RU2201301C2 - Method for making copper rods and installation for performing the same - Google Patents
Method for making copper rods and installation for performing the same Download PDFInfo
- Publication number
- RU2201301C2 RU2201301C2 RU99104945/02A RU99104945A RU2201301C2 RU 2201301 C2 RU2201301 C2 RU 2201301C2 RU 99104945/02 A RU99104945/02 A RU 99104945/02A RU 99104945 A RU99104945 A RU 99104945A RU 2201301 C2 RU2201301 C2 RU 2201301C2
- Authority
- RU
- Russia
- Prior art keywords
- copper
- rolling
- stands
- rolling mill
- installation
- Prior art date
Links
Images


Landscapes
- Metal Rolling (AREA)
Abstract
Description
Изобретение относится к металлургической промышленности и может быть использовано для изготовления медных штанг для процесса электролиза меди. The invention relates to the metallurgical industry and can be used for the manufacture of copper rods for the process of copper electrolysis.
Указанные штанги должны иметь плотную посадку в медной ошиновке электролизных ванн в целях обеспечения хорошего контакта и электропроводности при одновременном обеспечении механический жесткости и долгого срока службы. These rods should have a tight fit in the copper busbar of the electrolysis baths in order to ensure good contact and electrical conductivity while providing mechanical rigidity and a long service life.
Этим требованиям в известной степени удовлетворяют полые медные штанги, получаемые на заводе обработки цветных металлов (г. Ревда, РФ). To a certain extent, these hollow copper rods obtained at the non-ferrous metal processing plant (Revda, Russian Federation) satisfy these requirements.
Известен способ изготовления штанг из медных труб, включающий прокатку трубных заготовок на трубопрокатных станах и последующую обработку трубы до придания ей нужного профиля и сечения (чертеж М 5249, 1992). Полученная известным способом медная штанга имеет заданный профиль с полым сечением и толщиной стенки 2,5 мм и изготавливается из меди марки М1. A known method of manufacturing rods from copper pipes, including rolling tube blanks on pipe mills and subsequent processing of the pipe to give it the desired profile and cross-section (drawing M 5249, 1992). Obtained in a known manner, the copper rod has a predetermined profile with a hollow section and a wall thickness of 2.5 mm and is made of copper grade M1.
Штанга имеет хорошую посадку в медной ошиновке, однако достигнуть требуемой механической жесткости и долгого срока службы не удается. Кроме того, способ является чрезвычайно трудоемким и сложным, его осуществляют в плавильной печи с плавкой металла, в кристаллизаторе с изготовлением трубной заготовки, в трубопрокатном стане с прокаткой заготовки в трубу, в устройстве для придания нужного профиля. В процессе выполняют также операции отжига и закаливания. При этом использование перечисленных переделов предъявляет жесткие требования к получению трубной заготовки, прокатке труб и последующей обработке труб с приданием нужного профиля как по качественным характеристикам, так и предельным допускам. The rod has a good fit in a copper bus, however, it is not possible to achieve the required mechanical stiffness and long service life. In addition, the method is extremely time-consuming and complex, it is carried out in a melting furnace with metal melting, in a mold with the manufacture of a pipe billet, in a tube mill with rolling the billet into a pipe, in a device to give the desired profile. In the process, annealing and hardening operations are also performed. At the same time, the use of the aforementioned stages imposes stringent requirements on obtaining a pipe billet, rolling pipes and subsequent processing of pipes with giving the desired profile both in terms of quality characteristics and maximum tolerances.
Ближайшим аналогом (прототипом) является технология изготовления медной катанки круглого диаметра на линии непрерывного литья и прокатки фирмы "Southwire" (США), включающая плавку, литье расплавленной меди в кристаллизатор, прокатку полученной заготовки в прокатном стане, осветление, намотку и упаковку катанки. (Технологическая часть проекта завода медной катанки, СП "Кабикс Консалтинг", г. Москва 1992; Рекламный проспект завода медной катанки, издательство "КИIК", г. Алматы, 1998). The closest analogue (prototype) is the manufacturing technology of round-diameter copper wire rod on the continuous casting and rolling line of Southwire (USA), including smelting, casting molten copper into a mold, rolling the resulting billet in a rolling mill, clarification, winding and packaging of wire rod. (The technological part of the project for the copper wire rod plant, JV “Cabics Consulting”, Moscow 1992; The advertising prospectus for the copper wire rod plant, “KIIK” publishing house, Almaty, 1998).
