RU214830U1 - Устройство для выпекания съедобных биоразлагаемых контейнеров для напитков и продуктов питания - Google Patents
Устройство для выпекания съедобных биоразлагаемых контейнеров для напитков и продуктов питания Download PDFInfo
- Publication number
- RU214830U1 RU214830U1 RU2022118297U RU2022118297U RU214830U1 RU 214830 U1 RU214830 U1 RU 214830U1 RU 2022118297 U RU2022118297 U RU 2022118297U RU 2022118297 U RU2022118297 U RU 2022118297U RU 214830 U1 RU214830 U1 RU 214830U1
- Authority
- RU
- Russia
- Prior art keywords
- holder
- baking
- clamp
- punch
- matrix
- Prior art date
Links
- 235000013305 food Nutrition 0.000 title abstract description 8
- 235000013361 beverage Nutrition 0.000 title description 2
- 239000011159 matrix material Substances 0.000 claims abstract description 68
- 238000000465 moulding Methods 0.000 claims abstract description 46
- 238000010438 heat treatment Methods 0.000 claims abstract description 23
- 235000015173 baked goods and baking mixes Nutrition 0.000 claims description 6
- 239000007789 gas Substances 0.000 claims description 3
- 238000000605 extraction Methods 0.000 claims 1
- 235000009508 confectionery Nutrition 0.000 abstract description 4
- 238000000034 method Methods 0.000 description 6
- 238000005265 energy consumption Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 230000005489 elastic deformation Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000005070 sampling Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 235000008429 bread Nutrition 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 235000013490 limbo Nutrition 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 102200025792 rs179363886 Human genes 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000005382 thermal cycling Methods 0.000 description 1
- 238000011179 visual inspection Methods 0.000 description 1
Images


Abstract
Полезная модель относится к хлебопекарной и кондитерской промышленности и может быть использована для выпечки широкого ассортимента кондитерских изделий, в частности для выпечки съедобных биоразлагаемых контейнеров для напитков и продуктов питания. Устройство содержит раму, модуль привода, содержащий пневмоцилиндр, блок управления, формы для формования, образованные поверхностями матриц, пуансонов, выталкивателей и прижимо-съемников. Упомянутые матрицы, пуансоны, выталкиватели и прижимо-съемники установлены на раме посредством держателей, которые размещены на раме соосно друг другу. Держатель с пуансоном, держатель с прижимом-съемником и держатель с выталкивателем установлены с возможностью осевого возвратно-поступательного движения. Держатель с матрицей жестко закреплен на раме. Держатель с прижимом-съемником расположен над держателем с матрицей. Держатель с пуансоном расположен над держателем с прижимом-съемником, и держатель с выталкивателем расположен под держателем с матрицей. Шток пневмоцилиндра с помощью винтового соединения жестко связан с держателем пуансона. В теле каждого пуансона и выталкивателя размещены нагреватели патронного типа. На наружной поверхности каждой матрицы размещены нагревательные элементы хомутового типа. Использование заявленного технического решения позволяет обеспечить равномерность пропекаемости поверхностей выпекаемого изделия за счет обеспечения равномерности нагрева одноименных поверхностей в каждом месте формы для формования и выпечки. 9 з.п. ф-лы, 5 ил.
Description
Область техники, к которой относится полезная модель
Полезная модель относится к хлебопекарной и кондитерской промышленности и может быть использована для выпечки широкого ассортимента кондитерских изделий, в частности для выпечки съедобных биоразлагаемых контейнеров для напитков и продуктов питания.
Уровень техники и предпосылки создания полезной модели
Из уровня техники известно устройство для выпечки полых изделий, например, вафельных стаканчиков (SU 303040, МПК А21В 5/2, 1971 г.). Устройство состоит из формующего органа, выполненного в виде конусообразного сердечника, к спирали которого подведен электрический ток. Известное устройство содержит нагревательные камеры, транспортер с укрепленными на нем формами, дозатор для розлива теста, и механизм выборки готовых изделий. Первичная термообработка с образованием твердой оболочки осуществляется при формовании, а доводка изделия до кондиции производится в нагревательной камере. Разделение процесса формования в формующем инструменте и доводки изделия до кондиции в камере приводит к увеличению длительности технологического цикла и энергоемкости. Длительность цикла увеличивается из-за дополнительного времени на транспортировку форм в нагревательную камеру, а увеличение энергоемкости из-за необходимости нагревать как формующий инструмент, так и нагревательную камеру. Очевидно, что чем больше площадь нагреваемых элементов, тем больше потерь, которые требуется восполнять для достижения заданных температур выпечки. Кроме этого, при такой технологической схеме снижается процент годных изделий, так как изделия в процессе доводки в камере находятся без ограничения формы, которое обеспечивалось в процессе формовки. В результате этого происходит неравномерность нагрева изделий с последующей деформацией. Неравномерность нагрева обусловлена тем, что при одновременном нахождении изделий в нагревательной камере, часть изделий находится вблизи стенок камеры, часть в центре.
