RU2351027C2 - Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора - Google Patents
Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора Download PDFInfo
- Publication number
- RU2351027C2 RU2351027C2 RU2007100765/06A RU2007100765A RU2351027C2 RU 2351027 C2 RU2351027 C2 RU 2351027C2 RU 2007100765/06 A RU2007100765/06 A RU 2007100765/06A RU 2007100765 A RU2007100765 A RU 2007100765A RU 2351027 C2 RU2351027 C2 RU 2351027C2
- Authority
- RU
- Russia
- Prior art keywords
- cell
- size
- cells
- figured
- wall thickness
- Prior art date
Links
- 239000000446 fuel Substances 0.000 title claims abstract description 31
- 238000004519 manufacturing process Methods 0.000 title claims description 17
- 238000003825 pressing Methods 0.000 claims abstract description 11
- 125000006850 spacer group Chemical group 0.000 claims description 17
- 238000003466 welding Methods 0.000 claims description 13
- 230000002093 peripheral effect Effects 0.000 claims description 12
- 229910001093 Zr alloy Inorganic materials 0.000 claims description 10
- 238000002844 melting Methods 0.000 claims description 8
- 230000008018 melting Effects 0.000 claims description 8
- 230000015572 biosynthetic process Effects 0.000 claims description 4
- 239000000463 material Substances 0.000 claims description 4
- 239000000470 constituent Substances 0.000 claims description 3
- 230000005484 gravity Effects 0.000 claims description 3
- 239000004173 sunset yellow FCF Substances 0.000 claims description 3
- 238000000034 method Methods 0.000 abstract description 7
- 230000000712 assembly Effects 0.000 abstract description 5
- 238000000429 assembly Methods 0.000 abstract description 5
- 230000000694 effects Effects 0.000 abstract description 2
- 230000005658 nuclear physics Effects 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 230000003313 weakening effect Effects 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 102200052313 rs9282831 Human genes 0.000 description 2
- 208000025865 Ulcer Diseases 0.000 description 1
Images
Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E30/00—Energy generation of nuclear origin
- Y02E30/30—Nuclear fission reactors
Landscapes
- Continuous Casting (AREA)
- Fuel Cell (AREA)
Abstract
Изобретение относится к атомной энергетике и может найти применение на предприятиях, изготавливающих тепловыделяющие сборки (ТВС) для энергетических ядерных реакторов. Перед операцией штамповки ячеек определяют толщину стенки фигурной ячейки конкретной плавки-партии по формуле. Проводят подбор инструмента прессования в зависимости от размера «под ключ» Sм фигурной ячейки, размера Тм фигурной ячейки, равного длине отрезка, проходящего через центр окружности, вписанной в ячейку, в направлении, перпендикулярном отрезку, соответствующему размеру «под ключ», и от толщины стенки S фигурной ячейки конкретной плавки-партии в соответствии с расчетной формулой. Упрощается процесс определения толщины стенки заготовки, повышается точность подбора пресс-инструмента. Минимизируются напряжения при сборке ТВС. 2 ил.
Description
Изобретение относится к атомной энергетике и может найти применение на предприятиях, изготавливающих тепловыделяющие сборки (ТВС) для энергетических ядерных реакторов.
Известен способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора ВВЭР-1000, включающий набор поля фигурных ячеек в шестигранном ободе для размещения в них тепловыделяющих элементов (ТВЭЛ) и закрепление набранного поля ячеек точечной сваркой к ободу (см. «Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов» под ред. Ф.Г.Решетникова, кн.1. - М.: Энергоатомиздат, 1995 г., табл.7.1. на стр.184 и 187).
Известно, что фигурные ячейки из сплава циркония, изготавливаемые из тонкостенных трубок, имеют колебания по толщине стенок. Это приводит к тому, что набранное поле фигурных ячеек с допуском на изготовление, равным двум допускам по толщине стенки на каждую ячейку, входит в обод либо с прослаблением, либо с натягом, но в том и в другом случаях такие колебания отрицательно сказываются на качестве дистанционирующей решетки и производительности по причине дополнительных трудозатрат.