Процесс непрерывного литья и прокатки фирмы "Southwire" имеет значительные технико-экономические преимущества в результате совмещения отдельных процессов в одну технологическую линию, а также высокого уровня автоматизацию, прогрессивность и проверенность основных конструкторских и технологических решений. Конечной продукцией является круглая медная катанка, которую в дальнейшем направляют на изготовление различной кабельно-проводниковой продукции. The Southwire continuous casting and rolling process has significant technical and economic advantages as a result of combining individual processes into a single production line, as well as a high level of automation, progressiveness and testing of basic design and technological solutions. The final product is a round copper wire rod, which is then sent to the manufacture of various cable and wire products.
Плавку катодной меди МООК ведут в плавильной печи шахтного типа без накопления расплавленной меди, т.к. подина печи имеет наклон. Медь по желобу направляется в семитонный миксер, где происходит усреднение металла по составу и температуре. Разливку меди ведут из миксера через литейную машину, состоящую из литейной ванны и кристаллизатора роторного типа. При этом на всем пути от плавки до разливки медь держат в атмосфере газа с помощью газовых форсунок для того, чтобы расплавленный металл не окислялся кислородом воздуха. Отлитую бесконечную заготовку сечением 2100 мм2 направляют в прокатный стан, в котором ее прокатывают с попеременным вертикальным и горизонтальным обжатием в девяти двухроликовых клетях с выдачей круглой катанки. Катанку осветляют в спиртовом растворе, покрывают воском, наматывают в бухты и упаковывают.MOOC cathode copper is melted in a shaft-type melting furnace without accumulation of molten copper, because the hearth of the furnace has a slope. Copper is sent through the chute to a seven-ton mixer, where metal is averaged over composition and temperature. Copper is cast from the mixer through a casting machine, consisting of a casting bath and a rotary mold. Moreover, all the way from smelting to casting, copper is kept in a gas atmosphere using gas nozzles so that molten metal is not oxidized by atmospheric oxygen. A cast endless billet with a cross section of 2100 mm 2 is sent to a rolling mill, in which it is rolled with alternating vertical and horizontal crimping in nine two- roll stands with the issuance of a round wire rod. The wire rod is clarified in an alcohol solution, coated with wax, wound in coils and packaged.
Способ получения круглой медной катанки не позволяет получить требуемый профиль и сечение штанги в рабочих роликах прокатного стана и, кроме того, медные штанги должны иметь определенную длину - 1170 мм для цеха электролиза меди в Жезказгане и 1250 мм для электролизного цеха в Балхаше. The method for producing a round copper rod does not allow obtaining the required profile and section of the rod in the working rollers of the rolling mill and, in addition, copper rods must have a certain length of 1170 mm for the copper electrolysis workshop in Zhezkazgan and 1250 mm for the electrolysis workshop in Balkhash.
Использование предлагаемого способа и установки для его осуществления позволит расширить технологические возможности для изготовлении медных штанг для электролиза меди. Using the proposed method and installation for its implementation will expand the technological capabilities for the manufacture of copper rods for electrolysis of copper.
Сущность способа заключается в том, что согласно способу изготовления медных штанг, включающему плавку, литье, прокатку медного стержня на линии непрерывного литья и прокатки, горячую прокатку ведут в четырех двухроликовых клетях с получением необходимого профиля, после чего штангу пропускают через непрерывную трубную проводку, затем осуществляют ее рубку и последующую холодную правку. При этом горячую прокатку ведут в специально расточенных валках в первых четырех клетях с изменением сечения профиля от 10 до 30% за проход, изменяют размеры входных и выходных ловушек. Кроме того, скорости роторных ножниц и четвертой клети прокатного стана синхронизированы, а скорости литья, прокатки и рубки также взаимосвязаны между собой. The essence of the method lies in the fact that according to the method of manufacturing copper rods, including melting, casting, rolling a copper rod on a continuous casting and rolling line, hot rolling is carried out in four double-roll stands to obtain the desired profile, after which the rod is passed through a continuous pipe wiring, then carry out its cutting and subsequent cold dressing. In this case, hot rolling is carried out in specially bored rolls in the first four stands with a change in profile cross-section from 10 to 30% per pass, and the sizes of inlet and outlet traps are changed. In addition, the speeds of the rotor shears and the fourth stand of the rolling mill are synchronized, and the casting, rolling and chopping speeds are also interconnected.