Из уровня техники также известно устройство для выпечки {SU 1666017, МПК А21В 5/2, 1991 г.). Известное устройство содержит рамку с установленными на ней приводом и ротором, на котором размещены разъемные матрицы с пуансонами, дозатор и механизм выборки готовых изделий. Нагревательные элементы установлены на стойке, жестко связанной с рамкой, расположены с внутренней и внешней сторон траектории движения матриц. При такой компоновочной схеме нагревательные элементы обеспечивают нагрев только матриц, пуансоны при этом принудительно не нагревается. Из-за этого происходит увеличение длительности выпечки повышение энергоемкости. Длительность выпечки увеличивается вследствие выпечки при более низких температурах для достижения равномерности пропекаемости снаружи и изнутри изделия. Повышенная энергоемкость обусловлена необходимостью обеспечения нагрева пуансона путем передачи тепла от матрицы к пуансонам через слой хлебопекарного изделия
Из уровня техники также известно устройство для выпечки полых изделий (SU 2121274, МПК 21В 5/2, 1971 г.). Устройство для выпечки полых изделий содержит рамку с разъемной пресс-формой, дозатор, нагревательные элементы, блок управления и нагревательные элементы, установленные соосно в теле пуансонов и теле матричного блока. При этом на хвостовой части пуансона установлено кольцо с пазами для удаления избыточного количества пара из формовочной полости. Недостатком данной компоновочной схемы является наличие облоя на линии разъема матричного блока и неравномерность пропекаемости, что снижает качество выпекаемых изделий. Возникновение облоя обусловлено изготовлением матриц в виде двух половин, которые смыкаются перед заполнением хлебопекарным материалом по линии разъема. Для плотного смыкания матриц требуется сила, которая вызывает упругие деформации станины устройства. Под воздействием упругих деформаций станины и давления газообразных продуктов внутри формовочной полости, полуматрицы в процессе формования и термоциклирования разжимаются, при этом образуется зазор, величина которого достаточна для проникновения в него хлебопекарного материала. В итоге на изделии остается облой, влияющий на внешний вид изделия. Кроме этого, при размыкании полуматриц на плоскость разъема налипает нарост от выкрашивания кусочков облоя. Так как доступ к визуальному осмотру и очистке плоскостей смыкания полуматриц при линейном расположении формовочных гнезд затруднен, зазор по плоскости смыкания постоянно увеличивается, вместе с ним увеличивается и величина облоя. Недостатком включения в единую электрическую цепь нагревателей, установленных относительно линейного расположения рабочих мест, является невозможность регулировки каждого нагревателя независимо от цепи. Из-за этого матрицы и пуансоны расположенные ближе к центру устройства нагреваются сильнее матриц и пуансонов, расположенных с краю.
Сущность полезной модели
Задачей, решаемой заявленной полезной моделью, является создание устройства для выпечки полых хлебопекарных изделий, обеспечивающего равномерную пропекаемость выпекаемого изделия.
Техническим результатом заявленного технического решения является обеспечение равномерности пропекаемости выпекаемого изделия.
Технический результат достигается за счет того, что устройство для выпечки полых хлебопекарных изделий содержит раму, модуль привода, содержащий пневмоцилиндр, блок управления, формы для формования, образованные поверхностями матриц, пуансонов, выталкивателей и прижимо-съемников; причем упомянутые матрицы, пуансоны, выталкиватели и прижимо-съемники установлены на раме посредством держателей, которые размещены на раме соосно друг другу, при этом держатель с пуансоном, держатель с прижимом-съемником и держатель с выталкивателем установлены с возможностью осевого возвратно-поступательного движения, а держатель с матрицей жестко закреплен на раме, причем держатель с прижимом-съемником расположен над держателем с матрицей, а держатель с пуансоном расположен над держателем с прижимом-съемником, и держатель с выталкивателем расположен под держателем с матрицей; причем шток пневмоцилиндра с помощью винтового соединения жестко связан с держателем пуансона, при этом в теле каждого пуансона и выталкивателя размещены нагреватели патронного типа, а на наружной поверхности каждой матрицы размещены нагревательные элементы хомутового типа.
