RU2485207C2 - Способ маскировки охладительных отверстий и устройство для использования в процессе маскировки охладительных отверстий - Google Patents
Способ маскировки охладительных отверстий и устройство для использования в процессе маскировки охладительных отверстий Download PDFInfo
- Publication number
- RU2485207C2 RU2485207C2 RU2010104013/02A RU2010104013A RU2485207C2 RU 2485207 C2 RU2485207 C2 RU 2485207C2 RU 2010104013/02 A RU2010104013/02 A RU 2010104013/02A RU 2010104013 A RU2010104013 A RU 2010104013A RU 2485207 C2 RU2485207 C2 RU 2485207C2
- Authority
- RU
- Russia
- Prior art keywords
- component
- cooling holes
- coating
- turbine
- cover
- Prior art date
Links
- 238000001816 cooling Methods 0.000 title claims abstract description 112
- 230000000873 masking effect Effects 0.000 title claims abstract description 35
- 238000000034 method Methods 0.000 title claims description 50
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 49
- 239000000463 material Substances 0.000 claims abstract description 21
- 238000007710 freezing Methods 0.000 claims abstract description 8
- 230000008014 freezing Effects 0.000 claims abstract description 8
- 238000000576 coating method Methods 0.000 claims description 72
- 239000011248 coating agent Substances 0.000 claims description 52
- 238000007789 sealing Methods 0.000 claims description 14
- 238000002844 melting Methods 0.000 claims description 10
- 230000008018 melting Effects 0.000 claims description 10
- 239000003795 chemical substances by application Substances 0.000 claims description 9
- 239000012530 fluid Substances 0.000 claims description 8
- 238000004891 communication Methods 0.000 claims description 6
- 238000010438 heat treatment Methods 0.000 claims description 6
- 238000009434 installation Methods 0.000 claims description 6
- 239000007788 liquid Substances 0.000 claims description 6
- 238000003825 pressing Methods 0.000 claims description 4
- 239000013013 elastic material Substances 0.000 claims description 2
- 238000011144 upstream manufacturing Methods 0.000 claims description 2
- 238000000151 deposition Methods 0.000 claims 1
- 239000007787 solid Substances 0.000 claims 1
- 230000000694 effects Effects 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 239000007789 gas Substances 0.000 description 19
- 238000005507 spraying Methods 0.000 description 4
- 238000005524 ceramic coating Methods 0.000 description 3
- 238000002485 combustion reaction Methods 0.000 description 3
- 239000002826 coolant Substances 0.000 description 3
- 230000005855 radiation Effects 0.000 description 3
- 239000007921 spray Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 238000010285 flame spraying Methods 0.000 description 2
- 239000000446 fuel Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 238000007750 plasma spraying Methods 0.000 description 2
- 238000007751 thermal spraying Methods 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000010891 electric arc Methods 0.000 description 1
- 229910052735 hafnium Inorganic materials 0.000 description 1
- VBJZVLUMGGDVMO-UHFFFAOYSA-N hafnium atom Chemical compound [Hf] VBJZVLUMGGDVMO-UHFFFAOYSA-N 0.000 description 1
- 238000007749 high velocity oxygen fuel spraying Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- SIWVEOZUMHYXCS-UHFFFAOYSA-N oxo(oxoyttriooxy)yttrium Chemical compound O=[Y]O[Y]=O SIWVEOZUMHYXCS-UHFFFAOYSA-N 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229910052761 rare earth metal Inorganic materials 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- SIXSYDAISGFNSX-UHFFFAOYSA-N scandium atom Chemical compound [Sc] SIXSYDAISGFNSX-UHFFFAOYSA-N 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 1
- 229910001928 zirconium oxide Inorganic materials 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/04—Coating on selected surface areas, e.g. using masks
- C23C14/042—Coating on selected surface areas, e.g. using masks using masks
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/28—Selecting particular materials; Particular measures relating thereto; Measures against erosion or corrosion
- F01D5/288—Protective coatings for blades
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/30—Manufacture with deposition of material
- F05D2230/31—Layer deposition
- F05D2230/311—Layer deposition by torch or flame spraying
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/30—Manufacture with deposition of material
- F05D2230/31—Layer deposition
- F05D2230/312—Layer deposition by plasma spraying
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/90—Coating; Surface treatment
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- General Engineering & Computer Science (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
Изобретение относится к способам маскировки охладительных отверстий компонента турбины, содержащего наружную поверхность, внутреннюю полость, имеющую отверстие наружу компонента, и охладительные отверстия, проходящие от внутренней полости к наружной поверхности. Заполняют охладительные отверстия маскирующим материалом и отверждают маскирующий материал. В качестве маскирующего материала охладительные отверстия заполняют водой, а отверждение осуществляется путем замораживания воды в лед. В результате упрощается нанесение и удаление маскирующего материала. 3 н. и 13 з.п. ф-лы, 3 ил.
