RU2425275C1 - Способ покрытия внутренней поверхности трубопроводов, устройство для покрытия внутренней поверхности трубопроводов, устройство для соединения трубопроводов и способ нанесения клеящего вещества на внутреннюю поверхность заготовки в форме рукава - Google Patents
Способ покрытия внутренней поверхности трубопроводов, устройство для покрытия внутренней поверхности трубопроводов, устройство для соединения трубопроводов и способ нанесения клеящего вещества на внутреннюю поверхность заготовки в форме рукава Download PDFInfo
- Publication number
- RU2425275C1 RU2425275C1 RU2010100492/06A RU2010100492A RU2425275C1 RU 2425275 C1 RU2425275 C1 RU 2425275C1 RU 2010100492/06 A RU2010100492/06 A RU 2010100492/06A RU 2010100492 A RU2010100492 A RU 2010100492A RU 2425275 C1 RU2425275 C1 RU 2425275C1
- Authority
- RU
- Russia
- Prior art keywords
- pipeline
- workpiece
- sleeve
- pipelines
- work piece
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 27
- 239000011248 coating agent Substances 0.000 title claims abstract description 21
- 238000000576 coating method Methods 0.000 title claims abstract description 21
- 239000007767 bonding agent Substances 0.000 title abstract 3
- 239000000523 sample Substances 0.000 claims abstract description 7
- 125000006850 spacer group Chemical group 0.000 claims abstract description 5
- 239000000853 adhesive Substances 0.000 claims description 21
- 230000001070 adhesive effect Effects 0.000 claims description 21
- 238000004804 winding Methods 0.000 claims description 8
- 238000001125 extrusion Methods 0.000 claims description 2
- 239000002654 heat shrinkable material Substances 0.000 claims description 2
- 238000007789 sealing Methods 0.000 abstract description 8
- 239000000463 material Substances 0.000 abstract description 4
- 239000000126 substance Substances 0.000 abstract description 2
- 238000007872 degassing Methods 0.000 abstract 1
- 230000000694 effects Effects 0.000 abstract 1
- 101150096674 C20L gene Proteins 0.000 description 4
- 102220543923 Protocadherin-10_F16L_mutation Human genes 0.000 description 4
- 101100445889 Vaccinia virus (strain Copenhagen) F16L gene Proteins 0.000 description 4
- 101100445891 Vaccinia virus (strain Western Reserve) VACWR055 gene Proteins 0.000 description 4
- 238000013461 design Methods 0.000 description 2
- 238000005086 pumping Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images




Landscapes
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
Изобретение относится к области защиты внутренней поверхности трубопровода от коррозии и может быть использовано в гидротехнике, мелиорации, нефтяной и химической промышленности. Способ покрытия внутренней поверхности трубопроводов включает в себя крепление первого конца заготовки в форме рукава, намотанного на барабан, на входном конце трубопровода, герметизацию выходного конца трубопровода и вакуумирование полости трубопровода со стороны загерметизированного конца с одновременной подачей заготовки под натяжением в сторону выходного конца трубопровода. При выходе заготовки за выходной конец трубопровода осуществляют разгерметизацию вакуумированной полости трубопровода. Устройство для реализации способа содержит камеру, смонтированную на выходном конце трубопровода. Камера включает в себя блок управления, вакуумный насос, датчик давления, электромагнитный выпускной клапан и оптронную пару для контроля выхода заготовки. Устройство для соединения трубопроводов включает в себя втулку с распорным элементом. На концах втулки размещены кольцевые элементы из термоусадочного материала. На концах втулки предусмотрены кольцевые канавки для размещения вышеуказанных кольцевых элементов, при этом на близлежащих боковых поверхностях кольцевых канавок концов втулки выполнены осевые поднутрения. Способ нанесения клеящего вещества на внутреннюю поверхность заготовки основан на введении через зонд в полость заготовки порции клеящего вещества с последующим сплющиванием заготовки и перемещении зоны сплющивания от одного конца заготовки ко второму. При использовании изобретения повышается технологи
Description
Предлагаемое техническое решение относится к области машиностроения и может быть использовано для транспортировки жидких сред с повышенной агрессивностью, например, в нефтегазовой промышленности при закачке воды в образовавшиеся пустоты при частичной или полной выработке нефтегазовых месторождений.