В частном случае реализации заявленного технического решения модуль привода включает в себя пневмоцилиндр, пневмораспределитель, дроссель и пневмопроводы, при этом пневмоцилиндр установлен соосно с держателем пуансона, держателем матрицы, держателем прижимо-съемника и держателем выталкивателя.
В частном случае реализации заявленного технического решения рама выполнена в виде сварной конструкции, состоящей из четырех стоек с жестко закрепленными на них площадками.
В частном случае реализации заявленного технического решения упомянутые держатели выполнены в виде дисков.
В частном случае реализации заявленного технического решения матрица выполнена в виде единой детали.
В частном случае реализации заявленного технического решения блок управления устройства для выпекания съедобных биоразлагаемых контейнеров для напитков и продуктов питания выполнен с возможностью регулировки времени выдержки в сомкнутом состоянии формы для формования, а также с возможностью обеспечения кратковременного раскрытия формующей полости для удаления избыточных газов при выпечке.
В частном случае реализации заявленного технического решения пуансон выполнен с возможностью формирования внутренней поверхности формы для формования и выпечки, матрица выполнена с возможностью формирования наружной поверхности формы для формования и выпечки, прижимо-съемник выполнен с возможностью формирования донной внутренней поверхности формы для формования и выпечки, а выталкиватель выполнен с возможностью формирования донной наружной поверхности формы для формования и выпечки, при этом выталкиватель наряду с функцией формования дна изделия снаружи выполнен с возможностью обеспечения извлечения испеченного изделия из матрицы после выпечки.
В частном случае реализации заявленного технического решения нагревательные элементы подключены независимо друг от друга к источнику электропитания.
В частном случае реализации заявленного технического решения пуансоны и выталкиватели выполнены с глухими отверстиями для установки нагревателей, при этом диаметр упомянутого отверстия выполнен с обеспечением контакта поверхности упомянутого отверстия с поверхностью установленных нагревателей.
В частном случае реализации заявленного технического решения дополнительно содержит направляющие колонки, направляющие втулки и держатели направляющих колонок, при этом направляющие колонки жестко закреплены в держателях колонок, а те, в свою очередь жестко закреплены на держателе матрицы, причем направляющие колонки расположены соосно пуансону, матрице, выталкивателю и прижимо-съемнику, а направляющие втулки жестко закреплены в держателе пуансона, держателе прижимо-съемника и держателе выталкивателя.
В частном случае реализации заявленного технического решения содержит восемь форм для формования, при этом формы для формования расположены по окружности.
Краткое описание чертежей
Детали, признаки, а также преимущества настоящей полезной модели следуют из нижеследующего описания вариантов реализации заявленного технического решения с использованием чертежей, на которых показано:
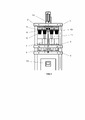
фиг. 1 - компоновочная схема восьмиместной формовочной машины, где матрицы расположены по окружности. Такая компоновка позволяет достичь большей производительности и снижение стоимости по сравнению с компоновкой, когда 24 матрицы размещены на одной станине.
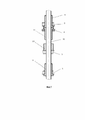
фиг. 2 - формирующий инструмент формовочной машины;
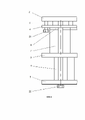
фиг. 3- аксонометрическая проекция формовочной машины;
фиг. 4 - пример крепления держателей пуансона, матрицы, прижимо-съемника и выталкивателя при помощи ступенчатых болтов;
фиг. 5 - узел направления.
На фигурах цифрами обозначены следующие позиции:
1 - рама; 2 - держатель пуансона; 3 - держатель матрицы; 4 - держатель прижимо-съемника; 5 - держатель выталкивателя; 6 - пуансон; 7 - матрица; 8 - прижимо-съемник; 9 - выталкиватель; 10 - направляющие колонки; 11 - направляющие втулки; 12 - пневмоцилиндр; 13 - электрощит; 14 - верхняя площадка; 15 - средняя площадка; 16 - нижняя площадка; 17 - стойки рамы; 18 - отверстие в пуансоне для размещения нагревателя; 19 - отверстие в выталкивателе для размещения нагревателя; 20 - держатель колонки 21 - короткие ступенчатые болты; 22 - длинные ступенчатые болты.
