RU2408457C2 - Усовершенствованный способ изготовления легкой звукоизоляционной обшивки для автомобилей и соответствующая обшивка - Google Patents
Усовершенствованный способ изготовления легкой звукоизоляционной обшивки для автомобилей и соответствующая обшивка Download PDFInfo
- Publication number
- RU2408457C2 RU2408457C2 RU2008137809/12A RU2008137809A RU2408457C2 RU 2408457 C2 RU2408457 C2 RU 2408457C2 RU 2008137809/12 A RU2008137809/12 A RU 2008137809/12A RU 2008137809 A RU2008137809 A RU 2008137809A RU 2408457 C2 RU2408457 C2 RU 2408457C2
- Authority
- RU
- Russia
- Prior art keywords
- film
- sheathing
- foaming tool
- porous
- porous film
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/04—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles consisting of at least two parts of chemically or physically different materials, e.g. having different densities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/04—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles consisting of at least two parts of chemically or physically different materials, e.g. having different densities
- B29C44/0407—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles consisting of at least two parts of chemically or physically different materials, e.g. having different densities by regulating the temperature of the mould or parts thereof, e.g. cold mould walls inhibiting foaming of an outer layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
- B60R13/0815—Acoustic or thermal insulation of passenger compartments
Landscapes
- Physics & Mathematics (AREA)
- Acoustics & Sound (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Soundproofing, Sound Blocking, And Sound Damping (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Biological Depolymerization Polymers (AREA)
- Laminated Bodies (AREA)
Abstract
Группа изобретений относится к способу для изготовления легкой звукоизоляционной обшивки (1'') для кузовной детали автомобиля, в частности легкой звукоизоляционной обшивки передней стенки. Обшивку (1'') формируют в виде вспененного звукопоглощающего формованного изделия за один рабочий ход посредством впрыскивания содержащей полиол и изоцианат реакционной смеси в полость вспенивающего инструмента. Перед и/или во время впрыскивания по меньшей мере в одной заранее определенной ограничивающей полость поверхностной зоне вспенивающего инструмента устанавливается такой температурный режим, что вспененное формованное изделие на одной стороне имеет цельную, в основном беспористую пленку (1.1) с толщиной по меньшей мере 0,5 мм, а на своей противолежащей пленке (1.1) стороне имеет поверхность (1.2) с открытыми порами и/или тонкую звукопроницаемую пленку (1.4). Легкая звукоизоляционная обшивка для кузовной детали автомобиля состоит в основном из вспененного за один проход звукопоглощающего формованного изделия из полиуретанового мягкого пенопласта с открытыми порами. Технический результат, обеспечиваемый при использовании способа и обшивки по изобретению, заключается в том, что обшивка изготовляется с небольшим весом и может быть реализована с привлечением относительно небольших материальных затрат. 2 н. и 23 з.п. ф-лы, 8 ил.
Description
Изобретение относится к способу изготовления легкой звукоизоляционной обшивки для кузовной детали автомобиля, а также к такой обшивке, в частности, в форме расположенной в пассажирском салоне обшивки передней стенки.
Традиционные обшивки передней стенки для автомобилей сформированы из звукоизолирующего тяжелого слоя и слоя пенопласта или слоя текстильного нетканого материала, причем слой пенопласта или слой нетканого материала работает как эластичная пружина, а тяжелый слой работает как масса акустической системы «пружина-масса». Вес на единицу площади такого рода обшивок передних стенок составляет обычно более 2 кг/м2.
Из DE 2735153 А1 известна особенно легкая, выполненная как двойной коврик система «пружина-масса», которая состоит из полиуретанового мягкого пенопласта с открытыми порами и наружного слоя из наполненной тяжелой полиуретановой пены и определяется, в частности, как обшивка передней стенки автомобиля. Полиуретановая тяжелая пена выполнена при этом как пенопласт, структура и плотность слоев которого изменяется в зависимости от глубины расположения слоя, имеет твердость по Шору А от 80 до 90 и содержит дополнительную долю наполнителя в размере от 400 до 500% по массе. Для получения указанной степени твердости наружного слоя используется смесь полиола из обычного полиола для жесткого пенопласта и обычного полиола для мягкого пенопласта. Наружный слой и полиуретановый слой мягкого пенопласта соединены друг с другом посредством вспенивания с задней стороны, причем наружный слой помещается в форму и вспенивается сзади полиуретановым мягким пенопластом. Изготовление таких известных двойных ковриков требует относительно больших затрат времени и средств.
В основе настоящего изобретения лежит задача создания звукоизолирующей и звукопоглощающей обшивки, в частности обшивки передней стенки автомобиля, которая имеет небольшой вес и может быть реализована с привлечением относительно небольших материальных затрат. Наряду с этим должен быть создан способ для изготовления такой звукоизоляционной обшивки, не требующий больших затрат.
В отношении способа изготовления данная задача решена в соответствии с изобретением посредством способа с признаками пункта 1 формулы изобретения.
В соответствии с заявленным способом обшивка формируется как вспененное звукопоглощающее формованное изделие за один рабочий ход посредством впрыскивания содержащей полиол и изоцианат реакционной смеси в полость вспенивающего инструмента, причем перед и/или во время впрыскивания, по меньшей мере, в одной заранее определенной ограничивающей полость поверхностной зоне вспенивающего инструмента устанавливается такой температурный режим, что вспененное формованное изделие на одной стороне имеет цельную, в основном беспористую пленку с толщиной, по меньшей мере, 0,5 мм, а на своей противолежащей вышеупомянутой пленке стороне имеет поверхность с открытыми порами и/или тонкую звукопроницаемую пленку.
К примеру, на вспенивающем инструменте устанавливается такой температурный режим, что между его поверхностными зонами, на которых формируется цельная, в основном беспористая пленка, с одной стороны, и поверхность с открытыми порами и/или тонкая, звукопроницаемая пленка, с другой стороны, преобладает разность температур, по меньшей мере, 15°С, предпочтительно, по меньшей мере, 25°С.
Посредством способа в соответствии с изобретением только лишь из одной реакционной смеси без смены верхней и нижней полуформ инструмента за один рабочий ход можно изготовить легкие звукоизоляционные обшивки, работающие как звукоизолирующим образом, так и звукопоглощающим образом. Полученные обшивки существенно снижают уровень шума в пассажирском салоне и улучшают тем самым комфортабельность езды в оборудованном таким образом автомобиле. С другой стороны, они увеличивают вес автомобиля лишь незначительно, что является преимуществом для высокой располагаемой мощности, в частности, разгона соответствующего автомобиля и низкого расхода топлива.
По сравнению со способом, описанным в DE 2735153 А1, в заявленном способе уменьшено количество необходимых компонентов материала. Уменьшение или минимизация использованных компонентов материала является преимуществом в отношении создания запаса материала и затрат на материал. Так как тем самым необходимо соответственно меньше резервуаров для хранения запаса материала и соответствующих деталей устройства. Также при покупке больших партий одного компонента материала или меньшего количества компонентов материала, как правило, быстрее можно добиться больших оптовых скидок, чем при покупке соответствующих количеств, включающих в себя большее число наименований компонентов материала.
