로 한다.
또한, 상기 상부 금형이 하향 동작하여 상기 가압 성형부가 상기 원소재 상면을 가압시, 상기 인서트 금형이 상기 원소재의 측부를 동시에 가압하는 것을 특징으로 한다.
그리고, 상기 하부 금형에는 상기 인서트 안착부가 한 쌍이 대칭적으로 형성되고, 상기 상부 금형에는 상기 인서트 홈부가 한 쌍이 대칭적으로 형성되며, 상기 인서트 금형이 한 쌍이 구비되어, 상기 인서트 홈부에 각각 삽입되는 것을 특징으로 한다.
또한, 상기 인서트 홈부의 폭 방향 양면 중 상기 가압 성형부에 가까운 내측면은 상기 가압 성형부와 이어지며, 상기 내측면보다 상기 가압 성형부로부터 먼 외측면은 상기 상부 금형의 하면과 이어져 형성되는 것을 특징으로 한다.
그리고, 상기 인서트 홈부의 상기 내측면의 입구부는 상기 상부 금형의 하면과 이격된 것을 특징으로 한다.
나아가, 상기 인서트 금형의 상기 일 단부로부터 상기 상부 금형의 저면까지의 높이는 상기 가압 성형부의 홈면으로부터 상기 상부 금형의 저면까지의 높이의 두 배인 것을 특징으로 한다.
본 발명의 단조 금형 장치에 의하면, 상부 금형의 가압 성형부가 피가공물을 가공하면서 동시에 인서트 금형이 피가공물의 측면을 가압함으로써, 피가공물에 결육부 발생을 최소화하여 성형하는 것이 가능하게 한다.
도 1은 종래의 단조 금형 장치에 관한 것이다.
도 2는 종래기술에 의한 단조시 가공물의 예이다.
도 3은 본 발명에 의한 단조 금형 장치를 개략적으로 도시한 것이고, 도 4는 도 3의 일 측면 형상을 도시한 것이다.
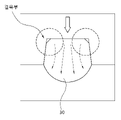
도 5는 본 발명에 의한 단조 금형 장치에 의한 소재 가공 상태를 개략적으로 도시한 것이고, 도 6은 도 5의 일 측면 형상을 도시한 것이다.
도 7은 본 발명의 인서트 금형의 회전축의 높이를 나타낸 것이다.
도 8은 본 발명의 인서트 금형의 단조 각도를 나타낸 것이다.
도 9 및 도 10은 본 발명의 인서트 금형의 주요 형상 및 치수를 나타낸 것이다.
도 11 내지 도 14는 본 발명의 단조 금형 장치에 의한 단조 방법의 순차적 상태를 도시한 것이다.
도 15는 종래 기술에 의한 단조시 가공물의 상태, 도 16은 본 발명의 단조 금형 장치에 의한 가공물의 상태를 나타낸 것이다.
도 2는 종래기술에 의한 단조시 가공물의 예이다.
도 3은 본 발명에 의한 단조 금형 장치를 개략적으로 도시한 것이고, 도 4는 도 3의 일 측면 형상을 도시한 것이다.
도 5는 본 발명에 의한 단조 금형 장치에 의한 소재 가공 상태를 개략적으로 도시한 것이고, 도 6은 도 5의 일 측면 형상을 도시한 것이다.
도 7은 본 발명의 인서트 금형의 회전축의 높이를 나타낸 것이다.
도 8은 본 발명의 인서트 금형의 단조 각도를 나타낸 것이다.
도 9 및 도 10은 본 발명의 인서트 금형의 주요 형상 및 치수를 나타낸 것이다.
도 11 내지 도 14는 본 발명의 단조 금형 장치에 의한 단조 방법의 순차적 상태를 도시한 것이다.
도 15는 종래 기술에 의한 단조시 가공물의 상태, 도 16은 본 발명의 단조 금형 장치에 의한 가공물의 상태를 나타낸 것이다.
본 발명과 본 발명의 동작상의 이점 및 본 발명의 실시에 의하여 달성되는 목적을 충분히 이해하기 위해서는 본 발명의 바람직한 실시 예를 예시하는 첨부 도면 및 첨부 도면에 기재된 내용을 참조하여야만 한다.
