KR20230000006A - 협동로봇을 이용하는 부품 체결시스템 및 이의 체결방법 - Google Patents
협동로봇을 이용하는 부품 체결시스템 및 이의 체결방법 Download PDFInfo
- Publication number
- KR20230000006A KR20230000006A KR1020210081290A KR20210081290A KR20230000006A KR 20230000006 A KR20230000006 A KR 20230000006A KR 1020210081290 A KR1020210081290 A KR 1020210081290A KR 20210081290 A KR20210081290 A KR 20210081290A KR 20230000006 A KR20230000006 A KR 20230000006A
- Authority
- KR
- South Korea
- Prior art keywords
- fastening
- robot
- component
- loading
- module component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/16—Program controls
- B25J9/1679—Program controls characterised by the tasks executed
- B25J9/1687—Assembly, peg and hole, palletising, straight line, weaving pattern movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/0084—Program-controlled manipulators comprising a plurality of manipulators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J13/00—Controls for manipulators
- B25J13/08—Controls for manipulators by means of sensing devices, e.g. viewing or touching devices
- B25J13/086—Proximity sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J15/00—Gripping heads and other end effectors
- B25J15/0033—Gripping heads and other end effectors with gripping surfaces having special shapes
- B25J15/0038—Cylindrical gripping surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J15/00—Gripping heads and other end effectors
- B25J15/0052—Gripping heads and other end effectors multiple gripper units or multiple end effectors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J19/00—Accessories fitted to manipulators, e.g. for monitoring, for viewing; Safety devices combined with or specially adapted for use in connection with manipulators
- B25J19/02—Sensing devices
- B25J19/021—Optical sensing devices
- B25J19/023—Optical sensing devices including video camera means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/16—Program controls
- B25J9/1656—Program controls characterised by programming, planning systems for manipulators
- B25J9/1664—Program controls characterised by programming, planning systems for manipulators characterised by motion, path, trajectory planning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/16—Program controls
- B25J9/1656—Program controls characterised by programming, planning systems for manipulators
- B25J9/1669—Program controls characterised by programming, planning systems for manipulators characterised by special application, e.g. multi-arm co-operation, assembly, grasping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/16—Program controls
- B25J9/1674—Program controls characterised by safety, monitoring, diagnostic
- B25J9/1676—Avoiding collision or forbidden zones
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/16—Program controls
- B25J9/1679—Program controls characterised by the tasks executed
- B25J9/1682—Dual arm manipulator; Coordination of several manipulators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Program-controlled manipulators
- B25J9/16—Program controls
- B25J9/1694—Program controls characterised by use of sensors other than normal servo-feedback from position, speed or acceleration sensors, perception control, multi-sensor controlled systems, sensor fusion
- B25J9/1697—Vision controlled systems
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/40—Robotics, robotics mapping to robotics vision
- G05B2219/40584—Camera, non-contact sensor mounted on wrist, indep from gripper
Landscapes
- Engineering & Computer Science (AREA)
- Robotics (AREA)
- Mechanical Engineering (AREA)
- Human Computer Interaction (AREA)
- Multimedia (AREA)
- Automatic Assembly (AREA)
- Manipulator (AREA)
Abstract
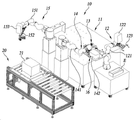
본 개시의 일 실시예에 의하면, 체결대상에 모듈부품을 체결시키는 협동로봇을 이용하는 부품 체결시스템에 있어서, 모듈부품이 정해진 위치에 적재되도록 구비된 지그; 지그 상에 고정적재된 모듈부품을 파지하여, 모듈부품을 체결대상과 체결되는 체결영역으로 이동 및 정렬시키는 로딩로봇; 제1 카메라를 포함하고, 체결대상과 모듈부품을 체결시키는 체결로봇; 및 로딩로봇과 체결로봇의 움직임을 제어하는 제어장치를 포함하는 협동로봇을 이용하는 부품 체결시스템을 제공한다.
Description
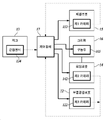
도 2는 본 개시의 일 실시예에 따른 협동로봇을 이용하는 부품 체결시스템의 블록도이다.
도 3는 본 개시의 일 실시예에 따른 도 1의 지그의 사시도이다.
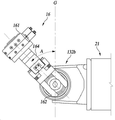
도 4은 본 개시의 일 실시예에 따른 도 1의 로딩로봇 단부에 연결되는 그리퍼의 사시도이다.
