RU2013161C1 - Способ формообразования коробчатых изделий и устройство для его осуществления - Google Patents
Способ формообразования коробчатых изделий и устройство для его осуществления Download PDFInfo
- Publication number
- RU2013161C1 RU2013161C1 SU5016212A RU2013161C1 RU 2013161 C1 RU2013161 C1 RU 2013161C1 SU 5016212 A SU5016212 A SU 5016212A RU 2013161 C1 RU2013161 C1 RU 2013161C1
- Authority
- RU
- Russia
- Prior art keywords
- movable plate
- bending
- stamp
- clamp
- punch
- Prior art date
Links
Images



Landscapes
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
Изобретение относится к обработке металлов давлением и может быть использовано при производстве коробчатых изделий типа моек. Цель - улучшение качества загибки внутрь края борта деталей с полузамкнутым контуром. Движение подвижных плит штампов с матрицами производится под углом 45относительно прямых участков контура деталей. Деталь установлена на пуансоны, закрепленные на неподвижных плитах. Перемещение подвижных плит штампов осуществляется в горизонтальной плоскости гидроприводами, вынесенными из зоны установки и съема детали. 2 с. п. ф-лы, 4 ил.
Description
Изобретение относится к обработке металла давлением, в частности к загибке вовнутрь края борта полузамкнутого контура, например, мойки стальной, штампами на прессе.
Известен способ загибки края борта плоских деталей незамкнутого контура перемещением гибочных пуансонов в поперечном направлении относительно матриц.
Известен способ и устройство, содержащее раму в виде связанных стержнями двух плит, на одной из которых установлен силовой цилиндр, перемещающий по стержням траверсу, а на другой плите - пуансон, взаимодействующий с поворотными инструментами. Для обеспечения изготовления изделий коробчатого сечения устройство снабжено матрицей, охватывающей прижим и шарнирно установленными на другой плите дополнительными силовыми цилиндрами и штоками [1] .
Недостатком известного способа и устройства для загибки листовых заготовок заключается в том, что они не обеспечивают одновременную загибку на угловом участке и на прилегающих к нему боковых участках детали.
Для достижения одновременной загибки более половины передней части, радиуса и всей боковой стороны борта, подвижная плита штампа, установленного на автономном приспособлении, с матрицей и прижимом перемещается под углом 45о относительно прямых участков борта взаимодействуя с пуансоном.
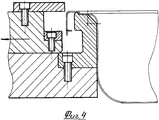
На фиг. 1 дано устройство, рабочие части штампа которого в замкнутом положении, поперечный разрез; на фиг. 2 - вид сверху устройства на две позиции, загибка борта с правой и левой стороны мойки (движение подвижных плит штампов под углом 45о); на фиг. 3 - расположение пуансонов и матриц в момент окончания процесса загибки, что соответствует фиг. 1, разрез; на фиг. 4 - расположение пуансонов и матриц до начала и после загибки края борта.
Устройство состоит из двух штампов (левого и правого), имеющих неподвижные плиты 1 с закрепленными на них пуансонами 2 и направляющими 3, подвижных плит 4 с матрицами 5 и прижимами 6, станины 7 с насосными станциями 8, гидроцилиндрами 9, электрошкафом и кнопочной станцией 10.
Устройство работает следующим образом. Обрабатываемая деталь, например мойка, устанавливается чашей в окно штампа полкой на пуансон 2. После установки детали включается насосная станция 8 на рабочий и обратный ход штока гидроцилиндра 9, перемещающего подвижную плиту 4 штампа под углом 45о относительно прямых участков борта мойки. Подвижная плита 4 прижимом 6 подает и прижимает одновременно более половины передней, радиусную и боковую части борта и матрицей 5 загибает край прижатого борта. ( см. фиг. 3).
Обратным ходом штока гидроцилиндра 9 подвижная плита 4 отводится в положение, соответствующее фиг. 4, и останавливается до следующего включения кнопочной станцией 10. Забортованная с левой стороны на более половины длины контура деталь передается на правый штамп, а на левом - устанавливается следующая деталь, цикл повторяется одновременным включением обоих насосных станций 8 на рабочий и обратный ход штоков гидроцилиндров 9. Забортованная по всему контуру деталь передается на следующую операцию, например, приварку технологических скоб.
