RU2071904C1 - Устройство для суперфинишной обработки - Google Patents
Устройство для суперфинишной обработки Download PDFInfo
- Publication number
- RU2071904C1 RU2071904C1 RU92005403A RU92005403A RU2071904C1 RU 2071904 C1 RU2071904 C1 RU 2071904C1 RU 92005403 A RU92005403 A RU 92005403A RU 92005403 A RU92005403 A RU 92005403A RU 2071904 C1 RU2071904 C1 RU 2071904C1
- Authority
- RU
- Russia
- Prior art keywords
- bars
- holder
- axis
- axle
- center
- Prior art date
Links
- 239000012530 fluid Substances 0.000 claims description 2
- 230000000737 periodic effect Effects 0.000 abstract description 3
- 230000000694 effects Effects 0.000 abstract description 2
- 238000011089 mechanical engineering Methods 0.000 abstract description 2
- 230000005484 gravity Effects 0.000 abstract 1
- 239000011435 rock Substances 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 239000007788 liquid Substances 0.000 description 4
- 239000002173 cutting fluid Substances 0.000 description 3
- 239000012809 cooling fluid Substances 0.000 description 2
- 238000013016 damping Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 125000001145 hydrido group Chemical group *[H] 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 238000002203 pretreatment Methods 0.000 description 1
- 230000009182 swimming Effects 0.000 description 1
Images
Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
Использование: для суперфинишной обработки поверхностей, имеющих двойную кривизну, например, желобов шариковых подшипников. Сущность: устройство содержит плавающий набор брусков 3, помещенных в державку 4, одетую по скользящей посадке на ось 5 с возможностью качания. Ось 5 имеет полость 6, которая заполнена воздухом, и установлена с возможностью возвратно-поступательного движения и качания относительно центра желоба. Возвратно-поступательное движение ограничено упором 11. За счет взаимной подвижности брусков 3 и перемещения всего пакета брусков в державке 4 и возможности качания самой державки 4, ось качания брусков 0-0 всегда будет совпадать с центром того желоба, который в настоящее время находится на обработке. Воздух, находящийся в полости 6 оси 5, служит демпфером для абразивных брусков 3 при наличии любой нежелательной периодической нагрузки. 2 ил.
Description
Изобретение относится к области машиностроения и может быть использовано в подшипниковой промышленности для суперфинишной обработки поверхностей, имеющих двойную кривизну, например желобов шариковых подшипников.
Наиболее близким к заявляемому является устройство для суперфинишной обработки [1] содержащее державку, контактирующую в рабочем положении с неподвижным упором и, установленный в ней с возможностью постоянного поджима жидкостью к обрабатываемой поверхности, пакет абразивных брусков.
Однако, в известном устройстве производится перемещение при наладке оси качания пакета брусков с целью совмещения ее с центром кривизны обрабатываемой детали и отсутствует возможность гашения возникающих периодических динамических нагрузок брусков, отрицательно действующих на обрабатываемую поверхность.
Задачей предполагаемого изобретения является создание устройства для обработки вогнутых сферических поверхностей без искажения профиля обрабатываемой поверхности.
Поставленная задача достигается тем, что устройство для суперфинишной обработки, содержащее привод качательного движения относительно оси, проходящей через центр кривизны обрабатываемой поверхности, и державку для размещения пакета абразивных брусков, соединенную каналом с источником рабочей среды под давлением и установленную с возможностью перемещения до неподвижного упора, снабжено полой осью, связанной с приводом качательного движения и расположенной параллельно оси качания последнего, при этом держатель установлен на полой оси с возможностью поворота относительно нее, а связь державки с источником рабочей среды осуществлена через полость оси.
Возможность качания державки на оси и перемещение и качание самой оси позволяют пакету абразивных брусков самоустанавливаться по обрабатываемому желобу независимо от расположения центра желоба любого кольца по отношению к центру качания державки. Кроме того, воздух, подаваемым в полость оси, служит демпфером для пакета брусков, на который воздействует жидкость для создания постоянного давления брусков на обрабатываемую поверхность. При наличии, например, биения или любой другой периодической динамической нагрузки столб жидкости воздействует на воздух, который, сжимаясь, гасит нежелательные колебания.