본 발명의 바람직한 실시 예를 설명함에 있어서, 본 발명의 요지를 불필요하게 흐릴 수 있는 공지의 기술이나 반복적인 설명은 그 설명을 줄이거나 생략하기로 한다.
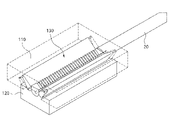
도 3은 본 발명에 의한 단조 금형 장치를 개략적으로 도시한 것이고, 도 4는 도 3의 일 측면 형상을 도시한 것이고, 도 5는 본 발명에 의한 단조 금형 장치에 의한 소재 가공 상태를 개략적으로 도시한 것이고, 도 6은 도 5의 일 측면 형상을 도시한 것이다.
이하, 도 3 내지 도 6을 참조하여 본 발명의 일 실시예에 의한 단조 금형 장치를 설명하기로 한다.
본 발명의 단조 금형 장치는 금속 소재의 원소재(20)를 가압하여 피가공물을 원하는 가공물의 형태로 가공하기 위한 것으로서, 성형물은 예를 들어, 환봉 형태의 원소재(20)를 가공하여 자동차 부품인 톱니부(11)가 일 면에 형성된 스티어링 랙(10)일 수 있다.
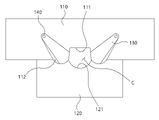
이를 위한 단조 금형 장치는 상부 금형(110), 하부 금형(120), 인서트 금형(130) 및 결합핀(140)을 포함하여, 상부 금형(110)을 하향 동작함으로써 하부 금형(120) 상에 배치된 원소재(20)를 가압하여 원하는 형태의 성형물로 가공한다.
상부 금형(110)의 하부 금형(120)과 대향되는 면에는 가압 성형부(111)와 인서트 홈부(112)가 형성되고, 하부 금형(120)의 상부 금형(110)과 대향되는 면에는 소재 안착부(121)와 인서트 안착부(122)가 형성된다.
먼저, 하부 금형(120)의 소재 안착부(121)는 상면 중앙에 원소재(20)가 안착되도록 원소재(20)의 하면에 대응되는 형상으로 형성된 홈으로 구성된다.
인서트 안착부(122)는 상면 상에 소재 안착부(121)의 양 측방에 대칭적으로 소재 안착부(121)에 이어지도록 형성되는 홈으로서, 후술할 인서트 금형(130)이 안착 및 동작될 수 있게 구성된다.
그리고, 인서트 안착부(121)의 폭은 후술할 상부 금형(110)의 인서트 홈부(112)의 입구부 폭에 대응되는 폭을 가지는 것이 바람직하다.
따라서, 예시의 스티어링 랙을 가공하기 위해 원소재(20)는 환봉 형태일 수 있으며, 소재 안착부(121)는 환봉의 하면 형상에 대응되도록 오목한 홈으로 구성되고, 일정한 깊이로 일 방향으로 형성된 홈으로 구성된다.
그리고, 인서트 안착부(122) 또한 후술할 인서트 금형(13)의 끝단 형상에 대응되도록 오목한 홈으로 구성되고, 일정한 깊이로 일 방향으로 형성된 홈으로 구성된다.
다음, 상부 금형(110)의 가압 성형부(111)는 하면 중앙에 소재 안착부(121)에 대응되는 위치에 원소재(20)의 상면의 가공 형상에 대응되는 형상으로 형성된 홈으로 구성된다.
예시에서는 스티어링 랙(10)의 상면 형상에 대응되도록 평탄한 홈 면 상에 톱니부(11)에 대응되는 요철 형상이 형성된 홈으로 구성된다.
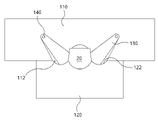
그래서, 도 4와 같이 상부 금형(110)이 하향하여 하부 금형(12)과 맞닿게 되면 가압 성형부(111)와 소재 안착부(121)에 의해 내부에 캐비티(C)가 형성되어 캐비티(C) 내에 삽입된 원소재(20)를 가압 성형하게 된다.