В случае ввода набранного поля ячеек с прослаблением требуется перед точечной сваркой обода к периферийным ячейкам осуществлять поджатие обода к периферийным ячейкам, что приводит к деформации средней части граней обода, тогда как в углах обода зазоры остаются, а увеличенный зазор между ободом и полем фигурных ячеек приводит к прожогу периферийных ячеек при точечной сварке. В случае ввода набранного поля ячеек с натягом происходит деформация периферийных фигурных ячеек, потеря установленного шага между фигурными ячейками, ведущая к непроходимости отверстий фигурных ячеек для тепловыделяющих элементов во время сборки тепловыделяющей сборки.
Известен способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора, включающий изготовление ячеек из тонкостенных трубок из сплава циркония, набор и точечную сварку фигурных ячеек между собой с образованием поля фигурных ячеек для прохождения через них тепловыделяющих элементов, изготовление составных частей шестигранного обода дистанционирующей решетки и закрепление их точечной сваркой к периферийным ячейкам набранного поля (см.патент RU №2155998, МПК7 G21C 3/34, опубл. 10.09.2000 г.). Выполнение обода составным из трех частей позволит устранить недостатки известного способа изготовления дистанционирующей решетки и позволит исключить брак по точечной сварке составных частей обода к периферийным фигурными ячейкам набранного поля при его превышении или уменьшении, то есть при этом не потребуется поджимать составные части обода к периферийным ячейкам и наоборот, что имело место ранее в известном способе. Однако, как указывалось выше, фигурные ячейки, изготавливаемые из тонкостенных трубок, имеют колебания по толщине стенок, что ведет к вводу набранного поля ячеек в шестигранный обод либо с прослаблением, либо с натягом, а с применением обода из составных частей устраняется брак по сварке их к периферийным ячейкам, но не устраняется превышение размера поля ячеек, и, наоборот, то есть этот недостаток остается, что отражается на качестве сборки тепловыделяющей сборки. При прослабленной сборке тепловыделяющих элементов в ячейки дистанционирующей решетки из-за фреттинг-коррозии в ядерном реакторе возможно саморазрушение оболочки тепловыделяющего элемента, а при сборке с усиленным натягом тепловыделяющих элементов в ячейки дистанционирующей решетки возможно повреждение оболочки из циркониевого сплава при сборке, что вызовет в месте повреждения язвенную коррозию и разгерметизацию тепловыделяющего элемента. Способ по патенту №2155098 не решает задачи по повышению качества формы и внешнего вида ячеек, точности их геометрических размеров и дистанционирующей решетки в сборе, минимизации напряжений при сборке ТВС, собираемости тепловыделяющей сборки.
Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора (см. патент RU №2265900, МКИ6 G21C 3/34, опубл. 10.12.2005 г.), включающий определение толщины стенки тонкостенных трубок из сплава циркония, подбор инструмента прессования по формуле:
где Sм - размер «под ключ» инструмента прессования, мм;
K1 - коэффициент, учитывающий пружинение материала при штамповке,
Sяч - размер «под ключ» фигурной ячейки, мм;
S - толщина стенки фигурной ячейки, мм,
набор и точечную сварку фигурных ячеек между собой с образованием поля фигурных ячеек для прохождения через них тепловыделяющих элементов, изготовление составных частей шестигранного обода дистанционирующей решетки и закрепление их точечной сваркой к периферийным фигурным ячейкам набранного поля (прототип).
Способ-прототип позволяет повысить точность геометрических размеров ячеек и дистанционирующей решетки в сборе, но сложен при определении толщины стенки заготовки и не позволяет при штамповке ячеек в полной мере учесть рост усилия осевой деформации при увеличении толщины стенки заготовки, что может привести к деформированию ее торца, что вызовет повышение напряжения в готовой ячейке и ее возможную деформацию, что соответственно отразится при сборке ТВЭЛ в ТВС.
Технической задачей изобретения является упрощение процесса определения толщины стенки заготовки, повышение точности подбора пресс-инструмента с целью улучшения качества, формы и внешнего вида фигурных ячеек, точности их геометрических размеров и дистанционирующей решетки в сборе, минимизации напряжений при сборке ТВС, собираемости тепловыделяющей сборки.