Description
Настоящее изобретение относится к способу маскировки охладительных отверстий компонента турбины, такого как лопатка или лопасть турбины, для процесса покрытия. Далее, изобретение относится к способу покрытия наружной поверхности компонента турбины, такого как лопатка или лопасть турбины. Кроме того, изобретение относится к устройству для применения в процессе маскировки охладительных отверстий в компоненте турбины и/или для применения в процессе нанесения покрытия на такой компонент турбины. Компонент турбины может быть, в частности, компонентом газовой турбины, таким как лопатка или лопасть газовой турбины.
Компоненты газовой турбины, которые подвергаются действию горячих газообразных продуктов сгорания, часто покрывают металлическими и/или керамическими покрытиями, чтобы улучшить их термостойкость и, тем самым, повысить их срок службы и улучшить рабочие характеристики. Примерами таких покрытий являются покрытия McrAlX, где M означает металл, в частности кобальт, никель или железо, X означает активный элемент, которым может быть, например, иттрий (Y) и/или кремний (Si), скандий (Sc) и/или по меньшей мере один редкоземельный элемент или гафний (Hf). Такие сплавы известны, например, из документов EP 0486489B1, EP 0786017B1, EP 0412397B1 или EP 1306454A1. На McrAlY-покрытие может наноситься теплоизолирующее покрытие (TBC). Такие теплоизолирующие покрытия типично выполняют из оксида циркония (ZrO2), кристаллическая структура которого может быть частично или полностью стабилизирована добавлением оксида иттрия (Y2O3).
Кроме того, компоненты турбины, которые подвергаются действию горячих газообразных продуктов сгорания, часто имеют по меньшей мере одну внутреннюю полость и охладительные отверстия, идущие от внутренней полости наружу компонента. При работе такого компонента охлаждающая среда, например охлаждающий воздух, вылетает из охладительных отверстий, образуя пленку охлаждающей среды на поверхности компонента, чтобы защитить его от горячих газообразных продуктов сгорания.
Покрытия из металлического сплава или керамические покрытия обычно наносятся на поверхность компонента способами термического напыления, такими, например, как плазменное напыление при атмосферном давлении (APS) или высокоскоростным кислородно-топливным напылением (HVOF). Во всех случаях при нанесении покрытий может уменьшиться площадь сечения охладительных отверстий или они даже могут полностью забиться. Как следствие, эффективность течения охлаждающей среды через охладительные отверстия снижается. Таким образом, после нанесения покрытия частично или полностью забитые охладительные отверстия нужно снова открывать. Однако повторное раскрытие охладительных отверстий требует много времени и является сложным и, следовательно, затратным процессом. Кроме того, охладительные отверстия часто формируют электроэрозионной обработкой (EDM), которую нельзя применять после покрытия компонента электроизоляционным керамическим покрытием.
Из-за упомянутых трудностей было предложено скрывать охладительные отверстия в процессе покрытия. Документ EP 1365039Al описывает способ маскировки охладительных отверстий компонента газовой турбины, в котором охладительные отверстия наполняются полимером как маскирующим материалом, который может быть отвержден с использованием ультрафиолетового излучения. Покрытие наносится после отверждения маскирующего материала. После нанесения покрытия оставшийся маскирующий материал в охладительных отверстиях может быть удален путем его выжигания. Документ DE 10 2006 029070B3 описывает способ покрытия компонента с охладительными отверстиями, в котором охладительные отверстия в процессе покрытия маскируются. Для нанесения покрытия на компонент используется пучок частиц. Маскирующий материал выбирают так, чтобы он уносился с пучком частиц.
Учитывая упомянутый предшествующий уровень техники, первой целью настоящего изобретения является дать выгодный способ маскировки охладительных отверстий компонента турбины. Второй целью настоящего изобретения является дать выгодный способ покрытия компонента турбины. Третьей целью настоящего изобретения является дать выгодное устройство для применения в процессе маскирования охладительных отверстий в компоненте турбины и/или в процессе покрытия компонента газовой турбины.
Первая цель достигнута способом маскировки охладительных отверстий компонента турбины согласно пункту 1 формулы изобретения. Вторая цель достигнута способом покрытия наружной поверхности компонента турбины согласно пункту 5, и третья цель достигнута устройством для применения в процессе маскирования охладительных отверстий в компоненте турбины и/или в процессе нанесения покрытия на компонент турбины согласно пункту 9. Зависимые пункты описывают дальнейшие усовершенствования изобретения.
Согласно изобретению дается способ маскировки охладительных отверстий компонента турбины для процесса покрытия. Компонент турбины содержит наружную поверхность, требующую покрытия, по меньшей мере одну внутреннюю полость, имеющую отверстие наружу компонента, и охладительные отверстия, идущие от этой по меньшей мере одной внутренней полости к наружной поверхности. Способ по изобретению включает в себя этапы заполнения охладительных отверстий маскирующим материалом и отверждения маскирующего материала. Согласно изобретению в качестве маскирующего материала в охладительные отверстия заливается вода. Таким образом, отверждение проводится, замораживая воду с получением льда.
Использование водяного льда как маскирующего материала выгодно, так как вода является дешевым маскирующим материалом, который легко наносить и легко удалять. Кроме того, вода не представляет опасности для окружающей среды.
