RU2088373C1 - Plant for casting melt metal to ingot molds - Google Patents
Plant for casting melt metal to ingot molds Download PDFInfo
- Publication number
- RU2088373C1 RU2088373C1 RU9494013394A RU94013394A RU2088373C1 RU 2088373 C1 RU2088373 C1 RU 2088373C1 RU 9494013394 A RU9494013394 A RU 9494013394A RU 94013394 A RU94013394 A RU 94013394A RU 2088373 C1 RU2088373 C1 RU 2088373C1
- Authority
- RU
- Russia
- Prior art keywords
- molds
- ingot molds
- ingot
- installation
- shaft
- Prior art date
Links
- 239000002184 metal Substances 0.000 title description 5
- 238000005266 casting Methods 0.000 title description 3
- 238000001816 cooling Methods 0.000 claims abstract description 10
- 238000009434 installation Methods 0.000 claims description 15
- 229910001338 liquidmetal Inorganic materials 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 abstract description 3
- 238000005272 metallurgy Methods 0.000 abstract description 2
- 241000282887 Suidae Species 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 239000002826 coolant Substances 0.000 description 5
- 238000002425 crystallisation Methods 0.000 description 3
- 230000008025 crystallization Effects 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images

Landscapes
- Furnace Details (AREA)
- Casting Devices For Molds (AREA)
Abstract
Description
Изобретение относится к металлургии, литейному производству, в частности для получения металлических чушек в изложницах. The invention relates to metallurgy, foundry, in particular for the production of metal ingots in the molds.
Известен и применяется на КамАЗе для разливки лигатуры в изложницы карусельный конвейер (авт.св. СССР N 1406089, В 65 С 25/04, публ 1988), содержащий станину, расположенную на ней вертикальную ось и установленные с возможностью поворота вокруг нее рабочие элементы. Недостатком данной конструкции является сложность и большие габариты. Known and used at KAMAZ for casting ligatures into molds is a carousel conveyor (ed. St. USSR N 1406089, B 65 C 25/04, publ 1988) containing a bed, a vertical axis located on it and working elements mounted for rotation around it. The disadvantage of this design is the complexity and large dimensions.
Наиболее близкой по технической сущности является установка для разливки расплавленного металла в слитки (патент ФРГ N 2244529, В 22 D 5/04, публ. 1975), содержащая каркас с установленными на нем изложницами, вращающийся вокруг горизонтальной оси. Охлаждение изложниц осуществляется подачей охлаждающейся среды через сопла, установленные стационарно. The closest in technical essence is the installation for casting molten metal into ingots (German patent N 2244529, B 22
Данная установка имеет следующие недостатки: способ охлаждения изложниц не эффективен, т.к. не обеспечивает высокую скорость кристаллизации слитка, при этом не обеспечивается нужная структура слитка. При такой системе охлаждения образуется большое количество водяных паров, что требует дополнительной системы вытяжки и создает окислительную среду, ухудшающую качество слитка. This installation has the following disadvantages: the method of cooling the molds is not effective, because does not provide a high rate of crystallization of the ingot, while the desired structure of the ingot is not provided. With such a cooling system, a large amount of water vapor is formed, which requires an additional exhaust system and creates an oxidizing environment that impairs the quality of the ingot.
Изобретение направлено на улучшение системы охлаждения изложниц, улучшение качества выпускаемой продукции. The invention is aimed at improving the cooling system of molds, improving the quality of products.
Поставленная цель достигается тем, что в установке, содержащей каркас с установленными на нем изложницами, вращающийся вокруг горизонтальной оси, ось выполнена в виде частично полого вала с установленными на нем подводящими и отводящими коллекторами, соединенными с изложницами. This goal is achieved by the fact that in an installation containing a frame with molds mounted on it, rotating around a horizontal axis, the axis is made in the form of a partially hollow shaft with supply and outlet collectors mounted on it connected to the molds.
Установка может быть выполнена в виде жесткого каркаса с возможностью возвратно-вращательного движения на 180o, при этом коллекторы выполнены гибкими.The installation can be made in the form of a rigid frame with the possibility of a rotational movement of 180 o , while the collectors are flexible.
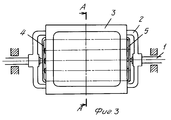
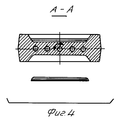
На фиг. 1 дан общий вид установки; на фиг.2 вид А (фиг.1); на фиг.3 - общий вид установки в случае возвратно-вращательного движения; на фиг.4 -разрез А-А (фиг.3). In FIG. 1 shows a general view of the installation; figure 2, view A (figure 1); figure 3 is a General view of the installation in the case of a rotational motion; figure 4 is a section aa (figure 3).
На станине (не показано) расположена горизонтальная ось вращения 1, представляющая собой частично полый вал с закрепленным на ней каркасом 2. Изложницы 3 крепятся к каркасу, обеспечивая возможность вращения с валом. Количество изложниц может принимать значение от единицы и более в зависимости от потребности производства. Для улучшения качества слитков и увеличения производительности установки применяется принудительное охлаждение изложниц путем подвода и отвода охлаждающей среды. On the bed (not shown) there is a horizontal axis of rotation 1, which is a partially hollow shaft with a
Система обеспечения охлаждающей средой состоит из входящих 4 и отходящих 5 коллекторов, связанных с полостями вала, ограниченных глубиной до торцевых поверхностей установки. Подводящий и отводящий коллектора соединены с изложницами, имеющими внутреннюю полости для эффективного теплоотвода в процессе работы установки. Привод обеспечивает поворот устройства на нужный угол. The system for providing a cooling medium consists of 4 incoming and 5 outgoing collectors associated with shaft cavities, limited by the depth to the end surfaces of the installation. The inlet and outlet collectors are connected to the molds having an internal cavity for efficient heat removal during operation of the installation. The drive rotates the device to the desired angle.
