LU87913A1 - Cassette a bande magnetique - Google Patents
Cassette a bande magnetique Download PDFInfo
- Publication number
- LU87913A1 LU87913A1 LU87913A LU87913A LU87913A1 LU 87913 A1 LU87913 A1 LU 87913A1 LU 87913 A LU87913 A LU 87913A LU 87913 A LU87913 A LU 87913A LU 87913 A1 LU87913 A1 LU 87913A1
- Authority
- LU
- Luxembourg
- Prior art keywords
- ribs
- base plate
- housing
- tape cassette
- casing
- Prior art date
Links
- 230000015572 biosynthetic process Effects 0.000 claims 1
- 239000011347 resin Substances 0.000 description 6
- 229920005989 resin Polymers 0.000 description 6
- 239000000843 powder Substances 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- 239000012467 final product Substances 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 239000012260 resinous material Substances 0.000 description 2
- 230000007547 defect Effects 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
Classifications
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B23/00—Record carriers not specific to the method of recording or reproducing; Accessories, e.g. containers, specially adapted for co-operation with the recording or reproducing apparatus ; Intermediate mediums; Apparatus or processes specially adapted for their manufacture
- G11B23/02—Containers; Storing means both adapted to cooperate with the recording or reproducing means
- G11B23/04—Magazines; Cassettes for webs or filaments
- G11B23/08—Magazines; Cassettes for webs or filaments for housing webs or filaments having two distinct ends
- G11B23/087—Magazines; Cassettes for webs or filaments for housing webs or filaments having two distinct ends using two different reels or cores
- G11B23/08707—Details
- G11B23/08785—Envelopes
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B23/00—Record carriers not specific to the method of recording or reproducing; Accessories, e.g. containers, specially adapted for co-operation with the recording or reproducing apparatus ; Intermediate mediums; Apparatus or processes specially adapted for their manufacture
- G11B23/02—Containers; Storing means both adapted to cooperate with the recording or reproducing means
- G11B23/04—Magazines; Cassettes for webs or filaments
- G11B23/08—Magazines; Cassettes for webs or filaments for housing webs or filaments having two distinct ends
- G11B23/087—Magazines; Cassettes for webs or filaments for housing webs or filaments having two distinct ends using two different reels or cores
- G11B23/08707—Details
- G11B23/08728—Reels or cores; positioning of the reels in the cassette
Landscapes
- Packaging Of Annular Or Rod-Shaped Articles, Wearing Apparel, Cassettes, Or The Like (AREA)
Description
CASSETTE A BANDE MAGNETIQUE
ARRIERE-PLAN DE L'INVENTION DOMAINE DE L'INVENTION.
La présente invention concerne une cassette à bande magnétique pour une cassette à bande réutilisable pouvant être employée pour les applications audio et vidéo. Plus particulièrement, la présente invention concerne la construction de demi-boîtiers pour le boîtier d'une cassette à bande magnétique ou d'une cassette à bande à effacer.
DESCRIPTION DE L'ETAT ANTERIEUR DE LA TECHNIQUE.
Une cassette à bande magnétique classique, utilisable par exemple pour les applications vidéo, comprend un boîtier formé d'une paire de demi-boîtiers supérieur et inférieur et de moyeux de bobines montés à pivot dans le boîtier pour enrouler et dérouler une bande magnétique, les moyeux de bobines étant placés dans le boîtier. Pour que les moyeux de bobines puissent être montés à pivot dans le boîtier, des zones de bobines relativement grandes sont pratiquées dans la partie centrale de la surface intérieure de la plaque de base de chacun des demi-boîtiers, si bien que les moyeux de bobines sur lesquels la bande magnétique est enroulée y sont positionnés. Toutefois, lorsque les parties réservées aux bobines, qui occupent la majeure partie de la plaque de base, sont disposées avec une grande épaisseur de paroi, il faut une quantité relativement importante de résine, ce qui augmente le poids du boîtier ainsi fabriqué. De plus, de la poudre de résine est susceptible d'être produite par suite du frottement mutuel entre le boîtier et les moyeux de bobines parce que les zones de bobines viennent en contact avec les moyeux de bobines par un contact de surface.
