RU2307724C1 - Режущий инструмент - Google Patents
Режущий инструмент Download PDFInfo
- Publication number
- RU2307724C1 RU2307724C1 RU2006106862/02A RU2006106862A RU2307724C1 RU 2307724 C1 RU2307724 C1 RU 2307724C1 RU 2006106862/02 A RU2006106862/02 A RU 2006106862/02A RU 2006106862 A RU2006106862 A RU 2006106862A RU 2307724 C1 RU2307724 C1 RU 2307724C1
- Authority
- RU
- Russia
- Prior art keywords
- cutting
- bases
- tool
- tips
- end surfaces
- Prior art date
Links
Images




Landscapes
- Milling Processes (AREA)
Abstract
Изобретение относится к области обработки металлов резанием, сборному режущему инструменту для обработки отверстий. Инструмент содержит корпус, в гнездах которого для чистовой и черновой обработки, имеющих базовую и боковую стенки, установлены идентичные тангенциальные режущие пластины, каждая из которых закреплена с помощью винта, проходящего через ее центральное отверстие. Каждая боковая поверхность режущей пластины сопрягается с ее основаниями по двум цилиндрическим участкам, оси которых им параллельны. Для улучшения качества обработанной поверхности за счет увеличения радиуса чистовой режущей кромки инструмент снабжен опорными пластинами, размещенными в гнездах корпуса для черновой обработки. При этом на боковых поверхностях режущих пластин выполнен дополнительный цилиндрический участок с осью, параллельной основаниям, расположенный между упомянутыми цилиндрическими участками и образующий в пересечении с торцовыми поверхностями режущих пластин радиусную режущую кромку, радиус которой больше радиусов угловых режущих кромок. 8 ил.
Description
Изобретение относится к области обработки металлов резанием, сборному режущему инструменту для обработки отверстий.
Известен режущий инструмент, содержащий корпус, в соответствующих гнездах которого для чистовой и черновой обработки, имеющих базовую и боковую стенки, установлены идентичные тангенциальные режущие пластины, каждая из которых закреплена с помощью крепежного винта, проходящего через ее центральное отверстие, и ограничена двумя плоскими основаниями, перпендикулярными оси упомянутого центрального отверстия, двумя торцовыми поверхностями и двумя боковыми поверхностями, расположенными попарно симметрично относительно оси упомянутого центрального отверстия, каждая боковая поверхность сопрягается с основаниями по двум цилиндрическим участкам, оси которых параллельны основаниям, при этом режущие кромки режущей пластины образованы пересечением оснований и боковых поверхностей с торцовыми поверхностями, причем пересечение упомянутых цилиндрических участков боковых поверхностей с торцовыми поверхностями образует угловые радиусные режущие кромки, на базовой стенке гнезда корпуса расположено резьбовое отверстие для взаимодействия с крепежным винтом при закреплении режущей пластины в гнезде (см. WO 2005/102574, В23С 5/22, 2005).
В известном режущем инструменте на одной режущей пластине режущие кромки для чистовой обработки имеют радиус, равный радиусу режущих кромок для черновой обработки, а общее число режущих кромок на одной пластине равно восьми.
Задача изобретения состоит в улучшении качества обработанной поверхности за счет увеличения радиуса чистовой режущей кромки и в увеличении общего числа режущих кромок.
Поставленная задача решается тем, что режущий инструмент, содержащий корпус, в соответствующих гнездах которого для чистовой и черновой обработки, имеющих базовую и боковую стенки, установлены идентичные тангенциальные режущие пластины, каждая из которых закреплена с помощью крепежного винта, проходящего через ее центральное отверстие, и ограничена двумя плоскими основаниями, перпендикулярными оси упомянутого центрального отверстия, двумя торцовыми поверхностями и двумя боковыми поверхностями, расположенными попарно симметрично относительно оси упомянутого центрального отверстия, каждая боковая поверхность сопрягается с основаниями по двум цилиндрическим участкам, оси которых параллельны основаниям, при этом режущие кромки режущей пластины образованы пересечением оснований и боковых поверхностей с торцовыми поверхностями, причем пересечение упомянутых цилиндрических участков боковых поверхностей с торцовыми поверхностями образует угловые радиусные режущие кромки, на базовой стенке гнезда корпуса расположено резьбовое отверстие для взаимодействия с крепежным винтом при закреплении режущей пластины в гнезде. В соответствии с изобретением режущий инструмент снабжен опорными пластинами, размещенными в гнездах корпуса для черновой обработки, при этом в последних на боковых стенках выполнены дополнительные резьбовые отверстия для взаимодействия с крепежным винтом, а на боковых поверхностях режущих пластин выполнен дополнительный цилиндрический участок с осью, параллельной основаниям, расположенный между упомянутыми цилиндрическими участками и образующий в пересечении с торцовыми поверхностями радиусную режущую кромку, радиус которой больше радиусов угловых режущих кромок.