Воду можно заливать в охладительные отверстия через отверстие по меньшей мере одной внутренней полости, тогда как охладительные отверстия герметично закрывают с наружной поверхности компонента. Благодаря этим мерам вода может легко втекать в охладительное отверстие, чтобы сравняться с наружной поверхностью, что приводит к гладкой покрываемой поверхности после того, как вода замерзнет в лед.
Замораживание воды может осуществляться путем отвода тепла от воды снаружи компонента. При отводе тепла снаружи компонента вода начинает замерзать от наружной поверхности компонента внутрь охладительных отверстий. Таким образом, замерзание можно контролировать, чтобы создать ледяную пробку желаемой толщины, внешняя сторона которой выровнена с наружной поверхностью. Однако по меньшей мере одна внутренняя полость также может быть по меньшей мере частично наполнена водой, которая замерзает во время процесса замораживания. Когда замерзшая вода находится также и во внутренней полости компонента, пробки в охладительных отверстиях наиболее устойчивы и в процессе покрытия не могут перемещаться внутрь внутренней полости.
В способе по изобретению для покрытия наружной поверхности компонента турбины, который содержит наружную поверхность, требующую покрытия, по меньшей мере одну внутреннюю полость, открытую наружу компонента, и охладительные отверстия, идущие от этой по меньшей мере одной внутренней полости к наружной поверхности, охладительные отверстия маскируются согласно способу по изобретению маскировки охладительных отверстий. Затем на наружную поверхность наносится покрытие. При этом материал покрытия осаждается также на лед в охладительных отверстиях, образуя мостики покрытия, перекрывающие охладительные отверстия. После нанесения покрытия лед удаляют, плавя его и сливая расплавленный лед. Затем мостики покрытия удаляют, прикладывая импульс давления к охладительным отверстиям через по меньшей мере одну внутреннюю полость. Импульс давления затем вызывает расщепление мостиков покрытия. Таким образом, все охладительные отверстия могут опять открыть одновременно, просто вводя импульс давления в по меньшей мере одну внутреннюю полость, откуда он распространяется через охладительные отверстия к мостикам покрытия.
Импульс давления может быть приложен, используя жидкость, которую заливают во внутреннюю полость и охладительные отверстия. Так как жидкость является почти несжимаемой, импульс давления можно легко передать через жидкость без больших потерь. Альтернативно, импульс давления можно приложить, используя заполнение внутренней полости и охладительных отверстий газом. Хотя использование газа для распространения импульса давления означает более высокие потери из-за сжимаемости газа, применение газа выгодно тем, что после повторного открытия внутренней полости или охладительных отверстий в них не остается никаких остатков.
Плавлению льда после нанесения покрытия может помочь нагревание компонента, чтобы позволить более быстрое расплавление ледяных пробок и, тем самым, более высокую производительность в процессе покрытия.
Кроме того, изобретением дается устройство для применения в процессе маскировки для скрытия охладительных отверстий компонента турбины, в частности, для применения в отвечающем изобретению процессе маскировки охладительных отверстий и/или для применения в процессе покрытия компонента турбины, в частности, для применения в способе по изобретению для покрытия компонента турбины. Компонент турбины содержит наружную поверхность, требующую покрытия, по меньшей мере одну внутреннюю полость, открытую наружу компонента, и охладительные отверстия, идущие от этой по меньшей мере одной внутренней полости к наружной поверхности. Устройство по изобретению содержит опору для установки на нее компонента, уплотнение, крышку, охлаждающее устройство и напорную систему.
Опора может содержать, например, приспособление для вмещения хвостовика лопатки или лопасти турбины, которое позволяет установить компонент. Кроме того, опора содержит по меньшей мере один внутренний канал потока, который соединен или может быть соединен с водоснабжением и имеющий выходное отверстие. Он согласован с компонентом так, чтобы выходное отверстие канала потока гидродинамически сообщалось с отверстием во внутренней полости компонента, когда компонент установлен на опоре.
Крышка имеет внутреннюю поверхность с уплотнительными поверхностями. Она выполнена так, чтобы подстраиваться под компонент, чтобы уплотнительные поверхности находились в местах, где в наружной поверхности имеются охладительные отверстия, и чтобы уплотнительные поверхности плотно лежали против наружной поверхности компонента, чтобы герметично перекрыть охладительные отверстия от утечки.
Охлаждающее устройство служит для уменьшения температуры крышки по меньшей мере в области уплотнительных поверхностей до температуры, которая ниже температуры плавления водяного льда.
Напорная система соединена или может соединяться с опорой и подходит для введения импульса давления в среду во внутренний канал потока опоры. Затем импульс давления может распространяться через охладительные отверстия. Устройство по изобретению позволяет осуществить способ по изобретению и, таким образом, дает преимущества, которые уже были обсуждены в связи со способом по изобретению.