Отличительные признаки способа указывают на необходимость использования в предлагаемой установке для осуществления способа отличительных признаков, согласно которых в третьей клети расположена роликовая коробка с увеличенным зазором между роликами, а в зоне последних пяти клетей установлена непрерывная трубная проводка. После прокатного стана установка снабжена роторными ножницами и правильной машиной. При этом непрерывная трубная проводка состоит из четырех частей с внутренним диаметром 50 мм и закреплена на кронштейнах. Кроме того, в начале трубной проводки жестко закреплена коническая ловушка, а в конце - воздушный протир. Distinctive features of the method indicate the need to use in the proposed installation for implementing the method of distinctive features, according to which in the third stand there is a roller box with an increased clearance between the rollers, and continuous pipe wiring is installed in the zone of the last five stands. After the rolling mill, the installation is equipped with rotary scissors and the correct machine. At the same time, continuous pipe wiring consists of four parts with an internal diameter of 50 mm and is mounted on brackets. In addition, a conical trap is rigidly fixed at the beginning of the pipe wiring, and at the end - an air rub.
Отличительные признаки способа изготовления медных штанг и установки для его осуществления позволяют придать медной штанге необходимый профиль и сечение, осуществить нарезку определенной длины штанги при одновременном обеспечении хорошей электропроводности, прочности (жесткости) и долгого срока службы. Данную задачу предлагается решить единым изобретательским замыслом, при котором предлагается получение необходимого профиля и сечения штанги в действующем прокатном стане, что стало возможным благодаря выбору в способе предлагаемых калибров с использованием четырех двухроликовых клетей, а также применению установки для осуществления способа изготовления медных штанг. Distinctive features of the method of manufacturing copper rods and installation for its implementation allow to give the copper rod the necessary profile and cross-section, to cut a certain length of the rod while ensuring good electrical conductivity, strength (stiffness) and long service life. It is proposed to solve this problem by a single inventive concept, in which it is proposed to obtain the necessary profile and section of the rod in the existing rolling mill, which was made possible by the choice of the proposed calibers in the method using four two-roll stands, as well as the use of the installation for implementing the method of manufacturing copper rods.
Использование предлагаемого изобретения расширит технологические возможности линии непрерывного литья и прокатки фирмы "Southwire" (США) и позволит получать на одной линии круглую катанку и медные штанги. Using the proposed invention will expand the technological capabilities of the continuous casting and rolling line of the company "Southwire" (USA) and will allow you to get a round wire rod and copper rods on the same line.
В способе изготовления медных штанг вышеприведенные соотношения калибров четырех клетей, холодная правка штанг, а также использование предлагаемых изменений и дополнений в прокатном стане, применение роторных ножниц, обеспечивающих нарезание штанг одинаковой длины, исключает необходимость многих операций и переделов. Это упрощает технологию изготовления медных штанг. In the method of manufacturing copper rods, the above ratios of the calibers of four stands, cold straightening of the rods, as well as the use of the proposed changes and additions in the rolling mill, the use of rotary scissors to cut the rods of the same length, eliminates the need for many operations and redistributions. This simplifies the technology of manufacturing copper rods.
Внесенные изменения в прокатный стан и конструкция роторных ножниц позволяют достичь такого же технического результата, т.е. позволяют расширить технологические возможности линии непрерывного литья и прокатки. Таким образом способ и устройство связаны единым изобретательским замыслом. The changes made to the rolling mill and the design of rotary shears allow achieving the same technical result, i.e. allow expanding the technological capabilities of the continuous casting and rolling line. Thus, the method and device are connected by a single inventive concept.