Эта техническая задача решается тем, что в способе изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора, включающем определение толщины стенки тонкостенных трубок из сплава циркония, подбор инструмента прессования по формуле:
где Sм - размер «под ключ» инструмента прессования, мм;
K1 - коэффициент, учитывающий пружинение материала при штамповке;
Sяч - размер «под ключ» фигурной ячейки, мм;
S - толщина стенки фигурной ячейки, мм,
набор и точечную сварку фигурных ячеек между собой с образованием поля фигурных ячеек для прохождения через них тепловыделяющих элементов, изготовление составных частей шестигранного обода дистанционирующей решетки и закрепление их точечной сваркой к периферийным фигурным ячейкам набранного поля, согласно изобретению перед операцией штамповки ячеек определяют толщину стенки фигурной ячейки конкретной плавки-партии по формуле:
где S - толщина стенки фигурной ячейки конкретной плавки-партии, мм;
Дф - фактический наружный диаметр тонкостенной трубки, определяемый при входном контроле, мм;
Wn - суммарный вес n заготовок (например, 20 штук) конкретной плавки-партии, г;
ρ - удельный вес циркониевого сплава Э-110=6.5 г/см3 (0.0065 г/мм3);
π - постоянная величина, равная 3,14;
n - количество взвешиваемых заготовок, шт;
L - длина заготовки, мм,
проводят подбор инструмента прессования в зависимости от размера «под ключ» Sм фигурной ячейки, размера Тм фигурной ячейки, равного длине отрезка, проходящего через центр окружности, вписанной в ячейку, в направлении, перпендикулярном отрезку, соответствующему размеру «под ключ», и от толщины стенки S фигурной ячейки конкретной плавки-партии в соответствии с формулой:
где Тм - размер фигурной ячейки, равный длине отрезка, проходящего через центр окружности, вписанной в ячейку, в направлении, перпендикулярном отрезку, соответствующему размеру «под ключ», мм;
К2 - коэффициент, учитывающий рост осевого усилия при штамповке.
Предложенный способ позволяет повысить точность подбора пресс-инструмента с целью улучшения качества, формы и внешнего вида фигурных ячеек, точности их геометрических размеров и дистанционирующей решетки в сборе, минимизации напряжений при сборке ТВС, собираемости тепловыделяющей сборки.
Сущность изобретения поясняется чертежами.
На чертежах представлены:
Фиг.1 - дистанционирующая решетка;
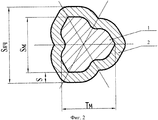
Фиг.2 - сечение матрицы.
Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора осуществляют следующим образом:
определяют толщину S стенки тонкостенных трубок из сплава циркония по формуле:
где S - толщина стенки фигурной ячейки конкретной плавки-партии, мм;
Дф - фактический наружный диаметр тонкостенной трубки, определяемый при входном контроле, мм;
Wn - суммарный вес n заготовок (например, 20 штук) конкретной плавки-партии, г;
ρ - удельный вес цирконивого сплава Э-110=6.5 г/см3 (0.0065 г/мм3);
π - постоянная величина, равная 3,14;
n - количество взвешиваемых заготовок, шт;
L - длина заготовки, мм, подбирают матрицы 1 по формуле:
где Sм - размер «под ключ» инструмента прессования, мм;
K1 - коэффициент, учитывающий пружинение материала при штамповке,
Sяч - размер «под ключ» фигурной ячейки 2, мм;
S - толщина стенки фигурной ячейки, мм,
подбор инструмента прессования - матрицы 1 проводят в зависимости от размера «под ключ» Sм ячейки, размера Тм фигурной ячейки, равного длине отрезка, проходящего через центр окружности, вписанной в ячейку, в направлении, перпендикулярном отрезку, соответствующему размеру «под ключ», и толщины стенки S фигурной ячейки 2 конкретной плавки-партии по формуле:
где Тм - размер фигурной ячейки, равный длине отрезка, проходящего через центр окружности, вписанной в ячейку, в направлении, перпендикулярном отрезку, соответствующему размеру «под ключ», мм;
К2 - коэффициент, учитывающий рост осевого усилия при штамповке,
штампуют ячейки 2, набирают и точечной сваркой скрепляют их между собой с образованием поля 3 для прохождения через них тепловыделяющих элементов 4, изготавливают составные части 5, 6, 7 шестигранного обода 8 дистанционирующей решетки и закрепляют их точечной сваркой к периферийным фигурным ячейкам 2 набранного поля 3.