도 5는 도 4의 A-A를 기준으로 자른 단면도이다.
도 6는 도 4의 B-B를 기준으로 자른 단면도이다.
도 7은 그리퍼가 원형의 모듈부품을 파지한 상태를 도시한 측면도이다.
도 8 및 도 9은 본 개시의 일 실시예에 따른 협동로봇을 이용하는 부품 체결방법의 흐름도이다.
13: 지그 14: 로딩로봇
15: 체결로봇 16: 그리퍼
20: 컨베이어벨트 21: 체결대상
Claims (15)
- 체결대상에 모듈부품을 체결시키는 협동로봇을 이용하는 부품 체결시스템에 있어서,
상기 모듈부품이 정해진 위치에 적재되도록 구비된 지그;
상기 지그 상에 고정적재된 상기 모듈부품을 파지하여, 상기 모듈부품을 상기 체결대상과 체결되는 체결영역으로 이동 및 정렬시키는 로딩로봇;
제1 카메라를 포함하고, 상기 체결대상과 상기 모듈부품을 체결시키는 체결로봇; 및
상기 로딩로봇과 상기 체결로봇의 움직임을 제어하는 제어장치를 포함하는 협동로봇을 이용하는 부품 체결시스템. - 제1항에 있어서,
상기 지그 상의 정해진 위치로 상기 모듈부품을 적재시키는 부품공급로봇을 더 포함하는 협동로봇을 이용하는 부품 체결시스템. - 제2항에 있어서,
상기 제어장치는,
상기 로딩로봇이 상기 모듈부품을 상기 체결대상에 정렬시킬 때 상기 체결로봇에 배치된 상기 제1 카메라를 이용하여 제어를 수행하는 협동로봇을 이용하는 부품 체결시스템. - 제1항에 있어서,
상기 지그는,
상기 지그 상에 모듈부품이 적재되었는지 여부를 감지하는 근접센서를 더 포함하는 협동로봇을 이용하는 부품 체결시스템. - 제4항에 있어서,
상기 제어장치는,
상기 근접센서로부터 감지신호를 수신해 상기 지그 상에 상기 모듈부품이 적재되었는지 여부를 판단하는 협동로봇을 이용하는 부품 체결시스템. - 제2항에 있어서,
상기 로딩로봇은,
상기 부품공급로봇이 상기 모듈부품을 상기 지그 상에 적재시키는 과정에서, 상기 부품공급로봇의 움직임을 물리적으로 간섭하지 않도록 상기 부품공급로봇의 구동반경에서 떨어진 제1 중간영역에 위치하는 협동로봇을 이용하는 부품 체결시스템. - 제1항에 있어서,
상기 지그는,
상기 모듈부품의 형상에 따라 서로 다른 정해진 위치에 배치되도록 형성된 협동로봇을 이용하는 부품 체결시스템. - 로딩로봇 및 체결로봇을 포함하는 협동로봇을 이용하는 부품 체결방법에 있어서,
모듈부품이 지그 상에 정해진 위치에 적재되었는지 여부를 판단하는 판단과정;
상기 로딩로봇을 제어하여, 상기 모듈부품을 파지하는 파지과정;
상기 모듈부품이 체결영역에서 체결대상에 정렬되도록 상기 로딩로봇을 제어하는 정렬과정; 및
상기 모듈부품이 상기 체결대상에 체결되도록 상기 체결로봇을 제어하는 체결과정
을 포함하는 협동로봇을 이용하는 부품 체결방법. - 제8항에 있어서,
상기 파지과정은,
상기 로딩로봇을 위치기반 제어하여 수행되는 협동로봇을 이용하는 부품 체결방법. - 제8항에 있어서,
상기 정렬과정은,
상기 체결로봇에 배치된 제1 카메라를 이용하여 수집된 비전 정보에 기초하여, 상기 로딩로봇을 제어함으로써 수행되는 협동로봇을 이용하는 부품 체결방법. - 제8항에 있어서,
상기 체결과정은,
상기 체결로봇이, 상기 모듈부품 및 상기 체결대상을 연결하는 복수의 체결부위 중 일부만 체결시키는 부분 체결 과정;
상기 부분 체결 과정 이후 수행되고, 상기 로딩로봇이 상기 체결영역으로부터 후퇴하는 후퇴 과정; 및
상기 후퇴 과정 이후에 수행되고, 상기 체결로봇이 상기 복수의 체결부위 중 나머지를 체결시키는 나머지 체결 과정
을 포함하는 협동로봇을 이용하는 부품 체결방법. - 제8항에 있어서,
상기 판단과정 이전에 부품공급로봇을 제어하여 상기 모듈부품을 지그 상의 정해진 위치에 적재하는 적재과정을 더 포함하는 협동로봇을 이용하는 부품 체결방법. - 제12항에 있어서,
상기 정렬과정 및/또는 상기 체결과정이 수행되는 동안, 상기 적재과정이 수행되는 협동로봇을 이용하는 부품 체결방법. - 제8항에 있어서,
상기 판단과정은,
상기 지그 상에 배치된 근접센서를 이용하여 상기 모듈부품이 상기 정해진 위치에 적재되었는지 여부를 판단하는 협동로봇을 이용하는 부품 체결방법. - 제8항에 있어서,
상기 파지과정 및 상기 정렬과정에서, 상기 로딩로봇의 제어는, 상기 로딩로봇에 배치된 카메라에서 획득된 비전 정보에 기초하여 수행되는 협동로봇을 이용하는 부품 체결방법.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210081290A KR102925398B1 (ko) | 2021-06-23 | 2021-06-23 | 협동로봇을 이용하는 부품 체결시스템 및 이의 체결방법 |
| US17/749,469 US12454057B2 (en) | 2021-06-23 | 2022-05-20 | System for component fastening system using cooperative robot and fastening method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210081290A KR102925398B1 (ko) | 2021-06-23 | 2021-06-23 | 협동로봇을 이용하는 부품 체결시스템 및 이의 체결방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20230000006A true KR20230000006A (ko) | 2023-01-02 |
| KR102925398B1 KR102925398B1 (ko) | 2026-02-10 |
Family
ID=84542069
