RU2112082C1 - Кожух катодный алюминиевого электролизера - Google Patents
Кожух катодный алюминиевого электролизера Download PDFInfo
- Publication number
- RU2112082C1 RU2112082C1 RU96118999A RU96118999A RU2112082C1 RU 2112082 C1 RU2112082 C1 RU 2112082C1 RU 96118999 A RU96118999 A RU 96118999A RU 96118999 A RU96118999 A RU 96118999A RU 2112082 C1 RU2112082 C1 RU 2112082C1
- Authority
- RU
- Russia
- Prior art keywords
- casing
- walls
- cathode
- lining
- aluminum
- Prior art date
Links
- 229910052782 aluminium Inorganic materials 0.000 title claims abstract description 8
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 title claims abstract description 8
- 230000008439 repair process Effects 0.000 abstract description 9
- 238000005868 electrolysis reaction Methods 0.000 abstract description 5
- 238000004519 manufacturing process Methods 0.000 abstract description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 abstract 1
- 230000000694 effects Effects 0.000 abstract 1
- 239000000155 melt Substances 0.000 abstract 1
- 238000009856 non-ferrous metallurgy Methods 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 238000005516 engineering process Methods 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 4
- 238000003466 welding Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000009851 ferrous metallurgy Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images
Landscapes
- Electrolytic Production Of Metals (AREA)
Abstract
Изобретение относится к цветной металлургии, а именно к получению алюминия электролизом в криолитглиноземных расплавах. Для увеличения срока службы и снижения трудозатрат при капитальном ремонте катодного устройства торцевые стенки кожуха установлены на его днище между продольными стенками с охватом их торцевыми листами. 2 ил.
Description
Изобретение относится к цветной металлургии, в частности к получению алюминия электролизом.
В настоящее время в электролизерах для получения алюминия применяют катодные устройства с кожухами самых различных типов и конструкций, внутри которых размещается футеровка, образующая электролизную ванну. Срок службы катодных устройств (промежуток времени между двумя капитальными ремонтами) колеблется в пределах 4 - 5 лет.
При капитальном ремонте катодного устройства производится выбойка отработанной футеровки, ремонт катодного кожуха и монтаж новой футеровки. Из этих операций самой трудоемкой и неблагополучной с точки зрения условий труда является операция по выбойке и извлечению футеровки из кожуха из-за сильной запыленности рабочей зоны.
Для упрощения операций по выбойке футеровки и снижения трудозатрат при капитальном ремонте катодов с кожухами контрфорсного типа цельносварной конструкции в настоящее время на алюминиевых заводах применяют технологию с вырезанием одной из боковых стенок с последующей ее приваркой на прежнее место после восстановительного ремонта. Самым значительным недостатков такой технологии является снижение срока службы кожуха после ремонта до 3 - 3,5 лет вследствие разрезки несущих элементов кожуха (поясов жесткости стенок).
Особенно большие трудности связаны с выбойкой футеровки при использовании цельносварных катодных кожухов шпангоутного типа, где технология с вырезанием стенок не применима из-за специфики конструкции таких кожухов. Единственным решением вопроса в этом случае является выбойка футеровки из кожуха с поворотом его на 60 - 90o при помощи специального кантователя с автономным электро- или гидроприводом, но при этом также необходимо сначала срезать фланцевый лист. Сложность заключается и в том, что масса катода современного электролизера составляет 200 т и более (для сверхмощных электролизеров) и создание кантователей для таких катодов связано с целым рядом трудностей технического характера.
Известно катодное устройство алюминиевого электролизера [1] с дополнительными наклонными боковыми стенками, соединенными с днищем кожуха и верхней частью стенок, а между основной и дополнительной стенками установлены косынки, соединенные с основной и дополнительной стенками и днищем.
Дополнительные стенки установлены под углом 15 - 35o к основным стенкам.
Рассматриваемая конструкция катодного устройства ставит своей целью повышение срока службы катода, выхода по току и снижение металлоемкости кожуха, т.е. цель создания катодного кожуха продиктована, в основном, техникоэкономическими показателями работы электролизеров, но при этом никак не затрагиваются вопросы производства капитального ремонта катодных устройств и, в частности, выбойки и удаления отработанной футеровки.