Les inventeurs de cette demande de brevet ont proposé, dans la demande de modèle d'utilité japonaise n° 155636/1988, une invention dans laquelle un certain nombre de nervures sont formées dans les zones de bobines de la surface intérieure de la plaque de base des demi-boîtiers, de façon à obtenir des redans qui diminuent sensiblement l'épaisseur de la paroi des demi-boîtiers.
Toutefois, dans les demi-boîtiers ayant un certain nombre de nervures pratiquées dans les zones de bobines des demi-boîtiers il existait une difficulté quant à l'aspect extérieur du produit ainsi formé, susceptible de provoquer facilement une irrégularité de brillance de la surface extérieure des plaques de base aux positions correspondant aux nervures formées dans la surface intérieure des plaques de base. La difficulté précitée d’irrégularité de la brillance peut être plus ou moins éliminée en formant une surface rugueuse sur la surface extérieure des plaques de base. Toutefois, ceci constitue une restriction à la conception des demi-boîtiers et il existe également une limitation pour la détermination de la rugosité de la surface extérieure des demi-boîtiers. De plus, dans le cas où la profondeur des redans formés en formant les nervures est petite, une quantité de résine utilisée pour le moulage par injection du demi-boîtier ne peut pas être fortement réduite et il n'est pas efficace de réduire le poids du boîtier.
RESUME DE L'INVENTION.
La présente invention a pour objet de proposer une cassette à bande magnétique dans laquelle le poids du boîtier est réduit en réduisant la quantité de résine utilisée pour former ce boîtier: la quantité de poudre de résine produite par suite du contact des moyeux de bobines avec la surface de la paroi intérieure du boîtier peut être réduite : il n'y a pas d'irrégularité de brillance de la surface extérieure du boîtier et celui-ci a un excellent aspect extérieur, en améliorant la construction des demi-boîtiers qui a un certain nombre de nervures dans les zones de bobines.
L'objectif précité, et d'autres encore conformes à la présente invention, ont été réalisés en concevant une cassette à bande magnétique comprenant un boîtier formé d'un demi-boîtier supérieur et d'un demi-boîtier inférieur, avec des moyeux de bobines montés à pivot dans le boîtier pour enrouler et dérouler une bande magnétique, au moins l'un des demi-boîtiers supérieur et inférieur comportant des nervures dans les zones des bobines dans la surface intérieure de la plaque de base, si bien qu'un certain nombre de redans sont formés par les nervures, caractérisé en ce que la profondeur des redans produits en formant les nervures est modifiée en fonction du degré de rugosité de la surface extérieure de la plaque de base et déterminée par les impératifs de la conception du demi-boîtier ayant les nervures.
BREVE DESCRIPTION DES FIGURES.
L'invention ainsi que ses avantages particuliers seront mieux compris à l'examen de la description détaillée ci-après, envisagée en rapport avec les figures en annexe, qui représentent respectivement:
La figure 1, une vue agrandie en coupe transversale partiellement coupée d'un mode de réalisation du demi-boîtier inférieur constituant le boîtier d'une cassette à bande vidéo de type VHS et correspondant à la vue en coupe transversale de la figure 2;
La figure 2 est une vue montrant la surface intérieure du demi-boîtier inférieur;
La figure 3 est une vue montrant la surface extérieure du demi-boîtier inférieur;
La figure 4 est une vue en perspective montrant l'aspect extérieur de la cassette à bande vidéo de la présente invention; et
La figure 5 est une vue en plan d'un demi-boîtier supérieur à assembler avec le demi-boîtier inférieur pour former la cassette à bande vidéo.
DESCRIPTION DETAILLEE DU MODE DE REALISATION PREFERE.
ün mode de réalisation de la cassette à bande magnêtigue de la présente invention sera décrit en se référant aux figures.