Claims (2)
1. Способ формообразования коробчатых деталей, например стальных штампованных моек, включающий загибку вовнутрь края борта мойки на автономном устройстве, отличающийся тем, что загибку производят одновременно на угловом участке и на прилегающих к нему боковых участках.
2. Устройство для формообразования коробчатых деталей, выполненное в виде установленного на станине штампа, содержащего пуансон прямоугольной формы, подвижные и неподвижные плиты, прижим и привод в виде силового цилиндра, отличающееся тем, что оно снабжено дополнительным штампом, выполненным аналогично имеющемуся, каждый штамп в свою очередь снабжен направляющими, расположенными в горизонтальной плоскости под углом 45o к стенкам пуансона, подвижные плиты установлены в этих направляющих, прижим и матрица размещены на подвижной плите, а привод перемещения подвижной плиты выполнен в виде цилиндров, установленных в одной плоскости с подвижной плитой вне зоны установки и съема детали.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU5016212 RU2013161C1 (ru) | 1991-07-01 | 1991-07-01 | Способ формообразования коробчатых изделий и устройство для его осуществления |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU5016212 RU2013161C1 (ru) | 1991-07-01 | 1991-07-01 | Способ формообразования коробчатых изделий и устройство для его осуществления |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2013161C1 true RU2013161C1 (ru) | 1994-05-30 |
Family
ID=21591384
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| SU5016212 RU2013161C1 (ru) | 1991-07-01 | 1991-07-01 | Способ формообразования коробчатых изделий и устройство для его осуществления |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2013161C1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115945558A (zh) * | 2022-12-31 | 2023-04-11 | 中国电建集团贵州电力设计研究院有限公司 | 一种在野外对高压铁塔上镀锌杆件去毛刺的装置及其使用方法 |
-
1991
- 1991-07-01 RU SU5016212 patent/RU2013161C1/ru active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115945558A (zh) * | 2022-12-31 | 2023-04-11 | 中国电建集团贵州电力设计研究院有限公司 | 一种在野外对高压铁塔上镀锌杆件去毛刺的装置及其使用方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3653293A (en) | Press unloader | |
| KR910007926B1 (ko) | 헤밍장치 | |
| US5623849A (en) | Vertically adjustable tool actuators for a single stage finishing press | |
| RU2013161C1 (ru) | Способ формообразования коробчатых изделий и устройство для его осуществления | |
| CN216779925U (zh) | 一种金属件高效冲压成型机床 | |
| SU1440580A1 (ru) | Устройство дл гибки П-образных изделий | |
| JPH06328134A (ja) | 金属板を曲げる方法及びこの方法を実施するためのプレスブレーキ | |
| RU2102170C1 (ru) | Гибочно-правильный станок | |
| CN219581534U (zh) | 一种金属零部件加工用冲压机 | |
| US5632180A (en) | Method of and apparatus for producing corrugated sheet with plane-parallel outer edge surfaces | |
| CN110202384A (zh) | 金属板材可调式单边滚压双角成型一体的数控加工机 | |
| US3832881A (en) | Workpiece translation mechanism | |
| CN111036763B (zh) | 一种汽车零件生产线用自动化冲压设备及使用方法 | |
| EP1311373B1 (en) | Punching apparatus, particularly suitable for forming labels and such foil elements | |
| CN210306701U (zh) | 一种金属板材可调式单边滚压双角成型一体的数控加工机 | |
| SU1699345A3 (ru) | Устройство дл изготовлени изделий с выпукло-вогнутым рельефом из листового металла | |
| CN117772915B (zh) | 一种载体外壳的冲压弯折装置及系统 | |
| SU501808A1 (ru) | Устройство дл гибки листовых заготовок | |
| CN215543935U (zh) | 一种塔机顶升横梁中c形框架的折弯机 | |
| CN219561096U (zh) | 一种高精度钣金件多道折弯装置 | |
| RU2036054C1 (ru) | Устройство для вырубки уголков | |
| CN223476040U (zh) | 一种具有送料定位机构的冲床 | |
| CN219766526U (zh) | 一种多功能移动式组合冲床 | |
| SU1639828A1 (ru) | Листогибочный пресс | |
| SU1579602A1 (ru) | Машина дл двусторонней гибки кромок панелей |