RU2199418C2 - Способ отрезки резанием и инструмент для его осуществления - Google Patents
Способ отрезки резанием и инструмент для его осуществления Download PDFInfo
- Publication number
- RU2199418C2 RU2199418C2 RU99112309/02A RU99112309A RU2199418C2 RU 2199418 C2 RU2199418 C2 RU 2199418C2 RU 99112309/02 A RU99112309/02 A RU 99112309/02A RU 99112309 A RU99112309 A RU 99112309A RU 2199418 C2 RU2199418 C2 RU 2199418C2
- Authority
- RU
- Russia
- Prior art keywords
- cutting
- tool
- deforming
- blank
- cutter
- Prior art date
Links
Images
Landscapes
- Turning (AREA)
Abstract
Изобретение относится к области машиностроительного производства, технологической отрезке заготовок, например кольцевых заготовок для подшипников. Способ включает разрушение материала заготовки-детали в пределах ширины паза отрезным резцом при его радиальной подаче и вращении заготовки-детали и упреждающее воздействие на поверхность резания деформирующим инструментом с образованием на поверхности резания канавки, которая делит глубину резания на две отдельные части, подвергаемые впоследствии обособленному разрушению резанием отрезным резцом. Для интенсификации процесса резания деформирующий инструмент выполняют со сферической поверхностью, которой одновременно воздействуют на боковые поверхности канавки на заготовке-детали отрезного резца. Инструмент содержит отрезной резец и деформирующий инструмент. Для повышения жесткости он снабжен подпорной стойкой. При этом деформирующий инструмент выполнен в виде шарика, размещенного в несамотормозящемся канале, образованном между нижней поверхностью отрезного резца и верхней поверхностью подпорной стойки с расхождением по направлению к заготовке-детали. 2 с.п. ф-лы, 2 ил.
Description
Изобретение относится к машиностроительному производству как способ технологической отрезки резанием, например кольцевых заготовок для подшипников, и инструмент для его реализации.
Известны разделительные процессы отрезки резцами [1], в числе которых "Способ отрезки заготовок [2]", принятый за прототип. Он заключается в разрушении материала заготовки-детали при ее вращении, радиальной подаче отрезного резца и опережающем воздействии на поверхность деформирующим инструментом, в частности роликом (а.с. 490572 СССР).
Несовершенством известного способа отрезки является недостаточная интенсификация процесса резания отрезным резцом, т.к. ролик, делящий стружкопоток на два раздельных, не повышает жесткость резца, что особо важно при глубокой резке.
Жесткость резца существенно повышается, если снизить усилия резания, а это возможно, если известное блокированное резание перевести в свободное, а по-другому - если исключить вспомогательные кромки резца из процесса формообразования.
Данный технический результат есть следствие того, что деформирующий инструмент выполняется со сферической поверхностью, которая воздействует одновременно и на боковые поверхности канавки, создаваемой в процессе резания отрезным инструментом. Последний, как совокупность собственно отрезного резца и деформирующего шарика, снабжается подпорной стойкой, образующей несамотормозящий канал, в котором и установлен шарик с возможностью свободного вращения - поворота.
Существенность, новизна и технический результат иллюстрируются:
- на фиг.1 - принципиальная схема способа отрезки резанием и инструмент для его осуществления;
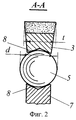
- на фиг.2 - сечение А-А на фиг.2.
- на фиг.1 - принципиальная схема способа отрезки резанием и инструмент для его осуществления;
- на фиг.2 - сечение А-А на фиг.2.
При отрезке от заготовки 1 (фиг.1) детали 2 инструментом 3 резанием с образованием продукта разрушения в виде стружки 4 при скорости вращения V, глубине резания t (см фиг.2) и подаче S происходит упреждающее воздействие на поверхность резания деформирующим инструментом 5 с образованием канавки 6, делящей глубину резания на две отдельные части, подверженные затем обособленному разрушению отрезным инструментом.
Последний снабжен подпорной стойкой 7, на которую опирается канавкообразующий шарик 5 через несамотормозящий канал 8 инструмента. Причем диаметр шарика превосходит глубину резания или ширину канавки, т.е. d>t.
Воспроизводство комплексного изобретения не вызывает сомнений, а его технический результат очевиден: глубокая отрезка теперь происходит так же легко, как если бы процесс отрезки только-только начался, теперь усилия резания не возрастают по мере углубления отрезного инструмента, а его стойкость= работоспособность теперь во власти лишь технологических характеристик режущей пластины и режимов резания.
Материализация и технико-экономическая эффективность заявленного комплексного изобретения очевидны, а его существенность приоритетна для России.
Источники информации
1. Резников А.Н., Лимонов И.П., Пилинский В.И. и др. Режущий инструмент для автоматов и полуавтоматов. - Куйбышев: Куйбышевское книжное издательство, 1961, с.67-92.
1. Резников А.Н., Лимонов И.П., Пилинский В.И. и др. Режущий инструмент для автоматов и полуавтоматов. - Куйбышев: Куйбышевское книжное издательство, 1961, с.67-92.
2. А.с. 490572 SU, B 23 B 1/00, 1976.
Claims (2)
1. Способ отрезки резанием, включающий разрушение материала заготовки-детали в пределах ширины паза отрезным резцом при его радиальной подаче и вращении заготовки-детали и упреждающее воздействие на поверхность резания деформирующим инструментом с образованием на поверхности резания канавки, который делит глубину резания на две отдельные части, подвергаемые впоследствии обособленному разрушению резанием отрезным резцом, отличающийся тем, что деформирующий инструмент выполняют со сферической поверхностью, которой одновременно воздействуют на боковые поверхности канавки на заготовке-детали от отрезного резца.
