RU2285196C1 - Установка для нанесения антикоррозионной изоляции на поверхности стальной трубы - Google Patents
Установка для нанесения антикоррозионной изоляции на поверхности стальной трубы Download PDFInfo
- Publication number
- RU2285196C1 RU2285196C1 RU2005108781/06A RU2005108781A RU2285196C1 RU 2285196 C1 RU2285196 C1 RU 2285196C1 RU 2005108781/06 A RU2005108781/06 A RU 2005108781/06A RU 2005108781 A RU2005108781 A RU 2005108781A RU 2285196 C1 RU2285196 C1 RU 2285196C1
- Authority
- RU
- Russia
- Prior art keywords
- pipe
- applying
- roller
- insulation
- coating
- Prior art date
Links
Images
Landscapes
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
Изобретение относится к строительству трубопроводного транспорта и используется для защиты стальных труб от коррозии посредством нанесения битумно-полимерного лакокрасочного, битумно-резинового, битумно-минерального покрытия. На эстакаде размещены ванна для материала покрытия, привод вращения трубы, дозирующе-распределительное устройство, штанга с дозирующе-распределительным устройством материала покрытия, устройства для нанесения материала покрытия на наружную и внутреннюю поверхности трубы, которые выполнены в виде последовательно установленных валиков с эластичным и щеточным покрытием. Валик с щеточным покрытием наружной изоляции установлен с возможностью перемещения под дном ванны, валик со щеточным покрытием внутренней изоляции закреплен на штанге посредством упругого элемента. Валики с щеточным покрытием имеют приспособление для поджатия к поверхности трубы. Устройство для внутренней антикоррозионной изоляции снабжено штангой с прямоугольным регулируемым отверстием. Расширяет арсенал технических средств. 3 з.п. ф-лы, 2 ил.
Description
Изобретение относится к защите стальных труб от коррозии, в частности к установкам для нанесения антикоррозионного покрытия в виде битумно-полимерного лакокрасочного, битумно-резинового, битумно-минерального и других видов покрытия.
Известна установка для изоляции труб, включающая устройство для вращения и продольного перемещения труб, ванну с мастикой, насос с трубопроводом и поливочными патрубками, катушку с рулонным материалом, в которой, с целью повышения надежности работы, под поливочным патрубком установлена консоль, на которой смонтированы дозирующий лоток и рама с калибрирующим катком, соединенным посредством тяги с рычагом механизма управления положением катка (авторское свидетельство №289253, МПК F 16 59/00. Установка для изоляции труб // Ю.А.Донорский (НИИ Мосстрой). Заявлено 18.07.1969, опубликовано 08.12.1970).
Несмотря на наличие дозирующего лотка с калибрующим катком, установка не обеспечивает надежного и равномерного битумно-полимерного покрытия, армированного стеклопластиком. Для работы установки требуется строго заданный температурный режим наносимого покрытия и высокая эксплуатационная надежность насоса для подачи мастики.
Известна также установка для нанесения на трубы рулонной изоляции с битумным покрытием, включающая станину, битумную ванну, кассеты для рулонной изоляции и привод, в которой, с целью повышения эффективности работы и получения равномерного слоя битума, на ее станине установлены расположенные внутри битумной ванны направляющие, между которыми смонтирован поворотный вал (авторское свидетельство №335495, М.кл. F 16 L 59/10. Установка для нанесения на трубы рулонной изоляции // Н.М.Кудрявцев. Заявлено 10.07.1968, опубликовано 11.04.1972).
Несмотря на наличие поворотного вала, установленного в битумной ванне, и направляющих для подачи мастики на поверхность трубы, слой мастики на поверхность покрываемой трубы наносится неравномерной толщины. Это связано с тем, что окружные скорости поворотного вала и трубы не имеют строгой синхронизации.