인서트 홈부(112)는 하면 상에 가압 성형부(111)의 양 측방에 대칭적으로 가압 성형부(111)에 이어지도록 형성되는 홈으로서, 후술할 인서트 금형(130)이 삽입되기 위한 홈으로 구성된다.
한편, 인서트 홈부(112)의 폭 방향 양 면 중 상부 금형(110)의 중앙을 기준으로 보다 외측에 해당하는 외측면은 상부 금형(110)의 하면과 이어지고, 내측에 해당하는 내측면은 가압 성형부(111)와 이어지게 되며, 이때 내측면의 입구부는 상부 금형(110)의 하면과 이격되는 것이 바람직하다. 그래야만 후술할 인서트 금형(130)이 동작시 원소재(20)의 양 측부를 가압 가능하게 된다.
그리고, 인서트 홈부(112)의 입구부 폭은 하부 금형(120)의 인서트 안착부(122)의 폭에 대응되는 폭을 가지는 것이 바람직하다.
나아가, 예시의 스티어링 랙을 가공하기 위해 가압 성형부(111)는 스티어링 랙의 상면 형상에 대응되도록 파여진 홈으로 구성되고, 일정한 깊이로 일 방향으로 형성된 홈으로 구성된다.
그리고, 인서트 홈부(112)는 인서트 금형(13)의 형상에 대응되되 인서트 금형(13)이 동작 가능하도록 인서트 금형(13)보다 큰 폭으로 파여진 홈으로 구성되고, 일정한 깊이로 일 방향으로 형성된 홈으로 구성된다.
인서트 금형(130)은 인서트 홈부(112)에 삽입되어 동작됨으로써 원소재(20)의 양 측부를 가압하도록 마련되고, 길이 방향이 인서트 홈부(112)의 길이 방향에 대응되도록 연장된 형상이며, 인서트 홈부(112)에 삽입되는 일 단부의 폭보다 인서트 홈부(112)로부터 돌출되어 노출되는 타 단부의 폭이 큰 형상으로 마련된다.
그리고, 결합핀(140)이 인서트 금형(130)의 일 단부의 길이 방향 양 측부와 상부 금형(110)을 결합시켜, 인서트 금형(130)이 결합핀(140)을 기준으로 회전 동작되게 구성된다.
또한, 인서트 금형(130)이 결합핀(140)을 기준으로 회전 동작 가능하도록 인서트 홈부(112)의 폭은 인서트 금형(130)의 폭보다 크도록 형성되고, 이격 거리는 인서트 금형(130)의 동작 반경이 되므로 가공물에 맞도록 설정되는 것이 바람직하다.
한편, 인서트 금형(130)의 타 단부는 볼록면 형상을 가지는 것이 동작상, 그리고 원소재(20)의 가압을 위해 바람직하다.
나아가, 타 단부는 상부 금형(110)의 중앙, 즉 가압 성형부(111)를 기준으로 보다 외측에 해당하는 외측부(131)와 내측에 해당하는 내측부(132)의 형상이 상이할 수 있다.
즉, 외측부(131)는 볼록면 형상으로 구성됨으로써 오목면 형상의 인서트 안착부(122) 내에서 동작이 용이하도록 구성되고, 내측부(132)는 평탄면(132)으로 구성됨으로써 도 6과 같이 원소재(20)에 가압력을 보다 발휘할 수 있도록 구성될 수 있다.
다음, 도 7은 본 발명의 인서트 금형의 회전축의 높이를 나타낸 것이고, 도 8은 본 발명의 인서트 금형의 단조 각도를 나타낸 것이며, 도 9 및 도 10은 본 발명의 인서트 금형의 주요 형상 및 치수를 나타낸 것이다.
도 7 내지 도 10을 참조하여 보다 구체적인 본 발명의 단조 금형 장치의 특징을 설명하기로 한다.
인서트 금형(130)이 원소재(20)를 가압하는 가압력은 인서트 금형(130)의 거리와 무게가 결정하게 되는데, 이 같은 가압력을 높이기 위해 인서트 금형(130)의 높이를 설정하는 것이 바람직하다.
