RU2108225C1 - Способ резки полупроводниковых слитков на пластины - Google Patents
Способ резки полупроводниковых слитков на пластины Download PDFInfo
- Publication number
- RU2108225C1 RU2108225C1 RU96103077A RU96103077A RU2108225C1 RU 2108225 C1 RU2108225 C1 RU 2108225C1 RU 96103077 A RU96103077 A RU 96103077A RU 96103077 A RU96103077 A RU 96103077A RU 2108225 C1 RU2108225 C1 RU 2108225C1
- Authority
- RU
- Russia
- Prior art keywords
- cutting
- grinding wheel
- wheel
- grinding
- ingot
- Prior art date
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 58
- 238000000034 method Methods 0.000 title claims abstract description 13
- 239000004065 semiconductor Substances 0.000 claims abstract description 14
- 239000010432 diamond Substances 0.000 claims abstract description 8
- 229910003460 diamond Inorganic materials 0.000 claims abstract description 7
- 235000012431 wafers Nutrition 0.000 claims description 12
- 239000000758 substrate Substances 0.000 abstract description 4
- 238000004519 manufacturing process Methods 0.000 abstract description 3
- 230000000694 effects Effects 0.000 abstract description 2
- 239000000126 substance Substances 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 34
- 239000000463 material Substances 0.000 description 12
- 230000006378 damage Effects 0.000 description 7
- 239000002344 surface layer Substances 0.000 description 7
- 230000007547 defect Effects 0.000 description 6
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 5
- 238000003754 machining Methods 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 229910052710 silicon Inorganic materials 0.000 description 5
- 239000010703 silicon Substances 0.000 description 5
- 238000009826 distribution Methods 0.000 description 4
- 230000002950 deficient Effects 0.000 description 3
- 238000011160 research Methods 0.000 description 3
- 238000009825 accumulation Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 239000005304 optical glass Substances 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- 238000000540 analysis of variance Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000001364 causal effect Effects 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000009510 drug design Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000000611 regression analysis Methods 0.000 description 1
Images


Landscapes
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
Способ резки можно использовать при изготовлении подложек из полупроводниковых материалов. Алмазный отрезной круг с внутренней режущей кромкой (АКВР) и чашечный шлифовальный круг устанавливают соосно друг другу и сообщают им вращение. Внутрь АКВР вводят слиток и подают шлифовальный круг на позицию шлифования. Перемещая слиток в радиальном направлении на режущую кромку АКВР, производят шлифование торца слитка с последующим отрезанием от него пластины. Зернистость шлифовального круга выбирают такой, чтобы толщина нарушенного слоя прошлифованной стороны пластины не превышала величину остаточной дефектности после резки. 2 ил., 1 табл.
Description
Изобретение относится к технологии изготовления подложек из полупроводниковых материалов и может быть использовано на операциях резки слитков из этих материалов на пластины.
Предлагаемое изобретение направлено на решение задачи, заключающейся в повышении качества отрезанных пластин.
Известен способ резки полупроводниковых слитков алмазными отрезными кругами с внутренней режущей кромкой - АКВР (Запорожский В.П., Лапшинов Б.А. Обработка полупроводниковых материалов. - М.: Высшая школа, 1988, с.38-41), в соответствии с которым АКВР устанавливают на барабане, приводят его во вращение, внутрь режущей кромки вводят слиток и, перемещая последний на режущую кромку отрезного круга, производят отрезание пластины.
Недостатком описанного аналога является невысокое качество отрезанных пластин, связанное с тем, что в процессе резки режущая кромка нежесткого круга АКВР (толщиной 0,1 мм) отклоняется от плоскости реза, в результате чего искажается форма пластин. На последующих операциях механической обработки эти погрешности формы не исправляются.