Устройство по изобретению может, кроме того, содержать кронштейн, который может соединяться с опорой и имеет первый канал потока и второй канал потока, который идет от первого канала потока и имеет точку соединения с первым каналом потока, посредством чего он находится в гидродинамическом соединении с первым каналом потока. Первый канал потока имеет первый и второй клапан, причем первый клапан находится выше по потоку от точки соединения, а второй клапан ниже по потоку от точки соединения. Кроме того, первый канал потока может быть соединен с внутренним каналом потока опоры. Кроме того, первый канал потока соединен или может быть соединен с устройством подачи воды, а второй канал потока соединен или может быть соединен с напорной системой. В этом усовершенствовании устройства по изобретению, первый канал потока может использоваться для заполнения водой внутренней полости, а второй канал потока может использоваться для заполнения внутренней полости средой, которая будет переносить импульс давления. Используя первый клапан, можно защитить устройство подачи воды от импульса давления. Второй клапан служит для герметизации опоры от утечки воды из опоры и компонента после заполнения компонента водой.
В следующем усовершенствовании устройства по изобретению крышка содержит по меньшей мере одну первую часть крышки и одну вторую часть крышки. Она содержит, кроме того, зажимное приспособление для прижима первой части крышки и второй части крышки друг к другу после помещения их на компонент. Реализация крышки как по меньшей мере одной первой части крышки и одной второй части крышки, которые могут зажиматься, упрощает монтаж и демонтаж крышки. Прижимая первую часть крышки и вторую часть крышки друг к другу, можно сделать так, чтобы крышка плотно прилегала к компоненту.
В следующем усовершенствовании устройства уплотнительные поверхности на внутренней поверхности крышки выполнены из эластичного материала, например резины.
Охлаждающее устройство в устройстве по изобретению может быть выполнено как криогенная установка, которая подает криогенный агент. В этом случае крышка содержит внутренние охлаждающие каналы, соединенные или соединяемые с криогенной установкой для приема и проведения криогенного агента через крышку. Эта реализация устройства по изобретению дает простое средство для отведения тепла от наружной поверхности компонента турбины.
Для ускорения процесса плавления льда в охладительных отверстиях после покрытия компонента устройство по изобретению может, кроме того, содержать нагреватель для нагревания компонента. Такой нагреватель может быть встроенным, прикрепленным или крепящимся к крышке и/или опоре. В простой реализации нагреватель может быть просто проволочным нагревательным элементом или нитью накала. Альтернативно, нагреватель может быть радиационным нагревателем.
Чтобы повысить безопасность при приложении импульса давления, устройство по изобретению может быть оборудовано удерживающим давление корпусом, который может быть установлен так, чтобы окружать устройство. Удерживающий давление корпус может быть, в частности, газонепроницаемым.
Во всех вариантах осуществления способа по изобретению и устройства по изобретению компонент турбины, который требуется покрыть, может быть компонентом газовой турбины, таким как лопасть или лопатка газовой турбины.
Дальнейшие отличительные признаки, свойства и преимущества настоящего изобретения станут ясными из следующего описания одного варианта осуществления изобретения в сочетании с приложенными чертежами. Отличительные признаки этого варианта осуществления могут быть выгодными как независимо от других признаков, так и в комбинации с другими признаками.
Фиг.1 показывает устройство по изобретению во время процесса маскирования охладительных отверстий компонента турбины.
Фиг.2 схематически показывает компонент турбины во время процесса нанесения покрытия.
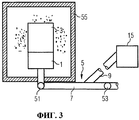
Фиг.3 показывает компонент турбины во время удаления мостиков покрытия.
Теперь с обращением к фиг.1 будет описано устройство по изобретению для применения в процессе маскирования и/или покрытия компонента турбины. Устройство содержит зажимное приспособление 1, которое служит как опора, для удержания лопатки 3 турбины как компонента турбины, который требуется покрыть. Зажимное приспособление 1 может крепиться к кронштейну 5, который содержит первую трубу 7, образующую первый канал потока, и по меньшей мере одну вторую трубу 9, образующую второй канал потока. Вторая труба 9 соединена с первой трубой 7 в точке соединения 11 так, что эти каналы потоков находятся в гидродинамическом соединении друг с другом. Тогда как первая труба 7 ведет в устройство 13 подачи воды, вторая труба 9 ведет в напорную систему 15 устройства по изобретению.
Зажимное приспособление 1 содержит полость 17, которая выполнена так, чтобы принимать хвостовик 19 лопатки 3 турбины. Участок 4 несущей поверхности лопатки остается снаружи зажимного приспособления 1. Ее нижняя сторона граничит с контактной поверхностью 2 зажимного приспособления 1. Отметим, что нижняя сторона лопатки образована горизонтальным плоским участком, который для простоты на фигуре не показан. Резиновый уплотнитель 18 находится на контактной поверхности 2 зажимного приспособления 1 для уплотнения поверхности контакта, в которой зажимное приспособление 1 примыкает к лопатке 3 турбины. В настоящем варианте осуществления уплотнение 18 выполнено как резиновое уплотнительное кольцо, идущее вдоль края контактной поверхности 2 зажимного приспособления.