Более того, представленный кожух, являясь цельносварным, по конструкции приближен к кожухам шпангоутного типа, в которых исключается технология ремонта с вырезанием стенок, как принято в контрфорсных кожухах. Следовательно, выбойка возможна или с применением кантователя или простая выбойка при горзонтально расположенном кожухе, что еще более усложняет производство работ. Наклонные боковые стенки могли бы способствовать облегчению выбойки, но для этого необходимо перевернуть катод днищ вверх, т.е. на 180o, что трудно осуществимо даже при наличии соответствующих кантователей при массах катодов более 200 т.
Известен кожух катодный алюминиевого электролизера по патенту России [2] , принятый за прототип.
В рассматриваемом прототипе кожух выполнен в виде пространственного силового каркаса, внутри которого устанавливается металлический кожух (обшивка стенок и днище из листовой стали), стенки которого сопрягаются с каркасом под углом не менее угла трения скольжения материалов указанных элементов конструкции, что составляет 11 - 12. Конструкция кожуха позволяет снизить трудозатраты при капитальном ремонте, т.к. есть возможность вытащить металлический кожух с футеровкой из каркаса, погрузить в таком виде на транспорт и вывезти все из ЦКР на участок складирования отвалов, где и произвести разрушение футеровки, а металлический кожух вернуть обратно для восстановления и повторного использования.
Приведенная конструкция кожуха с вынимающимся металлическим кожухом может применяться там, где в корпусах электролиза установлены мощные монтажные краны грузоподъемность 160 т и более, с помощью которых металлический кожух с футеровкой может вывозиться из корпуса и отправляться к месту складирования отвалов. Это относится к современным заводам, оснащенным мощными электролизерами с верхним токоподводом или с обожженными анодами. На старых заводах в корпусах электролиза имеются краны грузоподъемностью до 20 т, поэтому исключается возможность транспортировки кожуха с футеровкой и ремонт катодных устройств производится на месте, при этом из замкнутого кожуха сначала выдалбливается сверху футеровка, а потом пустой кожух вывозится на ремонт и возвращается после ремонта. Такая технология удаления футеровки требует больших трудозатрат и значительно увеличивает время простоя электролизера на капитальном ремонте. Имеются трудности и при ремонте самого катодного кожуха, так как пригоревшие участки стенок (в основном торцевых), а также стенки с большими деформациями не могут заменяться новыми конструкциями, а подлежат восстановлению путем вырезания и наварки прогоревших участков или выбраковкой всего кожуха.
Техническая задача изобретения заключается в увеличении срока службы и в снижении трудозатрат при капитальном ремонте катодного устройства.
Сущность изобретения состоит в том, что торцевые стенки кожуха установлены на днище между продольными стенками с охватом их торцевым листом.
Соединение торцевых стенок с продольными и с днищем осуществляется при помощи болтовых соединений, а также страховочной приваркой огибающего торцевую стенку торцевого листа к продольным стенкам.
Такая конструкция позволяет при капитальном ремонте легко снять торцевые стенки и производить выбойку футеровки одновременно с обоих торцов кожуха, не разрушая при этом его силовые элементы. Торцевые стенки, имеющие прогары или значительные деформации, могут быть заменены новыми и кожух идет на повторную компанию без снижения срока службы.
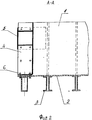
На фиг. 1 изображен кожух катодный в плане; на фиг. 2 - разрез А-А торцевой стенки.
Конструкция кожуха состоит из продольных стенок 1 с днищем 2, шпангоутов 3, охватывающих стенки и днище и торцевых стенок 4 с торцевым листом 5. Торцевые стенки установлены на днище 2 между стенками 1 так, что торцевые листы 5 охватывают снаружи продольные стенки, при этом торцевые стенки 4 жестко соединены с продольными стенками и с днищем с помощью, например, болтовых соединений 6. Для страховки болтовых соединений, на случай их обрыва в процессе эксплуатации, торцевые листы 5 привариваются к продольным стенкам.
При капитальном ремонте необходимо освободить болтовые соединения 6 (или срезать их), сдуть сварные швы, осуществляющие соединение торцевых листов 5 с продольными стенками и снять торцевые стенки в направлении "от поперечной оси" кожуха. После этого открывается доступ к футеровке для ее выбойки с обоих торцов одновременно, что значительно сократит время простоя электролизера на ремонте.