Наиболее близким по технической сущности и предлагаемому изобретению является выбранный в качестве прототипа способ резки полупроводниковых слитков на пластины (Патент США N 4852304, кл. B 24 B 7/00), согласно которому АКВР и чашечный шлифовальный круг устанавливают соосно друг другу, сообщают им вращение, внутрь режущей кромки отрезного круга вводят слиток, подают шлифовальный круг на позицию шлифования и, перемещая слиток в радиальном направлении на режущую кромку АКВР, производят шлифование торца слитка с последующим отрезанием от него пластины.
У прототипа и предлагаемого изобретения имеются следующие сходные существенные признаки:
1. Установка круга АКВР и чашечного шлифовального круга соосно друг другу для создания рациональных конструкций приводов вращения и подачи обоих кругов.
1. Установка круга АКВР и чашечного шлифовального круга соосно друг другу для создания рациональных конструкций приводов вращения и подачи обоих кругов.
2. Вращение отрезного и шлифовального кругов вокруг своей оси для сообщения им определенной окружной (рабочей) скорости.
3. Введение слитка в отверстие круга АКВР на расстояние, равное сумме заданной толщины пластины и ширины пропила.
4. Подача шлифовального круга на позицию шлифования в осевом направлении относительно плоскости отрезного круга.
5. Перемещение слитка в радиальном направлении на режущую кромку отрезного круга для реализации движения врезной подачи.
6. Шлифование чашечным шлифовальным кругом торца слитка для создания на отрезаемой пластине базовой плоскости, относительно которой на последующих операциях механической обработки будут исправлены погрешности формы другой стороны пластины.
7. Отрезание от слитка с прошлифованным торцом пластины.
8. Отвод слитка и шлифовального круга в исходное положение для съема отрезанной пластины и подготовке к новому циклу резки.
Недостатком прототипа является невысокое качество отрезанных пластин.
Указанный недостаток обусловлен тем, что шлифовальный круг, снимая припуск с торца слитка, вызывает дополнительное разрушение поверхностного слоя хрупкого материала слитка, а значит и увеличение толщины нарушенного слоя прошлифованной стороны пластины. В результате этого на последующих операциях механической обработки потребуется удалить с пластины этот возросший на толщине нарушенный слой, что приведет к дополнительным потерям дорогостоящего полупроводникового материала и увеличению машинного времени, а значит и уменьшению производительности обработки пластин. Технический результат - повышение качества отрезанных пластин за счет уменьшения степени разрушения поверхностного слоя пластины чашечным шлифовальным кругом.
Для достижения поставленного технического результата предлагаемое изобретение (способ резки полупроводниковых слитков на пластины) содержит следующие общие, выраженные определенными понятиями существенные признаки, совокупность которых направлена на решение одной, связанной с целью изобретения, задачи:
1. Установка круга АКВР и чашечного шлифовального круга соосно друг другу.
1. Установка круга АКВР и чашечного шлифовального круга соосно друг другу.
2. Вращение кругов вокруг своей оси.
3. Введение слитка в отверстие круга АКВР на расстояние, равное сумме заданной толщины пластины и ширины пропила.
4. Подача шлифовального круга на позицию шлифования в осевом направлении относительно плоскости отрезного круга.
5. Перемещение слитка в радиальном направлении на режущую кромку отрезного круга.
6. Шлифование чашечным шлифовальным кругом торца слитка.
7. Отрезание от слитка пластины.
8. Отвод слитка и шлифовального круга в исходное положение.
9. Выбор зернистости чашечного шлифовального круга такой, чтобы толщина нарушенного слоя прошлифованной стороны пластины не превышала величину остаточной дефектности после резки.
По отношению к прототипу у предлагаемого изобретения имеется следующий отличительный признак - выбор определенной зернистости чашечного шлифовального круга, позволяющей уменьшить степень разрушения поверхностного слоя пластины при шлифовании.
Между отличительным признаком и техническим результатом изобретения существует следующая причинно-следственная связь.
Если зернистость шлифовального круга выбрать такой, чтобы соблюдалось неравенство, приведенное в формуле изобретения, то при шлифовании таким кругом торца слитка степень разрушения поверхностного слоя материала уменьшается. Это приведет к тому, что толщина нарушенного слоя прошлифованной пластины не превысит величину оставшегося после разрезания дефектного слоя. Следовательно, качество отрезанных пластин повысится.