La figure 1 est une vue agrandie en coupe transversale partiellement coupée du demi-boîtier inférieur constituant le boîtier d'une cassette vidéo de type VHS (la vue en coupe transversale correspond à la partie prise suivant une ligne A-A de la figure 2); la figure 2 est une vue en plan montrant la surface intérieure du demi-boîtier inférieur et la figure 3 est une vue en plan montrant la surface extérieure du demi-boîtier inférieur. Dans les figures 1 à 3, le numéro de référence 10 désigne un demi-boîtier inférieur fabriqué en matériau résineux, et le numéro 12 désigne la partie de la plaque de base du demi-boîtier inférieur 10 ayant une forme rectangulaire. Une paroi extérieure circonfêrencielle 16 est formée sur quatre parties latérales de la plaque de base 12, de façon à entourer la surface intérieure 14 de la plaque de base 12 et de faire saillie perpendiculairement à la surface intérieure 14. Un certain nombre de nervures de type différent sont disposées sur la surface intérieure 14, de façon à faire saillie perpendiculairement à celle-ci. Les zones de bobines 18 (18a, 18b) sont formées en s'étendant vers les côtés droit et gauche, depuis la partie centrale de la surface intérieure 14 de la plaque de base, où un moyeu de bobine pour enrouler une bande magnétique et un moyeu de bobine pour dérouler une bande magnétique doivent être disposés. Des nervures annulaires 20 (20a, 20b) sont formées pour entourer les zones de bobines 18a, 18b. Les orifices 22 (22a, 22b) à travers lesquels passent les éléments d'entraînement pour entraîner les moyeux de bobines sont réalisés dans chaque partie centrale des zones de bobines 18, du côté droit et du côté gauche (18a, 18b). Une nervure cylindrique 26 est formée près d'une partie en retrait, pour une source lumineuse 24 qui est formée dans la partie rétrécie de la zone avant tournée vers la tête magnétique de l'unité d'entraînement du demi-boîtier inférieur 10. La nervure cylindrique 26 sert à connecter le demi-boîtier inférieur 10 à un demi-boîtier supérieur 46. D'autres nervures de connexion, qui sont les mêmes que celles d'une cassette à bande magnétique classique, sont formées à l'extérieur des nervures annulaires 28.
Un certain nombre de nervures longitudinales et latérales 28 (28a, 28b) sont formées sur les zones de bobines 18, de façon à se croiser les unes les autres à environ 90° et d'obtenir ainsi des nervures disposées en réseau. Si les nervures longitudinales et latérales sont disposées en réseau, on obtient des redans 30.
Chaque nervure de bord circulaire 32 (32a, 32b) est formée à chacun des orifices 22 (22a, 22b) pour entraîner les moyeux de bobine, de façon à s'étendre jusqu'au même niveau que la hauteur des nervures 28a, 28b constituant les réseaux. L'angle de croisement des nervures longitudinales et des nervures latérales n'est pas nécessairement de 90° mais tout angle souhaité peut être choisi.
Par conséquent, si on dispose les nervures longitudinales et latérales 28a, 28b en forme de réseau dans les zones de bobines 18a, 18b en formant ainsi un certain nombre de redans 30, les parties de la plaque de base 28 correspondant à la partie de base des redans 30 présentent une épaisseur de paroi réduite. Par conséquent, une certaine quantité du matériau résineux utilisé pour former la plaque de base peut être faible et le poids du demi-boîtier inférieur peut être réduit.
De plus, les nervures disposées en forme de réseau sont totalement connectées à la partie principale de la plaque de base 12 qui a une épaisseur réduite, si bien que la rigidité de la plaque de base 12 n'est pas diminuée, tandis que la flexibilité est améliorée.
La surface extérieure 34 de la plaque de base du demi-boîtier inférieur 10 est rendue rugueuse, si bien que les irrégularités de brillance de la surface extérieure passent inaperçues. Par exemple, une partie située à l'orifice de chargement de bande 36, qui est un côté depuis la partie centrale de la plaque de base, est entièrement soumise à une finition de surface satinée, tandis que l'autre partie est entièrement soumise à une finition de surface linéaire pour former des reliefs linéaires 40. A la figure 3, l'indication de la partie 38 avec finition satinée a été supprimée.
Le degré de rugosité de la surface extérieure est déterminé de façon à avoir 2,5 ± 0,3 fm par rapport à la rugosité moyenne de l'axe Ra, ou 17,5 ± 2 psa par rapport à la rugosité moyenne du point plus Rz, compte tenu de l'aspect souhaité pour le produit final.