Внутренняя полость 21 имеется в лопатке 3 турбины и хвостовике 19 лопатки, который имеет отверстие 23 наружу хвостовика 19 лопатки. Кроме того, охладительные отверстия 25 идут от внутренней полости 21 к наружной поверхности 27 лопатки 3 турбины. Когда лопатка 3 турбины работает в газовой турбине, охлаждающий воздух может вводиться во внутреннюю полость 21 через отверстие 23 в хвостовике 19 лопатки. Затем охлаждающий воздух покидает внутреннюю полость 21 через охладительные отверстия, образуя охлаждающую пленку на наружной поверхности 27 лопатки 3 турбины.
Зажимное приспособление 1 содержит внутренний канал потока 29, который расположен так, чтобы выходное отверстие 30 внутреннего канала 29 потока находилось в гидродинамическом соединении с отверстием 23 хвостовика лопатки, вставленного в полость 17 зажимного приспособления, как это показано на фиг.1. Кроме того, первая труба 7 может быть соединена с внутренним каналом 29 потока зажимного приспособления 1. Фиг.1 показывает первую трубу, когда она соединена с внутренним каналом 29 потока.
Устройство по изобретению содержит, кроме того, первую 31 часть крышки и вторую 33 часть крышки, которые могут быть помещены на лопатку 3 турбины, и зажимное приспособление 35 для прижима первой 31 части крышки и второй 33 части крышки друг к другу после помещения их на компонент 3, 19. Внутренние поверхности 37, 39 первой 31 части крышки и второй 33 части крышки содержат резиновые уплотнения 41, поверхности которых выровнены с или немного выходят за пределы внутренней поверхности 37, 39 соответствующей части 31, 33 крышки. Отметим, что вместо резиновых уплотнителей могут использоваться другие, предпочтительно эластичные, уплотнительные материалы для получения уплотнительных поверхностей во внутренних поверхностях 37, 39 частей крышки 31, 33. Уплотнительные поверхности, образованные резиновыми уплотнителями, в настоящем варианте осуществления расположены во внутренних поверхностях 37, 39 частей крышки 31, 33 так, чтобы они герметично закрывали охладительные отверстия 25 в наружной поверхность 27 лопатки 3 турбины от утечки, когда части крышки 31, 33 находятся на лопатке 3 турбины.
Устройство по изобретению содержит, кроме того, охлаждающее устройство, которое в настоящем варианте осуществления выполнено как криогенная установка 43. Питающая линия 45 идет от криогенной установки 43, находящейся вне крышки 31, 33, и подает в охлаждающие каналы 49 внутри частей крышки 31, 33 криогенный агент, который может охлаждаться в криогенной установке 43. Далее, внутренние охлаждающие каналы 49 крышки 31, 33 соединены с обратной линией 47 криогенной установки 43 для подачи использованного криогенного агента снова в криогенную установку 43 для нового охлаждения. Температура криогенного агента, подаваемого в охлаждающие каналы 49 по питающей линии 45, устанавливается так, чтобы крышка 31, 33 охлаждалась ниже температуры плавления воды.
Далее с обращением к фиг.1-3 будет описан способ по изобретению для покрытия наружной поверхности компонента турбины, который включает в себя также соответствующий изобретению способ маскировки охладительных отверстий компонента турбины. На этих фигурах лопатка газовой турбины будет служит примером компонента турбины, который требуется покрыть. Однако можно также маскировать и наносить покрытие в соответствии со способом по изобретению на другие компоненты турбины, как, например, лопасти турбины или элементы облицовки.
На первом этапе лопатка 3 турбины, которую требуется покрыть, помещается своим хвостовиком 19 в полость 17 зажимного приспособления 1. Когда лопатка 3 турбины удерживается зажимным приспособлением 1, уплотнение 18 герметично закрывает любой возможно образовавшийся зазор между верхней стороной зажимного приспособления 1 на фиг.1 и нижней стороной участка 4 несущей поверхности лопатки. Зажимное приспособление 1 может уже быть соединено с кронштейном 5, когда лопатка 3 турбины закреплена на зажимном приспособлении 1. Однако можно также сначала закрепить лопатку 3 турбины на зажимном приспособлении 1 и затем прикрепить зажимное приспособление 1 вместе с присоединенной к нему лопаткой 3 турбины к кронштейну 5.
Первую и вторую части крышки 31, 33 помещают на лопатку 3 турбины и прижимают друг к другу так, чтобы обе части крышки 31, 33 плотно прилегали к участку 4 несущей поверхности лопатки турбины. Когда части крышки 31, 33 садятся на лопатку 3 турбины, резиновые уплотнители 41 плотно лежат против охладительных отверстий 25.
Когда зажимное приспособление 1 соединено с кронштейном 5, вода из устройства 13 подачи воды заполняет внутреннюю полость 21 лопатки турбины и охладительные отверстия 25 через первую трубу 7. Эта труба содержит два клапана, которые оба открыты, когда вода заливается во внутреннюю полость 21. После заполнения водой внутренней полости 21 охладительные отверстия 25 герметизируются резиновыми уплотнителями 41 в целях предотвращения утечки воды.