Для осуществления рационального выбора зернистости чашечного шлифовального круга получено теоретически и проверено экспериментально следующее неравенство:
 ,
,
где
h - толщина нарушенного слоя прошлифованной стороны пластины, мкм;
Kш - безразмерный коэффициент, зависящий от физико-механических свойств полупроводникового слитка и зернистости шлифовального круга;
Nз - зернистость шлифовального круга, мкм;
Δш - припуск на шлифование, мкм;
hр - толщина нарушенного слоя пластины после резки, мкм.
где
h - толщина нарушенного слоя прошлифованной стороны пластины, мкм;
Kш - безразмерный коэффициент, зависящий от физико-механических свойств полупроводникового слитка и зернистости шлифовального круга;
Nз - зернистость шлифовального круга, мкм;
Δш - припуск на шлифование, мкм;
hр - толщина нарушенного слоя пластины после резки, мкм.
Для вывода зависимости (1) использована гипотеза накопления повреждений (Юшко В. И. Изыскание способов снижения глубины нарушенного слоя в хрупких неметаллических материалах при обычном ультразвуковом шлифовании алмазным инструментом: ДЛА: Дисс. ... канд. техн. наук. - М.: МАИ, 1989. с. 182-184).
Суть ее заключается в следующем:
1. Отдельно рассчитывают толщины нарушенного слоя от предшествующей операции и последующего прохода инструмента.
1. Отдельно рассчитывают толщины нарушенного слоя от предшествующей операции и последующего прохода инструмента.
2. Закон распределения плотности дефектов в нарушенном слое представляет собой линейное сложение законов распределения дефектов, образовавшихся на отдельных операциях механической обработки.
3. Для последующего прохода инструмента толщину нарушенного слоя рассчитывают с учетом неоднородности микротвердости в срезаемом слое.
4. Окончательно толщину нарушенного слоя определяют исходя из суммарного закона распределения плотности дефектов по толщине нарушенного слоя:

где y(Xк) - конечная граница нарушенного слоя, здесь плотность дефектов минимальна, мкм;
X1 - толщина нарушенного слоя предшествующего прохода инструмента, мкм;
X2 - толщина нарушенного слоя последующего прохода инструмента, мкм;
X - текущая координата толщины вновь образованного дефектного слоя, мкм;
y - координата текущей плотности дефектов, шт/мм2.
где y(Xк) - конечная граница нарушенного слоя, здесь плотность дефектов минимальна, мкм;
X1 - толщина нарушенного слоя предшествующего прохода инструмента, мкм;
X2 - толщина нарушенного слоя последующего прохода инструмента, мкм;
X - текущая координата толщины вновь образованного дефектного слоя, мкм;
y - координата текущей плотности дефектов, шт/мм2.
Тогда, согласно изложенной гипотезе, методика определения суммарной толщины нарушенного слоя сводится к следующему:
1. Оценивают микротвердость поверхности материала после первого прохода . По закону ее изменения по глубине оценивают микротвердость в срезаемом слое
. По закону ее изменения по глубине оценивают микротвердость в срезаемом слое  . Затем определяют среднюю микротвердость
. Затем определяют среднюю микротвердость  .
.
1. Оценивают микротвердость поверхности материала после первого прохода
2. По среднему значению микротвердости выбирают характеристику инструмента и вычисляют ожидаемую толщину нарушенного слоя X1 (как для бездефектного материала).
3. Оценивают остаточную дефектность X2:
x2= x1-Δ, (3)
где Δ - величина припуска, мкм.
x2= x1-Δ, (3)
где Δ - величина припуска, мкм.
4. Согласно принятой гипотезе накопления дефектов по формуле (2) определяют результирующую толщину нарушенного слоя.