2. Инструмент для отрезки резанием, содержащий отрезной резец и деформирующий инструмент, отличающийся тем, что он снабжен подпорной стойкой, при этом деформирующий инструмент выполнен в виде шарика, размещенного в несамотормозящемся канале, образованном между нижней поверхностью отрезного резца и верхней поверхностью подпорной стойки с расхождением по направлению к заготовке-детали.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU99112309/02A RU2199418C2 (ru) | 1999-06-07 | 1999-06-07 | Способ отрезки резанием и инструмент для его осуществления |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU99112309/02A RU2199418C2 (ru) | 1999-06-07 | 1999-06-07 | Способ отрезки резанием и инструмент для его осуществления |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU99112309A RU99112309A (ru) | 2001-04-10 |
| RU2199418C2 true RU2199418C2 (ru) | 2003-02-27 |
Family
ID=20221042
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU99112309/02A RU2199418C2 (ru) | 1999-06-07 | 1999-06-07 | Способ отрезки резанием и инструмент для его осуществления |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2199418C2 (ru) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2323524A1 (de) * | 1972-06-02 | 1973-12-13 | Fritz Angst | Abstechwerkzeug |
| SU490572A1 (ru) * | 1971-01-13 | 1975-11-05 | Одесский Политехнический Институт | Способ отрезки заготовок |
| GB1414591A (en) * | 1973-01-04 | 1975-11-19 | Ardal Og Sunndal Verk | Slotting tool |
| SU706196A2 (ru) * | 1978-07-03 | 1979-12-30 | Предприятие П/Я Г-4585 | Способ механической обработки труднообрабатываемых материалов |
| SU831388A1 (ru) * | 1979-05-07 | 1981-05-23 | Предприятие П/Я Р-6564 | Канавочный резец |
| SU1199466A1 (ru) * | 1984-07-26 | 1985-12-23 | Rozenblat Anatolij | Сборочный режущий инструмент А.И.Розенблата |
| EP0241973A2 (de) * | 1986-04-14 | 1987-10-21 | Plansee Tizit Gesellschaft M.B.H. | Schneideinsatz zur spanabhebenden Bearbeitung |
| SU1414509A1 (ru) * | 1985-12-03 | 1988-08-07 | Е.В. Скочко | Отрезной резец |
-
1999
- 1999-06-07 RU RU99112309/02A patent/RU2199418C2/ru active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU490572A1 (ru) * | 1971-01-13 | 1975-11-05 | Одесский Политехнический Институт | Способ отрезки заготовок |
| DE2323524A1 (de) * | 1972-06-02 | 1973-12-13 | Fritz Angst | Abstechwerkzeug |
| GB1414591A (en) * | 1973-01-04 | 1975-11-19 | Ardal Og Sunndal Verk | Slotting tool |
| SU706196A2 (ru) * | 1978-07-03 | 1979-12-30 | Предприятие П/Я Г-4585 | Способ механической обработки труднообрабатываемых материалов |
| SU831388A1 (ru) * | 1979-05-07 | 1981-05-23 | Предприятие П/Я Р-6564 | Канавочный резец |
| SU1199466A1 (ru) * | 1984-07-26 | 1985-12-23 | Rozenblat Anatolij | Сборочный режущий инструмент А.И.Розенблата |
| SU1414509A1 (ru) * | 1985-12-03 | 1988-08-07 | Е.В. Скочко | Отрезной резец |
| EP0241973A2 (de) * | 1986-04-14 | 1987-10-21 | Plansee Tizit Gesellschaft M.B.H. | Schneideinsatz zur spanabhebenden Bearbeitung |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4126064A (en) | Preparation of annular blanks from tube stock | |
| US6178852B1 (en) | Rotary die laser machining and hardening apparatus and method | |
| US4586855A (en) | Face milling cutter | |
| US4509396A (en) | Apparatus for making holes in thick stacks of paper | |
| CN105689615B (zh) | 叠合式套锻方法 | |
| RU2199418C2 (ru) | Способ отрезки резанием и инструмент для его осуществления | |
| US5284407A (en) | Saw mill apparatus for castings and method | |
| CA1179494A (en) | Face milling cutter | |
| CN202344010U (zh) | 机夹不重磨硬质合金端铣刀阶梯式刀刃结构 | |
| US20180071842A1 (en) | Punching device, punch and method | |
| CN103395131A (zh) | 多线切割机导轮线槽及其加工方法 | |
| CN204295021U (zh) | 一种复合硬质合金刀具 | |
| US4401401A (en) | Method and apparatus for broaching | |
| US4584749A (en) | Method for making cages for rolling bearings | |
| CN102142744B (zh) | 电机定子整圆冲片冲槽切分模 | |
| CN204221075U (zh) | 一种新型铣刀盘 | |
| CN106425344A (zh) | 台阶短轴加工方法 | |
| CN101193726A (zh) | 级进冲模工具方法及装置 | |
| CN205270908U (zh) | 卡盘螺纹刀 | |
| CN111036938A (zh) | 一种长屑材料断屑加工方法 | |
| JP3545070B2 (ja) | 金型材の荒取加工方法 | |
| JP2004017127A (ja) | バリ取り装置及びそれに用いるバリ打抜工具 | |
| JPS6161704A (ja) | 中ぐり加工における切屑処理方法 | |
| CN108380949B (zh) | 一种曲轴铣削工艺 | |
| EP0493333A1 (en) | A cutting tool for disc-shaped metal sheets |