즉, 가압 성형부(111)의 홈면으로부터 상부 금형(110)의 저면까지의 높이를 h라 할 때, 인서트 금형(130) 일 단부의 결합핀(140)이 삽입되는 결합홀로부터 상부 금형(110)의 저면까지의 높이는 2h인 것이 바람직하다.
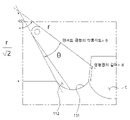
또한, 도 8에서 참조되는 바와 같이 인서트 금형(130)이 회전 동작하여 원소재(20)의 측방을 가압시, 내측부(132)와 상부 금형(130)의 수직 방향의 각도는 10°~45°인 것이 바람직하다.
즉, 인서트 금형(130)에 의해 형성되는 원소재(20) 측면의 성형면이 형성하는 각도가 0°~10°인 경우에는 원소재(20)의 여분의 살을 측면에서 눌러서 채워주는 효과가 낮고, 10°~45°로 경사진 경우에는 원소재(20)의 여분의 단조살을 충분히 확보가 가능하다. 45°를 초과하게 되면 원소재(20)의 상면 형상, 즉 예시한 스티어링 랙(10)의 톱니부(11)의 면적이 줄어들게 된다.
또한, 도 9에서 참조되는 바와 같이, 인서트 홈부(112)의 내측면이 상부 금형(110)의 수직 방향을 기준으로 형성하는 각도는 최대 45°인 것이 바람직하며, 인서트 금형(130)의 내측부(132)의 길이를 d라 할 때, 인서트 홈부(112)의 내측면과 외측면이 형성하는 각도(θ)는 다음과 같다.
이와 같이 성형물의 크기에 맞게, 즉 측면 성형면의 길이가 길수록 작동 각도를 크게 함으로써 큰 하중으로 가압이 가능하게 한다.
나아가, 도 10에서 참조되는 바와 같이, 인서트 금형(130)이 인서트 홈부(112)에 닿게 되는 1단계로부터 상부 금형(110)과 하부 금형(120)의 대향면이 접하는 2단계로 동작하는 수직 닫힘 이동 거리(Y)는 인서트 금형(130) 내측부(132) 상부의 수평 방향 이동거리(X)와 같은 것이 효과적인 가압상 보다 바람직하다.
도 11 내지 도 14는 본 발명의 단조 금형 장치에 의한 단조 방법의 순차적 상태를 도시한 것이다. 이를 참조하여 이상에서 설명한 본 발명의 단조 금형 장치에 의한 단조 방법을 설명하기로 한다.
도 11의 제1 단계에서 상부 금형(110)이 하향을 시작하고, 도 12의 제2 단계에서 상부 금형(110)의 가압 성형부(111)가 원소재(20)의 상면에 닿게 된다.
다음, 제3 단계에서 상부 금형(110)이 도 13과 같이 보다 하향하게 되며, 원소재(20)를 가압 성형부(111)가 누르면서 원소재(20)의 성형이 시작되며, 제4 단계까지 계속적으로 상부 금형(110)이 하향함에 따라 인서트 금형(130)이 원소재(20) 측으로 캠 방식으로 회전함에 의해 내측부(132)가 원소재(20)의 측면을 가압하게 된다.
즉, 상부 금형(110)의 가압 성형부(111)가 원소재(20)를 가압하여 원소재(20)의 변형이 가해지면서 측면이 변형되는 것을 인서트 금형(130)이 슬라이딩 회전 동작되면서 폐쇄된 캐비티를 형성하면서 원소재(20)를 측면에서 밀어주는 것이다.
측면에서 밀린 원소재(20)는 치부분의 형상이 부족한 부분을 충진해 주는 역할을 하고, 상부 금형(110)과 하부 금형(120)의 대향면이 완전히 맞닿으면 밀폐 형합 상태가 되어 성형 공정이 완료된다. 그리고, 완료 후 원소재(20)의 가공 여유부를 포함한 부분은 커팅 또는 연마하여 성형물을 완성한다.
지금까지 설명은 상부 금형이 유압 프레스 등의 수단에 의해 승강 동작하는 것에 의한 것으로 설명되었으나, 상부 금형과 하부 금형의 역할 및 그에 따른 구성은 서로 상반되어 구성될 수 있음을 물론이다.