Способ изготовления в соответствии с изобретением требует, кроме того, лишь относительно небольших капитальных вложений, так как не предусматривает смены верхней и/или нижней полуформ вспенивающего инструмента.
Далее изготовленные посредством способа в соответствии с изобретением обшивки отличаются благоприятными свойствами повторного использования, так как изготавливаются из одной единственной реакционной смеси.
Предпочтительным является то, что к образованной из полиола и изоцианата реакционной смеси перед впрыскиванием в инструмент добавляется наполнитель, предпочтительно сульфат бария и/или карбонат кальция. Посредством добавления наполнителя можно значительно снизить материальные расходы на обшивку. В связи с этим предлагается далее комбинировать наполнитель (сульфат бария и/или карбонат кальция) с диоксидом углерода. За счет данной комбинации можно добиться дальнейшей оптимизации материальных затрат.
Иногда является предпочтительным, если цельная, в основном беспористая пленка вспененного формованного изделия с наружной стороны снабжена защитным слоем. За счет защитного слоя могут быть улучшены механическая прочность, эффект звукоизоляции, звукопоглощающая способность и/или внешний вид вспененного формованного изделия. В другом варианте выполнения изобретения во вспенивающий инструмент помещается фрагмент полотна материала или же крой синтетической пленки, в частности пленки из пенопласта или нетканого материала, в частности объемного нетканого материала, по меньшей мере, в одну зону поверхности, в которой формируется цельная, в основном беспористая пленка вспененного формованного изделия, и опрыскивается сзади содержащей полиол и изоцианат реакционной смесью. Таким образом, можно надежно и с небольшими затратами соединить вспененное формованное изделие с защитным слоем.
В отношении желаемой обшивки вышеуказанная задача решается в соответствии с изобретением посредством обшивки с признаками пункта 11 формулы изобретения.
Обшивка в соответствии с изобретением состоит в основном из вспененного за один проход звукопоглощающего формованного изделия из полиуретанового мягкого пенопласта с открытыми порами, которое на одной своей стороне имеет цельную, в основном беспористую пленку с толщиной, по меньшей мере, 0,5 мм, а на своей противолежащей вышеупомянутой пленке стороне имеет поверхность с открытыми порами и/или тонкую звукопроницаемую пленку. В основном беспористая пленка работает звукоизолирующим образом, в то время как остальная часть вспененного формованного изделия имеет звукопоглощающие свойства. Положение, габариты площади поверхности и/или толщина в основном беспористой пленки целенаправленным образом определяются в зависимости от акустических условий и требований. Обшивка в соответствии с изобретением при необходимости может иметь несколько цельных, расположенных на расстоянии друг от друга, в основном беспористых пленочных зон.
Так как обшивка в соответствии с изобретением предусмотрена, в частности, как внутренняя обшивка передней стенки, при необходимости она может иметь одну или несколько рассечек для установки и прокладки агрегатов, таких как педальный механизм, рулевая колонка, кабели и/или гидропроводы. Касательно такой рассечки в соответствии с предпочтительным вариантом осуществления обшивки согласно изобретению предусмотрено, что конец рассечки окружен с зазором цельной, в основном беспористой пленкой и между этой пленкой и рассечкой образована поверхность с открытыми порами и/или тонкая воздухопроницаемая пленка. Было обнаружено, что таким образом можно добиться оптимального эффекта звукопоглощения в рассечке.
В другом предпочтительном варианте выполнения обшивки в соответствии с изобретением предусмотрено, что в основном беспористая пленка на кромке обшивки образует гибкую уплотнительную кромку. Гибкая уплотнительная кромка компенсирует возможные производственные допуски и обеспечивает, таким образом, оптимальную подгонку обшивки к пограничным конструктивным элементам или фрагментам кузова. За счет этого осуществляется оптимизация звукоизолирующего действия обшивки в соответствии с изобретением.
Другие предпочтительные варианты выполнения обшивки в соответствии с изобретением и способа для ее изготовления указаны в последующих зависимых пунктах формулы изобретения.
Изобретение поясняется чертежами, на которых схематично представлено следующее:
фиг.1 - разрез передней части автомобиля с расположенной с внутренней стороны на разделяющей моторное отделение и пассажирский салон передней стенке обшивкой передней стенки;
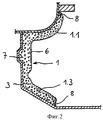
фиг.2 - увеличенный разрез обшивки передней стенки по фиг.1;
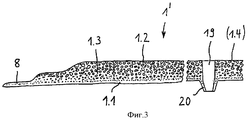
фиг.3 - разрез части обшивки в соответствии с изобретением согласно второму предпочтительному варианту выполнения изобретения;
фиг.4 - другой разрез части обшивки в соответствии с изобретением;
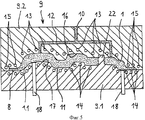
фиг.5 - разрез вспенивающего инструмента для изготовления обшивки в соответствии с изобретением;
фиг.6 - разрез другого вспенивающего инструмента для изготовления обшивки в соответствии с изобретением;
фиг.7 - разрез части обшивки в соответствии с изобретением согласно другому предпочтительному варианту выполнения изобретения;
фиг.8 - разрез части обшивки в соответствии с изобретением согласно еще одному предпочтительному варианту выполнения изобретения.
Звукоизоляционная обшивка в соответствии с изобретением предпочтительно выполнена как внутренняя обшивка 1 передней стенки автомобиля 2. В принципе, она может быть выполнена, однако, и как звукоизоляционная обшивка для других кузовных деталей автомобиля, к примеру как основание автомобильного коврика.
Как показано на фиг.1 и 2, обшивка 1 приведена в соответствие с контуром передней стенки 3, отделяющей пассажирский салон 4 от моторного отделения 5. Обшивка 1 является самонесущей и отличается относительно небольшим весом. Общий вес на единицу площади составляет предпочтительно менее 900 г/м2, к примеру менее 800 г/м2. Она изготавливается в виде вспененного формованного изделия из содержащей полиол и изоцианат реакционной смеси мягкого пенопласта за один впрыск («one-shot-process»), то есть за один рабочий ход, посредством вспенивающего инструмента.
Для разъяснения способа изготовления приводится ссылка, в частности, на фиг.5, на которой схематично представлен многосекционный вспенивающий инструмент 9. Другие элементы оборудования, такие как отстойник, резервуар с мешалкой, насосы, трубопроводы, смешивающая головка и прочее, из соображений наглядности не изображены.
Основные компоненты (изоцианат и полиол) реакционной смеси передаются из отстойника в рабочие резервуары, доводятся до требуемой температуры и через дозирующие аппараты подводятся к смешивающей головке, присоединенной к впускному отверстию 10 вспенивающего инструмента 9.