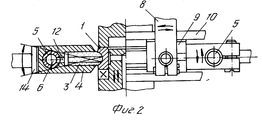
На фиг. 1 изображен общий вид устройства в рабочем положении, на фиг. 2
горизонтальный разрез устройства.
горизонтальный разрез устройства.
Устройство содержит обрабатываемое кольцо 1, находящееся на гидроопоре 2, плавающий набор брусков 3, помещенных в державку 4, которая одета по скользящей посадке на ось 5, имеющей полость 6, заполненную воздухом. Верхним концом ось 5 закреплена в коленчатом рычаге 7, установленном с возможностью качания относительно центра желоба от водила 8 и возвратно-поступательного движения от ползуна 9 по направляющим 10. Возвратно-поступательное движение ползунов 9 ограничено упором 11. Ось О1-О1 качания оси 5 может не совпадать с осью О-О, проходящей через центр обрабатываемого кольца 1, но контакт брусков 3 с поверхностью желоба и их давление на обрабатываемую поверхность не нарушается за счет взаимного перемещения брусков 3 и плавания всего пакета брусков 3 в державке 4 от давления смазочно-охлаждающей жидкости. Смазочно-охлаждающая жидкость подается в полость державки 4 через отверстие 12 в оси 5 от гибкого шланга 13. Качательное движение державки 4 ограничено упором 14, закрепленным на оси 5.
Устройство работает следующим образом.
Кольцо 1 начинает вращаться на гидроопоре 2. Затем ползун 8 перемещают вправо до упора 11 (фиг. 1). При этом перемещается вправо коленчатый рычаг 7 с водилом 8, осью 5 и державкой 4. При перемещении правой и левой головок к обрабатываемому кольцу 1, водила 8 фиксируют в положении перпендикулярно к направляющим 10, поэтому бруски 3 всегда попадают в желоб, а т.к. державка 4 может поворачиваться на доли градуса относительно оси 5 (качательное движение), этим достигается самоустановка брусков 3 по центру желоба, т.е. автоматически учитывается смещение желоба относительно торцев кольца 1. После подвода ползуна 9 к упору 11 по шлангу 13 через отверстие 12 в оси 5 подается под контролируемым давлением смазочно-охлаждающая жидкость в полость державки 4. Смазочно-охлаждающая жидкость поджимает абразивные бруски 3 к поверхности желоба, а упоры 11 способствуют замыканию всей массы головки на станину станка и, следовательно, на обрабатываемый желоб воздействует только масса брусков 3, подпружиненная сжатым воздухом, находящимся в полости 6 оси 5, через смазочно-охлаждающую жидкость. Привод качания (на схеме не показан) водила 8 сообщает качательное движение державке 4 с брусками 3. При этом нет необходимости совмещать ось качания О1-О1 с осью О-О, проходящей через центр кривизны обрабатываемой детали 1, т.к. за счет взаимной подвижности брусков 3 и перемещения всего пакета брусков в державке 4, ось качания брусков О-О всегда будет совпадать с центром кривизны детали, которая в настоящее время находится на обработке. Во время обработки, когда смазочно-охлаждающая жидкость воздействует на абразивные бруски 3, воздух, находящийся в полости 6 оси 5, сжимается, оказывая демпфирующее воздействие на абразивные бруски 3 при наличии малых перемещений брусков в пакете и всего пакета в державке, которые возникают при обработке желобов с отклонениями от средних размеров, но находящихся в пределах допуска на размеры желоба.