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020210081290A Active KR102925398B1 (ko) | 2021-06-23 | 2021-06-23 | 협동로봇을 이용하는 부품 체결시스템 및 이의 체결방법 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US12454057B2 (ko) |
| KR (1) | KR102925398B1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025127806A1 (ko) * | 2023-12-11 | 2025-06-19 | 주식회사 뉴로메카 | 협동로봇을 이용한 연성 케이블과 커넥터를 조립하는 조립 시스템 및 협동로봇을 이용한 연성 케이블과 커넥터의 조립 방법 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12263605B2 (en) * | 2022-09-21 | 2025-04-01 | GM Global Technology Operations LLC | Collaborative dual-robot hinge installation system including a single multi-purpose vision system |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110048649A1 (en) * | 2008-01-30 | 2011-03-03 | Honda Motor Co., Ltd | Tire mounting device, tire mounting method, working device, and working method |
| US10968051B1 (en) * | 2019-06-21 | 2021-04-06 | Amazon Technologies, Inc. | Adjustable robotic end of arm tool for multiple object handling |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003062727A (ja) * | 2001-04-26 | 2003-03-05 | Fuji Photo Film Co Ltd | 組立装置 |
| JP5248409B2 (ja) | 2009-05-15 | 2013-07-31 | 本田技研工業株式会社 | バンパビーム取付け装置及びバンパビーム取付け方法 |
| CN104608128A (zh) * | 2013-11-01 | 2015-05-13 | 精工爱普生株式会社 | 机器人、控制装置、机器人系统、以及机器人控制方法 |
| JP2015226966A (ja) | 2014-06-02 | 2015-12-17 | 日産自動車株式会社 | 溶接部品の製造方法 |
| JP6555271B2 (ja) | 2014-11-06 | 2019-08-28 | 日産自動車株式会社 | 自動車の開閉部品の取り付け装置及び取り付け方法 |
| WO2016119829A1 (en) | 2015-01-28 | 2016-08-04 | Abb Schweiz Ag | Multiple arm robot system and method for operating a multiple arm robot system |
| JP6650147B2 (ja) * | 2016-02-02 | 2020-02-19 | 三菱重工業株式会社 | 航空機パネル製造方法及び航空機パネル製造システム |
| JP6674529B2 (ja) | 2016-02-26 | 2020-04-01 | 株式会社Fuji | ロボットアーム制御システム |
| JP6811635B2 (ja) | 2017-02-10 | 2021-01-13 | 川崎重工業株式会社 | ロボットシステム及びその制御方法 |
| JP6974976B2 (ja) | 2017-08-02 | 2021-12-01 | 川崎重工業株式会社 | 複数のロボットを用いた製品製造システム |
| CN110869164A (zh) * | 2017-11-07 | 2020-03-06 | 三菱重工业株式会社 | 加工装置及加工方法 |
| JP7111633B2 (ja) * | 2019-01-18 | 2022-08-02 | ファナック株式会社 | 加工品の自動三次元測定検査システム |
| EP3831550B8 (en) * | 2019-12-03 | 2022-10-26 | Komp-Act Sa | Electromagnetically actuated clamping gripper |
-
2021
- 2021-06-23 KR KR1020210081290A patent/KR102925398B1/ko active Active
-
2022
- 2022-05-20 US US17/749,469 patent/US12454057B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110048649A1 (en) * | 2008-01-30 | 2011-03-03 | Honda Motor Co., Ltd | Tire mounting device, tire mounting method, working device, and working method |
| US10968051B1 (en) * | 2019-06-21 | 2021-04-06 | Amazon Technologies, Inc. | Adjustable robotic end of arm tool for multiple object handling |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025127806A1 (ko) * | 2023-12-11 | 2025-06-19 | 주식회사 뉴로메카 | 협동로봇을 이용한 연성 케이블과 커넥터를 조립하는 조립 시스템 및 협동로봇을 이용한 연성 케이블과 커넥터의 조립 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102925398B1 (ko) | 2026-02-10 |