В реакционную смесь или в ее компоненты предпочтительно добавляется наполнитель. По выбору можно также и отказаться от наполнителя. В качестве наполнителя пригодны, к примеру, сульфат бария и/или мел. Наполнитель (BaSO4 и/или мел) предпочтительно комбинируется при этом с CO2. За счет добавления CO2 можно снизить объемный вес вспененной обшивки.
Вспенивающий инструмент 9 имеет нижнюю полуформу 9.1 и верхнюю полуформу 9.2, которые в закрытом положении инструмента совместно определяют соответствующую изготавливаемому формованному изделию полость 11. Впрыскивание реакционной смеси в полость 11 производится по сформированному в верхней полуформе 9.2 подающему и распределительному каналу 12. Вспенивающий инструмент 9 снабжен устройством регулировки температуры, содержащим в себе раздельно управляемые встроенные в полуформы 9.1, 9.2, струйные каналы 13, 14, 15, с помощью которых заранее определенные ограничивающие полость поверхностные зоны вспенивающего инструмента 9 могут быть целенаправленно отрегулированы по температуре (охлаждены).
Регулировка температуры поверхностных зон вспенивающего инструмента означает в данном контексте относительное охлаждение соответствующих поверхностных зон по отношению к более теплой реакционной смеси мягкого пенопласта.
Верхняя полуформа 9.2 имеет первую группу струйных каналов 13, которые присоединены к совместному подводящему текучую среду распределительному трубопроводу (не показан) и к совместному отводящему текучую среду главному трубопроводу (не показан). Температура текучей среды, подводимой к данной группе струйных каналов 13, отрегулирована таким образом, что ближе всего расположенная к этим струйным каналам 13 поверхность 16 инструмента имеет температуру в пределах от 50°С до 90°С, например примерно 70°C±15°С, или температура здесь регулируется в этих пределах.
Встроенные в нижнюю полуформу 9.1 струйные каналы 14 образуют вторую группу струйных каналов, которые присоединены к другому совместному подводящему текучую среду распределительному трубопроводу (не показан) и к другому, отводящему текучую среду главному трубопроводу (не показан), причем температура текучей среды регулируется таким образом, что ближе всего расположенная ко второй группе струйных каналов 14 поверхность 17 инструмента нижней полуформы 9.1 имеет температуру в пределах от 15°С до 60°С, например примерно 35°С±15°С, или температура здесь регулируется в этих пределах.
Разность температур между поверхностями 16 и 17 инструмента составляет, по меньшей мере, 15°С, предпочтительно, по меньшей мере, 25°С.
Пенистая структура однослойного формованного изделия 1 возникает в основном за счет наличия рабочих газов, образующихся при химическом структурировании реакционной смеси. Комбинированный с наполнителем CO2 поддерживает при этом процесс вспенивания.
За счет относительного охлаждения поверхности 17 инструмента нижней полуформы 9.1 по сравнению с поверхностью 16 инструмента верхней полуформы 9.2 процесс вспенивания в реакционной среде в зоне, граничащей с самой холодной поверхностью инструмента, подавляется, так что там образуется цельная, в основном беспористая пленка 1.1 с толщиной, по меньшей мере, 0,5 мм, предпочтительно, по меньшей мере, 0,8 мм, особо предпочтительно, по меньшей мере, 1 мм. Пленка 1.1 работает как звукоизоляционный слой. Она предпочтительно воздухонепроницаема или, по меньшей мере, в основном воздухонепроницаема.
На более теплой поверхности 16 инструмента верхней полуформы 9.2 в результате процесса вспенивания, напротив, образуется поглотитель звука с открытыми порами, имеющий поверхность 1.2 с открытыми порами или же очень тонкую пленку 1.4, причем эта тонкая пленка является, тем не менее, звукопроницаемой или звукопроводящей.
Звукопроницаемая пленка 1.4 имеет толщину менее 400 мкм, предпочтительно менее 250 мкм. Она, к примеру, тоньше 150 мкм и может быть образована также лишь частично.
Цельная обшивка 1 имеет по краю в случае необходимости гибкую уплотнительную кромку 8, которая может компенсировать возможные производственные допуски и, таким образом, обеспечивает плотную подгонку обшивки 1 к пограничным конструктивным элементам или фрагментам кузова (сравните фиг.2 и 3).
Для в основном беспористого варианта выполнения уплотнительной кромки 8 в верхней полуформе 9.2 вблизи соответствующего уплотнительной кромке 8 участка полости выполнены струйные каналы 15, которые также подсоединены к сопряженному со второй группой струйных каналов 14 распределительному трубопроводу для текучей среды (не показан). Проходящая по струйным каналам 14 и 15 текучая среда имеет, таким образом, одинаковую температуру.
В нижнюю полуформу 9.1 встроены, к тому же, штоки 18, с помощью которых готовое формованное изделие, то есть обшивка 1, может выбиваться после открытия вспенивающего инструмента 9. Такого рода выбрасывающие элементы 18 в случае необходимости могут быть встроены также либо только в верхнюю полуформу 9.2.
Эта звукопоглощающая с открытыми порами часть 1.3 однослойной обшивки 1 из мягкого пенопласта имеет объемный вес в пределах от 0,02 до 0,06 г/см3. Значение объемного веса в основном беспористой воздухонепроницаемой пленки 1.1 лежит, напротив, в интервале от 0,08 до 2,0 г/см3, предпочтительно в интервале от 0,08 до 1,4 г/см3, в частности в интервале от 0,1 до 1,1 г/см3.
Во многих звукоизоляционных обшивках для кузовных деталей должны быть образованы рассечки, служащие, к примеру, для прокладки кабелей, соединительных шлангов и/или механических агрегатов. Как показано на фиг.3, на рассечке 19 для кабеля или соединительного шланга предпочтительно сформирована эластично расширяющаяся трубка 20 для уплотненной прокладки кабеля или соединительного шланга (не показан) на снабженной пленкой стороне однослойной обшивки 1', то есть на стороне, имеющей цельную, в основном беспористую пленку 1.1.
На фиг.4 схематично изображен в разрезе фрагмент передней стенки 3 автомобиля с проходящим через рассечку 3.1 передней стенки педальным механизмом 21. На внутренней стороне передней стенки 3 располагается обшивка 1'' в соответствии с изобретением, имеющая рассечку 19' для педального механизма 21. Однослойная обшивка 1'' передней стенки на своей обращенной к пассажирскому салону стороне имеет в основном беспористую пленку 1.1. Функционирующая как изоляционный слой пленка 1.1 огибает рассечку 19' с зазором. Между воздухонепроницаемой пленкой 1.1 и рассечкой 19' образована поверхностная зона 1.2' с открытыми порами, оптимизирующая действие обшивки 1'' в зоне рассечки 19'. Поверхностная зона 1.2' с открытыми порами огибает рассечку 19', к примеру, по кругу.