Кроме описанных установок известно устройство для нанесения защитного покрытия на трубопровод, состоящее из корпуса, на котором закреплены шпуля и направляющий ролик для изоляционного материала, в котором, с целью повышения качества покрытия путем предотвращения образования под покрытием воздушных пузырей, корпус снабжен поворотной рамой с закрепленным на ней подпружиненным прикатывающим роликом, имеющим бочкообразную форму и длину, равную ширине изоляционного материала, а направляющий ролик закреплен под прикатывающим роликом, при этом поворотная рама установлена на корпусе с возможностью возвратно-поступательного перемещения относительно трубопровода, а оси направляющего и прикатывающего роликов параллельны друг другу (SU, авторское свидетельство №1167401, М.кл4. F 16 I 58/02, F 16 L 53/00. Устройство для нанесения защитного покрытия на трубопровод // С.А.Ненахов, А.Т.Санжировский, А.И.Алексеев, Н.Н.Потехин и др. Заявлено 02.11.1983, опубликовано 15.07.1985).
Представленное устройство исключает пустоты под наматываемыми полосами изоляционного материала. Однако выдавленные излишки мастики с одного края полосы приводят к разной толщине покрытия, а с другой - наплывы и подтеки.
Известно устройство для нанесения антикоррозионного покрытия на поверхность трубы, включающее снабженную смотровой площадкой и ограждением эстакаду, на которой смонтированы параллельные брусья, опорные ролики, один из которых снабжен приводом в виде электродвигателя, червячного редуктора и втулочно-роликовой цепи со звездочками, ванну с разогретой битумно-полимерной мастикой, рельсы для поступательного перемещения тельферной тележки и шпули для подачи ленты из рулона армирующего стеклохолста (SU, авторское свидетельство №49 1788384, М.кл5. F 16 L 59/14. Способ нанесения антикоррозионного покрытия на стальные трубы // А.Г.Алимов, О.А.Алимов, А.В.Карпунин, В.В.Карпунин. Заявлено 09.04.1990, опубликовано 15.01.1993).
К недостаткам описанного устройства относятся неравномерность толщины наносимой мастики. Это вызвано тем, что в мастику окунается лента, которая в дальнейшем совершает сложное движение к внешней поверхности трубы.
Наиболее близким аналогом к заявленному объекту по совокупности существующих признаков является установка для изоляции наружной поверхности труб, включающая устройство для вращения и продольного перемещения труб, ванну с материалом покрытия, катушку с рулонным армирующим материалом, при этом ванна снабжена дозирующе-растирочным устройством, состоящим из подвижного регулируемого днища и растирочной полосы, образующих в месте соединения носок, смещенный от вертикальной диаметральной плоскости по ходу вращения трубы и касающийся ее поверхности, а изолирующий узел установлен на стойке и имеет регулировку по высоте, при этом катушка с рулонным армирующим материалом установлена над дозирующе-растирочным устройством с минимальным технологическим зазором и имеет регулируемый тормоз, опорные ролики с кронштейнами имеют регулировку относительно оси, привод поступательного движения опорной тележки реверсивный, а ванна имеет уклон в сторону дозирующе-растирочного устройства и снабжена электроподогревом (RU, патент №219318, МПК7 F 16 L 58/12. Установка для изоляции наружной поверхности труб / В.Г.Абезин, А.В.Карпунин. Заявлено 29.08.2000, опубликовано 20.10.2002, Бюл. №29).
К недостаткам установки относится наличие носка дозирующе-растирочного устройства, который забивается при работе, что приводит к прекращению подачи материала покрытия, кроме того, отсутствует устройство для равномерного распределения материала покрытия после дозирующе-растирочного устройства, отсутствует устройство для нанесения материала покрытия на армирующий материал и не обеспечивается высококачественное покрытие внутренней поверхности трубопровода.
Задача, на решение которой направлено заявленное изобретение, - повышение эксплутационной надежности и качества наносимого покрытия на наружные и внутренние поверхности труб. Технический результат - улучшение равномерности и качества наносимого покрытия, повышение производительности, снижение трудоемкости работ, а также увеличение рабочего долголетия изолированных труб.