도 15는 종래 기술에 의한 단조시 가공물의 상태, 도 16은 본 발명의 단조 금형 장치에 의한 가공물의 상태를 나타낸 것으로서, 도 15와 같이 종래에 의하면 단조 소재(30)의 측면과 상부면의 길이방향 기어부의 경계면에 단조 성형 시 부족한 부분인 결육부가 발생하게 되나, 본 발명의 캠 방식의 인서트금형에 의한 단조를 실시하면 측면에서 내측부(132)가 원소재(20)의 여분의 살을 눌러주어 결육부로 소재가 이동하여 부족한 부분을 메워주거나 또는 성형 과다에 의한 Burr를 눌러주어 단조 성형공정 이후에 추가 가공이 없도록 하여 제조 정밀도를 높일 수가 있다.
이상과 같은 본 발명은 예시된 도면을 참조하여 설명되었지만, 기재된 실시 예에 한정되는 것이 아니고, 본 발명의 사상 및 범위를 벗어나지 않고 다양하게 수정 및 변형될 수 있음은 이 기술의 분야에서 통상의 지식을 가진 자에게 자명하다. 따라서 그러한 수정 예 또는 변형 예들은 본 발명의 특허청구범위에 속한다 하여야 할 것이며, 본 발명의 권리범위는 첨부된 특허청구범위에 기초하여 해석되어야 할 것이다.
10 : 스티어링 랙
11 : 톱니부
20 : 원소재
110 : 상부 금형
111 : 가압 성형부
112 : 인서트 홈부
120 : 하부 금형
121 : 소재 안착부
122 : 인서트 안착부
130 : 인서트 금형
131 : 외측부
132 : 내측부
140 : 결합핀
20 : 원소재
110 : 상부 금형
111 : 가압 성형부
112 : 인서트 홈부
120 : 하부 금형
121 : 소재 안착부
122 : 인서트 안착부
130 : 인서트 금형
131 : 외측부
132 : 내측부
140 : 결합핀
Claims (19)
- 상면에 원소재가 안착되는 소재 안착부 및 상기 소재 안착부의 측방에 상기 소재 안착부와 이어져 형성되는 인서트 안착부가 형성된 하부 금형;
하면에 상기 원소재 상면의 가공 형상이 형성된 가압 성형부 및 상기 가압 성형부의 측방에 상기 가압 성형부와 이어져 형성되는 인서트 홈부가 형성된 상부 금형; 및
상기 인서트 홈부에 삽입되며, 상기 인서트 홈부의 폭보다 작은 폭을 가지는 인서트 금형을 포함하는,
단조 금형 장치. - 청구항 1에 있어서,
상기 인서트 금형의 일 단부는 상기 상부 금형에 회전 가능하게 결합되고, 상기 상부 금형 및 상기 하부 금형이 합형시 상기 인서트 금형이 상기 원소재 측으로 회전 동작하여 상기 인서트 금형의 타 단부가 상기 원소재의 측부를 가압하는 것을 특징으로 하는,
단조 금형 장치. - 청구항 2에 있어서,
상기 인서트 금형의 타 단부는 상기 상부 금형의 하면보다 하방향으로 돌출되며,
상기 인서트 금형의 상기 일 단부의 폭보다 상기 타 단부의 폭이 큰 것을 특징으로 하는,
단조 금형 장치. - 청구항 3에 있어서,
상기 인서트 금형의 타 단부는 볼록면 형상을 가지는 것을 특징으로 하는,
단조 금형 장치. - 청구항 4에 있어서,
상기 인서트 금형의 타 단부는 상기 가압 성형부에 가까운 내측부와 상기 내측부보다 상기 가압 성형부로부터 먼 외측부로 구분되고,
상기 외측부는 볼록면 형상을 가지며 오목면 형상의 상기 인서트 안착부에 안착되고, 상기 내측부는 평탄면 형상을 가지는 것을 특징으로 하는,
단조 금형 장치. - 청구항 5에 있어서,
상기 상부 금형이 하향 동작하여 상기 가압 성형부가 상기 원소재 상면을 가압시, 상기 인서트 금형이 상기 원소재의 측부를 동시에 가압하는 것을 특징으로 하는,
단조 금형 장치. - 청구항 6에 있어서,
상기 하부 금형에는 상기 인서트 안착부가 한 쌍이 대칭적으로 형성되고,
상기 상부 금형에는 상기 인서트 홈부가 한 쌍이 대칭적으로 형성되며,
상기 인서트 금형이 한 쌍이 구비되어, 상기 인서트 홈부에 각각 삽입되는 것을 특징으로 하는,
단조 금형 장치. - 청구항 5에 있어서,
상기 인서트 금형이 상기 원소재 측으로 회전 동작시, 상기 내측부와 상기 상부 금형의 수직 방향의 각도는 10°~45°인 것을 특징으로 하는,
단조 금형 장치. - 청구항 6에 있어서,
