RU2043908C1 - Автомат для контроля и резки трубчатой оболочки - Google Patents
Автомат для контроля и резки трубчатой оболочки Download PDFInfo
- Publication number
- RU2043908C1 RU2043908C1 SU5059781A RU2043908C1 RU 2043908 C1 RU2043908 C1 RU 2043908C1 SU 5059781 A SU5059781 A SU 5059781A RU 2043908 C1 RU2043908 C1 RU 2043908C1
- Authority
- RU
- Russia
- Prior art keywords
- cutting
- shell
- control
- control rod
- measuring
- Prior art date
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 22
- 230000007246 mechanism Effects 0.000 claims abstract description 20
- 230000002950 deficient Effects 0.000 claims description 3
- 238000000034 method Methods 0.000 claims description 2
- 238000011089 mechanical engineering Methods 0.000 abstract description 2
- 239000000126 substance Substances 0.000 abstract 1
- 230000011664 signaling Effects 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000001960 triggered effect Effects 0.000 description 1
Images


Landscapes
- Length Measuring Devices With Unspecified Measuring Means (AREA)
Abstract
Изобретение относится к машиностроению, а именно, к абразивной резке материала на мерные длины, и может использоваться в автомобилестроении для контроля на наличие гарантированного отверстия и резки длинномерной трубчатой гибкой оболочки. Автомат содержит станину 1 с механизмом подачи контролирующего стержня (К, С) 2, мерную трубу 3 с размещенной в ней оболочкой, устройство центровки К, С, механизм абразивной резки оболочки 5 с кругом 6, поворотный лоток 7, пневмопривод 8, датчик брака оболочки по внутреннему диаметру, датчик поворотного упора. Повышение точности резки достигается заключением отрезаемой части оболочки, надеваемой на К С, в жесткую неподвижную мерную трубу, выполненную с открывающимся дном, а перемещающийся К С ограничен дополнительной неподвижной трубой, расположенной соосно с первой. 4 ил.
Description
Изобретение относится к машиностроению, а именно к абразивной резке материала на мерные длины. Изобретение может быть использовано в любой отрасли народного хозяйства, в частности в автомобилестроении для контроля на наличие гарантированного отверстия и резки на мерные длины трубчатой длинномерной гибкой оболочки.
Известно устройство для резки трубчатой гибкой оболочки на мерные длины (авт.св. 880701, кл. B 24 B 27/06), содержащее станину с механизмом подачи и резки оболочки, которое снабжено мерно-контрольным механизмом, выполненным в виде контролирующего стержня с приводом его подачи, кареткой и ползуном, на котором жестко закреплен кронштейн с упором, предназначенным для взаимодействия с кареткой и концевыми выключателями, один из которых установлен с возможностью взаимодействия с контролирующим стержнем и предназначен для управления процессом резки бракованных оболочек, а другой установлен с возможностью взаимодействия с кареткой и предназначен для управления процессом резки годных оболочек.
Недостатком указанного устройства является ненадежность мерно-контрольного механизма из-за низкой устойчивости контролирующего стержня к продольному изгибу при воздействии осевой силы и как следствие невозможность автоматизации процесса контроля и резки длинномерных оболочек.
Известно также устройство для резки длинномерных трубчатых оболочек, содержащее станину с механизмом подачи и резки оболочки, поворотный лоток разбраковки, мерно-контрольный механизм с приводом его подачи, концевой выключатель, предназначенный для взаимодействия с контролирующим стержнем и управления процессом резки бракованных оболочек. Устройство снабжено направляющей, установленной на станине, на которой размещены с возможностью перемещения на ней на роликах два кронштейна, соединенные трубой, внутри которой размещен контролирующий стержень, центрированный узлом фиксации.
Недостатком указанного устройства является низкая точность перемещения трубы с контролирующим стержнем с помощью роликов. Динамические удары трубы приводят к сбоям центровки стержня относительно отверстия оболочки; для уменьшения динамических ударов требуется снижение скорости подачи трубы с контролирующим стержнем, что приводит к уменьшению производительности. Данная конструкция требует повышенной мощности привода мерно-контрольного механизма. Отсутствие точной фиксации длины отрезаемых оболочек и необходимость использования усложненного устройства подачи оболочки также снижает производительность устройства, а поданная фиксированная длина подаваемой оболочки имеет дополнительную погрешность расположения из-за возможных прогибов оболочки, начиная от узла подачи оболочки до начала трубы с контролирующим стержнем.
Целью изобретения является повышение точности резки, упрощение конструкции и повышение производительности.