Приравняем текущую координату плотности y к конечной границе нарушенного слоя y (xк) : y = y (xк).
Тогда
Отсюда

где
X1 = hш - толщина нарушенного слоя после шлифования бездефектной поверхности пластины;
x2= hш-Δш - остаточная дефектность после снятия припуска на шлифование Δш ;
X = h - результирующая толщина нарушенного слоя прошлифованной стороны пластины, получим

При этом толщину нарушенного слоя после обработки связанным абразивом можно оценить согласно книге (Карбань В.И., Кой П., Рогов В.В. и др. Обработка полупроводниковых материалов./Под общ. ред. Н.В.Новиков, В.Бертольди. - Киев: Наукова думка, 1982. - 256 с.) по формуле
hш ≈ 4Rz, (6)
где Rz - высота микронеровностей профиля по десяти точкам, мкм.
Отсюда
где
X1 = hш - толщина нарушенного слоя после шлифования бездефектной поверхности пластины;
x2= hш-Δш - остаточная дефектность после снятия припуска на шлифование Δш ;
X = h - результирующая толщина нарушенного слоя прошлифованной стороны пластины, получим
При этом толщину нарушенного слоя после обработки связанным абразивом можно оценить согласно книге (Карбань В.И., Кой П., Рогов В.В. и др. Обработка полупроводниковых материалов./Под общ. ред. Н.В.Новиков, В.Бертольди. - Киев: Наукова думка, 1982. - 256 с.) по формуле
hш ≈ 4Rz, (6)
где Rz - высота микронеровностей профиля по десяти точкам, мкм.
В то же время, согласно работе Исследование влияния процессов резки на структурное совершенство и механическую прочность монокристаллических материалов (Отчет о НИР (заключ.) / Запорож. инстр. ин-т; Руководитель Приварников О.А. - Инв. N 20890066937. - Запорожье; ЗИИ, 1989. - 100 с.)
Rz ≈ 0,06 Nз, (7)
где Nз - средневероятный размер зерна, мкм.
Rz ≈ 0,06 Nз, (7)
где Nз - средневероятный размер зерна, мкм.
Тогда
hш ≈ 0,24 Nз. (8)
Подставив (8) в (5), получим

Наличие дефектного слоя в пластине после резки с одной стороны облегчает процесс шлифования, а с другой стороны приводит к увеличению общей дефектности пластин. Это можно объяснить тем, что шлифовальный круг, снимая слой припуска, "раскачивает" микронеровности профиля (если их отождествлять с жесткозащемленными консольными балками). В результате этой "раскачки" наблюдается дополнительный рост трещин в поверхностном слое хрупкой полупроводниковой пластины.
hш ≈ 0,24 Nз. (8)
Подставив (8) в (5), получим
Наличие дефектного слоя в пластине после резки с одной стороны облегчает процесс шлифования, а с другой стороны приводит к увеличению общей дефектности пластин. Это можно объяснить тем, что шлифовальный круг, снимая слой припуска, "раскачивает" микронеровности профиля (если их отождествлять с жесткозащемленными консольными балками). В результате этой "раскачки" наблюдается дополнительный рост трещин в поверхностном слое хрупкой полупроводниковой пластины.
Варьируя зернистость шлифовального круга можно интенсифицировать или замедлять рост суммарной дефектности пластин. При этом оптимальной будет такая зернистость круга АЧК, после шлифования которым суммарная толщина нарушенного слоя прошлифовальной стороны пластины h не будет превышать величину остаточной дефектности после резки
h ≤ hp-Δш (10)
или
Дисперсионный анализ зависимости (11), проведенный согласно книге Дрейпер Н., Смит Г. Прикладной регрессионный анализ: В 2-х кн. Кн. 1 Пер. с англ. - 2-е изд., перераб. и доп. - М.: Финансы и статистика, 1986, с.38 - 63, показал, что расчетное значение критерия Фишера Fр = 1,29 меньше табличного Fт = 4,46 (при наличии параллельных опытов), т.е. неадекватность незначима. Поэтому модель (11) адекватно описывает процесс формирования нарушенного слоя прошлифованной стороны пластины. При этом экспериментальный (фактический) коэффициент корреляции Rф равен 0,88, что больше 0,51. Как видим, существует тесная корреляционная связь между экспериментальными и расчетными значениями толщины нарушенного слоя, и зависимость (11) позволяет объяснить на 88% (в 88 случаях из 100) общий разброс данных относительно среднего значения ℏ.