La profondeur des redans 30 qui sont produits en formant les nervures 28a, 28b disposées en forme de réseau est modifiée de façon à correspondre au degré de rugosité de la surface extérieure 34 de la plaque de base, qui doit être basé sur les impératifs de la conception du produit final. Plus particulièrement, des redans 30a plus profonds sont formés dans la surface intérieure 14 de la plaque de base, de façon à correspondre à la surface extérieure où la partie à finition satinée 38 est formée, comme le montre la figure 1, tandis que la profondeur L1 des redans 30a atteint 25% de l'épaisseur de la paroi I» de la plaque de base 12. D'autre part, la profondeur des redans 30b correspondant à la partie de la surface extérieure où les reliefs linaires 40 sont formés est plus grande que la profondeur des redans 30a. La profondeur L2 des redans 30b atteint 35% de l'épaisseur de paroi L de la plaque de base. Par exemple, si l'épaisseur de paroi L de la plaque de base 12 est de 2 mm, la profondeur L1 des redans 30a correspondant à la partie de la surface extérieure où la surface à finition satinée 38 est formée est de 0,5 mm, et la profondeur L2 des redans 30b correspondant à la partie où les reliefs linéaires 40 sont formés est de 0,7 mm. A la figure 3, le numéro de référence 42 désigne une rainure pour ajuster un dérouleur de bande qui est formé en passant à travers un orifice 44 de fonctionnement d'un verrou de moyeu.
Le tableau 1 reproduit les données avec le brillant de la surface des demi-boîtiers inférieurs,comme échantillons, dont chacun d'eux a la plaque de base de 2 mm d'épaisseur, gui est le même que le demi-boîtier inférieur 12 précité. Dans ce tableau, la rugosité de surface et la profondeur des redans formés par les nervures par rapport à chacun des demi-boîtiers inférieurs soumis à la finition de surface satinée et à la finition à relief linéaire sont indiquées.
TABLEAU 1
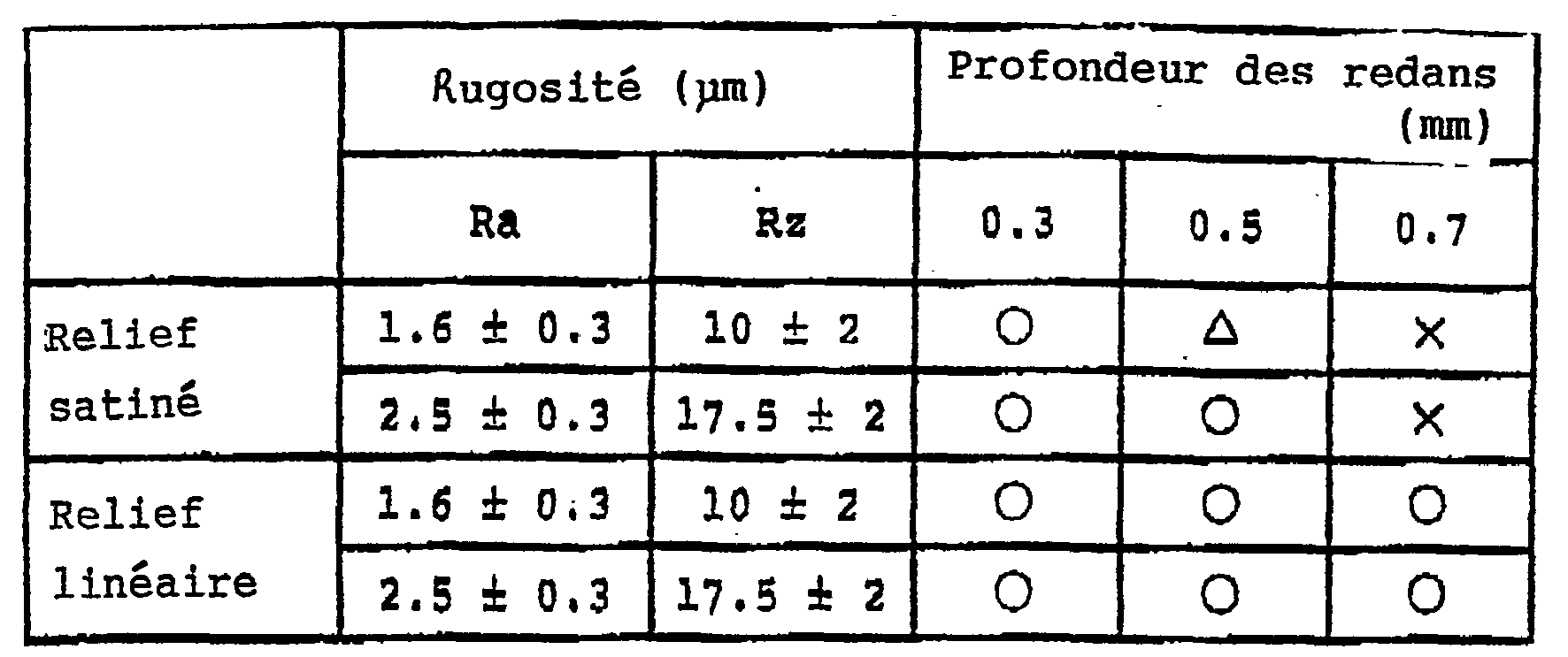
O : pas d'irrégularité de brillance X : l'irrégularité de brillance existe toujours ^ : l'irrégularité de brillance existe parfois
Ce tableau indique clairement que si la profondeur des redans formés par les nervures est modifiée de façon à correspondre au degré de rugosité de la surface extérieure de la plaque de base du demi-boîtier inférieur, il n'en résulte aucune irrégulartitê de brillance sur la surface extérieure et le poids du demi-boîtier inférieur peut être réduit, tout en pouvant appliquer un degré de rugosité approprié à la surface extérieure, de façon à obtenir un aspect convenable du produit final. Dans ce cas, le degré de rugosité de surface de la surface extérieure de la plaque de base est, de préférence, de 2,5 ± 0,3 yUm rapportés à la rugosité moyenne de l'axe, ou 17,5 ± 2 pm rapportés à la rugosité moyenne