Это достигается тем, что мерная труба установлена неподвижно и выполнена с открывающимся дном, а перемещающийся контролирующий стержень ограничен дополнительной неподвижной трубой, расположенной соосно с первой. Кроме того, на мерной трубе установлен упор, связанный с датчиком.
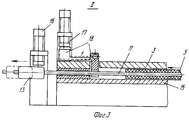
На фиг.1 изображен автомат без подающего устройства, общий вид; на фиг.2 узел I на фиг.1 (с исходным положением контролирующего стержня); на фиг.3 узел II на фиг.1 (с перемещенным контролирующим стержнем в мерную трубу в момент подачи оболочки); на фиг.4 схема подачи оболочки с образованием дополнительного прогиба.
Автомат состоит из станины 1, на которой соосно закреплены неподвижная труба 2, мерная труба 3 и механизм 4 центровки и зажима оболочки 5, а также механизм абразивной резки с кругом 6. Ниже расположены пневматический механизм поворотного разбраковочного лотка 7, пневмопривод 8 полиспастной системы, связанный с помощью цепи 9 и ползуна 10 с подпружиненным контролирующим стержнем 11, на котором жестко закреплены упор 12 и сигнализатор 13 брака, ограниченные сверху съемной крышкой 14.
Автомат содержит пневматический механизм открывания дна 15, бесконтактный датчик 16 брака по внутреннему диаметру 16; смонтированные на одном корпусе датчик 17 и поворотный упор 18. Подающее устройство оболочки представлено в виде роликовой подачи с приводным от электродвигателя роликом 19 и прижимным роликом, закрепленным на поворотном рычаге, который шарнирно связан с пневмоприводом 20. На механизмах абразивной резки, открывания дна, поворотного лотка, имеющих пневматический привод, установлены датчики крайнего положения.
Автомат работает следующим образом. Контролирующий стержень 11 с помощью пневмопривода перемещается в мерную трубу 3, свободный его конец центрируется в устройстве 4, при этом датчик 16 брака получает сигнал о подаче контролирующего стержня от сигнализатора 13 и срабатывает пневмопривод 20 механизма подачи оболочки.
Оболочка надевается на контролирующий стержень 11, а своим передним концом производит перемещение поворотного упора 18 до крайнего положения, датчик 17 получает сигнал на срабатывание зажима оболочки в механизме 4, и после кратковременного интервала дает команду на отключение привода оболочки. Затем идет команда на отвод контролирующего стержня и на начало подачи вращающегося абразивного круга 6 для отрезки мерной длины оболочки.
По окончании резки срабатывает датчик крайнего положения абразивного круга, открывается дно 15 и годная оболочка, отрезанная на заданный размер, выпадает через лоток 7 в тару. Величина отрезаемых длин оболочек регулируется смещением по мерной трубе конечного упора 18 с датчиком 17.
При браке оболочки по проходимости внутреннего диаметра подпружиненный контролирующий стержень 11 с закрепленным на нем сигнализатором 13 сдвигается от усилия подачи оболочки и снимает сигнал с датчика 16. В результате чего идет команда на прекращение подачи, зажим оболочки в механизме центровки 4, резку и поворот лотка 7. Бракованный участок оболочки сбрасывается в другую тару.
Повышение точности резки достигается заключением отрезаемой части оболочки, надеваемой на контролирующий стержень, в жесткую систему неподвижно установленной мерной трубы, причем оболочка доводится до упора, а с целью исключения инерционности подающего устройства предусматривается определенный прогиб оболочки за узлом резки с последующей фиксацией отрезаемой мерной части оболочки. При неподвижно установленной мерной трубе упрощается механизм подачи контролирующего стержня, появляется возможность увеличения скорости его подачи, что приводит к повышению производительности автомата. При использовании предлагаемого автомата снижаются требования к механизму подачи оболочки, как к устройству, подающему на мерные длины, что позволяет упростить конструкцию и увеличить скорость подачи оболочки и, таким образом, повысить производительность автомата.