| US20220410396A1 (en) | 2022-12-29 |
| US12454057B2 (en) | 2025-10-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3015219B1 (en) | Automatic component loading system | |
| US9713870B2 (en) | System and method for locating vehicle components relative to each other | |
| JP6219901B2 (ja) | ワークの向きを調整可能な仮置き装置 | |
| US12479102B2 (en) | Apparatus and method for piston insertion | |
| EP2363250A2 (en) | Production system comprising a workpiece stocker, a dual-arm robot and a second robot | |
| KR20180112851A (ko) | 로봇용 이펙터 유닛, 로봇을 포함하는 작업 장치 및 로봇의 이펙터 교환 방법 | |
| US12454057B2 (en) | System for component fastening system using cooperative robot and fastening method thereof | |
| US12263576B2 (en) | Robot system for automated assembly of modular component | |
| JP2013006231A (ja) | 自動組立装置および自動組立装置による部品組立方法 | |
| KR20230000476A (ko) | 그리퍼 및 이를 포함하는 협동로봇 | |
| CN110919686A (zh) | 加工系统 | |
| WO2017182937A1 (en) | Robot automatic assembling system and method | |
| JP2020066067A (ja) | ロボットハンドおよびロボットシステム | |
| US20180085916A1 (en) | Hand device | |
| KR20190000430A (ko) | 양팔 로봇 시스템 | |
| JP2008221438A (ja) | ロボットハンド、及びロボット | |
| KR102742279B1 (ko) | 얼라이너 장치 및 가공부품의 위치 어긋남 보정방법 | |
| CN110024509B (zh) | 部件安装装置及其控制方法 | |
| KR20230027431A (ko) | 체결툴 | |
| JP5580031B2 (ja) | 自動機による位置出し方法及び自動機の位置出し装置 | |
| JP5737584B2 (ja) | ロボットとそのワーク把持方法 | |
| KR20160150359A (ko) | 워크 장착 로봇 제어 시스템 및 방법 | |
| CN113275476B (zh) | 一种用于钣金加工的自动取料机器人系统 | |
| CN115805608A (zh) | 夹紧装置 | |
| KR20230027961A (ko) | 배터리 탈부착 장치 및 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D21 | Rejection of application intended |
Free format text: ST27 STATUS EVENT CODE: A-1-2-D10-D21-EXM-PE0902 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13 | Pre-grant limitation requested |
Free format text: ST27 STATUS EVENT CODE: A-2-3-E10-E13-LIM-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11 | Amendment of application requested |
Free format text: ST27 STATUS EVENT CODE: A-2-2-P10-P11-NAP-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| D22 | Grant of ip right intended |
Free format text: ST27 STATUS EVENT CODE: A-1-2-D10-D22-EXM-PE0701 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| F11 | Ip right granted following substantive examination |
Free format text: ST27 STATUS EVENT CODE: A-2-4-F10-F11-EXM-PR0701 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-2-2-U10-U11-OTH-PR1002 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| Q13 | Ip right document published |
Free format text: ST27 STATUS EVENT CODE: A-4-4-Q10-Q13-NAP-PG1601 (AS PROVIDED BY THE NATIONAL OFFICE) |