du point plus où la profondeur des redans formés par les nervures longitudinales et latérales est d'au moins 25% de l'épaisseur de paroi L de la plaque de base 12 du demi-boîtier inférieur. Plus particulièrement, si la partie à finition de surface satinée 38 est formée dans la surface extérieure 34 de la plaque de base 12 du demi-boîtier inférieur 10 tandis que la partie à finition satinée 38 a le degré de rugosité de surface précité, il est préférable que la profondeur L1 des redans 30a formés par les nervures 28 disposées en forme de réseau soit de 25% de l'épaisseur de paroi L de la plaque de base 12. De plus, si des reliefs linéaires 40 sont formés, il est préférable que la profondeur L2 des redans 30b soit d'au moins 35% de l'épaisseur de paroi L de la plaque de base 12.
La figure 4 est une vue en perspective représentant l'aspect extérieur d'une cassette vidéo de type VHS dans laquelle le demi-boîtier précité 12 est utilisé, et la figure 5 est une vue en plan montrant la surface intérieure du demi-boîtier supérieur de la cassette.
Dans les figures 4 et 5, le numéro de référence 46 désigne le demi-boîtier supérieur qui est assemblé au demi-boîtier inférieur 12, et le numéro 48 désigne un panneau de garde. Le demi-boîtier supérieur 46 est équipé de zones de bobines 46a à la partie centrale de la surface intérieure de la plaque de base 46b. Une nervure annulaire 46c entoure chacune des zones de bobines 46a dans lesquelles sont formées les nervures 46d en forme de réseau, tandis qu'un certain nombre de redans 46e est formé. Dans le demi-boîtier supérieur 46, il n'existe pas de nervures en forme de réseau dans une partie centrale rectangulaire large 46f, qui est entre les fenêtres d'observation de la quantité de bande magnétique 52a, 52b qui est respectivement en dehors des zones de bobines,.et des ressorts sont disposés dans cette partie de façon à pousser les moyeux de bobines, et la surface extérieure correspondant à la partie centrale rectangulaire large 46f est utilisée comme zone pour étiquette. De plus, dans le demi-boîtier supérieur 46, la majeure partie 56, excepté de petites zones autour des fenêtres d'observation de la quantité de bande 52a, 52b et la zone d'étiquette 54 qui sont formées dans la partie centrale de la surface extérieure 50 de la plaque de base, est réalisée de façon à avoir une surface rugueuse, et une surface à finition satinée et/ou une surface à relief linéaire est formée de manière souhaitable dans la partie principale de la plaque de base, Une bande magnétique enroulée sur les moyeux de bobines du côté d'alimentation et d'enroulement est disposée dans le boîtier 58, qui est formé en assemblant les demi-boîtiers supérieur et inférieur 46, 10. Le panneau de garde 48 recouvre l'orifice de chargement de bande 36.