Claims (1)
- АВТОМАТ ДЛЯ КОНТРОЛЯ И РЕЗКИ ТРУБЧАТОЙ ОБОЛОЧКИ, содержащий размещенные на станине механизм подачи и резки оболочки, мерно-контрольный механизм, выполненный в виде контролирующего стержня с приводом его подачи и датчиком управления процессом резки бракованных оболочек, мерную трубу, предназначенную для размещения отрезаемых оболочек, и поворотный лоток разбраковки, отличающийся тем, что автомат снабжен дополнительной трубой, установленной соосно с мерной трубой и предназначенной для размещения контролирующего стержня, а мерная труба установлена неподвижно и снабжена открывающимся дном, при этом на мерной трубе установлен с возможностью перемещения введенный в автомат поворотный упор с датчиком.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU5059781 RU2043908C1 (ru) | 1992-06-19 | 1992-06-19 | Автомат для контроля и резки трубчатой оболочки |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU5059781 RU2043908C1 (ru) | 1992-06-19 | 1992-06-19 | Автомат для контроля и резки трубчатой оболочки |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2043908C1 true RU2043908C1 (ru) | 1995-09-20 |
Family
ID=21612121
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| SU5059781 RU2043908C1 (ru) | 1992-06-19 | 1992-06-19 | Автомат для контроля и резки трубчатой оболочки |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2043908C1 (ru) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106863402A (zh) * | 2017-03-21 | 2017-06-20 | 欧阳庆丰 | 一种铁氟龙管精密自动裁切设备及方法 |
| CN106945099A (zh) * | 2017-03-21 | 2017-07-14 | 欧阳庆丰 | 一种铁氟龙管精密全自动裁切设备及方法 |
| CN112139585A (zh) * | 2020-09-25 | 2020-12-29 | 安徽普蓝滤清器设备有限公司 | 一种滤清器外壳加工的切割装置 |
-
1992
- 1992-06-19 RU SU5059781 patent/RU2043908C1/ru active
Non-Patent Citations (1)
| Title |
|---|
| Авторское свидетельство СССР N 1349973, кл. B 24B 27/06, 1987. * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106863402A (zh) * | 2017-03-21 | 2017-06-20 | 欧阳庆丰 | 一种铁氟龙管精密自动裁切设备及方法 |
| CN106945099A (zh) * | 2017-03-21 | 2017-07-14 | 欧阳庆丰 | 一种铁氟龙管精密全自动裁切设备及方法 |
| CN108515556A (zh) * | 2017-03-21 | 2018-09-11 | 欧阳庆丰 | 一种铁氟龙管精密自动裁切方法 |
| CN108544544A (zh) * | 2017-03-21 | 2018-09-18 | 欧阳庆丰 | 一种铁氟龙管精密全自动裁切方法 |
| CN112139585A (zh) * | 2020-09-25 | 2020-12-29 | 安徽普蓝滤清器设备有限公司 | 一种滤清器外壳加工的切割装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4378966A (en) | Apparatus for controlling a pipe-cutting device | |
| US4467508A (en) | Machine for cutting of armored or reinforced hoses | |
| RU2043908C1 (ru) | Автомат для контроля и резки трубчатой оболочки | |
| US4995406A (en) | Apparatus and method for opening a reel of paper stripping | |
| US4591405A (en) | Apparatus for truncating continuously formed tubes | |
| US3822621A (en) | Method and apparatus for cutting elongate articles | |
| US5679069A (en) | Device for removing the anus of slaughtered animals | |
| JPH1170408A (ja) | ワイヤ切断装置用の解放アセンブリ | |
| US4108034A (en) | Snap cutter apparatus for paper tubes | |
| JP3740210B2 (ja) | 棒材供給機の棒材搬送量検出装置 | |
| US6851641B1 (en) | Dual head wire winding machine with single wire transfer arm | |
| US5201328A (en) | Method and apparatus for the production of coaxial tobacco or filter rods and coaxial tobacco or filter rod made by said method | |
| SU1349973A1 (ru) | Устройство дл резки трубчатой оболочки | |
| SU846007A1 (ru) | Автомат дл навивки проволочныхСпиРАлЕй и РАзРЕзАНи иХ HA чАСТи | |
| JPS5823781A (ja) | ウエブロ−ルの外径検知装置 | |
| SU795765A1 (ru) | Зажимной механизм | |
| US3123316A (en) | Speed matching device for flying splicer | |
| EP0650777A1 (en) | A method for the production and forwarding for wrapping of rolls of strip material, particularly sheet metal, and a cutting device usable in this method | |
| JP2891689B1 (ja) | 線材切断装置 | |
| CN223352860U (zh) | 一种冷镦机自动去料头机构 | |
| SU437559A1 (ru) | Устройство дл навивки спирали | |
| SU586997A1 (ru) | Устройство дл регистрации засоров | |
| JPH0736943Y2 (ja) | 線材の定尺送給装置 | |
| SU941075A1 (ru) | Устройство дл приварки ленты | |
| SU425775A1 (ru) | Летучий трубоотрезной станок |