Режущий инструмент представлен на фиг.1-8, на которых:
на фиг.1 частично показан вид с торца на режущий инструмент;
на фиг.2 показан вид А на фиг.1;
на фиг.3 показан вид Б на фиг.1;
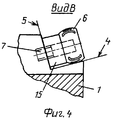
на фиг.4 показан вид В на фиг.14
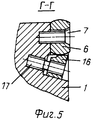
на фиг.5 показано сечение Г-Г на фиг.1;
на фиг.6 показан вид спереди на тангенциальную режущую пластину;
на фиг.7 показан вид сверху на режущую пластину на фиг.6;
на фиг.8 показан вид сбоку на режущую пластину на фиг.6.
Режущий инструмент содержит корпус 1 с гнездами 2 для черновой обработки и гнездами 3 для чистовой обработки. Количество гнезд для черновой и чистовой обработки может быть различным. На фиг.1 с целью иллюстрации показаны два гнезда 2 для черновой обработки и одно гнездо 3 - для чистовой обработки.
Каждое гнездо для черновой обработки имеет базовую стенку 4 и боковую стенку 5. В каждом гнезде (черновом и чистовом) установлены идентичные тангенциальные режущие пластины 6, закрепляемые с помощью крепежного винта 7. Винт 7 проходит через центральное отверстие режущей пластины.
Режущая пластина ограничена двумя плоскими основаниями 8, расположенными перпендикулярно оси ее центрального отверстия, двумя торцовыми поверхностями 9 и двумя боковыми поверхностями 10, расположенными попарно симметрично относительно ее центрального отверстия.
При установке в гнезде корпуса 1 рабочая торцовая поверхность 9 является передней поверхностью режущей пластины 6. Рабочие боковые поверхности 10 и основания 8 являются задними поверхностями режущей пластины 6.
Каждая боковая поверхность 10 сопрягается с основаниями 8 по двум цилиндрическим участкам 11, оси которых параллельны основаниям 8. Между участками 11 расположен дополнительный цилиндрический участок 12, ось которого параллельна основаниям 8.
Режущие кромки режущей пластины образованы пересечением оснований 8 и боковых поверхностей 10 с торцовыми поверхностями. При этом пересечение цилиндрических участков 11 боковых поверхностей с торцовыми поверхностями образует угловые радиусные режущие кромки 13. Пересечение дополнительного цилиндрического участка 12 с торцовыми поверхностями 9 образует режущие кромки 14 для чистовой обработки, радиус которых больше радиуса угловых кромок. Как видно, общее число режущих кромок пластины увеличилось по сравнению с прототипом до 12 (8 черновых режущих кромок и 4 - чистовых).
Для возможности использования на одном режущем инструменте всех черновых режущих кромок он снабжен опорными пластинами 15, установленных в гнездах для черновой обработки. Опорные пластины размещены между режущей пластиной и базовой стенкой 4 гнезда (см. фиг.2), или между режущей пластиной и боковой стенкой 5 гнезда (см. фиг.4). Чтобы закрепить режущую пластину 6 при установке опорной пластины 15 между ней и боковой стенкой гнезда 5, на боковой стенке выполнено дополнительное резьбовое отверстие для взаимодействия с крепежным винтом 7.
В гнезде 3 для чистовой обработки установлены регулировочные клинья 16, перемещаемые с помощью дифференциальных винтов 17.
В процессе эксплуатации режущего инструмента режущая пластина по мере затупления режущих кромок переустанавливается в гнездах в положения, показанные на фиг.2-4, до полного использования всех режущих кромок.
В варианте, показанном на фиг.1-5, черновые пластины снимают одинаковый по глубине припуск. Однако если толщина опорных пластин будет выполнена несколько больше толщины режущих пластин, то можно получить иную схему удаления припуска, в которой черновые режущие пластины в гнездах на фиг.2 будут снимать припуск, промежуточный по глубине между чистовыми режущими пластинами и черновыми пластинами в гнездах на фиг.4.