Как показано на фиг.5, вспенивающий инструмент 9 может иметь, по меньшей мере, один расположенный в полости 11 выступ 22, который при впрыскивании реакционной смеси создает рассечку 19' в образующемся формованном изделии. Далее на фиг.5 представлено, что струйные каналы 14 в нижней полуформе 9.1 относительно далеко отстоят от выступа 22. Поверхностная зона 17 вспенивающего инструмента 9, на которой формируется цельная, в основном беспористая пленка 1.1 формованного изделия, соответствующим образом охватывает выступ 22 с определенным зазором. Таким образом - как очевидно из фиг.4 - вокруг рассечки 19' остается кольцеобразная зона 1.2' с открытыми порами на покрытой в основном беспористой пленкой стороне обшивки 1''.
Фиг.6 схематично демонстрирует другой вспенивающий инструмент 9' для изготовления обшивки в соответствии с изобретением. В отличие от вспенивающего инструмента в соответствии с фиг.5 реакционная смесь мягкого пенопласта вводится или впрыскивается в данном случае в открытую полость состоящего из нижней полуформы 9.1' и верхней полуформы 9.2' вспенивающего инструмента 9'. Введение реакционной смеси мягкого пенопласта производится с помощью впрыскивающего трубопровода 24, который предпочтительно направляется посредством робота (не изображен). После введения реакционной смеси мягкого пенопласта вспенивающий инструмент 9' для осуществления формовки звукоизоляционной обшивки закрывается.
Фиг.7 демонстрирует следующий предпочтительный вариант выполнения обшивки 1''' в соответствии с изобретением. В отличие от представленного на фиг.3 примера осуществления цельная, в основном беспористая пленка 1.1 снабжена в данном случае с внешней стороны по всей поверхности или лишь частично, а именно в целенаправленно выбранных зонах, защитным слоем 23. Защитный слой 23 работает акустически. Он может состоять из тонкого защитного флиса (нетканого полотна), который придает обшивке улучшенный внешний вид и/или повышенную механическую прочность, в частности прочность на разрыв. Защитный нетканый материал, выполненный в виде слоя 23, имеет, к примеру, вес на единицу площади в диапазоне от 20 г/м2 до 250 г/м2.
В качестве альтернативы защитный слой 23 может состоять из звукопоглощающего объемного нетканого материала, имеющего вес на единицу площади в диапазоне от 200 до 700 г/м2, в частности от 200 до 500 г/м2, и толщину слоя в пределах от 5 до 20 мм, в частности от 5 до 10 мм.
Защитный нетканый материал или объемный нетканый материал образован, к примеру, из полиэфирного волокна, хлопка или других натуральных или синтетических волокон.
Далее защитный слой 23 может состоять также из синтетической пленки, в частности из пенопластовой пленки. Защитный слой 23 может при этом функционировать, в частности, как изоляционный слой.
В представленном на фиг.8 примере выполнения изобретения цельная, в основном беспористая пленка 1.1 вспененного формованного изделия также снабжена защитным слоем 23.
Цельная пленка 1.1 соединена с защитным слоем 23 сплошным соединением. Сплошное соединение осуществляется посредством того, что фрагмент полотна материала или же крой пленки или нетканого материала помещается во вспенивающий инструмент в соответствии с фиг.5 или 6, а именно в поверхностную зону 17 вспенивающего инструмента, в которой создается цельная, в основном беспористая пленка 1.1 вспененного формованного изделия. Затем пленка или нетканый материал опрыскиваются сзади реакционной смесью, содержащей полиол и изоцианат, причем вспенивающий инструмент 9, 9' - как описано выше - в различных зонах имеет различную температуру.
Изобретение не ограничивается вышеописанными вариантами выполнения. Напротив, допустимы различные варианты, которые при принципиально отличном выполнении также используют изложенную в формуле изобретения основную идею изобретения. Так, обшивка 1, 1', 1'' или 1''' в соответствии с изобретением может иметь, к примеру, также несколько частичных звукоизоляционных зон, то есть несколько цельных, находящихся на расстоянии друг от друга, в основном беспористых, воздухонепроницаемых пленочных зон 1.1, которые целенаправленно располагаются на обшивке 1, 1', 1'' или 1''' в соответствии с акустическими требованиями к звукоизоляции.
Понимается также, что вариант выполнения способа в соответствии с изобретением не ограничивается вариантом вышеописанного относительного охлаждения нижней полуформы 9.1 по сравнению с верхней полуформой 9.2. В рамках изобретения предусмотрено также для формирования цельной, в основном беспористой пленки на рабочей поверхности верхней полуформы при необходимости охлаждать или устанавливать соответствующий температурный режим на рабочей поверхности верхней полуформы по сравнению с рабочей поверхностью нижней полуформы. Также реакционная смесь при необходимости может через сформированный в нижней полуформе подводящий канал подаваться в полость инструмента.
Claims (25)
1. Способ для изготовления легкой звукоизоляционной обшивки (1, 1', 1'', 1''') для кузовной детали автомобиля, в частности легкой обшивки передней стенки, при котором обшивку (1, 1', 1'', 1''') формируют в виде вспененного звукопоглощающего формованного изделия за один рабочий ход посредством впрыскивания содержащей полиол и изоцианат реакционной смеси в полость (11) вспенивающего инструмента (9), причем перед и/или во время впрыскивании, по меньшей мере, в одной заранее определенной ограничивающей полость (11) поверхностной зоне (17) вспенивающего инструмента (9) устанавливают такой температурный режим, что вспененное формованное изделие на одной стороне имеет цельную, в основном, беспористую пленку (1.1) с толщиной, по меньшей мере, 0,5 мм, а на своей противолежащей вышеупомянутой пленке (1.1) стороне имеет поверхность (1.2) с открытыми порами и/или тонкую звукопроницаемую пленку (1.4).
2. Способ по п.1, отличающийся тем, что, по меньшей мере, одну поверхностную зону (17) вспенивающего инструмента (9), на которой формируется цельная, в основном, беспористая пленка (1.1) вспененного формованного изделия, охлаждают до температуры в интервале от 15 до 60°С.
3. Способ по п.1 или 2, отличающийся тем, что в поверхностной зоне (16) вспенивающего инструмента (9), на которой формируется поверхность (1.2) с открытыми порами и/или тонкая звукопроницаемая пленка (1.4), устанавливают температурный режим в интервале от 50 до 90°С.
4. Способ по п.1 или 2, отличающийся тем, что во вспенивающем инструменте (9) устанавливают такой температурный режим, при котором между той поверхностной зоной (17), на которой формируется цельная, в основном, беспористая пленка (1.1) вспененного формованного изделия, и той поверхностной зоной (16), на которой формируется поверхность (1.2) с открытыми порами и/или тонкая звукопроницаемая пленка (1.4), преобладает разность температур, по меньшей мере, 15°С, предпочтительно, по меньшей мере, 25°С.
5. Способ по п.1, отличающийся тем, что к образованной из полиола и изоцианата реакционной смеси перед впрыскиванием во вспенивающий инструмент (9) добавляют наполнитель.