Указанный технический результат достигается тем, что в известной установке для нанесения антикоррозионной изоляции на поверхности труб, включающей эстакаду с возможностью возвратно-поступательного перемещения вдоль оси трубопровода, согласно изобретению имеется устройство для наружной антикоррозионной изоляции с ванной, имеющей нагревательные элементы и регулирующую заслонку, распределительный валик с эластичным покрытием, щеточный растирочный валик и реечный механизм, соединенное с эстакадой L-образным кронштейном устройство для антикоррозионной изоляции внутренней поверхности труб, включающее штангу с регулируемым отверстием для подачи материала покрытия, распределительный валик с эластичным покрытием и щеточный растирочный валик, установленный на упругом поводке.
Совокупность перечисленных технических средств обеспечивает получение заданного технического результата.
Изобретение поясняется чертежами.
На фиг.1 изображена установка для нанесения антикоррозионной изоляции на поверхности труб - сечение по оси изолируемого трубопровода.
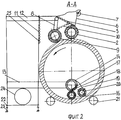
На фиг.2 - то же, вид А-А на фиг.1.
Установка размещается на стационарном участке для антикоррозионной изоляции трубы 1 и включает распределительный валик 2, установленный на кронштейнах 3, которые закреплены к ванне 4
Распределительный валик 2 имеет эластичное покрытие, стойкое к воздействию материалов покрытия.
На дне ванны 4, имеющей уклон к распределительному валику 2, предусмотрены нагревательные элементы 5. Боковая стенка ванны, сопрягаемая с дном, имеет регулируемую заслонку 6, установленную с помощью сектора 7. К дну ванны 4 с помощью подвижного кронштейна 8 закреплен щеточный растирочный валик 9 с пружиной растяжения 10. Установка смонтирована на эстакаде 11, к которой приварен кронштейн 12 для монтажа устройства для нанесения антикоррозионной изоляции на наружную поверхность трубы, а для устройства антикоррозионной изоляции внутренней поверхности трубы предусмотрен L-образный кронштейн 13, соединенный со штангой 14, на кронштейнах 15 которой смонтирован распределительный валик 16 с эластичным покрытием стойким к воздействию материалов покрытия. Над распределительным валиком 16 в штанге 14 предусмотрено прямоугольное регулируемое отверстие 17. Для регулировки сечения отверстия 17 используется шайба 18, представляющая собой часть боковой поверхности цилиндра. За распределительным валиком 16 с помощью упругого поводка 19 на штанге 14 смонтирован щеточный растирочный валик 20.
Изолируемая труба 1 установлена на опорно-приводных роликах 21. Эстакада 11 колесами 22 опирается на рельсы 23. Возвратно-поступательное перемещение эстакады 11 обеспечивается мотор-редуктором 24. Для регулировки устройства для наружной изоляции по высоте предусмотрен реечный механизм 25.
Установка для нанесения антикоррозионной изоляции на поверхности труб работает следующим образом.
Изолируемая труба 1 устанавливается на опорно-приводные ролики 21 и фиксируется буртиками, предусмотренными на роликах 21. Эстакада 11 перемещается с помощью мотор-редуктора 24 к началу изолируемой трубы и фиксирует устройства для наружной и внутренней изоляции таким образом, чтобы концы распределительных валиков 2,16 находились на уровне концевой кромки изолируемой трубы 1.
Устройство для наружной изоляции с помощью реечного механизма 11 опускается до касания распределительным валиком поверхности трубы 1, затем устанавливается необходимый зазор между поверхностью трубы 1 и распределительным валиком 2, равный толщине наносимого покрытия. Ванна 4 заполняется материалом покрытия. Насос-дозатор (не показан) для подачи материала покрытия на внутреннюю поверхность трубы подключается к емкости с подготовленным материалом покрытия (не показана). Включаются нагревательные элементы 5, которые обеспечивают необходимую вязкость материала покрытия. Регулируемой заслонкой 6 устанавливается заданный зазор, обеспечивающий необходимую подачу материала покрытия. Включается привод трубы 1 во вращение и подача материала покрытия насосом-дозатором в штангу 14.