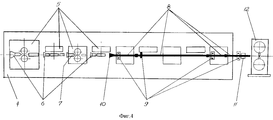
Изобретение поясняется чертежами, где на фиг.1 изображена общая схема оборудования для получения медных штанг; на фиг.2 - изменение профиля и сечения литой заготовки в процессе прокатки в четырех клетях; на фиг.3 - заданный профиль медной штанги; на фиг.4 изображен прокатный стан и роторные ножницы для осуществления способа изготовления штанг. The invention is illustrated by drawings, where figure 1 shows a General diagram of equipment for producing copper rods; figure 2 is a change in the profile and cross section of the cast billet during rolling in four stands; figure 3 is a given profile of a copper rod; figure 4 shows a rolling mill and rotary shears for implementing the method of manufacturing rods.
Установка содержит шахтную печь 1, миксер 2, литейную машину с кристаллизатором 3, прокатный стан 4, в первых четырех клетях 5 которого установлены ролики со специально рассчитанной калибровкой, вследствие чего изменены размеры входных и выходных ловушек 6, в третьей клети используют роликовую коробку 7 с увеличенным зазором между роликами, а вместо последних пяти клетей устанавливают непрерывную трубную проводку 8 с внутренним диаметром 50 мм и состоящую из четырех частей, трубная проводка 8 крепится в трех местах в районе пятой, шестой, девятой клетей и в одном месте на роторных ножницах четырьмя кронштейнами 9, в начале трубной проводки жестко закреплена коническая ловушка 10, а в конце установлен воздушный протир 11, предотвращающий выход охлаждающей эмульсии из прокатного стана. За прокатным станом установлены роторные ножницы 12 и правильное устройство 13. The installation comprises a shaft furnace 1, a mixer 2, a casting machine with a crystallizer 3, a
Согласно способу осуществляют плавку катодной меди марки МООК в шахтной печи 1, накопление и усреднение меди в миксере 2 по составу и температуре, литье бесконечной заготовки сечением S=2100 мм2 в литейной машине с роторным кристаллизатором 3. В девятиклетьевом прокатном стане 4 используют первые четыре двухроликовые клети 5 с расточенной для штанг калибровкой, где происходит последовательное вертикальное и горизонтальное обжатие литой заготовки с изменением профиля и площадей сечения, как показано на фиг.2. После четвертой пары роликов получают заданный профиль медного стержня, изображенный на фиг.3, высотой 40 мм, шириной в верхней части 18 мм, у основания - 12 мм и площадью сечения S=642 мм2. После чего бесконечный медный стержень пропускают через непрерывную трубную проводку 8 и осуществляют рубку штанг одинаковой длины на роторных ножницах 12, для чего осуществлена синхронизация скорости четвертой клети со скоростью роторных ножниц 12 с последующей холодной правкой в правильном роликовом устройстве 13 с целью выравнивания и придания жесткости сначала в одной, а затем в другой плоскости.According to the method, MOOC grade cathode copper is smelted in a shaft furnace 1, copper composition and temperature are averaged over a mixer 2 by composition and temperature, casting an endless billet with a cross section of S = 2100 mm 2 in a casting machine with rotary crystallizer 3. The first four are used in a nine-stand rolling
В результате изготовленная предлагаемым способом в установке для его осуществления медная штанга получается литой, заданного профиля и сечения, что обеспечивает хорошую посадку в ошиновке электролизных ванн. Изготовленная из катодной меди марки МООК штанга имеет лучшие показатели по электропроводности. Полученные таким способом медные штанги имеют хорошую прочность и жесткость, а следовательно, долгий срок службы. Кроме того, они в 2,5 раза дешевле медных штанг, изготовленных известным способом. Освоение изготовления медных штанг предлагаемым способом в установке для его осуществления означает также выпуск импортозамещающей продукции. As a result, the copper rod manufactured by the proposed method in the installation for its implementation is cast, of a given profile and section, which ensures a good fit in the busbar of electrolysis baths. A rod made of cathode copper of the MOOK brand has the best electrical conductivity. The copper rods obtained in this way have good strength and rigidity, and therefore, a long service life. In addition, they are 2.5 times cheaper than copper rods made in a known manner. Mastering the manufacture of copper rods by the proposed method in the installation for its implementation also means the production of import-substituting products.