После того как внутренняя полость 21 и охладительные отверстия 25 наполнены водой, крышка 31, 33 охлаждается криогенным агентом, подводимым через охлаждающие каналы 49. Тем самым тепло от воды в охладительных отверстиях 25 отводится, так что вода замерзает (начиная от наружного отверстия охлаждающего отверстия и к внутренней полости 21). Процесс замораживания останавливается, когда ледяные пробки в охладительных отверстиях 25 достигнут желаемой толщины. При желании процесс охлаждения можно продолжить до тех пор, пока не замерзнет и вода во внутренней полости 21.
После образования ледяных пробок в охладительных отверстиях 25 части крышки 31, 33 удаляются с лопатки 3 турбины и зажимное приспособление 1, все еще удерживающее лопатку 3 турбины, демонтируется с кронштейна 5. Затем зажимное приспособление с лопаткой 3 турбины закрепляется на другом кронштейне 105, который является частью установки для нанесения покрытия (смотри фиг.2). В настоящем варианте осуществления установка для нанесения покрытия способна осуществлять процесс термического напыления, например газопламенное напыление, электродуговое напыление или плазменное напыление. Если используется установка газопламенного напыления, особенно хорошо подходит высокоскоростной аппарат кислородно-топливного напыления.
Помимо кронштейна 105 установка для нанесения покрытия содержит пульверизатор 107, ориентацию которого относительно лопатки 3 турбины можно менять. Изменений можно достичь, либо перемещая пульверизатор 107 относительно кронштейна 105, на котором закреплено зажимное приспособление 1 с лопаткой 3 турбины, либо перемещая кронштейн 105 относительно неподвижного пульверизатора 107, либо перемещая то и другое.
В процессе напыления покрытие, например MCrAlX-покрытие и/или теплоизолирующее покрытие, наносится на наружную поверхность 27 участка 4 несущей поверхности лопатки турбины. В процессе покрытия ледяные пробки предотвращают попадание материала покрытия в охладительные отверстия 25. Когда процесс покрытия завершен, наружная поверхность лопатки турбины полностью закрыта материалом покрытия, за исключением хвостовика 19, который находится внутри зажимного приспособления 1 и изолирован от материала покрытия уплотнением 18, которое не допускает попадания материала покрытия из какого-либо зазора между зажимным приспособлением 1 и участком 4 несущей поверхности лопатки турбины.
Чтобы гарантировать, что ледяные пробки в охладительных отверстиях 25 останутся до окончания процесса покрытия, температура криогенного агента выбирается достаточно низкой, чтобы заморозить воду намного ниже ее температуры плавления. Чем больше длится процесс покрытия, тем сильнее должны быть заморожены ледяные пробки.
После завершения процесса покрытия зажимное приспособление 1 с закрепленной на нем лопаткой 3 турбины демонтируется с кронштейна 105 установки для нанесения покрытия и снова закрепляется на кронштейне 5 устройства по изобретению. Затем лопатке 3 турбины позволяют снова нагреться, чтобы ледяные пробки в охладительных отверстиях 25 и, если применимо, во внутренней полости 21 растаяли и стекли. Процесс нагрева можно факультативно облегчить нагревателем, которым может быть, например, нить накала, обмотанная вокруг лопатки 3 турбины, или радиационный нагреватель. Однако можно просто подождать, пока весь лед не растает.
Для спуска воды открывают клапан 51 в первой трубе 7. В таком случае вода может отводиться по дополнительному ответвлению трубы (не показано) или также через открывание клапана 53 и проведение спускаемой воды в устройство 13 подачи воды. После того как ледяные пробки растаяли, покрытие, нанесенное на поверхность поверх охладительных отверстий 25, теряет свою заднюю опору.
Когда вода спущена, зажимное приспособление 1 с покрытой лопаткой 3 турбины помещают в удерживающий давление газонепроницаемый корпус 55 (смотри фиг.3) для удаления мостиков покрытия, распложенных над охладительными отверстиями 25. Затем внутреннюю полость 21 и охладительные отверстия 25 лопатки 3 турбины наполняют газом или жидкостью через трубу 7 и ответвительную трубу 9. Далее с помощью напорной системы 15 прикладывают импульс давления, который распространяется через газ или жидкость во внутреннюю полость 21 к охладительным отверстиям 25 и к мостикам покрытия, перекрывающим охладительные отверстия 25. Ударная волна импульса давления заставляет мостики покрытия отщепляться от выходов охладительных отверстий 25.
Выбор газа или жидкости, состава газа, уровня давления и параметров давления во времени решает, насколько эффективно можно удалить поверхностное покрытие с выходов охладительных отверстий 25. Например, несжимаемость жидкости приводит к эффективному распространению импульса давления через такую среду. С другой стороны, газ, который используется для передачи импульса давления, не нужно выпускать из внутренней части лопатки 3 турбины, и он может даже выбрасывать воду, которая остается в лопатке 3 турбины.
Когда импульс давления прикладывается после того, как лопатка 3 турбины наполнена средой, передающей импульс давления, клапан 53 первой трубы 7 закрывается, чтобы защитить устройство 13 подачи воды от импульса давления.