Раскрытие полезной модели
Хлебопекарная машина состоит из рамы (1) со смонтированными на ней: модулем привода, модулем формования и выпечки, узлом направления, деталями ограничения и модулем управления.
Рама представляет собой сварную конструкцию, состоящую из четырех стоек с жестко закрепленными на них площадками. Стойки (17) выполнены из электросварных труб, площадки (верхняя 14, средняя 15, нижняя 16) выполнены из швеллеров. Жесткое закрепление обеспечено сварным соединением упомянутых швеллеров и труб.
Модуль формования и выпечки состоит из держателей: держателя (2) пуансона, держателя (3) матрицы, держателя (4) прижимо-съемника, держателя (5) выталкивателя.
В указанных держателях жестко закреплены рабочие детали устройства для выпекания съедобных биоразлагаемых контейнеров для напитков и продуктов питания, а именно: в держателе (2) закреплен пуансон (6), в держателе (3) закреплена матрица (7), в держателе (4) закреплен прижимо-съемник (8), и держателе (5) закреплен выталкиватель (9).
Держатели выполнены в виде стальных дисков, на которых размещены рабочие детали устройства для выпекания съедобных биоразлагаемых контейнеров для напитков и продуктов питания.
Держатель (3) матрицы жестко закреплен на средней (15) площадке, а держатель (2) пуансона, держатель (4) прижимо-съемника и держатель (5) выталкивателя установлены соосно держателю (3) матрицы с возможностью осевого возвратно-поступательного движения.
Держатель (4) прижимо-съемника расположен над держателем (3) матрицы, держатель (2) пуансона расположен над держателем (4) прижимо-съемника, держатель (5) выталкивателя расположен под держателем (3) матрицы.
В сомкнутом состоянии (крайнее нижнее положение держателя пуансона и крайнее верхнее положение держателя выталкивателя) пуансоны (6) матрицы (7), прижимы-съемники (8) и выталкиватели (9) образуют замкнутые формы для формования и выпечки, образованные поверхностями матриц, пуансонов, выталкивателей и прижимо-съемников.
В заявленном устройстве пуансон (6) формирует внутреннюю поверхность (образующую) формы для формования и выпечки. Матрица (7) формирует наружную (образующую) поверхность формы для формования и выпечки. Прижимо-съемник (8) - формирует донную внутреннюю поверхность формы для формования и выпечки. Выталкиватель (9) - формирует донную наружную поверхность формы для формования и выпечки.
В варианте реализации заявленного технического решения заявленное устройство содержит восемь форм для формования, при этом формы для формования расположены по окружности заявленного устройства.
Пуансон (6), матрица (7), выталкиватель (9) и прижимо-съемник (8) контактируют с тестом и совместно образуют формы для формования, который кроме функции формования хлебопекарного изделия обеспечивает создание вокруг сформованного изделия температурного поля, под воздействием которого вязко-пластичное тесто переходит в твердообразное состояние.
Для этого элементы формы для формования нагревают до требуемой температуры выпечки. Для заявленной схемы формования применен способ нагрева объемных деталей с помощью электронагревателей. Для пуансона и выталкивателя применены нагреватели патронного типа, для матрицы - хомутового типа.
Прижимо-съемник с одной стороны контактирует с поверхностью формы для формования и выпечки по относительно малой поверхности по сравнению с пуансоном и матрицей, с другой стороны имеет контактную поверхность с матрицей. Поэтому прижимо-съемник будет нагреваться хомутовым нагревателем матрицы за счет теплопередачи в зоне контакта прижима-съемника с матрицей.
Для размещения нагревателя внутри пуансона и внутри выталкивателя предусмотрены глухие отверстия (18 и 19 соответственно), которые выполнены осесимметрично с диаметром, обеспечивающем контакт поверхности отверстия, выполненного и в пуансоне, и в выталкивателе, с поверхностью установленных нагревателей. Для пуансона и для выталкивателя применяются нагревателя патронного типа.