Известен способ покрытия внутренней поверхности труб путем введения в трубу эластичной трубы, созданием внутри давления и отводом воздуха из межтрубного пространства, см. а.с. СССР №136986, МПК F16L 58/16, 1959.
Недостатком данного способа является низкое качество покрытия труб и пониженная технологичность.
Известен способ защиты внутренней поверхности труб, включающий введение в трубу заготовки из термопласта, имеющей форму трубы, прижатие заготовки к поверхности трубы посредством создания избыточного давления и удаление воздуха из межтрубного пространства постепенным нагревом трубы, см. а.с. СССР №678253, МПК F16L 58/16, 1977.
Устройство для реализации способа содержит кольцевую печь и источник сжатого воздуха.
Недостатками приведенного технического решения являются пониженная технологичность, низкое качество покрытия и узкие технологические возможности.
Наиболее близким техническим решением (прототипом) по своей сущности и достигаемому техническому результату к предлагаемому является способ покрытия внутренней поверхности трубопроводов, включающий крепление первого конца заготовки в форме рукава, намотанного на барабан, по периметру наружной поверхности входного конца трубопровода и введение под натяжением заготовки в трубопровод с прижатием ее внутренней поверхности к внутренней поверхности трубопровода, путем создания перепада давления между наружной и внутренней поверхностями заготовки в форме рукава, см. а.с. СССР №1024653, МПК F16L 58/16, 1983.
Устройство для реализации способа содержит блок управления, камеру с источником создания перепада давления между внутренней и наружной поверхностями заготовки и барабан для намотки гибкой нити с заготовкой.
Наиболее близким техническим решением к предлагаемому устройству для соединения трубопроводов является устройство, содержащее муфту в виде втулки, охватывающей концы трубопроводов, с распорным элементом, размещенным между торцами трубопроводов, и два фиксирующих кольцевых элемента, смонтированных по концам втулки, см. а.с. СССР №806972, МПК F16L 21/06, 1981.
Недостатком приведенных технических решений является:
- ограниченная длина покрываемых трубопроводов, связанная с небольшими размерами камеры, где располагается барабан с заготовкой;
- пониженная технологичность устройства для покрытия трубопроводов, связанная со сложностью конструктивного исполнения камеры;
- пониженное качество покрытия, связанное с возможностью возникновения воздушных пузырей между поверхностями заготовки и трубопровода (т.к. отсутствует откачка воздуха из трубопровода со стороны выхода заготовки);
- пониженная степень герметизации в устройстве для соединения трубопроводов и сложность исполнения самого устройства, связанная с необходимостью приваривания к торцам трубопровода специальных фланцев.
Технический результат от использования предлагаемых технических решений заключается в повышении технологичности, увеличении длины покрываемых трубопроводов, повышении качества покрытия, увеличении степени герметизации при соединении трубопроводов.
В соответствии с предлагаемыми техническими решениями вышеуказанный технический результат достигается тем, что в способе покрытия внутренней поверхности трубопроводов, включающем крепление первого конца заготовки в форме рукава, намотанного на барабан, по периметру наружной поверхности входного конца трубопровода и введение под натяжением заготовки в трубопровод с прижатием ее внутренней поверхности к внутренней поверхности трубопровода путем создания перепада давления между наружной и внутренней поверхностями заготовки в форме рукава, перед введением заготовки в трубопровод герметизируют выходной конец трубопровода, а создание перепада давления между наружной и внутренней поверхностями заготовки в форме рукава осуществляют посредством вакуумирования внутренней полости трубопровода со стороны его герметизированного конца, при этом при выходе заготовки за выходной конец трубопровода осуществляют разгерметизацию вакуумированной полости трубопровода.
Кроме того, перед намоткой на барабан внутреннюю поверхность заготовки в форме рукава покрывают клеящем веществом.
Кроме того, намотку на барабан заготовки в форме рукава осуществляют с помощью гибкой нити, предварительно намотанной на барабан, скрепляемой с вторым концом заготовки.