Claims (3)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KZ981230.1 | 1998-12-30 | ||
| KZ981230 | 1998-12-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU99104945A RU99104945A (en) | 2001-01-20 |
| RU2201301C2 true RU2201301C2 (en) | 2003-03-27 |
Family
ID=19720798
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU99104945/02A RU2201301C2 (en) | 1998-12-30 | 1999-03-09 | Method for making copper rods and installation for performing the same |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2201301C2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2372158C2 (en) * | 2005-07-07 | 2009-11-10 | Смс Демаг Аг | Method and process line to fabricate metal strips from copper or copper alloys |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2241954A1 (en) * | 1972-08-25 | 1974-03-07 | Hochwald Drahtwerk Gmbh | METHOD AND DEVICE FOR MANUFACTURING A CONCRETE REINFORCEMENT BAR |
| US3940964A (en) * | 1974-10-01 | 1976-03-02 | Matsushita Electric Industrial Co., Ltd. | Method for making a clad wire for an electric contact |
| SU1279517A1 (en) * | 1979-10-01 | 1986-12-23 | Southwire Co | Method of rolling copper wire rod from continuous billet |
| RU2048934C1 (en) * | 1994-02-16 | 1995-11-27 | Вадим Николаевич Антропов | Roll pass design of rolling mill for cold rolling of shaped contact wire |
-
1999
- 1999-03-09 RU RU99104945/02A patent/RU2201301C2/en not_active IP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2241954A1 (en) * | 1972-08-25 | 1974-03-07 | Hochwald Drahtwerk Gmbh | METHOD AND DEVICE FOR MANUFACTURING A CONCRETE REINFORCEMENT BAR |
| US3940964A (en) * | 1974-10-01 | 1976-03-02 | Matsushita Electric Industrial Co., Ltd. | Method for making a clad wire for an electric contact |
| SU1279517A1 (en) * | 1979-10-01 | 1986-12-23 | Southwire Co | Method of rolling copper wire rod from continuous billet |
| RU2048934C1 (en) * | 1994-02-16 | 1995-11-27 | Вадим Николаевич Антропов | Roll pass design of rolling mill for cold rolling of shaped contact wire |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2372158C2 (en) * | 2005-07-07 | 2009-11-10 | Смс Демаг Аг | Method and process line to fabricate metal strips from copper or copper alloys |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110116135B (en) | Endless rolling production method for rod and wire products | |
| CA1313780C (en) | Method for manufacturing tubes, bars and strips | |
| US3695076A (en) | Method for manufacture of seamless tube | |
| CA2115489A1 (en) | Process for the production of a strip, a pre-strip or a slab | |
| CN110052495A (en) | A kind of long material endless rolling production line of short route and its milling method | |
| CN1281394A (en) | Process and device for producing ferritically rolled steel strip | |
| CN101193713B (en) | Method and related apparatus for uninterrupted manufacture of steel long products | |
| SU1279517A3 (en) | Method of rolling copper wire rod from continuous billet | |
| RU2100136C1 (en) | Plant for continuous casting and extrusion of metal | |
| JP3853214B2 (en) | Method and related apparatus for manufacturing industrial tubes or shaped bars from metal | |
| US3710841A (en) | Method for casting and rolling of metal stands from the casting heat | |
| RU2201301C2 (en) | Method for making copper rods and installation for performing the same | |
| RU2165808C1 (en) | Method for making rolled bars | |
| US3702629A (en) | Method for the continuous hot shaping of copper bars | |
| CN105492140A (en) | Cast-rolling installation and method for producing metallic rolled stock | |
| JPS62197246A (en) | Extrusion apparatus for continuous casting | |
| FI114900B (en) | Method and plant for the manufacture of pipes | |
| CN105499271B (en) | Method and apparatus for producing semi-finished steel products | |
| CN111659863B (en) | Retrofitting of continuous casting installations for billets or blooms | |
| EP0834363B1 (en) | Continuous casting plant for producing a polygonal or profiled section | |
| US11554398B2 (en) | Combined rolling and extruding method and the device for performing the same | |
| JPH05337501A (en) | Light shapes/wire rod rolling line and method for operating this rolling line | |
| RU73245U1 (en) | DEVICE FOR CONTINUOUS CASTING, ROLLING AND PRESSING OF NON-FERROUS METALS AND ALLOYS | |
| RU2457914C1 (en) | Device for continuous casting, rolling and pressing nonferrous metals and alloys | |
| RU2119394C1 (en) | Method for making rolled bars from continuously cast billet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20060310 |