h ≤ hp-Δш (10)
или
Дисперсионный анализ зависимости (11), проведенный согласно книге Дрейпер Н., Смит Г. Прикладной регрессионный анализ: В 2-х кн. Кн. 1 Пер. с англ. - 2-е изд., перераб. и доп. - М.: Финансы и статистика, 1986, с.38 - 63, показал, что расчетное значение критерия Фишера Fр = 1,29 меньше табличного Fт = 4,46 (при наличии параллельных опытов), т.е. неадекватность незначима. Поэтому модель (11) адекватно описывает процесс формирования нарушенного слоя прошлифованной стороны пластины. При этом экспериментальный (фактический) коэффициент корреляции Rф равен 0,88, что больше 0,51. Как видим, существует тесная корреляционная связь между экспериментальными и расчетными значениями толщины нарушенного слоя, и зависимость (11) позволяет объяснить на 88% (в 88 случаях из 100) общий разброс данных относительно среднего значения ℏ.
По имеющимся у авторов сведениям совокупность существенных признаков, характеризующих сущность предлагаемого изобретения, не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна".
По мнению авторов сущность предлагаемого изобретения не следует для специалиста явным образом из известного уровня техники, так как из него не выявляется вышеуказанное влияние на получаемый технический результат - новое свойство объекта - совокупность признаков, которые отличают от прототипа предлагаемое изобретение, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень".
Совокупность существенных признаков, характеризующих сущность изобретения, в принципе, может быть многократно использована на операциях резки слитков из полупроводниковых материалов на пластины с получением технического результата, заключающего в уменьшении степени разрушения поверхностного слоя пластины при шлифовании, обуславливающего обеспечение достижения поставленной цели - повышения качества отрезанных пластин, что позволяет сделать вывод о соответствии изобретения критерию "промышленная применимость".
На фиг. 1 представлен график зависимости коэффициента Kш от средневероятного размера зерна Nз для заготовки из оптического стекла K-8; на фиг. 2 - распределение толщин нарушенного слоя h прошлифованной стороны пластин в зависимости от зернистости чашечного шлифовального круга.
Предлагаемый способ резки полупроводниковых слитков на пластины может быть реализован следующим образом (на примере).
Пример. Определить рациональную зернистость чашечного шлифовального круга для шлифования торца кремниевого слитка диаметром 76 мм, разрезаемого на пластины отрезным кругом АКВР зернистостью 50/40, при условии уменьшения исходной неплоскостности пластин в 2 раза.
Согласно стандарту "Изделия электронной техники. Технические требования к технологическому процессу изготовления пластин кремния" (ОСТ 11 14.7003-86. - Введ. 01.07.87. - М.: ВНИИ "Электрон-стандарт", 1987. - 40 с. - ДСП), неплоскостность кремниевых подложек диаметром 76 мм после прохождения всего цикла механической обработки не должна превышать 9 мкм.
Следовательно, припуск на шлифование Δш = (4-4,5) мкм.
В соответствии с каталогом - справочником Порошки, инструменты и пасты из синтетических алмазов. /Под ред. Н.В.Новикова. - Киев: Наукова думка, 1981, с. 62, 63 для торцового шлифования подложек можно применять алмазные чашечные круги зернистостью от 80/63 до 14/10 мкм.