Кроме того, после разгерметизации вакуумированной полости трубопровода заготовку обрезают с избытком, который отгибают на наружную поверхность выходного конца трубопровода.
В устройстве для покрытия внутренней поверхности трубопроводов, содержащем блок управления, камеру с источником создания перепада давления между внутренней и наружной поверхностями заготовки, и барабан для намотки гибкой нити с заготовкой, камера снабжена датчиком давления и электромагнитным выпускным клапаном, а источник создания перепада давления между внутренней и наружной поверхностями заготовки выполнен в виде вакуумного насоса, при этом камера смонтирована на конце трубопровода со стороны выхода заготовки, а датчик давления, электромагнитный выпускной клапан и вакуумный насос подключены к блоку управления.
Кроме того, камера дополнительно содержит оптронную пару, подключенную к блоку управления, элементы которой установлены в диаметральной плоскости выходного конца трубопровода.
Кроме того, в средней части барабана выполнена проточка для размещения гибкой нити.
В устройстве для соединения трубопроводов, содержащем муфту в виде втулки, охватывающей концы трубопроводов, с распорным элементом, размещенным между торцами трубопроводов, и два фиксирующих кольцевых элемента, смонтированных по концам втулки, фиксирующие элементы выполнены из термоусадочного материала, а на концах втулки предусмотрены кольцевые канавки для размещения вышеуказанных фиксирующих элементов, при этом на близлежащих боковых поверхностях кольцевых канавок концов втулки выполнены осевые поднутрения.
Кроме того, основания поднутрений кольцевых канавок выполнены по радиусу, равному половине ширины поднутрений.
Кроме того, на внутренней поверхности концов втулки предусмотрены рифления кольцевой формы.
В способе нанесения клеящего вещества на внутреннюю поверхность заготовки в форме рукава вводят во внутреннюю полость заготовки со стороны ее первого конца зонд и подают через него в полость заготовки объем клеящего вещества, достаточный для покрытия внутренней поверхности заготовки, затем зонд удаляют, сплющивают первый конец заготовки и осуществляют выдавливание объема клеящего вещества в сторону второго конца заготовки путем перемещения зоны сплющивания от первого конца заготовки во второму.
Кроме того, выдавливание объема клеящего вещества осуществляют путем протягивания заготовки между валками, подпружиненными друг к другу.
Кроме того, после протягивания заготовки между валками осуществляют намотку заготовки на барабан.
Кроме того, протягивание заготовки между валками осуществляют снизу вверх в вертикальной плоскости.
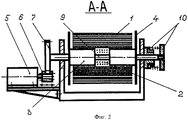
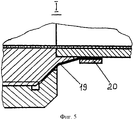
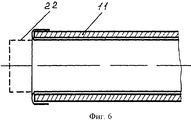
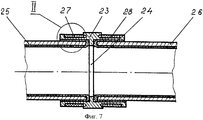
На фиг.1 изображен процесс намотки заготовки в форме рукава (с нанесенным на внутреннюю поверхность клеящим веществом) с бобины на барабан; на фиг.2 изображено сечение А-А на фиг.1; на фиг.3 изображен процесс покрытия внутренней поверхности трубопровода; на фиг.4 показана герметичная камера с источником для создания перепада давления между внутренней и наружной поверхностями заготовки, закрепленная на выходном конце трубопровода (в увеличенном масштабе); на фиг.5 - узел I на фиг.4 в увеличенном масштабе; на фиг.6 - процесс отгибания избытка заготовки на наружную поверхность выходного конца трубопровода; на фиг.7 изображено устройство для соединения трубопроводов; на фиг.8 - узел II на фиг.7 в увеличенном масштабе; на фиг.9, фиг.10 - операции по нанесению клеящего вещества на внутреннюю поверхность заготовки в форме рукава.
Рассмотрим способ покрытия внутренней поверхности трубопроводов с помощью графических материалов, изображенных на фиг.1 - фиг.6.