6. Способ по п.5, отличающийся тем, что к реакционной смеси в качестве наполнителя добавляют сульфат бария и/или карбонат кальция.
7. Способ по п.5, отличающийся тем, что к наполнителю добавляют диоксид углерода.
8. Способ по п.1 или 2, отличающийся тем, что в качестве вспенивающего инструмента (9) используют вспенивающий инструмент, который имеет, по меньшей мере, один расположенный в полости выступ (22), который при впрыскивании реакционной смеси определяет рассечку (19') в образующемся формованном изделии, причем, по меньшей мере, одна поверхностная зона (17) вспенивающего инструмента, на которой формируется цельная, в основном, беспористая пленка (1.1) формованного изделия, с зазором охватывает выступ (22).
9. Способ по п.1 или 2, отличающийся тем, что в качестве вспенивающего инструмента (9) используют вспенивающий инструмент, который имеет несколько охлажденных расположенных на расстоянии друг от друга поверхностных зон, при этом формируется вспененное формованное изделие с несколькими цельными расположенными на расстоянии друг от друга, в основном, беспористыми основными зонами.
10. Способ по п.1 или 2, отличающийся тем, что во вспенивающий инструмент (9) помещают фрагмент полотна материала или же крой синтетической пленки, в частности пленки из пенопласта или нетканого материала, в частности объемного нетканого материала, по меньшей мере, в одну поверхностную зону (17), в которой формируют цельную, в основном, беспористую пленку (1.1) вспененного формованного изделия, и опрыскивают сзади содержащей полиол и изоцианат реакционной смесью.
11. Легкая звукоизоляционная обшивка (1, 1', 1'', 1''') для кузовной детали автомобиля, в частности в виде легкой обшивки передней стенки, состоящая, в основном, из вспененного за один проход звукопоглощающего формованного изделия из полиуретанового мягкого пенопласта с открытыми порами, которое на одной своей стороне имеет цельную, в основном, беспористую пленку (1.1) с толщиной, по меньшей мере, 0,5 мм, а на своей противолежащей пленке (1.1) стороне имеет поверхность (1.2) с открытыми порами и/или тонкую звукопроницаемую пленку (1.4).
12. Обшивка по п.11, отличающаяся тем, что она содержит, по меньшей мере, одну рассечку (19'), причем конец рассечки (19') окружен с зазором цельной, в основном, беспористой пленкой (1.1), и между этой пленкой (1.1) и рассечкой (19') образована поверхность (1.2') с открытыми порами и/или тонкая воздухопроницаемая пленка (1.4').
13. Обшивка по п.11 или 12, отличающаяся тем, что она имеет множества цельных расположенных на расстоянии друг от друга, в основном, беспористых пленочных зон.
14. Обшивка по п.11 или 12, отличающаяся тем, что цельная, в основном, беспористая пленка (1.1) имеет толщину, по меньшей мере, 1 мм.
15. Обшивка по п.11 или 12, отличающаяся тем, что ее общий вес на единицу площади составляет менее 900 г/м2.
16. Обшивка по п.11 или 12, отличающаяся тем, что ее звукоизоляционная часть (1.3) с открытыми порами имеет объемный вес в интервале от 0,02 до 0,06 г/см3.
17. Обшивка по п.11 или 12, отличающаяся тем, что ее цельная, в основном, беспористая пленка (1.1) имеет объемный вес в интервале от 0,08 до 2,0 г/см3, предпочтительно в интервале от 0,08 до 1,4 г/см3.
18. Обшивка по п.11 или 12, отличающаяся тем, что ее звукопроницаемая пленка (1.4) имеет толщину менее 400 мкм, предпочтительно менее 250 мкм.
19. Обшивка по п.11 или 12, отличающаяся тем, что она выполнена цельной.
20. Обшивка по п.11, отличающаяся тем, что ее цельная, в основном, беспористая пленка (1.1) частично или по всей поверхности снабжена состоящим из синтетической пленки, в частности пенопластовой пленки или нетканого материала, в частности объемного нетканого материала, защитного слоя (23), причем цельная пленка (1.1) за счет опрыскивания сзади защитного слоя (23) соединена с ним сплошным соединением.
21. Обшивка по п.20, отличающаяся тем, что нетканый материал имеет вес на единицу площади от 20 до 150 г/м2.
22. Обшивка по п.20, отличающаяся тем, что нетканый материал имеет вес на единицу площади от 200 до 700 г/м2 и/или толщину от 5 до 20 мм.
23. Обшивка по п.11 или 12, отличающаяся тем, что ее общий вес на единицу площади составляет менее 900 г/м2, а цельная, в основном, беспористая пленка (1.1) имеет толщину, по меньшей мере, 1 мм.
24. Обшивка по п.11 или 12, отличающаяся тем, что ее звукоизоляционная часть (1.3) с открытыми порами имеет объемный вес в интервале от 0,02 до 0,06 г/см3, при этом ее цельная, в основном, беспористая пленка (1.1) имеет объемный вес в интервале от 0,08 до 2,0 г/см3, предпочтительно в интервале от 0,08 до 1,4 г/см3.