Claims (1)
- Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора, включающий определение толщины стенки тонкостенных трубок из сплава циркония, подбор инструмента прессования в соответствии с формулой:
где
Sм - размер «под ключ» инструмента прессования, мм;
K1 - коэффициент, учитывающий пружинение материала при штамповке;
Sяч - размер «под ключ» фигурной ячейки, мм;
S - толщина стенки фигурной ячейки, мм, набор и точечную сварку фигурных ячеек между собой с образованием поля фигурных ячеек для прохождения через них тепловыделяющих элементов, изготовление составных частей шестигранного обода дистанционирующей решетки и закрепление их точечной сваркой к периферийным фигурным ячейкам набранного поля, отличающийся тем, что перед операцией штамповки ячеек определяют толщину стенки тонкостенной трубки конкретной плавки - партии по формуле:

где S - толщина стенки фигурной ячейки конкретной плавки - партии, мм;
Дф - фактический наружный диаметр тонкостенной трубки, определяемый при входном контроле, мм;
Wn - суммарный вес n заготовок конкретной плавки-партии, г;
р - удельный вес циркониевого сплава Э-110=6.5 г/см3 (0.0065 г/мм3);
π - постоянная величина, равная 3,14;
n - количество взвешиваемых заготовок, шт;
L - длина заготовки, мм,
проводят подбор инструмента прессования в зависимости от размера «под ключ» Sм фигурной ячейки, размера Тм фигурной ячейки, равного длине отрезка, проходящего через центр окружности, вписанной в ячейку, в направлении, перпендикулярном отрезку, соответствующему размеру «под ключ», и толщины стенки S фигурной ячейки конкретной плавки - партии по формуле:
, где
Тм - размер фигурной ячейки, равный длине отрезка, проходящего через центр окружности, вписанной в ячейку, в направлении, перпендикулярном отрезку, соответствующему размеру «под ключ», мм;
К2 - коэффициент, учитывающий рост осевого усилия при штамповке, после чего проводят последующие операции изготовления дистанционирующей решетки.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2007100765/06A RU2351027C2 (ru) | 2007-01-09 | 2007-01-09 | Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2007100765/06A RU2351027C2 (ru) | 2007-01-09 | 2007-01-09 | Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2007100765A RU2007100765A (ru) | 2008-07-20 |
| RU2351027C2 true RU2351027C2 (ru) | 2009-03-27 |
Family
ID=40543142
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2007100765/06A RU2351027C2 (ru) | 2007-01-09 | 2007-01-09 | Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2351027C2 (ru) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2450374C1 (ru) * | 2010-08-30 | 2012-05-10 | Открытое акционерное общество "Новосибирский завод химконцентратов" | Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора |
| WO2018124916A1 (ru) * | 2016-12-29 | 2018-07-05 | Акционерное Общество "Твэл" | Тепловыделяющая сборка ядерного реактора |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3457140A (en) * | 1966-12-30 | 1969-07-22 | Asea Ab | Spacer for fuel assemblies in a nuclear reactor |
| US3890196A (en) * | 1971-07-07 | 1975-06-17 | Atomic Energy Authority Uk | Nuclear reactor fuel element assembly spacer grid and method of making |
| RU2155998C2 (ru) * | 1998-08-04 | 2000-09-10 | Открытое акционерное общество "Новосибирский завод химконцентратов" | Дистанционирующая решетка тепловыделяющей сборки ядерного реактора и способ ее изготовления |
| RU2265900C2 (ru) * | 2002-07-22 | 2005-12-10 | Открытое акционерное общество "Новосибирский завод химконцентратов" | Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора |
-
2007
- 2007-01-09 RU RU2007100765/06A patent/RU2351027C2/ru active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3457140A (en) * | 1966-12-30 | 1969-07-22 | Asea Ab | Spacer for fuel assemblies in a nuclear reactor |
| US3890196A (en) * | 1971-07-07 | 1975-06-17 | Atomic Energy Authority Uk | Nuclear reactor fuel element assembly spacer grid and method of making |
| RU2155998C2 (ru) * | 1998-08-04 | 2000-09-10 | Открытое акционерное общество "Новосибирский завод химконцентратов" | Дистанционирующая решетка тепловыделяющей сборки ядерного реактора и способ ее изготовления |
| RU2265900C2 (ru) * | 2002-07-22 | 2005-12-10 | Открытое акционерное общество "Новосибирский завод химконцентратов" | Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2450374C1 (ru) * | 2010-08-30 | 2012-05-10 | Открытое акционерное общество "Новосибирский завод химконцентратов" | Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора |
| WO2018124916A1 (ru) * | 2016-12-29 | 2018-07-05 | Акционерное Общество "Твэл" | Тепловыделяющая сборка ядерного реактора |
| CN109074878A (zh) * | 2016-12-29 | 2018-12-21 | Tvel股份公司 | 反应堆燃料组件 |
| EA032449B1 (ru) * | 2016-12-29 | 2019-05-31 | Акционерное Общество "Твэл" | Тепловыделяющая сборка ядерного реактора |
| RU2717353C1 (ru) * | 2016-12-29 | 2020-03-23 | Акционерное Общество "Твэл" | Тепловыделяющая сборка ядерного реактора |
| CN109074878B (zh) * | 2016-12-29 | 2023-04-14 | Tvel股份公司 | 反应堆燃料组件 |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2007100765A (ru) | 2008-07-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3032541B1 (en) | A fuel element and a method of manufacturing a fuel element for a fuel assembly of a nuclear reactor | |
| EP2569776B1 (en) | Fuel assembly | |
| George et al. | Neutronic analysis of candidate accident-tolerant iron alloy cladding concepts | |
| EP2073214A2 (en) | Fuel Rods Having Irradiation Target End Pieces | |
| RU2012127788A (ru) | Топливный стержень и способ изготовления таблеток для такого стержня | |
| US20220139575A1 (en) | Fuel assembly with outer channel including reinforced sidewall | |
| RU2351027C2 (ru) | Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора | |
| RU2265900C2 (ru) | Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора | |
| Betzler et al. | Two-Dimensional Neutronic and Fuel Cycle Analysis of the Transatomic Power Molten Salt Reactor | |
| JP5376782B2 (ja) | 原子炉用制御棒及びその製造方法 | |
| US20240395424A1 (en) | Multi-zone fuel element | |
| RU2532261C1 (ru) | Устройство дистанционирования тепловыделяющих элементов | |
| US8699652B2 (en) | Control rod for nuclear reactor and method of manufacturing control rod | |
| JP5355201B2 (ja) | 原子炉用制御棒 | |
| RU2829499C1 (ru) | Тепловыделяющая сборка ядерного реактора и способ ее изготовления | |
| Totemeier et al. | LIGHTBRIDGE corporation advanced metallic fuel | |
| RU2450374C1 (ru) | Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора | |
| RU59877U1 (ru) | Устройство для комплексного контроля дистанционирующих решеток тепловыделяющих сборок ядерного реактора | |
| RU2187849C2 (ru) | Способ изготовления дистанционирующей решетки с гексагональными ячейками | |
| JP2009145160A (ja) | 原子炉用制御棒 | |
| JPS63196889A (ja) | 原子炉用制御棒 | |
| RU2003105791A (ru) | Способ преобразования ядерной энергии в тепловую энергию | |
| EA023549B1 (ru) | Топливный элемент топливной сборки легководного ядерного реактора | |
| JP2012220299A (ja) | 原子炉用制御棒設計方法および原子炉用制御棒評価方法 | |
| CN117556617A (zh) | 一种用于研究堆控制棒铍燃耗历史效应评估计算方法 |