Первоначально (см. фиг.1, фиг.2) конец заготовки - 1 в форме рукава с нанесенным клеящим веществом (процесс нанесения клеящего вещества будет описан ниже) завязывается гибкой нитью - 2, предварительно намотанной на барабан - 4 и с помощью последней перематывается с бобины - 3 на барабан - 4 (длина перематываемой части заготовки выбирается в зависимости от длины покрываемых одного или нескольких трубопроводов).
Перемотка заготовки может осуществляться с помощью привода - 5 (см. фиг.2), выходное колесо - 6 которого временно вводится в зацепление с колесом - 7, расположенным на оси - 8 барабана - 4. Для размещения гибкой нити - 2 в средней части оси - 8 барабана - 4 выполнена проточка - 9, а для подачи заготовки - 1 под натяжением при покрытии трубопровода - предусмотрен механизм в виде регулируемой фрикционной муфты - 10.
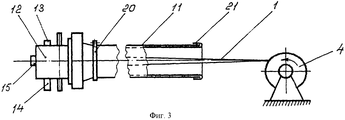
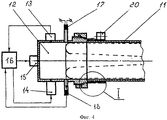
После сварки трубопроводной магистрали определенной длины на выходном конце трубопровода - 11 устанавливается герметичная камера - 12 (см. фиг.3, фиг.4), в которой размещены датчик давления - 13, вакуумный насос - 14 и электромагнитный выпускной клапан - 15, подключенные к блоку управления - 16. Для контроля выхода заготовки - 1 за выходной конец трубопровода - 11 в камере - 12 предусмотрена оптронная пара, также подключенная к блоку управления - 16 и выполненная на базе светодиода - 17 и фотодиода - 18, смонтированнных в диаметральной плоскости выходного конца трубопровода.
Герметизация камеры - 12 с выходным концом трубопровода - 11 может производиться с помощью эластичной манжеты - 19 и стандартного хомутика - 20.
При покрытии внутренней поверхности трубопровода - 11 со стороны его входного конца размещают барабан - 4 с намотанной заготовкой - 1 в форме рукава (см. фиг.3), затем первый конец - 21 заготовки - 1 натягивают по периметру наружной поверхности входного конца трубопровода - 11 (предварительно на конец трубопровода дополнительно может быть нанесено клеящее вещество). Далее подают управляющий сигнал с блока управления - 16 на вакуумный насос - 14 и осуществляют откачку воздуха из внутренней полости трубопровода - 11 (вакуумируют внутреннюю полость до нужной степени, при этом контроль осуществляют с помощью датчика давления - 13).
Под действием атмосферного давления заготовка - 1 выворачивается на изнанку и под натяжением подается в сторону выходного конца трубопровода - 11, «залипая» на внутренней поверхности трубопровода (при отсутствии клеящего вещества адгезирование заготовки на поверхность трубопровода может производиться с помощью перемещаемой кольцевой печи, см., например, а.с. СССР №1024653). При выходе заготовки - 1 (см. фиг.4) за выходной конец трубопровода - 11 происходит виньетирование оптической связи в оптронной паре (между позициями 17-18), при этом с блока управления - 16 подается сигнал на прекращение работы насоса - 14 и открывание электромагнитного клапана - 15, чем достигается разгерметизация полости трубопровода - 11. После удаления камеры - 12 заготовку - 1 обрезают с избытком - 22 (см. фиг.6), который отгибают на наружную поверхность выходного конца трубопровода - 11 (предварительно на поверхность трубопровода может быть нанесено клеящее вещество).
Следует отметить, что использование гибкой нити, предварительно намотанной на барабан, позволяет использовать заготовку практически без отходов.
Устройство для соединения трубопроводов содержит муфту в виде втулки - 23 с распорным элементом - 24, размещаемым между торцами трубопроводов - 25 и 26, кольцеобразные элементы - 27 и 28, выполненные из термоусадочного материала (например, типа «Радпласт») и установленные в кольцевых канавках, предусмотренных на концах втулки - 23. Для исключения скалывания материала в областях острых кромок (при термоусадке элементов - 27 и 28) на близлежащих боковых поверхностях кольцевых канавок втулки - 23 выполнены осевые поднутрения - 29, основания которых скруглены по радиусу, равному половине ширины поднутрений. Для повышения надежности герметизации на внутренней поверхности концов втулки - 23 могут быть выполнены рифления - 30 кольцевой формы.