Способ по изобретению и устройство по изобретению позволяют временно и экологически безопасно закрывать охладительные отверстия компонента турбины для защиты их в процессе покрытия поверхности. Для повторного открытия охладительных отверстий не требуется, чтобы охладительные отверстия открывались по одному. Напротив, все охладительные отверстия могут быть снова открыты одновременно посредством импульса давления.
Claims (16)
1. Способ маскировки охладительных отверстий (25) компонента (3) турбины, в частности лопатки или лопасти турбины, для процесса покрытия, причем компонент (3) содержит наружную поверхность (27), которую требуется покрыть, по меньшей мере одну внутреннюю полость (21), имеющую отверстие (23) наружу компонента (3), и охладительные отверстия (25), проходящие от по меньшей мере одной внутренней полости (21) к наружной поверхности (27), причем способ включает этапы, на которых:
заполняют охладительные отверстия (25) маскирующим материалом;
отверждают маскирующий материал,
отличающийся тем, что в качестве маскирующего материала охладительные отверстия (25) заполняют водой, а отверждение осуществляется путем замораживания воды в лед.
заполняют охладительные отверстия (25) маскирующим материалом;
отверждают маскирующий материал,
отличающийся тем, что в качестве маскирующего материала охладительные отверстия (25) заполняют водой, а отверждение осуществляется путем замораживания воды в лед.
2. Способ по п.1, отличающийся тем, что воду заливают в охладительные отверстия (25) через отверстие (23) по меньшей мере одной внутренней полости (21), тогда как охладительные отверстия (25) герметично закрывают у наружной поверхности (27) компонента (3).
3. Способ по п.1 или 2, отличающийся тем, что замораживание воды осуществляют путем отвода тепла от воды с наружной поверхности компонента (3).
4. Способ по п.1, отличающийся тем, что по меньшей мере одна внутренняя полость (21) также по меньшей мере частично заполнена водой, которая замерзает в процессе замораживания.
5. Способ покрытия наружной поверхности (27) компонента (3) турбины, в частности лопатки и лопасти турбины, причем компонент (3) содержит наружную поверхность (27), которую требуется покрыть, по меньшей мере одну внутреннюю полость (21), имеющую отверстие (23) наружу компонента (3), и охладительные отверстия (25), проходящие от по меньшей мере одной внутренней полости (21) к наружной поверхности (27), причем способ включает этапы, на которых:
маскируют охладительные отверстия (25) способом по любому из пп.1-4;
наносят покрытие на наружную поверхность (27), тем самым осаждая материал покрытия на лед в охладительных отверстиях (25) с образованием мостиков покрытия, соединяющих охладительные отверстия (25);
удаляют лед после нанесения покрытия путем его расплавления и слива расплавленного льда;
удаляют мостики покрытия, прикладывая импульс давления к охладительным отверстиям (25) через по меньшей мере одну внутреннюю полость(21).
маскируют охладительные отверстия (25) способом по любому из пп.1-4;
наносят покрытие на наружную поверхность (27), тем самым осаждая материал покрытия на лед в охладительных отверстиях (25) с образованием мостиков покрытия, соединяющих охладительные отверстия (25);
удаляют лед после нанесения покрытия путем его расплавления и слива расплавленного льда;
удаляют мостики покрытия, прикладывая импульс давления к охладительным отверстиям (25) через по меньшей мере одну внутреннюю полость(21).
6. Способ по п.5, в котором импульс давления прикладывают с применением жидкости, заполняющей внутреннюю полость (21) и охладительные отверстия (25).
7. Способ по п.5, в котором давление прикладывают с использованием газа, заполняющего внутреннюю полость (21) и охладительные отверстия (25).
8. Способ по любому из пп.5-7, в котором плавлению льда содействуют нагреванием компонента (3).
9. Устройство для маскировки охладительных отверстий (25) в компоненте (3) турбины в процессе маскировки охладительных отверстий в компоненте (3) турбины, в частности лопатки или лопасти турбины, в частности, для использования в способе по любому из пп.1-4, и/или в процессе нанесения покрытия на компонент (3) турбины, в частности, для использования в способе по любому из пп.5-8, причем компонент (3) содержит наружную поверхность (27), которую требуется покрыть, по меньшей мере одну внутреннюю полость (21), имеющую отверстие (23) наружу компонента (3), и охладительные отверстия (25), проходящие от этой по меньшей мере одной внутренней полости (21) к наружной поверхности (27), причем устройство содержит:
опору (1) для установки на нее компонента (3), содержащую по меньшей мере один внутренний канал (29) потока, который соединен или выполнен с возможностью соединения с устройством (13) подачи воды и имеет выходное отверстие (30), при этом опора (1) согласована с компонентом (3) так, что выходное отверстие (30) канала (29) потока сообщается по текучей среде с отверстием (23) внутренней полости (21) при установке компонента (3) на опору (1),
крышку (31, 33) с внутренней поверхностью (37, 39), которая имеет уплотнительные поверхности (41), причем крышка (31, 33) выполнена с возможностью установки на компонент (3) так, что уплотнительные поверхности (41) находятся в местах, в которых в наружной поверхности (27) расположены охладительные отверстия (25), и так, что уплотнительные поверхности (41) плотно прилегают к наружной поверхности (27) компонента (3) для уплотнения охладительных отверстий (25) от утечки;
охлаждающее устройство (43, 45, 47, 49) для уменьшения температуры крышки (31, 33) по меньшей мере в области уплотнительных поверхностей (41) до температуры, которая ниже температуры плавления льда; и
напорную систему (15), соединенную или соединяемую с опорой (1) для введения импульса давления в текучую среду во внутреннем канале (29) потока опоры (1).
