RU2006309C1 - Способ производства труб и полых профилей - Google Patents
Способ производства труб и полых профилей Download PDFInfo
- Publication number
- RU2006309C1 RU2006309C1 SU5008539A RU2006309C1 RU 2006309 C1 RU2006309 C1 RU 2006309C1 SU 5008539 A SU5008539 A SU 5008539A RU 2006309 C1 RU2006309 C1 RU 2006309C1
- Authority
- RU
- Russia
- Prior art keywords
- container
- workpiece
- pressure
- sealed
- die
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 3
- 238000007789 sealing Methods 0.000 claims abstract description 4
- 239000007788 liquid Substances 0.000 claims abstract description 3
- 239000012530 fluid Substances 0.000 claims description 4
- IHPYMWDTONKSCO-UHFFFAOYSA-N 2,2'-piperazine-1,4-diylbisethanesulfonic acid Chemical compound OS(=O)(=O)CCN1CCN(CCS(O)(=O)=O)CC1 IHPYMWDTONKSCO-UHFFFAOYSA-N 0.000 claims 1
- 239000007990 PIPES buffer Substances 0.000 claims 1
- 238000000034 method Methods 0.000 abstract description 10
- 239000002184 metal Substances 0.000 abstract description 2
- 229910052751 metal Inorganic materials 0.000 abstract description 2
- 238000007493 shaping process Methods 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
Images
Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
Использование: в обработке металлов давлением. Сущность изобретения: в контейнер помещают полую заготовку между матрицей и пресс-штемпелем. Герметизируют контейнер при перемещении пресс-штемпеля и распрессовке заготовки по матрице. Затем в конце процесса герметизации подают в контейнер порцию жидкости от автономного источника, и после этого выдавливают заготовку. 1 ил.
Description
Изобретение относится к обработке металлов давлением, в частности к способам выдавливания деталей.
Наиболее близким к изобретению является способ производства труб и полых профилей, при котором в контейнере с рабочей жидкостью размещают полую заготовку между матрицей и пресс-штемпелем, герметизируют контейнер и выдавливают заготовку из контейнера через отверстие матрицы [1] .
Основным недостатком известного способа является неизбежная распрессовка заготовки на первых 15 - 18% рабочего хода пресса. Это вызывает непосредственный контакт заготовки со стенками контейнера и поверхностью иглы, что в свою очередь приводит к увеличению давления на стенки контейнера и повышению трения между заготовкой, стенками контейнера и иглой, а следовательно, к необходимости увеличения на 15 - 20% рабочего усилия пресса.
Целью изобретения является повышение экономичности процесса и снижение массы контейнера путем исключения распрессовки заготовки.
Для достижения этой цели при выполнении способа заготовку получают с плоскими торцами, герметизируют контейнер путем деформирования заготовки за счет перемещения пресс-штемпеля на величину не более половины толщины стенки заготовки и в момент окончания герметизации контейнера повышают давление рабочей жидкости в нем путем введения дополнительного объема жидкости от автономного источника высокого давления до величины давления, превышающей давление распрессовки заготовки.
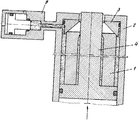
На чертеже показано устройство для выполнения способа.
Способ осуществляют следующим образом.
Полую заготовку 1 помещают в контейнер 2, заполненный жидкостью, между матрицей 3 и пресс-штемпелем 4. Герметизируют контейнер при перемещении пресс-штемпеля на величину не более половины толщины стенки заготовки путем формовки торца заготовки о матрицу 3. В конце процесса герметизации повышают давление в контейнере 2 от автономного источника 5 высокого давления до величины, превышающей давление распрессовки заготовки. После этого выдавливают изделие. (56) 1. Авторское свидетельство СССР N 956124, кл. B 21 C 23/08, 1981.
Claims (1)
- СПОСОБ ПРОИЗВОДСТВА ТРУБ И ПОЛЫХ ПРОФИЛЕЙ, при котором в контейнере размещают полую заготовку между матрицей и пресс-штемпелем, герметизируют контейнер и выдавливают заготовку из контейнера через отверстие матрицы, отличающийся тем, что заготовку получают с плоскими торцами, герметизируют контейнер путем деформирования заготовки за счет перемещения пресс-штемпеля на величину не более половины толщины стенки заготовки и в момент окончания герметизации контейнера повышают давление рабочей жидкости в нем путем введения дополнительного объема жидкости от автономного источника высокого давления до величины давления, превышающей давление распрессовки заготовки.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU5008539 RU2006309C1 (ru) | 1991-11-05 | 1991-11-05 | Способ производства труб и полых профилей |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU5008539 RU2006309C1 (ru) | 1991-11-05 | 1991-11-05 | Способ производства труб и полых профилей |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2006309C1 true RU2006309C1 (ru) | 1994-01-30 |
Family
ID=21588492
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| SU5008539 RU2006309C1 (ru) | 1991-11-05 | 1991-11-05 | Способ производства труб и полых профилей |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2006309C1 (ru) |
-
1991
- 1991-11-05 RU SU5008539 patent/RU2006309C1/ru active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4472955A (en) | Metal sheet forming process with hydraulic counterpressure | |
| CN202701098U (zh) | 一种双向精冲模具 | |
| CN1045912C (zh) | 多通管的塑挤胀形工艺及其模具 | |
| RU2006309C1 (ru) | Способ производства труб и полых профилей | |
| RU2045367C1 (ru) | Способ формообразования труб и полых профилей | |
| SU1303220A1 (ru) | Штамп дл выт жки | |
| JPS56136245A (en) | Formation of frame pipe for bicycle | |
| RU2089324C1 (ru) | Способ изготовления заготовок типа стаканов | |
| RU1794525C (ru) | Способ получени изделий | |
| RU2010648C1 (ru) | Способ гидростатической штамповки полых деталей | |
| RU1803249C (ru) | Способ получени ступенчатых деталей со сквозным отверстием | |
| RU2016682C1 (ru) | Способ непрерывного прессования заготовок и устройство для его осуществления | |
| RU2102173C1 (ru) | Способ изготовления полых деталей с фланцем и устройство для его осуществления | |
| SU1697918A1 (ru) | Способ прессовани профильной заготовки и инструмент дл его осуществлени | |
| SU984600A1 (ru) | Инструмент к прессу дл гидростатического прессовани изделий | |
| RU2402401C1 (ru) | Способ объемной горячей штамповки деталей типа стаканов и чаш | |
| SU863075A2 (ru) | Штамп дл выт жки | |
| RU2019356C1 (ru) | Способ получения деталей изотермической штамповкой | |
| SU821017A1 (ru) | Способ изготовлени деталей с боко-ВыМи ОТРОСТКАМи | |
| SU1209357A1 (ru) | Устройство дл деформировани заготовок | |
| JPS636297B2 (ru) | ||
| SU846032A1 (ru) | Способ изготовлени изделий | |
| SU1292862A1 (ru) | Способ изготовлени полых тонкостенных изделий | |
| SU841697A1 (ru) | Способ штамповки тройников и кресто-ВиН из ТОНКОСТЕННыХ зАгОТОВОК | |
| SU1484425A1 (ru) | Способ пр мого гор чего квазигидродинамического прессовани |