При функционировании устройства втулка - 23 надевается на концы трубопроводов - 25 и 26. После чего осуществляют термическое воздействие на элементы - 27 и 28, которые после термоусадки надежно охватывают концы трубопроводов - 25 и 26, чем достигается высокая степень герметизации стыка.
Рассмотрим способ нанесения клеящего вещества на внутреннюю поверхность заготовки в форме рукава (см. фиг.9 и фиг.10).
Первоначально отрезают заготовку - 31 необходимой длины. Затем со стороны первого из ее концов вводят во внутреннюю полость зонд - 32 (см. фиг.9), через который вводят в полость заготовки объем клеящего вещества - 33, достаточный для покрытия тонким слоем внутренней поверхности заготовки по всей ее длине. После чего зонд - 32 удаляют, сплющивают конец заготовки - 31, пропуская его через подпружиненные валки - 34 и 35, далее первый конец заготовки - 31 крепят на бобине - 3 (см. фиг.1) и, приводя во вращение бобину - 3, протягивают заготовку между валками - 34 и 35. При этом осуществляется выдавливание клеящего вещества - 33 от первого конца заготовки - 31 к второму, чем достигается нанесение клеящего вещества внутренней поверхности заготовки в форме рукава по всей длине. Для обеспечения стекания клеящего вещества в сторону второго конца заготовки протягивание последней между валками может производиться снизу вверх в вертикальной плоскости.
Из вышеприведенного следует, что предложенное техническое решение имеет преимущества по сравнению с известными, а именно:
- увеличивается длина покрываемых трубопроводов (за счет расположения барабана вне камеры);
- повышается технологичность (за счет упрощения конструкции);
- повышается качество покрытия (за счет исключения возможности возникновения воздушных «пузырей» между стенкой трубопровода и заготовкой).
Следовательно, предложенное техническое решение при использовании дает положительный технический результат, заключающийся в повышении технологичности, увеличении длины покрываемых трубопроводов, повышении качества покрытия, увеличении степени герметизации при соединении трубопроводов.
Claims (14)
1. Способ покрытия внутренней поверхности трубопроводов, включающий крепление первого конца заготовки в форме рукава, намотанного на барабан, по периметру наружной поверхности входного конца трубопровода и введение под натяжением заготовки в трубопровод с прижатием ее внутренней поверхности к внутренней поверхности трубопровода путем создания перепада давления между наружной и внутренней поверхностями заготовки в форме рукава, отличающийся тем, что перед введением заготовки в трубопровод герметизируют выходной конец трубопровода, а создание перепада давления между наружной и внутренней поверхностями заготовки в форме рукава осуществляют посредством вакуумирования внутренней полости трубопровода со стороны его герметизированного конца, при этом при выходе заготовки за выходной конец трубопровода осуществляют разгерметизацию вакуумированной полости трубопровода.
2. Способ по п.1, отличающийся тем, что перед намоткой на барабан на внутреннюю поверхность заготовки в форме рукава наносят клеящее вещество.
3. Способ по п.1 или 2, отличающийся тем, что намотку на барабан заготовки в форме рукава осуществляют с помощью гибкой нити, предварительно намотанной на барабан, скрепляемой с вторым концом заготовки.
4. Способ по п.1, отличающийся тем, что после разгерметизации вакуумированной полости трубопровода заготовку обрезают с избытком, который отгибают на наружную поверхность выходного конца трубопровода.
5. Устройство для покрытия внутренней поверхности трубопроводов, содержащее блок управления, камеру с источником создания перепада давления между внутренней и наружной поверхностями заготовки, и барабан для намотки гибкой нити с заготовкой, установленный со стороны входного конца трубопровода, отличающееся тем, что камера снабжена датчиком давления и электромагнитным выпускным клапаном, а источник создания перепада давления между внутренней и наружной поверхностями заготовки выполнен в виде вакуумного насоса, при этом камера смонтирована на выходном конце трубопровода, а датчик давления, электромагнитный выпускной клапан и вакуумный насос подключены к блоку управления.