상기 인서트 홈부의 폭 방향 양면 중 상기 가압 성형부에 가까운 내측면은 상기 가압 성형부와 이어지며, 상기 내측면보다 상기 가압 성형부로부터 먼 외측면은 상기 상부 금형의 하면과 이어져 형성되는 것을 특징으로 하는,
단조 금형 장치. - 청구항 8에 있어서,
상기 인서트 홈부의 상기 내측면의 입구부는 상기 상부 금형의 하면과 이격된 것을 특징으로 하는,
단조 금형 장치. - 청구항 8에 있어서,
상기 인서트 금형의 상기 내측부의 길이(d)와, 상기 인서트 홈부의 상기 내측면과 상기 외측면이 형성하는 각도(θ)는 다음의 관계가 성립하는 것을 특징으로 하는,
단조 금형 장치.

- 청구항 2에 있어서,
상기 인서트 금형의 상기 일 단부로부터 상기 상부 금형의 저면까지의 높이는 상기 가압 성형부의 홈면으로부터 상기 상부 금형의 저면까지의 높이의 두 배인 것을 특징으로 하는,
단조 금형 장치. - 상면에 원소재가 안착되는 소재 안착부 및 상기 소재 안착부의 측방에 상기 소재 안착부와 이어져 형성되는 인서트 안착부가 형성된 하부 금형;
하면에 상기 원소재 상면의 가공 형상이 형성된 가압 성형부 및 상기 가압 성형부의 측방에 상기 가압 성형부와 이어져 형성되는 인서트 홈부가 형성된 상부 금형; 및
일 단부는 상기 인서트 홈부에 삽입되고, 타 단부는 상기 상부 금형의 하면보다 하방향으로 돌출된 인서트 금형을 포함하는,
단조 금형 장치. - 청구항 13에 있어서,
상기 인서트 금형의 타 단부는 상기 가압 성형부에 가까운 내측부와 상기 내측부보다 상기 가압 성형부로부터 먼 외측부로 구분되고,
상기 외측부는 볼록면 형상을 가지며 오목면 형상의 상기 인서트 안착부에 안착되고, 상기 내측부는 평탄면 형상을 가지는 것을 특징으로 하는,
단조 금형 장치. - 청구항 14에 있어서,
상기 상부 금형이 하향 동작하여 상기 가압 성형부가 상기 원소재 상면을 가압시, 상기 인서트 금형이 상기 원소재의 측부를 동시에 가압하는 것을 특징으로 하는,
단조 금형 장치. - 청구항 15에 있어서,
상기 하부 금형에는 상기 인서트 안착부가 한 쌍이 대칭적으로 형성되고,
상기 상부 금형에는 상기 인서트 홈부가 한 쌍이 대칭적으로 형성되며,
상기 인서트 금형이 한 쌍이 구비되어, 상기 인서트 홈부에 각각 삽입되는 것을 특징으로 하는,
단조 금형 장치. - 청구항 16에 있어서,
상기 인서트 홈부의 폭 방향 양면 중 상기 가압 성형부에 가까운 내측면은 상기 가압 성형부와 이어지며, 상기 내측면보다 상기 가압 성형부로부터 먼 외측면은 상기 상부 금형의 하면과 이어져 형성되는 것을 특징으로 하는,
단조 금형 장치. - 청구항 17에 있어서,
상기 인서트 홈부의 상기 내측면의 입구부는 상기 상부 금형의 하면과 이격된 것을 특징으로 하는,
단조 금형 장치. - 청구항 18에 있어서,
상기 인서트 금형의 상기 일 단부로부터 상기 상부 금형의 저면까지의 높이는 상기 가압 성형부의 홈면으로부터 상기 상부 금형의 저면까지의 높이의 두 배인 것을 특징으로 하는,
단조 금형 장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210080809A KR20220170136A (ko) | 2021-06-22 | 2021-06-22 | 단조 금형 장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210080809A KR20220170136A (ko) | 2021-06-22 | 2021-06-22 | 단조 금형 장치 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220170136A true KR20220170136A (ko) | 2022-12-29 |
Family
ID=84539645