После выполнения полного оборота трубы 1 включается продольное перемещение эстакады 11 с устройствами для наружной и внутренней изоляции. Устройство для наружной изоляции трубы при этом выполняет следующие технологические операции. Материал покрытия из ванны 4 через зазор между дном и регулируемой заслонкой 6 поступает равномерным потоком на распределительный валик 2 с эластичным покрытием. Распределительный валик 2 устанавливается над наружной поверхностью трубы таким образом, чтобы обеспечивалась подача материала покрытия заданной толщины.
Материал покрытия поступает под распределительный валик 2 и равномерно наносится на наружную поверхность трубы 1. Образующиеся при этом воздушные пузыри и непрокрашенные места заделываются щеточным растирочным валиком 9, который поджимается к поверхности трубы 1 с помощью пружины растяжения 10.
Устройство для нанесения антикоррозионной изоляции на внутреннюю поверхность трубы, присоединенное к эстакаде 11 с помощью L-образного кронштейна 13, работает следующим образом
Материал покрытия насосом-дозатором подается в штангу 14 с отрегулированным на заданную норму подачи материала покрытия отверстия 17 с помощью шайбы 18. При вращении изолируемой трубы 1 материал покрытия поступает под распределительный валик 16, который при этом всплывает над внутренней поверхностью трубы 1 и равномерно наносит материал покрытия. Образующиеся при этом воздушные пузыри и непрокрашенные места заделываются щеточным растирочным валиком 20.
При включении продольного перемещения эстакады 1 устройства для нанесения антикоррозионной изоляции на внутреннюю поверхность трубы работают синхронно. Технология нанесения антикоррозионной изоляции на поверхности труб на предлагаемой установки включает предварительную обработку поверхности трубы преобразователями (модификатором) ржавчины, а затем нанесение на поверхности трубы материала покрытия. При необходимости нанесения на наружную поверхность трубы усиленной или весьма усиленной изоляции за устройством для наружной изоляции монтируется катушка с рулонным армирующим материалом.
Claims (4)
1. Установка для нанесения антикоррозионной изоляции на поверхности стальной трубы, включающая эстакаду и размещенные на ней ванну для материала покрытия, привод вращения трубы, дозирующе-распределительное устройство, штангу с дозирующе-распределительным устройством материала покрытия, отличающаяся тем, что она снабжена устройствами для нанесения материала покрытия на наружную и внутреннюю поверхности трубы, выполненными в виде последовательно установленных валиков с эластичным и щеточным покрытиями, при этом валик с щеточным покрытием имеет приспособления для поджатая к поверхности трубы.
2. Установка по п.1, отличающаяся тем, что устройство для внутренней антикоррозионной изоляции имеет штангу с прямоугольным регулируемым отверстием.
3. Установка по п.1, отличающаяся тем, что валик с щеточным покрытием установлен с возможностью перемещения под дном ванны.