Lorsque la cassette à bande magnétique ainsi formée est montée sur un dérouleur si bien que chacun des moyeux est entraîné, les bobines de bande viennent en contact avec les surfaces intérieures 14 des demi-boîtiers supérieur et inférieur 46, 10 et d'autres éléments. Dans ce cas, le contact entre ou parmi ceux-ci est un contact linaire parce que des nervures en forme de réseau 28 sont formées dans les zones de bobines 18.
Par conséquent, la surface de contact est faible et la quantité de poudre résultant du frottement mutuel est donc également faible.
Les nervures en forme de réseau précitées peuvent être formées au moins dans les zones de bobines des deux boîtiers supérieur et inférieur ou dans l'un d'eux, si bien qu'un certain nombre de redans sont formés dans les zones de bobines.
La présente invention peut être appliquée à une cassette à bande audio, une cassette à bande effaçable ou une cassette à bande d'un autre type, ainsi qu'à une cassette à bande vidéo.
Par conséquent, et conformément à la présente invention, un nombre requis de nervures est forme dans les zones de bobines d'au moins un demi-boîtier, de façon à former un certain nombre de redans. Par conséquent, la quantité de résine utilisée pour former les demi-boîtiers peut être réduite, en réduisant ainsi le poids du produit moulé. De plus, la quantité de poudre produite par suite du frottement mutuel entre les moyeux de bobines et le demi-boîtier peut être réduite, de façon à améliorer la fiabilité et éliminer les défauts d'enregistrement. De plus, la profondeur des redans est modifiée de façon à correspondre au degré de rugosité de la surface extérieure, qui est basé sur les impératifs de la conception du produit moulé, tandis que l'apparition d'irrégularités de brillance de la surface du boîtier peut être éliminée et que l'on peut obtenir un boîtier ayant un excellent aspect et un faible poids.
Il est évident que de nombreuses modifications et variantes de la présente invention sont réalisables, compte tenu de la description ci-dessus. Il est donc entendu que l'invention peut être mise en pratique autrement que décrit en particulier ci-dessus, tout en restant dans le cadre des revendications en annexe.
Claims (3)
1. Cassette à bande magnétique comprenant un boîtier formé de demi-boitiers supérieur et inférieur et de moyeux de bobines montés à pivot dans le boîtier, de façon à enrouler et dérouler une bande magnétique, au moins l'un desdits demi-boîtiers supérieur et inférieur ayant des nervures dans les zones de bobine dans la surface intérieure de la plaque de base, si bien qu'un certain nombre de redans sont formés par les nervures, caractérisée en ce que la profondeur des redans produits par la formation de nervures est modifiée en fonction du degré de rugosité de la surface extérieure de la plaque de base, qui est déterminé par les impératifs de conception du demi-boîtier ayant les nervures.
2. Cassette à bande magnétique selon la revendication 1, dans laquelle le degré de rugosité de la surface extérieure de la plaque de base est de 2,5 ±0,3 ura par rapport à la rugosité moyenne de l'axe, ou 17,5 ± 2 um rapportés à la rugosité moyenne du point plus, et la profondeur des redans produits en formant les nervures est au moins égale à 25% de l'épaisseur de paroi de la plaque de base du demi-boîtier.