25. Обшивка по п.12, отличающаяся тем, что ее цельная, в основном, беспористая пленка (1.1) частично или по всей поверхности снабжена состоящим из синтетической пленки, в частности пенопластовой пленки или нетканого материала, в частности объемного нетканого материала, защитного слоя (23), причем цельная пленка (1.1) за счет опрыскивания сзади защитного слоя (23) соединена с ним сплошным соединением.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006009134.5A DE102006009134B4 (de) | 2006-02-24 | 2006-02-24 | Verbessertes Verfahren zur Herstellung einer leichten, schallisolierenden Verkleidung für Kraftfahrzeuge und entsprechende Verkleidung |
| DE102006009134.5 | 2006-02-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2008137809A RU2008137809A (ru) | 2010-03-27 |
| RU2408457C2 true RU2408457C2 (ru) | 2011-01-10 |
Family
ID=38110684
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2008137809/12A RU2408457C2 (ru) | 2006-02-24 | 2007-02-26 | Усовершенствованный способ изготовления легкой звукоизоляционной обшивки для автомобилей и соответствующая обшивка |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US8276710B2 (ru) |
| EP (1) | EP1986833B1 (ru) |
| JP (1) | JP2009527382A (ru) |
| KR (1) | KR20080108250A (ru) |
| CN (1) | CN101432117B (ru) |
| AT (1) | ATE485149T1 (ru) |
| BR (1) | BRPI0708140A2 (ru) |
| CA (1) | CA2643551A1 (ru) |
| DE (2) | DE102006009134B4 (ru) |
| ES (1) | ES2353130T3 (ru) |
| MX (1) | MX2008010854A (ru) |
| PL (1) | PL1986833T3 (ru) |
| RU (1) | RU2408457C2 (ru) |
| WO (1) | WO2007096427A1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2456680C2 (ru) * | 2007-05-02 | 2012-07-20 | Байер Матириалсайенс Аг | Легкая, звукоизолирующая обшивка для кузовной детали автомобиля и способ ее изготовления |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2912100B1 (fr) * | 2007-02-06 | 2009-05-08 | Cera | Panneau de protection acoustique pour vehicule automobile comprenant une couche d'etancheite impregnee |
| DE102008005888A1 (de) * | 2008-01-22 | 2009-07-23 | Thyssenkrupp Transrapid Gmbh | Magnetschwebebahn |
| DE102009011683A1 (de) * | 2009-02-23 | 2010-08-26 | Walter Esser, Kunststoff-Spritzgießerei GmbH & Co. KG | Schwimmerkörper |
| DE102009020995A1 (de) | 2009-05-12 | 2011-02-10 | Dr. Freist Automotive Bielefeld Gmbh | Leichte, schallisolierende Verkleidung für ein Karosserieteil oder eine Komponente eines Kraftfahrzeugs und Verfahren zu deren Herstellung |
| DE102010031855A1 (de) * | 2010-07-22 | 2012-01-26 | J. Eberspächer GmbH & Co. KG | Abgasanlage |
| DE102010035431A1 (de) * | 2010-08-26 | 2012-03-01 | Entwicklungsgesellschaft für Akustik (EfA) mit beschränkter Haftung | Breitbandiger Schallabsorber |
| CN102001150A (zh) * | 2010-09-16 | 2011-04-06 | 上海华特汽车配件有限公司 | 表皮包覆聚氨酯芯材产品的成型方法 |
| WO2012078272A2 (en) * | 2010-11-09 | 2012-06-14 | California Institute Of Technology | Acoustic suppression systems and related methods |
| DE102011107693A1 (de) * | 2011-07-13 | 2013-01-17 | Otto Bock Schaumsysteme Gmbh | Erhöhung der Schallabsorption in Dämmstoffen |
| DE102012100419A1 (de) | 2012-01-19 | 2013-07-25 | International Automotive Components Group Gmbh | Spritzgusswerkzeug und Verfahren zur Herstellung eines Spritzgussbauteils, insbesondere eines Schallisolationsbauteils eines Kraftfahrzeugs |
| DE102012100422B4 (de) | 2012-01-19 | 2024-01-04 | Auria Solutions Uk I Ltd. | Vorrichtung und Verfahren zur Herstellung eines Spritzgussbauteils, insbesondere eines Schallisolationsbauteils eines Kraftfahrzeuges |
| HUP1200268A2 (en) * | 2012-05-08 | 2013-11-28 | Ratipur Gepjarmuealkatreszt Es Autofelszerelest Gyarto Es Ertekesitoe Kft | Method for manufacturing pur integral foam with modified structure, pur integral foam with modified structure |
| US9908485B2 (en) * | 2014-11-06 | 2018-03-06 | Cadillac Products Automotive Company | Acoustic barrier assembly with acoustic seal |
| FR3028817B1 (fr) * | 2014-11-25 | 2018-03-02 | Autoneum Management Ag. | Piece automobile d'ecrantage acoustique et son procede de fabrication |
| FR3036076B1 (fr) * | 2015-05-13 | 2017-06-23 | Cera Aps | Procede de realisation d'un panneau de protection acoustique destine a etre monte en regard d'une source sonore et chaude de vehicule |
| WO2016191548A1 (en) * | 2015-05-28 | 2016-12-01 | Sabic Global Technologies B.V. | Bulkhead including a support structure and an acoustic component |
| CN107953502A (zh) * | 2017-03-02 | 2018-04-24 | 湖南三合汽车新材料有限公司 | 一种汽车引擎盖夹层泡沫及其制备方法 |
| JP6480512B2 (ja) * | 2017-06-29 | 2019-03-13 | 本田技研工業株式会社 | 車両 |
| FR3083496B1 (fr) * | 2018-07-06 | 2020-06-12 | Renault S.A.S | Paroi d'isolation acoustique d'un vehicule |
| JP7169797B2 (ja) * | 2018-07-19 | 2022-11-11 | 株式会社イノアックコーポレーション | 吸遮音材とその製造方法 |
| JP2020020855A (ja) * | 2018-07-30 | 2020-02-06 | 株式会社イノアックコーポレーション | 吸遮音材とその製造方法 |
| FR3086197B1 (fr) * | 2018-09-20 | 2020-12-18 | Treves Products Services & Innovation | Panneau de protection acoustique pour compartiment a moteur de vehicule automobile |
| EP4084995A4 (en) | 2019-12-30 | 2023-07-26 | Pimsa Otomotiv Anonim Sirketi | COMPOSITE UNDER-VEHICLE PROTECTION |
| CN111037832A (zh) * | 2019-12-31 | 2020-04-21 | 江苏金鹏汽车座椅有限公司 | 一种座椅发泡造型保持方法 |
| DE102020110433B3 (de) * | 2020-04-16 | 2021-07-22 | Adler Pelzer Holding Gmbh | Vollumschließende Motor- oder Aggregate-Kapsel eines Kraftfahrzeugs mit einer Luftpolsterfolie |
| DE102020110665A1 (de) * | 2020-04-20 | 2021-10-21 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren und Presswerkzeug zur Herstellung eines Sandwichbauteils |
| WO2025196044A1 (en) * | 2024-03-19 | 2025-09-25 | Basf Se | All pu i-panel |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1779128A1 (de) * | 1968-07-10 | 1970-08-27 | Vahlbrauk Karl Heinz | Verfahren zur Herstellung eines Kunststoffrohres zum Transport gasfoermiger und fluessiger Medien |
| DE2735153A1 (de) * | 1977-08-04 | 1979-02-15 | Helmut Pelzer | Spezifisch leichtes feder-masse- system in bekannter weise als doppelmatte ausgebildet |