Определим средневероятные размеры зерна у кругов указанной зернистости:
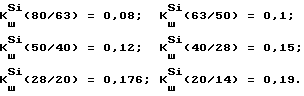
Найдем при помощи фиг. 1 коэффициенты Kш для обработки оптического стекла K-8 и пересчитаем их для шлифования кремния по формуле
где Eм и Ek-8 - соответственно модули упругости обрабатываемого материала и стекла K-8, МПа.
Найдем при помощи фиг. 1 коэффициенты Kш для обработки оптического стекла K-8 и пересчитаем их для шлифования кремния по формуле
где Eм и Ek-8 - соответственно модули упругости обрабатываемого материала и стекла K-8, МПа.
Для кремния Esi = 1011H/м2; для стекла K-8 = 8,05•1010 H/м2.
Тогда 
С учетом зависимости (12)
Определим толщину нарушенного слоя после разрезания кругом АКВР зернистостью 50/40 по формуле (8)
hр = 0,24•45 = 10,8 мкм.
С учетом зависимости (12)
Определим толщину нарушенного слоя после разрезания кругом АКВР зернистостью 50/40 по формуле (8)
hр = 0,24•45 = 10,8 мкм.
Тогда остаточная дефектность прошлифованной стороны пластины после резки
hp-Δш= 10,8-4 = 6,8 мкм.
Подставив найденные коэффициенты Kш и средневероятные размеры зерен в формуле (11), получим следующие значения суммарной толщины прошлифованной стороны пластины h (таблица).
hp-Δш= 10,8-4 = 6,8 мкм.
Подставив найденные коэффициенты Kш и средневероятные размеры зерен в формуле (11), получим следующие значения суммарной толщины прошлифованной стороны пластины h (таблица).
Из таблицы видно, что из рекомендуемого диапазона зернистостей шлифовальных кругов заявляемому в настоящем изобретении условию (11) удовлетворяет круг АЧК зернистостью 20/14, который необходимо установить на станке соосно с кругом АКВР 50/40, чтобы получить отрезанные пластины с уменьшенной в два раза неплоскостностью и суммарной толщиной нарушенного слоя прошлифованной стороны пластины, не превышающей остаточной дефективности после резки.
Предлагаемый способ резки полупроводниковых слитков на пластины представляет определенный интерес для народного хозяйства, так как позволит повысить качество отрезанных пластин за счет уменьшения степени разрушения поверхностного слоя пластин без какого-либо снижения производительности.
Предлагаемое решение не оказывает отрицательного воздействия на состояние окружающей среды.
Claims (1)
- Способ резки полупроводниковых слитков на пластины, включающий установку алмазного отрезного круга с внутренней режущей кромкой и чашечного шлифовального круга соосно другу другу, вращение кругов вокруг своей оси, введение слитка в отверстие отрезного круга на расстояние, равное сумме заданной толщины пластины и ширины реза, подачу чашечного шлифовального круга на позицию шлифования в осевом направлении относительно плоскости отрезного круга, перемещение слитка в радиальном направлении на режущую кромку отрезного круга, шлифование чашечным шлифовальным кругом торца слитка, последующее отрезание от последнего пластины и отвод слитка и шлифовального круга в исходное положение, отличающийся тем, что определяют толщины нарушенного слоя прошлифованной стороны пластины в зависимости от рекомендуемого диапазона зернистостей шлифовального круга по формуле

а оптимальную зависимость чашечного шлифовального круга выбирают из условия обеспечения толщины нарушенного слоя прошлифованной стороны пластины, не превышающей величину остаточной дефектности после резки
h ≤ hp-Δш,
где h - толщина нарушенного слоя прошлифованной стороны пластины, мкм;
Кш - безразмерная постоянная, зависящая от физико-механических свойств слитка и зернистости шлифовального круга;
Nз - зернистость шлифовального круга, мкм;