Нагреватель для матрицы применяется хомутового типа и монтируется на наружной поверхности матрицы путем обхвата. При этом матрица (7) выполнена в виде единой детали, т.е. матрица (7) выполнена в виде сплошной поверхности и не имеет плоскости разъема по образующей. Матрица не должна быть составной, так как наличие плоскости разъема не позволяет обеспечить равномерный нагрев по меньшей мере двух полуматриц одним нагревателем, так как нагревателей в этом случае требуется по меньшей мере два, по одному в каждой из полуматриц и если нагреватель стоит в каждом пуансоне и выталкивателе для обеспечения равномерного нагрева необходимо еще и в матрице предусмотреть по меньшей мере два нагревателя. Если в пуансон и в выталкиватель нагреватель в виде патрона устанавливается в осесимметричное отверстие, то для по меньшей мере двух полуматриц потребуется по меньшей мере два уникальных нагревателей, которые потребуют дополнительных крепежных деталей в противовес одного хомутового нагревателя, который просто охватывает цельную матрицу. Нагрев матрицы (7) осуществляется путем осесимметричного размещения с внешней стороны матрицы хомутового нагревателя (направление распространения тепла с внешней стороны внутрь матрицы). При этом потери тепла через контактную поверхность матрицы с держателем (3) матрицы компенсируются передачей тепла к матрице от выталкивателя, установленного в окне матрицы.
Для обеспечения равномерности выпечки боковых стенок изделия и дна наружную формовочную поверхность изделия необходимо формовать контактными поверхностями отдельных деталей, таких как матрица и выталкиватель, при этом выталкиватель наряду с функцией формования дна изделия снаружи обеспечивает извлечение испеченного изделия из матрицы после выпечки. Нагрев выталкивателя должен быть изнутри путем осесимметричного размещения патронного нагревателя в теле выталкивателя (направление распространения тепла: изнутри-наружу.
Для точного совмещения осей держателя матрицы, держателя пуансона, держателя прижимо-съемника и держателя выталкивателя используются узел направления (см. фиг. 5). Узел направления состоит из направляющих колонок (10), направляющих втулок (11) и держателей (20) направляющих колонок (10). Направляющие колонки (10) жестко закреплены в держателях (20) колонок, а те, в свою очередь жестко закреплены на держателе (3) матрицы. Таким образом, направляющие колонки расположены соосно пуансону, матрице, выталкивателю и прижимо-съемнику. Направляющие втулки (11) жестко закреплены в держателе (2) пуансона, держателе (4) прижимо-съемника и держателе (5) выталкивателя, таким образом, чтобы обеспечивалась возможность возвратно-поступательного движения держателя (2) пуансона, держателя (5) выталкивателя и держателя (4) прижимо-съемника соосно с держателем (3) матрицы.
Детали ограничения представляют собой ступенчатые короткие (21) болты и длинные (22) болты, которые ограничивают возвратно-поступательное движение держателя (5) выталкивателя и держателя (4) прижимо-съемника.
Модуль привода включает в себя пневмоцилиндр (12), пневмораспределитель, дроссель и пневмопроводы. Пневмоцилиндр (12), пневмораспределитель и дроссель жестко закреплены на верхней (14) площадке рамы (1), при этом пневмоцилиндр установлен соосно с держателем (2) пуансона, держателем (3) матрицы, держателем (4) прижимо-съемника и держателем (5) выталкивателя.
Шток пневмоцилиндра (12) с помощью винтового соединения жестко связан с держателем (2) пуансона. Подвод сжатого воздуха к пневмоцилиндру (12) осуществляется посредством пневмопроводов, выполненных в виде трубок. Пневмопроводы подключены к магистрали со сжатым воздухом и к пневмооборудованию модуля привода таким образом, что сначала сжатый воздух из магистрали поступает к дросселю, затем к пневмораспределителю и пневмоцилиндру (12). Пневмораспределитель электромагнитного типа. Назначение дросселя - регулировка расхода сжатого воздуха, поступающего в полости пневмоцилиндра (12). Чем больше расход, тем больше скорость перемещения штока пневмоцилиндра.
Модуль управления состоит из электрощита (13), в котором смонтированы автоматы (вводной автомат и распределительные автоматы), блок управления и электрокомпоненты. Электрооборудование модуля управления связано между собой электропроводами, таким образом, что с одной стороны обеспечивается подвод электрического тока от электросети к нагревателям, с другой стороны - подвод электрического тока от термопар, встроенных в нагреватели, к блоку управления.
Для реализации цикла формовки и выпечки требуется знакопеременное возвратно-поступательное движение одного из формующих элементов либо движение матрицы (7) при неподвижном пуансоне (6), либо движение пуансона (6) при неподвижной матрице (7).
Так как в полости матрицы (7) (на фиг.2 показан выталкиватель, частично размещенный в полости матрицы) частично установлен выталкиватель (9), который должен после окончания стадии выпечки совершить возвратно-поступательное движение вверх для извлечения изделия из полости матрицы (7), то принимаем за основу компоновочную схему устройства для выпекания съедобных биоразлагаемых контейнеров для напитков и продуктов питания с неподвижными матрицами (7).
Так как матрицы (7), пуансоны (6), прижимы-съемники (8) и выталкиватели (9) выполнены индивидуальными для каждого формовочного места, то принимаем за основу крепление пуансонов (6), матриц (7), прижимов-съемников (8) и выталкивателей (9) на основаниях соответственно - на держателе пуансона, на держателе матрицы, на держателе прижимо-съемника, на держателе выталкивателя.
Таким образом, принята за основу компоновочная схема устройства для выпекания съедобных биоразлагаемых контейнеров для напитков и продуктов питания, где держатель (3) с матрицами (7) жестко крепится к раме (1), а держатель (2) с пуансонами (6), держатель (4) с прижимами-съемниками (8) и держатель (5) с выталкивателями (9) установлены соосно держателю (3) матрицы с возможностью возвратно-поступательного движения относительно оси держателя (3) матрицы.
Ось симметрии держателя (3) матрицы расположена вертикально. Так как держатель (2) пуансона размещен сверху держателя (3) матрицы, то привод держателя (2) пуансона расположен сверху. Поскольку держатель (4) прижима-съемника (8) расположен под держателем (2) пуансона, а держатель (5) выталкивателя под держателем (4) прижимо-съемника, то отдельный привод для приведения в движение держателя прижимо-съемника и держателя выталкивателя не требуется.
При подвешивании держателя (4) прижимо-съемника и при подвешивании держателя (5) выталкивателя к держателю (2) пуансона на ступенчатых коротких (21) и длинных (22) болтах соответственно обеспечивается совместное движение держателя (2) пуансона, держателя (4) прижимо-съемника и держателя (5) выталкивателя вниз и поочередное движение этих элементов вверх, (см. фиг. 4). Для точного совмещения осей держателя матрицы, держателя пуансона, держателя прижимо-съемника и держателя выталкивателя используются направляющие узлы качения - колонки и втулки (см. фиг. 5). Колонки (10) жестко закреплены на держателе (3) матрицы, а втулки (11) на держателе (2) пуансона, держателе (4) прижимо-съемника и держателе (5) выталкивателе.
Держатель матрицы закреплен на раме на высоте 1150 мм над уровнем пола для удобства обслуживания. В процессе выпечки выделяется тепло, негативно влияющее на электрокомпоненты и элементы автоматики, в связи с чем в высвободившее место от поднятия держателя матрицы вверх, установлен электрический щит. Подвод электрического тока выполнен снизу, используя пространство трубчатых опор. Сжатый воздух также подведен снизу через полость одной из четырех опор. В итоге компоновочная схема хлебопекарной машины показана на фиг. 1.
Хлебопекарная машина работает следующим образом.
В исходном состоянии привод обеспечивает подачу сжатого воздуха в полость пневмоцилиндра (12) со стороны поршня штока пневмоцилиндра. При этом шток пневмоцилиндра втянут в корпус пневмоцилиндра (12) и связанный с ним держатель (2) с пуансонами (6) находится в крайнем верхнем положении, держатель (4) с прижимами-съемниками (8) и держатель (5) с выталкивателями (9) находится в подвешенном состоянии. Прижимы-съемники (8) под пуансонами (6), а выталкиватели (9) в полости матриц (7). В таком состоянии рабочие полости формы для формования и выпечки раскрыты, выталкиватели наполовину выдвинуты вверх в полостях матриц, таким образом обеспечивается доступ к полости матрицы (7) для размещения хлебопекарного теста.
Хлебопекарное тесто в виде шарообразных заготовок определенного веса укладывают в полости матриц на контактные поверхности выталкивателей.
После нажатия на кнопку «Пуск» блок управления подает управляющий сигнал пневмораспределителю, под воздействием которого пневмораспределитель подает сжатый воздух в полость пневмоцилиндра (12) со стороны поршня. При этом поршень пневмоцилиндра (12) перемещает держатель (2) пуансона и держатель (4) прижимо-съемника вниз. Одновременно перемещается вниз и держатели (5) выталкивателя с лежащими на них заготовками из теста. Пуансоны (6) при этом давят на заготовку из теста, при этом полость между пуансоном (6) матрицей (7) и выталкивателем (9) заполняется тестом. Не доходя до крайнего нижнего положения штока пневмоцилиндра, прижимы-съемники (8) смыкаются с матрицами (7), формующая полость получается замкнутой.
После выдержки теста в замкнутой полости под температурой, происходит раскрытие формующей полости в обратном порядке. В процессе выпечки возможно прилипание испеченного изделия к поверхностям пуансона и матрицы. Для предотвращения этого при раскрытии формующей полости выталкиватель приподнимает испеченное изделие наполовину из полости матрицы. Прижимо-съемник снимает испеченное изделие с пуансона.
Блок управления устройства для выпекания съедобных биоразлагаемых контейнеров для напитков и продуктов питания позволяет осуществлять регулировку времени выдержки в сомкнутом состоянии, а также обеспечить управление кратковременным раскрытием формующей полости для удаления избыточных газов при выпечке.
Claims (10)
1. Устройство для выпечки полых хлебопекарных изделий, содержащее раму, в виде сварной конструкции, состоящей из четырех стоек с жестко закрепленными на них площадками; модуль формования и выпечки, состоящий из держателей: держателя пуансона, держателя матрицы, держателя прижимо-съемника и держателя выталкивателя, а также имеющий формы для формования изделий, образованные поверхностями матриц, пуансонов, выталкивателей и прижимо-съемников, причем упомянутые матрицы, пуансоны, выталкиватели и прижимо-съемники установлены на раме посредством размещенных на ней соосно друг другу держателей, при этом держатель с пуансоном, держатель с прижимом-съемником и держатель с выталкивателем установлены с возможностью осевого возвратно-поступательного движения, держатель с матрицей жестко закреплен на раме, держатель с прижимом-съемником расположен над держателем с матрицей, держатель с пуансоном расположен над держателем с прижимом-съемником, а держатель с выталкивателем расположен под держателем с матрицей; кроме того, в теле каждого пуансона и выталкивателя размещены нагреватели патронного типа, а на наружной поверхности каждой матрицы размещены нагревательные элементы хомутового типа; устройство также содержит модуль привода, содержащий пневмоцилиндр, шток которого с помощью винтового соединения жестко связан с держателем пуансона, и блок управления.
2. Устройство по п. 1, отличающееся тем, что модуль привода включает в себя пневмоцилиндр, пневмораспределитель, дроссель и пневмопроводы, при этом пневмоцилиндр установлен соосно с держателем пуансона, держателем матрицы, держателем прижимо-съемника и держателем выталкивателя.
3. Устройство по п. 1, отличающееся тем, что упомянутые держатели выполнены в виде дисков.
4. Устройство по п. 1, отличающееся тем, что матрица выполнена в виде единой детали.
5. Устройство по п. 1, отличающееся тем, что блок управления устройства для выпекания полых хлебобулочных изделий выполнен с возможностью регулировки времени выдержки в сомкнутом состоянии формы для формования, а также с возможностью обеспечения кратковременного раскрытия формующей полости для удаления избыточных газов при выпечке.
6. Устройство по п. 1, отличающееся тем, что пуансон выполнен с возможностью формирования внутренней поверхности формы для формования и выпечки, матрица выполнена с возможностью формирования наружной поверхности формы для формования и выпечки, прижимо-съемник выполнен с возможностью формирования донной внутренней поверхности формы для формования и выпечки, а выталкиватель выполнен с возможностью формирования донной наружной поверхности формы для формования и выпечки, при этом выталкиватель наряду с функцией формированияя дна изделия снаружи выполнен с возможностью обеспечения извлечения испеченного изделия из матрицы после выпечки.
7. Устройство по п. 1, отличающееся тем, что нагревательные элементы подключены независимо друг от друга к источнику электропитания.
8 Устройство по п. 1, отличающееся тем, что пуансоны и выталкиватели выполнены с глухими отверстиями для установки нагревателей, при этом диаметр упомянутого отверстия выполнен с обеспечением контакта поверхности упомянутого отверстия с поверхностью установленных нагревателей.
9. Устройство по п. 1, отличающееся тем, что дополнительно содержит направляющие колонки, направляющие втулки и держатели направляющих колонок, при этом направляющие колонки жестко закреплены в держателях колонок, а те жестко закреплены на держателе матрицы, причем направляющие колонки расположены соосно пуансону, матрице, выталкивателю и прижимо-съемнику, а направляющие втулки жестко закреплены в держателе пуансона, держателе прижимо-съемника и держателе выталкивателя.
10. Устройство по п. 1, отличающееся тем, что содержит восемь форм для формования, при этом формы для формования расположены по окружности.
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU214830U1 true RU214830U1 (ru) | 2022-11-16 |
Family
ID=
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU303040A1 (ru) * | Г. С. Друбич Институт Ленгипропищепром | УСТРОЙСТВО дл ИЗГОТОВЛЕНИЯ ВАФЕЛЬНЫХ СТАКАНЧИКОВ | ||
| SU1666017A1 (ru) * | 1989-02-27 | 1991-07-30 | Московский технологический институт пищевой промышленности | Устройство дл выпечки вафельных изделий |
| RU2018228C1 (ru) * | 1992-10-08 | 1994-08-30 | Вионцек Александр Викторович | Устройство для производства полых хлебобулочных изделий |
| US6880544B2 (en) * | 2002-12-10 | 2005-04-19 | Lang Manufacturing Company | Rack oven |
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU303040A1 (ru) * | Г. С. Друбич Институт Ленгипропищепром | УСТРОЙСТВО дл ИЗГОТОВЛЕНИЯ ВАФЕЛЬНЫХ СТАКАНЧИКОВ | ||
| SU1666017A1 (ru) * | 1989-02-27 | 1991-07-30 | Московский технологический институт пищевой промышленности | Устройство дл выпечки вафельных изделий |
| RU2018228C1 (ru) * | 1992-10-08 | 1994-08-30 | Вионцек Александр Викторович | Устройство для производства полых хлебобулочных изделий |
| US6880544B2 (en) * | 2002-12-10 | 2005-04-19 | Lang Manufacturing Company | Rack oven |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN115891106B (zh) | 吹灌封模具装置及成型方法、连续式吹灌封设备及使用方法 | |
| CN209849853U (zh) | 一种钣金件压铸成型模具 | |
| RU2622424C2 (ru) | Способ и устройство для изготовления стеклянного изделия, имеющего ручку | |
| CN110039690B (zh) | 一种电缆附件硅橡胶加热硫化模具 | |
| CN106424509A (zh) | 一种三通管件挤压成型模具及成型方法 | |
| RU214830U1 (ru) | Устройство для выпекания съедобных биоразлагаемых контейнеров для напитков и продуктов питания | |
| CN214053133U (zh) | 一种金属管件挤压成型系统 | |
| CN107365061B (zh) | 配备加载/卸载部的冷却成型装置 | |
| CN219360143U (zh) | 一种散热效果好的多层瓶坯用注塑装置 | |
| CN110026520A (zh) | 具有内冷却功能的热锻模具下模及其冷却方法 | |
| CN116749569A (zh) | 一种刹车片等比热压机 | |
| CN113927805B (zh) | 全自动pvc滴胶生产线 | |
| CN211218369U (zh) | 一种用于大中口径炮弹的双工位收口成型装置 | |
| US4589837A (en) | Machine for producing containers from extruded and blow-molded plastic material | |
| KR100225663B1 (ko) | 프레스 공정을 이용하여 성형 유리 제품을 제조하기 위한 방법 및 이 방법의 실시에 특히 적합한 장치 | |
| CN107173400A (zh) | 基于水平挤压的全自动立体点心生产装置及方法 | |
| CN112474858B (zh) | 一种近环形类构件热拉深挤压成形工艺 | |
| CN112917876B (zh) | 一种带升降式底模板的注吹一体机 | |
| CN209191236U (zh) | 一种具有直顶斜推式脱模机构的模具 | |
| KR860000392B1 (ko) | 냉동 과자 재성형 방법 | |
| CN223929475U (zh) | 食品整形模具 | |
| CN215151187U (zh) | 快速成型塑料发泡模具 | |
| CN218535589U (zh) | 一种可自动脱模的机油瓶吹塑模具 | |
| CN120421440B (zh) | 一种薄壁帽形件一体成形装置及工艺 | |
| CN110200033B (zh) | 大饼成型排盘一体机 |