6. Устройство по п.5, отличающееся тем, что камера дополнительно содержит оптронную пару, подключенную к блоку управления, элементы которой установлены в диаметральной плоскости выходного конца трубопровода.
7. Устройство по п.5, отличающееся тем, что в средней части оси барабана выполнена проточка для размещения гибкой нити.
8. Устройство для соединения трубопроводов, выполненных по пп.1-4, содержащее муфту в виде втулки, охватывающей концы трубопроводов, с распорным элементом, размещенным между торцами трубопроводов, и два фиксирующих кольцевых элемента, смонтированных по концам втулки, отличающееся тем, что фиксирующие элементы выполнены из термоусадочного материала, а на концах втулки предусмотрены кольцевые канавки для размещения вышеуказанных фиксирующих элементов, при этом на близлежащих боковых поверхностях кольцевых канавок концов втулки выполнены осевые поднутрения.
9. Устройство по п.8, отличающееся тем, что основания поднутрений кольцевых канавок выполнены по радиусу, равному половине ширины поднутрений.
10. Устройство по п.8, отличающееся тем, что на внутренней поверхности концов втулки предусмотрены рифления кольцевой формы.
11. Способ нанесения клеящего вещества на внутреннюю поверхность заготовки в форме рукава по п.2, отличающийся тем, что во внутреннюю полость заготовки со стороны ее первого конца вводят зонд и подают через него в полость заготовки объем клеящего вещества, достаточный для покрытия внутренней поверхности заготовки, затем зонд удаляют, сплющивают первый конец заготовки, и осуществляют выдавливание объема клеящего вещества в сторону второго конца заготовки путем перемещения зоны сплющивания от первого конца заготовки ко второму.
12. Способ по п.11, отличающийся тем, что выдавливание объема клеящего вещества осуществляют путем протягивания заготовки между валками, подпружиненными друг к другу.
13. Способ по п.12, отличающийся тем, что после протягивания заготовки между валками осуществляют намотку заготовки на бобину.
14. Способ по п.11, отличающийся тем, что протягивание заготовки между валками осуществляют снизу вверх в вертикальной плоскости.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2010100492/06A RU2425275C1 (ru) | 2010-01-12 | 2010-01-12 | Способ покрытия внутренней поверхности трубопроводов, устройство для покрытия внутренней поверхности трубопроводов, устройство для соединения трубопроводов и способ нанесения клеящего вещества на внутреннюю поверхность заготовки в форме рукава |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2010100492/06A RU2425275C1 (ru) | 2010-01-12 | 2010-01-12 | Способ покрытия внутренней поверхности трубопроводов, устройство для покрытия внутренней поверхности трубопроводов, устройство для соединения трубопроводов и способ нанесения клеящего вещества на внутреннюю поверхность заготовки в форме рукава |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2425275C1 true RU2425275C1 (ru) | 2011-07-27 |
Family
ID=44753621
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2010100492/06A RU2425275C1 (ru) | 2010-01-12 | 2010-01-12 | Способ покрытия внутренней поверхности трубопроводов, устройство для покрытия внутренней поверхности трубопроводов, устройство для соединения трубопроводов и способ нанесения клеящего вещества на внутреннюю поверхность заготовки в форме рукава |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2425275C1 (ru) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3996967A (en) * | 1972-10-18 | 1976-12-14 | Takata Kojyo Co., Ltd. | Reinforced lining for tubes |
| SU806972A1 (ru) * | 1979-01-26 | 1981-02-23 | Предприятие П/Я Р-6324 | Устройство дл соединени труб |