| DE3724680A1 (de) * | 1987-07-25 | 1989-02-02 | Helmut Pelzer | Plattenartiges schalldaemm- und absorptionselement zur auskleidung des innenraumes von kfz |
Family Cites Families (54)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1992873U (de) * | 1968-05-18 | 1968-08-29 | Phoenix Gummiwerke Ag | Stirnwand zur abgrenzung von motor- und fahrgastraum bei kraftfahrzeugen. |
| US3816233A (en) * | 1970-10-01 | 1974-06-11 | Specialty Converters | Manufacture of urethane foam sheets |
| US3936555A (en) | 1972-01-28 | 1976-02-03 | The Fiberwoven Corporation | Filled textile fabric with a density gradient |
| DE2252254A1 (de) * | 1972-10-25 | 1974-05-09 | Phoenix Gummiwerke Ag | Verfahren zum herstellen von schalldaemmenden formkoerpern aus integralschaum |
| GB1550226A (en) * | 1975-06-04 | 1979-08-08 | Scott Paper Co | Perforated embossed film or foil to foam laminates |
| US4101704A (en) | 1976-04-29 | 1978-07-18 | National Research Development Corporation | Energy absorbing materials |
| US4444704A (en) | 1981-01-26 | 1984-04-24 | Hitachi, Ltd. | Process for producing integral skin polyurethane foam |
| US4438166A (en) | 1983-02-04 | 1984-03-20 | The Celotex Corporation | Structural laminate and method for making same |
| US4476183A (en) | 1983-11-21 | 1984-10-09 | Monsanto Company | Thermoformable laminate structure with improved acoustical absorption |
| US4529639A (en) | 1984-06-27 | 1985-07-16 | Collins & Aikman Corporation | Molded foam-backed carpet assembly and method of producing same |
| CA1322209C (en) | 1988-05-18 | 1993-09-14 | Honda Giken Kogyo Kabushiki Kaisha (Also Trading As Honda Motor Co., Ltd .) | Automotive sound-proof materials and damping materials therefor |
| JP2513500B2 (ja) | 1988-10-03 | 1996-07-03 | 株式会社ブリヂストン | 自動車用内装材 |
| US5240964A (en) * | 1990-09-19 | 1993-08-31 | Tokyo Seat Co., Ltd. | Process for producing urethane foam with high density skin |
| US5925207A (en) * | 1991-01-16 | 1999-07-20 | Kasai Kogyo Co., Ltd. | Automotive interior components, and method and device for manufacturing the same |
| US5174143A (en) * | 1991-11-05 | 1992-12-29 | Mcdonnell Douglas Corporation | Surface densification of porous materials |
| USRE37139E1 (en) * | 1992-03-13 | 2001-04-17 | Ludwig Krickl | Insulating element for building |
| ATA129392A (de) | 1992-06-25 | 1999-02-15 | Greiner & Soehne C A | Schaumstoffplatte, insbesondere formteil aus einer oder mehreren schaumstoffplatten |
| DE9215132U1 (de) * | 1992-11-07 | 1993-04-15 | Pelzer, Helmut, 5804 Herdecke | Luftschall absorbierendes Formteil |
| JP2990208B2 (ja) * | 1992-12-11 | 1999-12-13 | 東洋紡績株式会社 | 異音防止能を有するウレタン発泡成形用補強材とその製造方法及びその製品 |
| JPH06297482A (ja) * | 1993-04-20 | 1994-10-25 | Yokohama Rubber Co Ltd:The | 衝撃吸収材の製造方法 |
| JP3488271B2 (ja) * | 1993-09-27 | 2004-01-19 | 三菱化学株式会社 | 吸音材 |
| JP3304264B2 (ja) * | 1996-09-25 | 2002-07-22 | カネボウ株式会社 | 自動車用車体パネルインシュレータ |
| US5932331A (en) | 1998-10-08 | 1999-08-03 | Simco Automotive Trim, Inc. | Automotive trim panel having dual density foam support layer |
| US6345688B1 (en) * | 1999-11-23 | 2002-02-12 | Johnson Controls Technology Company | Method and apparatus for absorbing sound |
| JP3811362B2 (ja) * | 2000-04-14 | 2006-08-16 | 三洋化成工業株式会社 | ポリオ−ル組成物、半硬質ポリウレタンフォ−ム形成性組成物、及びその組成物を用いた車両用インストルメントパネルのクラッシュパッドの製造方法 |
| US6451233B1 (en) * | 2000-04-28 | 2002-09-17 | Lear Corporation | Method of making a multiple foam interior trim substrate |
| US6572723B1 (en) | 2000-06-30 | 2003-06-03 | Owens Corning Fiberglas Technology, Inc. | Process for forming a multilayer, multidensity composite insulator |
| US6669265B2 (en) * | 2000-06-30 | 2003-12-30 | Owens Corning Fiberglas Technology, Inc. | Multidensity liner/insulator |
| US6955845B1 (en) * | 2000-06-30 | 2005-10-18 | Owens Corning Fiberglas Technology, Inc. | Acoustical and thermal insulator |
| EP1177949A1 (en) * | 2000-08-01 | 2002-02-06 | Recticel | Method for manufacturing a trim part for the interior of an automobile vehicle or at least a skin therefor |
| WO2002059870A1 (fr) * | 2001-01-23 | 2002-08-01 | Kasai Kogyo Co., Ltd. | Materiau insonorise pour vehicule et son procede de fabrication |
| US6846169B2 (en) | 2001-03-30 | 2005-01-25 | Sumitomo Chemical Company, Ltd. | Mold for producing a multilayer molded article and a method for producing a multilayer molded article |
| US6659223B2 (en) | 2001-10-05 | 2003-12-09 | Collins & Aikman Products Co. | Sound attenuating material for use within vehicles and methods of making same |
| US6802389B2 (en) | 2001-12-07 | 2004-10-12 | Collins & Aikman Products Co. | Multi-density sound attenuating laminates and methods of making same |
| US6695374B1 (en) * | 2002-09-27 | 2004-02-24 | Collins & Aikman Products Co. | Vehicle cockpit assemblies having integrated dash insulators, instrument panels and floor coverings, and methods of installing same within vehicles |
| US7070848B2 (en) * | 2002-10-21 | 2006-07-04 | Cascade Engineering, Inc. | Vehicle acoustic barrier |
| EP1582328B1 (en) * | 2002-11-11 | 2014-04-02 | Sunstar Giken Kabushiki Kaisha | Method and apparatus for foam molding |
| US7320739B2 (en) | 2003-01-02 | 2008-01-22 | 3M Innovative Properties Company | Sound absorptive multilayer composite |
| DE10318136B3 (de) | 2003-04-17 | 2004-10-07 | Carcoustics Tech Center Gmbh | Aus Korkpartikeln und wärmereaktivem Bindemittel gebildeter poröser Schallabsorber und Verfahren zu dessen Herstellung |
| US7585559B2 (en) | 2003-06-03 | 2009-09-08 | Intellectual Property Holdings, Llc | Foam barrier heat shield |
| DE10334274B3 (de) * | 2003-07-25 | 2005-03-03 | Carcoustics Tech Center Gmbh | Schallisolierendes Verbundteil und Verfahren zu dessen Herstellung |
| US7318499B2 (en) * | 2004-02-20 | 2008-01-15 | Honeywell International, Inc. | Noise suppression structure and method of making the same |
| US7318498B2 (en) | 2004-04-06 | 2008-01-15 | Azdel, Inc. | Decorative interior sound absorbing panel |