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020210080809A Pending KR20220170136A (ko) | 2021-06-22 | 2021-06-22 | 단조 금형 장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20220170136A (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN119500935A (zh) * | 2024-10-15 | 2025-02-25 | 中国航发北京航空材料研究院 | 一种增加方坯锻件有效尺寸提高变形均匀性的成形方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100815463B1 (ko) | 2003-12-04 | 2008-03-20 | 비숍 이노베이션 리미티드 | 스티어링 랙 제조 |
-
2021
- 2021-06-22 KR KR1020210080809A patent/KR20220170136A/ko active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100815463B1 (ko) | 2003-12-04 | 2008-03-20 | 비숍 이노베이션 리미티드 | 스티어링 랙 제조 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN119500935A (zh) * | 2024-10-15 | 2025-02-25 | 中国航发北京航空材料研究院 | 一种增加方坯锻件有效尺寸提高变形均匀性的成形方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107405669B (zh) | 冲压成型方法以及冲压成型装置 | |
| EP0850711B1 (en) | Process and machine for forging rod-shaped article having deformed portion at an end thereof | |
| JP7381010B2 (ja) | 金属管成形装置及び金属管成形方法 | |
| JP2000144211A (ja) | 粉末成形用の金型及び圧粉体の成形方法並びに切削用のポジチップ | |
| KR20220170136A (ko) | 단조 금형 장치 | |
| JP7172763B2 (ja) | プレス成形装置及びプレス成形方法 | |
| JPH11320013A (ja) | 端部異形棒状製品の鍛造方法および鍛造装置 | |
| CN110756667B (zh) | 一种小空间摇摆打凸结构及其摇摆打凸方法 | |
| CN120133379B (zh) | 应用于台阶零件成形的精冲模具 | |
| JP3199991B2 (ja) | プレス成形用金型装置 | |
| JP2021130129A (ja) | 逐次成形装置及び逐次成形方法 | |
| CN209006593U (zh) | 一种应用于锻造轴类锻件的模具 | |
| CN109746344B (zh) | 轮毂胀形装置及其锁模机构 | |
| KR20120083283A (ko) | 스티어링 랙용 단조 금형 장치 | |
| JP2002307126A (ja) | 歯形の成形方法 | |
| JP2731503B2 (ja) | 閉塞鍛造方法 | |
| JP2002239675A (ja) | 閉塞鍛造金型装置 | |
| CN218224225U (zh) | 冲压成形用模具 | |
| JPS60223632A (ja) | 閉塞鍛造装置 | |
| CN207874738U (zh) | 一种多重缓冲机构的长寿命精密模具 | |
| JP3663646B2 (ja) | 偏心部品の製造方法及びその装置 | |
| JP2756539B2 (ja) | 閉塞鍛造成形装置 | |
| CN214559141U (zh) | 一种模具的钻孔夹持装置 | |
| JP2021062380A (ja) | 金属板加工装置 | |
| JP4538997B2 (ja) | プレス装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13 | Search requested |
Free format text: ST27 STATUS EVENT CODE: A-1-2-D10-D13-SRH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D21 | Rejection of application intended |
Free format text: ST27 STATUS EVENT CODE: A-1-2-D10-D21-EXM-PE0902 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |