RU2155656C1 - Состав покрытия электродов - Google Patents
Состав покрытия электродов Download PDFInfo
- Publication number
- RU2155656C1 RU2155656C1 RU99118184A RU99118184A RU2155656C1 RU 2155656 C1 RU2155656 C1 RU 2155656C1 RU 99118184 A RU99118184 A RU 99118184A RU 99118184 A RU99118184 A RU 99118184A RU 2155656 C1 RU2155656 C1 RU 2155656C1
- Authority
- RU
- Russia
- Prior art keywords
- ferrotitanium
- coating
- welding
- electrodes
- composition
- Prior art date
Links
- 239000000203 mixture Substances 0.000 title claims abstract description 10
- 238000000576 coating method Methods 0.000 title abstract description 14
- 239000011248 coating agent Substances 0.000 title abstract description 13
- 238000003466 welding Methods 0.000 claims abstract description 8
- 229910001200 Ferrotitanium Inorganic materials 0.000 claims abstract description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract description 6
- 239000006004 Quartz sand Substances 0.000 claims abstract description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims abstract description 5
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 5
- 239000010959 steel Substances 0.000 claims abstract description 5
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 4
- 239000000956 alloy Substances 0.000 claims abstract description 4
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 4
- 239000010436 fluorite Substances 0.000 claims description 9
- 239000004579 marble Substances 0.000 claims description 8
- 229920002134 Carboxymethyl cellulose Polymers 0.000 claims description 4
- 239000004014 plasticizer Substances 0.000 claims description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 3
- QYFRTHZXAGSYGT-UHFFFAOYSA-L hexaaluminum dipotassium dioxosilane oxygen(2-) difluoride hydrate Chemical compound O.[O--].[O--].[O--].[O--].[O--].[O--].[O--].[O--].[O--].[F-].[F-].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[K+].[K+].O=[Si]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O QYFRTHZXAGSYGT-UHFFFAOYSA-L 0.000 claims description 3
- 239000008199 coating composition Substances 0.000 claims description 2
- 229910052751 metal Inorganic materials 0.000 abstract description 10
- 239000002184 metal Substances 0.000 abstract description 10
- 239000002893 slag Substances 0.000 abstract description 5
- 229910052748 manganese Inorganic materials 0.000 abstract description 4
- 239000011572 manganese Substances 0.000 abstract description 4
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 abstract description 3
- 238000005275 alloying Methods 0.000 abstract description 3
- 238000007670 refining Methods 0.000 abstract description 3
- 230000000694 effects Effects 0.000 abstract description 2
- 239000004615 ingredient Substances 0.000 abstract description 2
- 229910052627 muscovite Inorganic materials 0.000 abstract description 2
- 230000001590 oxidative effect Effects 0.000 abstract description 2
- 239000000843 powder Substances 0.000 abstract description 2
- 239000010433 feldspar Substances 0.000 abstract 2
- 239000000126 substance Substances 0.000 abstract 1
- 229910002796 Si–Al Inorganic materials 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000010445 mica Substances 0.000 description 2
- 229910052618 mica group Inorganic materials 0.000 description 2
- 229910001021 Ferroalloy Inorganic materials 0.000 description 1
- 229910000616 Ferromanganese Inorganic materials 0.000 description 1
- 229910000519 Ferrosilicon Inorganic materials 0.000 description 1
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 1
- 229910000720 Silicomanganese Inorganic materials 0.000 description 1
- 229910000323 aluminium silicate Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 1
- YGANSGVIUGARFR-UHFFFAOYSA-N dipotassium dioxosilane oxo(oxoalumanyloxy)alumane oxygen(2-) Chemical compound [O--].[K+].[K+].O=[Si]=O.O=[Al]O[Al]=O YGANSGVIUGARFR-UHFFFAOYSA-N 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- DALUDRGQOYMVLD-UHFFFAOYSA-N iron manganese Chemical compound [Mn].[Fe] DALUDRGQOYMVLD-UHFFFAOYSA-N 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 229940072033 potash Drugs 0.000 description 1
- BWHMMNNQKKPAPP-UHFFFAOYSA-L potassium carbonate Substances [K+].[K+].[O-]C([O-])=O BWHMMNNQKKPAPP-UHFFFAOYSA-L 0.000 description 1
- 235000015320 potassium carbonate Nutrition 0.000 description 1
- 235000019353 potassium silicate Nutrition 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images
Landscapes
- Nonmetallic Welding Materials (AREA)
Abstract
Изобретение относится к сварке, а именно к составу покрытия электродов, предназначенных для сварки ответственных конструкций из низкоуглеродистых низколегированных сталей. Покрытие содержит мрамор, плавиковый шпат, кварцевый песок, ферротитан, карбоксилметилцеллюлозу, слюду мусковит, железный порошок. Использование в качестве легирующего компонента одного ферротитана гарантирует содержание марганца в наплавленном металле в пределах 0,35-0,45. Соблюдение определенного соотношения количества плавикового шпата и мрамора позволяет увеличить рафинирующую способность образующегося шлака и уменьшить его окислительный потенциал. Состав покрытия обеспечивает получение высоких пластично-вязких свойств металла шва. 1 табл.
Description
Изобретение относится к области сварки, в частности к сварочным материалам, преимущественно для сварки ответственных металлоконструкций, изделий, сооружений и трубопроводов из низкоуглеродистых и низколегированных сталей.
Широко известны электроды марки УОНИ-13/45, находящие применение в различных отраслях промышленности /1/. Недостатком электродов является низкая технологичность в изготовлении, характеризующаяся низкой пластичностью массы, затрудняющей получение стабильной центричности электродов. Кроме того, получение предела прочности металла шва в диапазоне 420-460 МПа достигается в весьма узком диапазоне содержания легирующих компонентов данного покрытия - марганца и кремния. Этим и объясняется невысокая стабильность требуемых высоких пластично-вязких свойств наплавленного металла.
Наиболее близким аналогом заявленному решению можно считать состав электродного покрытия для сварки низкоуглеродистых и низколегированных сталей по патенту Российской Федерации N 2005032, B 23 K 35/365, /2/, включающий, мас. %: мрамор 48-50, плавиковый шпат 8-16, поташ 0,5-1,5, тальк 1-3, ферротитан 8-11, алюмосиликат 7-10, органический пластификатор 1,5-2,5, силикомарганец 4-8, порошок стали 8-12. Недостатком данного покрытия является нестабильность пластических свойств наплавленного металла, в частности при пониженных температурах.
Задачей изобретения является повышение стабильности пластично-вязких характеристик наплавленного металла - относительного удлинения, ударной вязкости, особенно при отрицательных температурах, а также улучшение технологичности изготовления электродов.
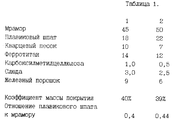
Поставленная задача решается тем, что в состав дополнительно вводится кварцевый песок, слюда мусковит, в качестве органического пластификатора используется карбоксилметилцеллюлоза, а также регламентируется соотношение шлакообразующих компонентов плавикового шпата и мрамора, которое составляет 0,35 - 0,45, при следующем соотношении ингредиентов состава, мас.%: мрамор 43 - 51, плавиковый шпат 18-23, кварцевый песок 7-11, ферротитан 12-17, карбоксилметилцеллюлоза 0,5-1,0, слюда мусковит 2,5-5,0, железный порошок 3-10.
Суммарное количество плавикового шпата и мрамора зависит от количества железного порошка, вводимого в покрытие, определяемого в свою очередь диаметром электрода.
Введение слюды в покрытие увеличивает пластичность обмазочной массы при использовании меньшего количества жидкого стекла и повышает стабильность получения центричного покрытия. Введение железного порошка приводит к повышению стабильности горения дуги и уменьшению опасности образования шлаковых включений из-за чрезмерного количества шлака в зоне сварки.
Принятая система легирования одним ферротитаном, представляющим собой комплексный ферросплав системы Ti-Si-Al, гарантирует содержание марганца в наплавленном металле в пределах 0,35 - 0,45, определяемом только содержанием его в проволоке стержня электрода. Это и обеспечивает получение предела прочности в диапазоне 420 - 460 МПа при высоких пластично-вязких характеристиках металла шва. Здесь большую роль играет соотношение количества плавикового шпата и мрамора, соблюдение которого позволяет увеличить рафинирующую способность образующегося шлака и уменьшить его окислительный потенциал.
В результате отсутствия в покрытии ферромарганца и ферросилиция не только улучшаются санитарно-гигиенические характеристики электродов при их использовании, но и уменьшается активность обмазки в ее реакции со стеклом при изготовлении электродов, что приводит к улучшению пластичности обмазочной массы и стабильности по концентричности электродов.
Уменьшение окислительного потенциала покрытия в сочетании с высоким раскислительным потенциалом системы Ti-Si-Al обеспечивает достаточно высокий и стабильный переход марганца из проволоки, а также высокую рафинирующую способность образовавшегося шлака, обогащенного плавиковым шпатом, что позволяет получить высокие пластично-вязкие свойства металла шва.
В лабораторных и опытно-заводских условиях были изготовлены партии электродов ⌀ 3 мм с различными составами покрытия, приведенными в таблице 1.
Результаты испытаний пластических свойств электродов опытных партий приведены ниже.
Ударная вязкость при комнатной температуре и при -30oC для первого состава составляет 180 и 40 кДж/см2 соответственно, а для второго состава - 190 и 45 кДж/см2 соответственно.
Относительное удлинение для первого состава составляет 26%, а для второго состава - 28%.
Claims (1)
- Состав покрытия электродов для сварки низкоуглеродистых и низколегированных сталей, включающий мрамор, плавиковый шпат, ферротитан, железный порошок, органический пластификатор, отличающийся тем, что он дополнительно содержит кварцевый песок, слюду мусковит, а в качестве органического пластификатора состав содержит карбоксилметилцеллюлозу при следующем соотношении компонентов, мас.%:
Мрамор - 43 - 51
Плавиковый шпат - 18 - 23
Кварцевый песок - 7 - 11
Ферротитан - 12 - 17
Карбоксилметилцеллюлоза - 0,5 - 1,0
Слюда мусковит - 2,5 - 5,0
Железный порошок - 3 - 10
при этом отношение содержаний плавикового шпата и мрамора составляет 0,35 - 0,45.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU99118184A RU2155656C1 (ru) | 1999-08-20 | 1999-08-20 | Состав покрытия электродов |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU99118184A RU2155656C1 (ru) | 1999-08-20 | 1999-08-20 | Состав покрытия электродов |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2155656C1 true RU2155656C1 (ru) | 2000-09-10 |
Family
ID=20224160
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU99118184A RU2155656C1 (ru) | 1999-08-20 | 1999-08-20 | Состав покрытия электродов |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2155656C1 (ru) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3627574A (en) * | 1969-08-15 | 1971-12-14 | Teledyne Inc | Covered low hydrogen arc welding electrode |
| DE2648336A1 (de) * | 1975-10-29 | 1977-05-05 | Soudure Autogene Elect | Ummantelte elektrode fuer die manuelle schweissung von niedriggekohlten staehlen |
| SU1066766A1 (ru) * | 1980-04-18 | 1984-01-15 | Проектно-технологический институт "Энергомонтажпроект" | Состав электродного покрыти |
| RU2005032C1 (ru) * | 1991-04-22 | 1993-12-30 | Научно-исследовательский институт по монтажным и специальным работам | Состав электродного покрыти |
-
1999
- 1999-08-20 RU RU99118184A patent/RU2155656C1/ru active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3627574A (en) * | 1969-08-15 | 1971-12-14 | Teledyne Inc | Covered low hydrogen arc welding electrode |
| DE2648336A1 (de) * | 1975-10-29 | 1977-05-05 | Soudure Autogene Elect | Ummantelte elektrode fuer die manuelle schweissung von niedriggekohlten staehlen |
| SU1066766A1 (ru) * | 1980-04-18 | 1984-01-15 | Проектно-технологический институт "Энергомонтажпроект" | Состав электродного покрыти |
| RU2005032C1 (ru) * | 1991-04-22 | 1993-12-30 | Научно-исследовательский институт по монтажным и специальным работам | Состав электродного покрыти |
Non-Patent Citations (1)
| Title |
|---|
| ДАВЫДЕНКО В.Д. Справочник по сварочным электродам. Ростовское книжное издательство, 1961, с.64. * |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DK2105243T3 (da) | Metalbaseret fluss-middel-kerne-tråd til Ar-CO 2 blandet-gas-beskyttet lysbuesvejsning | |
| RU2155656C1 (ru) | Состав покрытия электродов | |
| RU2102209C1 (ru) | Сварочный электрод | |
| WO1986004284A1 (fr) | Electrode pour surfaçage sous laitier electroconducteur | |
| SU804304A1 (ru) | Шихта порошковой проволоки | |
| SU733931A1 (ru) | Шихта порошковой проволоки | |
| SU912455A1 (ru) | Шихта порошковой проволоки | |
| JPS61232097A (ja) | 溶接用フラツクス入りワイヤ | |
| SU1745482A1 (ru) | Состав электродного покрыти | |
| KR100505918B1 (ko) | 보호가스를 겸용으로 사용할 수 있는 티타니아계 플럭스충전와이어 | |
| SU125853A1 (ru) | Электрод для дуговой сварки и наплавки высокопрочного и серого чугуна | |
| RU2198774C1 (ru) | Состав электродного покрытия | |
| RU2100167C1 (ru) | Состав электродного покрытия для износостойкой наплавки деталей | |
| US4225773A (en) | Cored electrode | |
| SU925600A1 (ru) | Состав электродного покрыти | |
| SU625879A1 (ru) | Состав электродного покрыти | |
| RU2070497C1 (ru) | Состав электродного покрытия для сварки низкоуглеродистых сталей | |
| RU2051775C1 (ru) | Электрод для сварки | |
| RU2049638C1 (ru) | Электродное покрытие для сварки низкоуглеродистых сталей | |
| SU927462A1 (ru) | Состав электродного покрыти | |
| SU816729A1 (ru) | Состав порошковой проволоки | |
| SU986685A1 (ru) | Электродное покрытие | |
| SU772773A1 (ru) | Шихта порошковой проволоки | |
| SU1676776A1 (ru) | Электрод дл сварки чугуна | |
| SU1416290A1 (ru) | Порошкова проволока |