Δш - припуск на шлифование, мкм;
hр - толщина нарушенного слоя пластины после резки, мкм.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU96103077A RU2108225C1 (ru) | 1996-02-15 | 1996-02-15 | Способ резки полупроводниковых слитков на пластины |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU96103077A RU2108225C1 (ru) | 1996-02-15 | 1996-02-15 | Способ резки полупроводниковых слитков на пластины |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2108225C1 true RU2108225C1 (ru) | 1998-04-10 |
| RU96103077A RU96103077A (ru) | 1998-04-27 |
Family
ID=20177023
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU96103077A RU2108225C1 (ru) | 1996-02-15 | 1996-02-15 | Способ резки полупроводниковых слитков на пластины |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2108225C1 (ru) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2155131C2 (ru) * | 1998-09-11 | 2000-08-27 | Ульяновский государственный технический университет | Способ резки монокристаллов кремния |
| RU2292266C1 (ru) * | 2005-04-20 | 2007-01-27 | Валерий Владимирович Ефимов | Способ надрезания/разрезания пластин отрезным кругом |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4852304A (en) * | 1987-10-29 | 1989-08-01 | Tokyo Seimtsu Co., Ltd. | Apparatus and method for slicing a wafer |
-
1996
- 1996-02-15 RU RU96103077A patent/RU2108225C1/ru active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4852304A (en) * | 1987-10-29 | 1989-08-01 | Tokyo Seimtsu Co., Ltd. | Apparatus and method for slicing a wafer |
Non-Patent Citations (1)
| Title |
|---|
| Запорожский В.П. и др. Обработка полупроводниковых материалов. - М.: Высшая школа, 1988, с.38-41. * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2155131C2 (ru) * | 1998-09-11 | 2000-08-27 | Ульяновский государственный технический университет | Способ резки монокристаллов кремния |
| RU2292266C1 (ru) * | 2005-04-20 | 2007-01-27 | Валерий Владимирович Ефимов | Способ надрезания/разрезания пластин отрезным кругом |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI405254B (zh) | Production method of group III nitride substrate | |
| CN104769704B (zh) | 半导体晶片的加工方法 | |
| KR102022732B1 (ko) | 웨이퍼의 가공 방법 | |
| CN1534734A (zh) | 缘经过研磨的氮化物半导体基片及其边缘加工方法 | |
| US7416962B2 (en) | Method for processing a semiconductor wafer including back side grinding | |
| CN1617305A (zh) | 晶片加工方法 | |
| TWI615893B (zh) | 半導體晶圓之加工方法 | |
| US20210301421A1 (en) | SiC WAFER AND MANUFACTURING METHOD FOR SiC WAFER | |
| JP2011031386A (ja) | 電着式固定砥粒ワイヤーおよびこれを用いた結晶スライス方法 | |
| CN88100817A (zh) | 半导体元件制造工艺 | |
| CN114068773A (zh) | 一种蓝宝石衬底制作方法 | |
| JP2002231665A (ja) | エピタキシャル膜付き半導体ウエーハの製造方法 | |
| RU2108225C1 (ru) | Способ резки полупроводниковых слитков на пластины | |
| JP3739761B2 (ja) | レーザースクライビング工程を利用した半導体ウェーハの切断方法 | |
| US20240136173A1 (en) | Method for producing discs from a cylindrical rod made of a semiconductor material | |
| CN87106903A (zh) | 在半导体圆片的边缘制造斜面的方法 | |
| KR20150026770A (ko) | 반도체 웨이퍼의 분단 방법 | |
| DE102010010886A1 (de) | Verfahren zur Bearbeitung einer Halbleiterscheibe | |
| JP2019034391A (ja) | 加工方法 | |
| RU2032248C1 (ru) | Способ разделения монокристаллических слитков на пластины | |
| US20260005010A1 (en) | Wafer producing method | |
| JP7300248B2 (ja) | SiCウェハ及びSiCウェハの製造方法 | |
| JP2003260641A (ja) | ウエハー加工方法 | |
| EP1549472B1 (en) | Method for manufacturing a packaged semiconductor device, packaged semiconductor device obtained with such a method and metal carrier suitable for use in such a method | |
| KR102926437B1 (ko) | 벽개면 레이저 파괴를 통한 기판 제조방법 |