Claims (1)
- Режущий инструмент, содержащий корпус, в соответствующих гнездах которого для чистовой и черновой обработки, имеющих базовую и боковую стенки, установлены идентичные тангенциальные режущие пластины, каждая из которых закреплена с помощью крепежного винта, проходящего через ее центральное отверстие, и ограничена двумя плоскими основаниями, перпендикулярными оси упомянутого центрального отверстия, двумя торцовыми поверхностями и двумя боковыми поверхностями, расположенными попарно симметрично относительно оси упомянутого центрального отверстия, каждая боковая поверхность сопрягается с основаниями по двум цилиндрическим участкам, оси которых параллельны основаниям, при этом режущие кромки режущей пластины образованы пересечением оснований и боковых поверхностей с торцовыми поверхностями, причем пересечение упомянутых цилиндрических участков боковых поверхностей с торцовыми поверхностями образует угловые радиусные режущие кромки, на базовой стенке гнезда корпуса расположено резьбовое отверстие для взаимодействия с крепежным винтом при закреплении режущей пластины в гнезде, отличающийся тем, что он снабжен опорными пластинами, размещенными в гнездах корпуса для черновой обработки, при этом в последних на боковых стенках выполнены дополнительные резьбовые отверстия для взаимодействия с крепежным винтом, а на боковых поверхностях режущих пластин выполнен дополнительный цилиндрический участок с осью, параллельной основаниям, расположенный между упомянутыми цилиндрическими участками и образующий в пересечении с торцовыми поверхностями радиусную режущую кромку, радиус которой больше радиусов угловых режущих кромок.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2006106862/02A RU2307724C1 (ru) | 2006-03-06 | 2006-03-06 | Режущий инструмент |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2006106862/02A RU2307724C1 (ru) | 2006-03-06 | 2006-03-06 | Режущий инструмент |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2307724C1 true RU2307724C1 (ru) | 2007-10-10 |
Family
ID=38952830
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2006106862/02A RU2307724C1 (ru) | 2006-03-06 | 2006-03-06 | Режущий инструмент |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2307724C1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2498881C1 (ru) * | 2009-11-20 | 2013-11-20 | Тунгалой Корпорейшн | Режущая пластина и режущий инструмент |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2130362C1 (ru) * | 1998-01-19 | 1999-05-20 | Алтайский государственный технический университет им.И.И.Ползунова | Зенкер |
| RU2131332C1 (ru) * | 1998-02-13 | 1999-06-10 | Алтайский государственный технический университет им.И.И.Ползунова | Зенкер |
| WO2005102574A1 (de) * | 2004-04-22 | 2005-11-03 | MAPAL Fabrik für Präzisionswerkzeuge Dr. Kress KG | Messerplatte und werkzeug zur spanenden bearbeitung von bohrungsoberflächen |
-
2006
- 2006-03-06 RU RU2006106862/02A patent/RU2307724C1/ru active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2130362C1 (ru) * | 1998-01-19 | 1999-05-20 | Алтайский государственный технический университет им.И.И.Ползунова | Зенкер |
| RU2131332C1 (ru) * | 1998-02-13 | 1999-06-10 | Алтайский государственный технический университет им.И.И.Ползунова | Зенкер |
| WO2005102574A1 (de) * | 2004-04-22 | 2005-11-03 | MAPAL Fabrik für Präzisionswerkzeuge Dr. Kress KG | Messerplatte und werkzeug zur spanenden bearbeitung von bohrungsoberflächen |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2498881C1 (ru) * | 2009-11-20 | 2013-11-20 | Тунгалой Корпорейшн | Режущая пластина и режущий инструмент |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2560466C2 (ru) | Фреза и режущая пластина с задним выступом для нее | |
| KR101198052B1 (ko) | 선삭 및 밀링용 절삭 인서트 | |
| RU2648717C2 (ru) | Вращающийся инструмент и его многогранная режущая пластина | |
| RU2483844C2 (ru) | Фреза и режущая пластина для нее | |
| RU2453401C2 (ru) | Режущий инструмент и режущая пластина | |
| JP4327397B2 (ja) | 溝切りカッタ及びそれに用いる切削インサート | |
| RU2693973C2 (ru) | Режущая пластина для фрезы и фреза | |
| KR102403100B1 (ko) | 스퀘어 숄더 밀링용 절삭 인서트 및 절삭 공구 | |
| RU2638475C2 (ru) | Фрезерный инструмент | |
| CN104785840A (zh) | 具有带悬臂构件的刀片凹座的切削工具 | |
| KR20090064527A (ko) | 크랭크축 밀링 커터 | |
| CN108136526A (zh) | 旋切工具 | |
| WO2012118009A1 (ja) | 切削インサート | |
| KR20150054679A (ko) | 기어 호빙 공구, 기어 호빙 공구용 인서트 홀더, 칩 제거 유닛, 및 인서트 키트 | |
| JP2023052391A (ja) | フライスインサート並びに側面及び正面フライス工具 | |
| CN103128351A (zh) | 具有用于减小应力的凹座特征的切削刀具 | |
| RU2389587C2 (ru) | Режущая пластина для фрезы и фреза | |
| RU2350432C1 (ru) | Тангенциальная режущая пластина | |
| RU2307724C1 (ru) | Режущий инструмент | |
| JP6998946B2 (ja) | 正面フライス工具、および正面フライス工具のための接線切削インサート | |
| RU2584625C1 (ru) | Дисковая фреза для обработки узких пазов и пластина для нее (варианты) | |
| RU171689U1 (ru) | Режущая пластина для фрез | |
| RU2191095C1 (ru) | Фреза | |
| RU2350431C1 (ru) | Режущая пластина и сборный режущий инструмент | |
| RU2638485C1 (ru) | Режущая пластина, корпус и торцово-цилиндрическая фреза |