Внедрение данного изобретения позволит повысить срок службы катодного кожуха и снизить трудозатраты при капитальном ремонте.
Claims (1)
- Кожух катодный алюминиевого электролизера, включающий шпангоуты, продольные и торцевые стенки, жестко соединенные между собой и с днищем, отличающийся тем, что торцевые стенки установлены на днище между продольными стенками с охватом их торцевыми листами.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU96118999A RU2112082C1 (ru) | 1996-09-24 | 1996-09-24 | Кожух катодный алюминиевого электролизера |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU96118999A RU2112082C1 (ru) | 1996-09-24 | 1996-09-24 | Кожух катодный алюминиевого электролизера |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2112082C1 true RU2112082C1 (ru) | 1998-05-27 |
| RU96118999A RU96118999A (ru) | 1998-11-10 |
Family
ID=20185779
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU96118999A RU2112082C1 (ru) | 1996-09-24 | 1996-09-24 | Кожух катодный алюминиевого электролизера |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2112082C1 (ru) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1328414C (zh) * | 2004-12-28 | 2007-07-25 | 中国铝业股份有限公司 | 大型铝电解槽大修阴极的焊接方法 |
| CN100404727C (zh) * | 2005-08-30 | 2008-07-23 | 河南中孚实业股份有限公司 | 铝电解系列不停电条件下任意台电解槽大修焊接的方法 |
-
1996
- 1996-09-24 RU RU96118999A patent/RU2112082C1/ru not_active IP Right Cessation
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1328414C (zh) * | 2004-12-28 | 2007-07-25 | 中国铝业股份有限公司 | 大型铝电解槽大修阴极的焊接方法 |
| CN100404727C (zh) * | 2005-08-30 | 2008-07-23 | 河南中孚实业股份有限公司 | 铝电解系列不停电条件下任意台电解槽大修焊接的方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2041975C1 (ru) | Электролизер для получения алюминия и способ получения алюминия с использованием электролизера | |
| RU2112082C1 (ru) | Кожух катодный алюминиевого электролизера | |
| US3973679A (en) | Bridge crane with load cells for correlating the lift operation | |
| US4442593A (en) | Anode butt remover | |
| CN1328414C (zh) | 大型铝电解槽大修阴极的焊接方法 | |
| RU2053315C1 (ru) | Катодный кожух алюминиевого электролизера | |
| RU2121527C1 (ru) | Кожух катодный алюминиевого электролизера | |
| CN101117721A (zh) | 阳极组装车间的配置方式 | |
| CN220265795U (zh) | 封闭式盘扣脚手架横杆及镀锌挂具 | |
| RU2149926C1 (ru) | Катодный кожух алюминиевого электролизера | |
| CN219401693U (zh) | 保温罩 | |
| CN218363215U (zh) | 一种异常状态下的支撑辊轴承快速拆卸工具 | |
| CN216998619U (zh) | 用于铝电解阳极碳块组装的便捷操作紧固导电机构 | |
| CN216972705U (zh) | 用于铝电解阳极组装的自重自持热胀导电机构 | |
| RU2083726C1 (ru) | Анодный кожух алюминиевого электролизера с верхним токоподводом и самообжигающимся анодом | |
| CN100516236C (zh) | 高炉炉底凝结残铁清除方法 | |
| CN213084499U (zh) | 一种螺旋输送机洞内拆卸简易工装 | |
| CN114507884A (zh) | 用于铝电解阳极碳块组装的便捷操作紧固导电机构 | |
| NZ202204A (en) | Removing electrolysis bath residues from anodes by mechanised chipping | |
| RU2308547C1 (ru) | Катодный кожух алюминиевого электролизера | |
| US4053059A (en) | Portable overhead crane and method of installing it | |
| EP0328996B1 (en) | Method and apparatus for cleaning of spent anodes | |
| CN101463490A (zh) | 大型铝电解槽上部结构 | |
| CN217781747U (zh) | 一种箱梁装配的连接件 | |
| CN101591789A (zh) | 一种电解槽大修车间内拆炉间的配置方式 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20090925 |