| SU1024653A1 (ru) * | 1980-12-26 | 1983-06-23 | Всесоюзный Научно-Исследовательский И Экспериментально-Конструкторский Институт Торгового Машиностроения | Способ покрыти внутренней поверхности труб и устройство дл его осуществлени |
| RU2125680C1 (ru) * | 1997-02-04 | 1999-01-27 | Дрейцер Владимир Исаакович | Способ изготовления покрытия для внутренней поверхности трубопровода (варианты) |
| RU2145028C1 (ru) * | 1997-04-10 | 2000-01-27 | Сибирский научно-исследовательский институт гидротехники и мелиорации | Способ оклейки внутренней поверхности трубопровода тканью |
| RU2293241C1 (ru) * | 2005-05-04 | 2007-02-10 | Сибирский научно-исследовательский институт гидротехники и мелиорации (СибНИИГиМ) | Устройство для восстановления трубопровода |
-
2010
- 2010-01-12 RU RU2010100492/06A patent/RU2425275C1/ru active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3996967A (en) * | 1972-10-18 | 1976-12-14 | Takata Kojyo Co., Ltd. | Reinforced lining for tubes |
| SU806972A1 (ru) * | 1979-01-26 | 1981-02-23 | Предприятие П/Я Р-6324 | Устройство дл соединени труб |
| SU1024653A1 (ru) * | 1980-12-26 | 1983-06-23 | Всесоюзный Научно-Исследовательский И Экспериментально-Конструкторский Институт Торгового Машиностроения | Способ покрыти внутренней поверхности труб и устройство дл его осуществлени |
| RU2125680C1 (ru) * | 1997-02-04 | 1999-01-27 | Дрейцер Владимир Исаакович | Способ изготовления покрытия для внутренней поверхности трубопровода (варианты) |
| RU2145028C1 (ru) * | 1997-04-10 | 2000-01-27 | Сибирский научно-исследовательский институт гидротехники и мелиорации | Способ оклейки внутренней поверхности трубопровода тканью |
| RU2293241C1 (ru) * | 2005-05-04 | 2007-02-10 | Сибирский научно-исследовательский институт гидротехники и мелиорации (СибНИИГиМ) | Устройство для восстановления трубопровода |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| NO951767L (no) | Anordning og fremgangsmåte for anbringelser av kabel i kveilerör | |
| ITGE20030110A1 (it) | Metodo di fabbricazione di condotte termoisolate a tubi | |
| TW200613677A (en) | Lateral pipe lining material and lateral pipe lining method | |
| JP2007516110A5 (ru) | ||
| KR20090123793A (ko) | 전자기 유량계 | |
| KR20170052486A (ko) | 비-종단형 이중 격납 이형관 | |
| MX165385B (es) | Aparato conectador para unir dos secciones de tuberia que contienen un fluido dificil de manejar y metodo para el acoplamiento de las dos secciones | |
| SE0104448L (sv) | Ändanslutning för rör och förfarande för dess framställning | |
| RU2425275C1 (ru) | Способ покрытия внутренней поверхности трубопроводов, устройство для покрытия внутренней поверхности трубопроводов, устройство для соединения трубопроводов и способ нанесения клеящего вещества на внутреннюю поверхность заготовки в форме рукава | |
| RU2198341C1 (ru) | Способ восстановления трубопровода и устройство для его осуществления | |
| RU2389579C2 (ru) | Способ и производственная линия для изготовления изделий с использованием гидроформинга | |
| KR100511891B1 (ko) | 유체 역류방지 수단을 구비한 광섬유 유닛 포설장치 | |
| RU2248497C1 (ru) | Устройство для восстановления трубопровода | |
| JP3803821B2 (ja) | 管のライニング方法 | |
| TW200744827A (en) | Welding method for plastic joint, and junction part structure of plastic joint | |
| CN212455830U (zh) | 一种园林污水管网防渗漏结构 | |
| RU2162183C1 (ru) | Способ соединения труб для транспортировки агрессивных жидкостей | |
| CN218762121U (zh) | 光固化管道修复内衬 | |
| KR102103153B1 (ko) | 길이 조절이 가능한 비정척 관 연결 장치 및, 그 연결 장치의 시공방법 | |
| SA522432047B1 (ar) | طريقة لإنتاج ترتيبة خطوط أنابيب وترتيبة خاصة بخطوط أنابيب | |
| CN221824823U (zh) | 一种管道用螺旋缠绕修复装置 | |
| JP2511727B2 (ja) | 反転ライニング工法 | |
| CN205929268U (zh) | 一种防止聚四氟乙烯管变形的装置 | |
| CN110107771A (zh) | 一种流体输送管道的堵漏装置及堵漏方法 | |
| CN223035946U (zh) | 一种用于建筑水暖管道的卡接结构 |