Установка работает в шаговращательном режиме с углом поворота 360/n, где n-количество позиций. The installation operates in steps of rotational mode with a rotation angle of 360 / n, where n is the number of positions.
В момент нахождения изложницы в верхней позиции происходит заливка порции жидкого металла в изложницу. Вследствие принудительного охлаждения, которое осуществляется непрерывной подачей охлаждающей среды через полый вал и коллектора к внутренним каналам изложницы, происходит быстрая кристаллизация слитка. После полной кристаллизации слитка установка с помощью привода поворачивается на 1 шаг 360/n и с помощью фиксатора фиксируется в данном положении, где происходит остывание слитка. В момент нахождения изложницы в нижнем положении происходит выбивание слитка. На последующей позиции осуществляется нанесение разделительного состава. Изложница готова для заливки очередной порции металла. When the mold is in the upper position, a portion of the molten metal is poured into the mold. Due to forced cooling, which is carried out by continuous supply of cooling medium through the hollow shaft and the collector to the internal channels of the mold, the ingot crystallizes rapidly. After complete crystallization of the ingot, the installation by means of the drive is rotated by 1 step 360 / n and is fixed with the help of the lock in this position, where the ingot cools down. When the mold is in the lower position, the ingot is knocked out. At a subsequent position, a release agent is applied. The mold is ready for pouring another portion of metal.
Принудительное охлаждение изложниц обеспечивает кристаллизацию слитка с высокой скоростью, что позволяет повысить качество лигатуры (снижение ликвации, равномерность и плотность структуры слитка, снижение образования пылевидной фракции при дроблении (повышение стойкости лигатуры при хранении). Forced cooling of the molds ensures crystallization of the ingot at a high speed, which improves the quality of the ligature (reducing segregation, uniformity and density of the structure of the ingot, reducing the formation of a dusty fraction during crushing (increasing the ligature stability during storage).
В случае, когда на каркасе установлены 2 изложницы, после полной кристаллизации слитка, установка с помощью привода поворачивается на 180o в позицию, где происходит выбивка слитка, после чего установка совершает поворот на 180o в противоположную сторону. Цикл повторяется. В этом случае подводящий и отводящий коллекторы выполнены гибкими, что позволяет упростить систему подачи и отвода охлаждающей среды.In the case when 2 molds are installed on the frame, after the ingot is completely crystallized, the installation using the drive is rotated 180 o to the position where the ingot is knocked out, after which the installation rotates 180 o in the opposite direction. The cycle repeats. In this case, the inlet and outlet manifolds are made flexible, which makes it possible to simplify the supply and exhaust system of the cooling medium.
Claims (2)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU9494013394A RU2088373C1 (en) | 1994-04-18 | 1994-04-18 | Plant for casting melt metal to ingot molds |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU9494013394A RU2088373C1 (en) | 1994-04-18 | 1994-04-18 | Plant for casting melt metal to ingot molds |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU94013394A RU94013394A (en) | 1996-04-10 |
| RU2088373C1 true RU2088373C1 (en) | 1997-08-27 |
Family
ID=20154781
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU9494013394A RU2088373C1 (en) | 1994-04-18 | 1994-04-18 | Plant for casting melt metal to ingot molds |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2088373C1 (en) |
-
1994
- 1994-04-18 RU RU9494013394A patent/RU2088373C1/en active
Non-Patent Citations (1)
| Title |
|---|
| Патент ФРГ N 2244529, кл. B 22 D 5/04, 1975. * |
Also Published As
| Publication number | Publication date |
|---|---|
| RU94013394A (en) | 1996-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5291940A (en) | Static vacuum casting of ingots | |
| RU2606817C2 (en) | Method of directed crystallization of casts in casting gas turbines blades and device for producing casts with directed and monocrystalline structure in casting gas turbines blades | |
| JP2004017158A (en) | Directional solidifying method and its apparatus | |
| CN118143209B (en) | Alloy ingot casting device | |
| JPH0340654B2 (en) | ||
| GB1444002A (en) | Casting method and apparatus | |
| CN1086966C (en) | Strip casting apparatus | |
| CN107150109B (en) | Method and device for bidirectionally cooling and dynamically pouring composite ingot | |
| RU2088373C1 (en) | Plant for casting melt metal to ingot molds | |
| US3771587A (en) | Continuous centrifugal casting apparatus for hollow shapes | |
| WO2002040199A3 (en) | Process of and apparatus for ingot cooling during direct casting of metals | |
| CN118287626B (en) | Aluminum alloy casting gravity casting mold and casting method thereof | |
| JPH0138590B2 (en) | ||
| KR100325696B1 (en) | casting machine of turntable type and casting method of the same | |
| CN112974745A (en) | Semi-continuous casting device and method | |
| JPH02192872A (en) | Mold casting method | |
| JP2000326064A (en) | Method for orientated-solidifying of molten metal and apparatus therefor | |
| RU2010673C1 (en) | Apparatus for controlling casting crystallization | |
| JP2000343204A (en) | Orientation solidification device of rotation in horizontal axial direction, and its method | |
| JP2001047207A (en) | Apparatus and method for casting noble metal product | |
| CN222007948U (en) | Crystallizer for mold steel slag remelting furnace | |
| SU1008962A1 (en) | Device for manufacturing castings by die casting with crystallization | |
| RU2235001C2 (en) | Method for centrifugal casting in casting machines with vertical rotation axis | |
| CN223775965U (en) | A continuous casting machine with short production changeover time | |
| JPH05237635A (en) | Water-cooling rotary disk type casting mold device in induction heating type vacuum melting furnace |