| JP2005350533A (ja) * | 2004-06-09 | 2005-12-22 | Asahi Rubber Kk | 防音材およびその製造方法 |
| DE102004053751A1 (de) * | 2004-11-06 | 2006-05-11 | Seeber Ag & Co. Kg | Akustik-Verkleidungsteil für ein Fahrzeug |
| US7566475B2 (en) | 2004-11-09 | 2009-07-28 | International Automotive Components Group North America, Inc. | Acoustic insulator with controlled airflow resistance and method of making same |
| DE102004054646B4 (de) | 2004-11-11 | 2008-12-04 | Carcoustics Tech Center Gmbh | Leichte schallisolierende Verkleidung für ein Karosserieteil eines Kraftfahrzeuges und Verfahren zu ihrer Herstellung |
| WO2006085760A1 (en) * | 2005-02-10 | 2006-08-17 | Polynorm Plastics B.V. | Covering element comprising a sound absorbing element |
| US20060289231A1 (en) | 2005-06-28 | 2006-12-28 | Priebe Joseph A | Acoustic absorber/barrier composite |
| DE102005056840B3 (de) | 2005-11-28 | 2007-04-12 | Carcoustics Tech Center Gmbh | Schallisolationsteil und Verfahren zu dessen Herstellung |
| DE202006009245U1 (de) | 2006-06-09 | 2007-10-11 | Carcoustics Tech Center Gmbh | Luftschall absorbierende Motorraumverkleidung für Kraftfahrzeuge, insbesondere Motorhaubenverkleidung |
| NL1032572C2 (nl) * | 2006-09-26 | 2008-03-27 | Voestalpine Polynorm Plastics | Bekledingselement omvattende een geluidabsorberend element. |
| FR2912100B1 (fr) | 2007-02-06 | 2009-05-08 | Cera | Panneau de protection acoustique pour vehicule automobile comprenant une couche d'etancheite impregnee |
| DE102007020832B4 (de) * | 2007-05-02 | 2009-02-26 | Bayer Materialscience Ag | Leichte, schallisolierende Verkleidung für ein Karosserieteil eines Kraftfahrzeuges und Verfahren zu deren Herstellung |
-
2006
- 2006-02-24 DE DE102006009134.5A patent/DE102006009134B4/de not_active Expired - Fee Related
-
2007
- 2007-02-26 CN CN2007800063808A patent/CN101432117B/zh not_active Expired - Fee Related
- 2007-02-26 PL PL07704709T patent/PL1986833T3/pl unknown
- 2007-02-26 WO PCT/EP2007/051785 patent/WO2007096427A1/de not_active Ceased
- 2007-02-26 BR BRPI0708140-5A patent/BRPI0708140A2/pt not_active IP Right Cessation
- 2007-02-26 MX MX2008010854A patent/MX2008010854A/es not_active Application Discontinuation
- 2007-02-26 ES ES07704709T patent/ES2353130T3/es active Active
- 2007-02-26 JP JP2008555805A patent/JP2009527382A/ja active Pending
- 2007-02-26 EP EP07704709A patent/EP1986833B1/de not_active Not-in-force
- 2007-02-26 DE DE502007005410T patent/DE502007005410D1/de active Active
- 2007-02-26 CA CA002643551A patent/CA2643551A1/en not_active Abandoned
- 2007-02-26 US US12/224,258 patent/US8276710B2/en not_active Expired - Fee Related
- 2007-02-26 AT AT07704709T patent/ATE485149T1/de active
- 2007-02-26 KR KR1020087023265A patent/KR20080108250A/ko not_active Ceased
- 2007-02-26 RU RU2008137809/12A patent/RU2408457C2/ru not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1779128A1 (de) * | 1968-07-10 | 1970-08-27 | Vahlbrauk Karl Heinz | Verfahren zur Herstellung eines Kunststoffrohres zum Transport gasfoermiger und fluessiger Medien |
| DE2735153A1 (de) * | 1977-08-04 | 1979-02-15 | Helmut Pelzer | Spezifisch leichtes feder-masse- system in bekannter weise als doppelmatte ausgebildet |
| DE3724680A1 (de) * | 1987-07-25 | 1989-02-02 | Helmut Pelzer | Plattenartiges schalldaemm- und absorptionselement zur auskleidung des innenraumes von kfz |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2456680C2 (ru) * | 2007-05-02 | 2012-07-20 | Байер Матириалсайенс Аг | Легкая, звукоизолирующая обшивка для кузовной детали автомобиля и способ ее изготовления |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102006009134A1 (de) | 2007-08-30 |
| MX2008010854A (es) | 2008-11-12 |
| EP1986833B1 (de) | 2010-10-20 |
| CN101432117B (zh) | 2012-03-28 |
| EP1986833A1 (de) | 2008-11-05 |
| DE502007005410D1 (de) | 2010-12-02 |
| KR20080108250A (ko) | 2008-12-12 |
| PL1986833T3 (pl) | 2011-04-29 |
| JP2009527382A (ja) | 2009-07-30 |
| CA2643551A1 (en) | 2007-08-30 |
| BRPI0708140A2 (pt) | 2011-05-17 |
| ATE485149T1 (de) | 2010-11-15 |
| US8276710B2 (en) | 2012-10-02 |
| DE102006009134B4 (de) | 2016-03-24 |
| RU2008137809A (ru) | 2010-03-27 |
| ES2353130T3 (es) | 2011-02-25 |
| CN101432117A (zh) | 2009-05-13 |
| US20120080262A1 (en) | 2012-04-05 |
| WO2007096427A1 (de) | 2007-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2408457C2 (ru) | Усовершенствованный способ изготовления легкой звукоизоляционной обшивки для автомобилей и соответствующая обшивка | |
| RU2456680C2 (ru) | Легкая, звукоизолирующая обшивка для кузовной детали автомобиля и способ ее изготовления | |
| KR101650343B1 (ko) | 성형 다층 라이닝의 제조 방법 | |
| JP2009527382A5 (ru) | ||
| RU2744359C2 (ru) | Способ получения поглощающего звукоизоляционного элемента, а также поглощающий звукоизоляционный элемент автомобильной облицовки | |
| JP2008248866A (ja) | 防音カバー | |
| KR20070086032A (ko) | 자동차의 차체 부분을 위한 경량의 흡음 피복과 그의 제조방법 | |
| GB2163388A (en) | Improvements in or relating to noise insulation materials | |
| KR102029924B1 (ko) | 자동차용 인슐레이션의 제조방법 및 그 인슐레이션 | |
| AU2005230324A1 (en) | Molded Interior Trim Installation Material for Automobile | |
| CN109291356B (zh) | 用于机动车辆的隔音部件以及相关的制造过程 | |
| RU2762577C1 (ru) | Ковровое покрытие пола автомобиля | |
| JP2009018745A (ja) | 車両用防音材 | |
| US20060052474A1 (en) | Sound-insulating material and method for the production thereof | |
| JP2009012561A (ja) | 自動車用インシュレータダッシュ | |
| JP6341659B2 (ja) | 樹脂性外装カバーおよびその製造方法 | |
| JP2019507047A (ja) | 車両用成形トリム部品 | |
| JP2006015857A (ja) | パッケージトレイ | |
| JP2024162593A (ja) | 防音体、その製造方法及び自動車用サイレンサー | |
| JP2005112088A (ja) | 車両の防音構造 | |
| JP2008201263A (ja) | 車両の防音構造 | |
| JPS63270261A (ja) | 自動車用防音構造体 | |
| AU2032999A (en) | Acoustical composite headliner |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| QB4A | Licence on use of patent |
Free format text: LICENCE Effective date: 20111202 |
|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20120227 |