3. Cassette à bande magnétique selon la revendication 2, dans laquelle la profondeur des redans produits par les nervures est d'au moins 25% lorsqu'une finition de surface satinée est réalisée sur la surface extérieure de la plaque de base du demi-boîtier, ou que la profondeur est d'au moins 35% lorsqu'une partie à relief linéaire est formée.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP1990035384U JPH03130072U (fr) | 1990-03-30 | 1990-03-30 | |
| JP3538490 | 1990-03-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| LU87913A1 true LU87913A1 (fr) | 1992-03-11 |
Family
ID=12440409
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| LU87913A LU87913A1 (fr) | 1990-03-30 | 1991-03-27 | Cassette a bande magnetique |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US5189583A (fr) |
| JP (1) | JPH03130072U (fr) |
| LU (1) | LU87913A1 (fr) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2547477Y2 (ja) * | 1992-05-06 | 1997-09-10 | 富士写真フイルム株式会社 | 磁気テープカセット |
| JP3135986B2 (ja) * | 1992-06-09 | 2001-02-19 | ティーディーケイ株式会社 | テープカセット |
| JPH06243636A (ja) * | 1993-02-15 | 1994-09-02 | Sony Corp | テープカートリッジのカバー |
| KR200149470Y1 (ko) * | 1993-09-28 | 1999-06-15 | 장용균 | 비디오 테이프 카세트의 케이스 내부구조 |
| JP3492477B2 (ja) * | 1996-08-27 | 2004-02-03 | Tdk株式会社 | テープカセット |
| JP4124384B2 (ja) * | 1998-05-15 | 2008-07-23 | 富士フイルム株式会社 | 磁気テープカートリッジ |
| US6271991B1 (en) * | 1999-06-11 | 2001-08-07 | Quantum Corporation | Tape cartridge |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5387625A (en) * | 1977-01-12 | 1978-08-02 | Sumitomo Electric Ind Ltd | Output printing system of information processing unit |
| JPS60154384A (ja) * | 1984-01-25 | 1985-08-14 | Victor Co Of Japan Ltd | テ−プカセツト |
| JPS60202582A (ja) * | 1984-03-27 | 1985-10-14 | Sony Corp | テ−プカセツト |
| JPH0413804Y2 (fr) * | 1984-11-02 | 1992-03-30 | ||
| US5089924A (en) * | 1989-12-18 | 1992-02-18 | Minnesota Mining And Manufacturing Company | Tape cassette with wear pad comprising polyolefin sheet and polyamide adhesive layer |
-
1990
- 1990-03-30 JP JP1990035384U patent/JPH03130072U/ja active Pending
-
1991
- 1991-03-21 US US07/673,079 patent/US5189583A/en not_active Expired - Lifetime
- 1991-03-27 LU LU87913A patent/LU87913A1/fr unknown
Also Published As
| Publication number | Publication date |
|---|---|
| US5189583A (en) | 1993-02-23 |
| JPH03130072U (fr) | 1991-12-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5997976A (en) | Etched mold surface for use in making light-readable discs | |
| FR2563505A3 (fr) | Recipient d'emballage pour une bobine de bande, en particulier dans une cassette de bande | |
| FR2605783A1 (fr) | T ete magnetique d'enregistrement/lecture en couches minces et son procede de realisation | |
| EP0407244A1 (fr) | ProcédÀ© de fabrication de têtes magnétiques planaires par alvéolage d'une plaquette non magnétique, et têtes magnétiques obtenues par un tel procédé | |
| LU87913A1 (fr) | Cassette a bande magnetique | |
| FR2541248A3 (fr) | Cassette de bande a boitier sensiblement parallelepipedique, en deux parties, et fenetre pour celle-ci | |
| EP0357600A1 (fr) | Videocassette | |
| EP0300109A2 (fr) | Ensemble pochette-boîtier inviolable pour prêt ou vente | |
| US4945440A (en) | Tape cassette with transparent reel viewing windows and laminated three-color construction | |
| FR2538938A1 (fr) | Cassette a bande magnetique dont les elements contiennent des matieres ceramiques, synthetiques ou un melange des deux | |
| FR2479528A1 (fr) | Cassette video perfectionnee | |
| US6181516B1 (en) | Tape cassette | |
| US5398881A (en) | Lightweight video cassette cartridge | |
| CA1321021C (fr) | Tete magnetique d'enregistrement lecture et procede de realisation | |
| CN1141686A (zh) | 用于磁带卷盘的平衡式卷盘毂 | |
| FR2668639A1 (fr) | Cassette de bande magnetique. | |
| JPS6338465Y2 (fr) | ||
| FR2656724A1 (fr) | Bobine a bande en une seule piece, cassette qui la contient et leur procede de fabrication. | |
| JPS639882Y2 (fr) | ||
| FR2787055A3 (fr) | Procede de moulage par injection, utilisation de ce procede pour la fabrication de grilles de haut-parleurs et grille en matiere plastique moulee | |
| JP2001210054A (ja) | テープカセット | |
| US7518828B2 (en) | Data storage diskette with recessed base drive zone and/or tapered cover label zone | |
| JPH0624064Y2 (ja) | テープカセット | |
| JPH0341347Y2 (fr) | ||
| JP2003217171A (ja) | 光記録媒体およびその製造方法 |