4. Установка по п.1, отличающаяся тем, что валик с щеточным покрытием закреплен на штанге посредством упругого элемента.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2005108781/06A RU2285196C1 (ru) | 2005-03-28 | 2005-03-28 | Установка для нанесения антикоррозионной изоляции на поверхности стальной трубы |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2005108781/06A RU2285196C1 (ru) | 2005-03-28 | 2005-03-28 | Установка для нанесения антикоррозионной изоляции на поверхности стальной трубы |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2285196C1 true RU2285196C1 (ru) | 2006-10-10 |
Family
ID=37435636
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2005108781/06A RU2285196C1 (ru) | 2005-03-28 | 2005-03-28 | Установка для нанесения антикоррозионной изоляции на поверхности стальной трубы |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2285196C1 (ru) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103591409A (zh) * | 2013-10-12 | 2014-02-19 | 国家电网公司 | 一种用于地下金属管防腐处理的工艺 |
| RU2608403C2 (ru) * | 2011-10-21 | 2017-01-18 | Басф Се | Способ улучшения физических свойств при изготовлении kmr (синтетических полимерных труб-оболочек) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1167401A1 (ru) * | 1983-11-02 | 1985-07-15 | Всесоюзный научно-исследовательский институт по строительству магистральных трубопроводов | Устройство дл нанесени защитного покрыти на трубопровод |
| RU2191318C2 (ru) * | 2000-08-29 | 2002-10-20 | Поволжский научно-исследовательский институт эколого-мелиоративных технологий | Установка для изоляции наружной поверхности труб |
-
2005
- 2005-03-28 RU RU2005108781/06A patent/RU2285196C1/ru not_active IP Right Cessation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1167401A1 (ru) * | 1983-11-02 | 1985-07-15 | Всесоюзный научно-исследовательский институт по строительству магистральных трубопроводов | Устройство дл нанесени защитного покрыти на трубопровод |
| RU2191318C2 (ru) * | 2000-08-29 | 2002-10-20 | Поволжский научно-исследовательский институт эколого-мелиоративных технологий | Установка для изоляции наружной поверхности труб |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2608403C2 (ru) * | 2011-10-21 | 2017-01-18 | Басф Се | Способ улучшения физических свойств при изготовлении kmr (синтетических полимерных труб-оболочек) |
| CN103591409A (zh) * | 2013-10-12 | 2014-02-19 | 国家电网公司 | 一种用于地下金属管防腐处理的工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2618711C2 (ru) | Устройство и способ для нанесения покрытия на участок поверхностного зазора в покрытии трубопровода | |
| CN101730814B (zh) | 用于涂覆管件的方法和装置 | |
| US20040101630A1 (en) | Method of coating a substrate | |
| RU2285196C1 (ru) | Установка для нанесения антикоррозионной изоляции на поверхности стальной трубы | |
| EP0603456B1 (de) | Verfahren, Vorrichtung und Beschichtungsmaterial zum Dosennahtbeschichten | |
| RU2360178C1 (ru) | Способ нанесения изоляционного покрытия на трубопровод и узел нанесения изоляционного покрытия | |
| CN108607772A (zh) | 一种涂硅油无纺布生产线及其生产工艺 | |
| RU2282099C1 (ru) | Установка для антикоррозионной изоляции наружной и внутренней поверхности труб | |
| RU2282098C1 (ru) | Установка для наружной антикоррозионной изоляции труб | |
| RU2285858C1 (ru) | Установка для антикоррозионной изоляции поверхностей труб | |
| RU2285194C1 (ru) | Установка для антикоррозионной изоляции наружной и внутренней поверхностей труб | |
| RU2191318C2 (ru) | Установка для изоляции наружной поверхности труб | |
| CN108796420A (zh) | 一种镀锌钢板表面处理工艺 | |
| CN205781704U (zh) | 一种重防腐管道用的多功能缠绕装置 | |
| CN221772665U (zh) | 一种玻璃防护涂层喷涂装置 | |
| CN108950448B (zh) | 一种镀锌钢板自动精确加工系统 | |
| CN115772972B (zh) | 防水保温坡屋面施工方法 | |
| WO2013027056A1 (en) | Apparatus and method for manufacturing a coated masonry product | |
| KR101358311B1 (ko) | 도장장치 | |
| JP5751395B1 (ja) | 配管内面の塗装方法 | |
| RU2000122683A (ru) | Способ и установка для изоляции наружной поверхности труб | |
| RU2187745C1 (ru) | Устройство для нанесения антикоррозионного покрытия на поверхность трубы | |
| RU2850102C1 (ru) | Способ нанесения защитного фосфатного покрытия на резьбовые поверхности трубы | |
| CN108914033B (zh) | 一种钢板镀锌生产线及该生产线的镀锌工艺 | |
| CN115772638B (zh) | 一种热扎带钢连续热镀锌设备及其热镀锌方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20070329 |