Расположение демпфера в непосредственной близости от нерабочих концов брусков обеспечивает постоянство давления брусков на обрабатываемую поверхность, снимает динамические нагрузки на желоб при биении кольца на гидроопоре, а масса несжимаемой жидкости в подводящих трубопроводах на малые перемещения брусков не влияет. После окончания предварительной обработки снимают давление в полости 6 и отводят левую головку в исходное положение. Правую головку ползуном 9 подают влево до упора 11 и повторяют весь цикл идентично работе левой головки с использованием брусков меньшей зернистости. После окончания чистовой обработки правую головку ставят в исходное положение, как показано на фиг. 1 и 2 (правая сторона). Обработанное кольцо снимают, в загрузке на гидроопору 2 одевают новое кольцо, подают в зону обработки, цикл повторяют.
Claims (1)
- Устройство для суперфинишной обработки, содержащее привод качательного движения относительно оси, проходящей через центр кривизны обрабатываемой поверхности, и державку для размещения пакета абразивных брусков, соединенную каналом с источником рабочей среды под давлением и установленную с возможностью перемещения до неподвижного упора, отличающееся тем, что устройство снабжено полой осью, связанной с приводом качательного движения и расположенной параллельно оси качания последнего, при этом держатель установлен на полой оси с возможностью поворота относительно нее, а связь державки с источником рабочей среды осуществлена через полость оси.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU92005403A RU2071904C1 (ru) | 1992-11-10 | 1992-11-10 | Устройство для суперфинишной обработки |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU92005403A RU2071904C1 (ru) | 1992-11-10 | 1992-11-10 | Устройство для суперфинишной обработки |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU92005403A RU92005403A (ru) | 1995-05-10 |
| RU2071904C1 true RU2071904C1 (ru) | 1997-01-20 |
Family
ID=20131847
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU92005403A RU2071904C1 (ru) | 1992-11-10 | 1992-11-10 | Устройство для суперфинишной обработки |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2071904C1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104647168A (zh) * | 2015-01-30 | 2015-05-27 | 华南理工大学 | 一种具有曲面微沟槽结构的飞行体及其制造方法 |
-
1992
- 1992-11-10 RU RU92005403A patent/RU2071904C1/ru active
Non-Patent Citations (1)
| Title |
|---|
| Авторское свидетельство N 1230801, кл.В 24 В 1/00, 1986. * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104647168A (zh) * | 2015-01-30 | 2015-05-27 | 华南理工大学 | 一种具有曲面微沟槽结构的飞行体及其制造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3805456A (en) | Grinding machine | |
| US4232485A (en) | Apparatus for polishing curved surfaces | |
| US2762173A (en) | Belt grinding machine for woodwork | |
| RU2071904C1 (ru) | Устройство для суперфинишной обработки | |
| JPH0356525B2 (ru) | ||
| KR20070060680A (ko) | 자동연마장치 및 그 제어방법 | |
| US2915809A (en) | Burnishing head | |
| US4485593A (en) | Grinding machine for crankshaft pins | |
| US4534133A (en) | Machine for superfinishing annular workpieces | |
| JPS635219B2 (ru) | ||
| US4257194A (en) | Apparatus for machining, workpieces having curved surfaces, e.g. lenses | |
| US3168846A (en) | Contour roll-turning lathe | |
| SU1502268A1 (ru) | Шлифовальна головка | |
| KR101459873B1 (ko) | 크랭크 보어 가공용 공구 장치 | |
| US2655769A (en) | Lapping machine | |
| US2367156A (en) | Abrading machine work support | |
| US3593460A (en) | Abrasive cut-off machines | |
| JP2767925B2 (ja) | 軸受外輪軌道面の超仕上研削加工装置 | |
| RU2009859C1 (ru) | Устройство для абразивной обработки | |
| CN209830863U (zh) | 数控刮削滚光机刀具 | |
| SU1268389A1 (ru) | Устройство дл подачи смазочно-охлаждающей жидкости | |
| PT692341E (pt) | Bucha particularmente propria para a maquinagem de marmore e de materiais semelhantes | |
| RU2036773C1 (ru) | Устройство для абразивной обработки | |
| RU2155125C1 (ru) | Хонинговальная головка | |
| JP7625831B2 (ja) | 工作機械 |