опору (1) для установки на нее компонента (3), содержащую по меньшей мере один внутренний канал (29) потока, который соединен или выполнен с возможностью соединения с устройством (13) подачи воды и имеет выходное отверстие (30), при этом опора (1) согласована с компонентом (3) так, что выходное отверстие (30) канала (29) потока сообщается по текучей среде с отверстием (23) внутренней полости (21) при установке компонента (3) на опору (1),
крышку (31, 33) с внутренней поверхностью (37, 39), которая имеет уплотнительные поверхности (41), причем крышка (31, 33) выполнена с возможностью установки на компонент (3) так, что уплотнительные поверхности (41) находятся в местах, в которых в наружной поверхности (27) расположены охладительные отверстия (25), и так, что уплотнительные поверхности (41) плотно прилегают к наружной поверхности (27) компонента (3) для уплотнения охладительных отверстий (25) от утечки;
охлаждающее устройство (43, 45, 47, 49) для уменьшения температуры крышки (31, 33) по меньшей мере в области уплотнительных поверхностей (41) до температуры, которая ниже температуры плавления льда; и
напорную систему (15), соединенную или соединяемую с опорой (1) для введения импульса давления в текучую среду во внутреннем канале (29) потока опоры (1).
10. Устройство по п.9, дополнительно содержащее кронштейн (5), выполненный с возможностью соединения с опорой (1) и содержащий первый канал (7) потока и второй канал (9) потока, который проходит от первого канала (7) потока и имеет точку соединения (11) с первым каналом (7) потока, через которую он сообщается по текучей среде с первым каналом (7) потока, причем первый канал (7) потока содержит первый и второй клапаны (51, 53), при этом первый клапан (53) находится выше по потоку от точки соединения (11), а второй клапан (51) находится ниже по потоку от точки соединения (11);
причем первый канал (7) потока выполнен с возможностью соединения с внутренним каналом (29) потока опоры (1) и с устройством (13) подачи воды; а второй канал (9) потока соединен или выполнен с возможностью соединения с напорной системой (15).
причем первый канал (7) потока выполнен с возможностью соединения с внутренним каналом (29) потока опоры (1) и с устройством (13) подачи воды; а второй канал (9) потока соединен или выполнен с возможностью соединения с напорной системой (15).
11. Устройство по п.9 или 10, в котором крышка (31, 33) содержит по меньшей мере первую (31) часть крышки и вторую (33) часть крышки и зажимное приспособление (35) для прижатия первой (31) части крышки и второй (33) части крышки друг к другу после размещения их на компоненте (3).
12. Устройство по п.9, в котором уплотнительные поверхности (41) внутренней поверхности (27) крышки (31, 33) выполнены из эластичного материала.
13. Устройство по п.9, в котором охлаждающее устройство (43, 45, 47) представляет собой криогенную установку (43), которая подает криогенный агент, а крышка (31, 33) содержит внутренние охлаждающие каналы (49), соединенные или соединяемые с криогенной установкой (43) для приема и проведения криогенного агента через крышку (31, 33).
14. Устройство по п.9, дополнительно содержащее нагреватель для нагревания компонента (3).
15. Устройство по п.9, дополнительно содержащее удерживающий давление корпус (55), окружающий компонент (3).
16. Устройство по п.15, в котором удерживающий давление корпус (55) является газонепроницаемым.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08004817.6 | 2008-03-14 | ||
| EP08004817A EP2100984A1 (en) | 2008-03-14 | 2008-03-14 | Method for masking cooling holes and device for using in a masking process for masking cooling holes |
| PCT/EP2009/051956 WO2009112333A1 (en) | 2008-03-14 | 2009-02-19 | Method for masking cooling holes and device for using in a masking process for masking cooling holes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2010104013A RU2010104013A (ru) | 2011-08-10 |
| RU2485207C2 true RU2485207C2 (ru) | 2013-06-20 |
Family
ID=39598408
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2010104013/02A RU2485207C2 (ru) | 2008-03-14 | 2009-02-19 | Способ маскировки охладительных отверстий и устройство для использования в процессе маскировки охладительных отверстий |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8021719B2 (ru) |
| EP (2) | EP2100984A1 (ru) |
| CN (1) | CN101772587B (ru) |
| AT (1) | ATE498705T1 (ru) |
| DE (1) | DE602009000741D1 (ru) |
| RU (1) | RU2485207C2 (ru) |
| WO (1) | WO2009112333A1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2566409C1 (ru) * | 2014-07-03 | 2015-10-27 | Акционерное общество "Обнинское научно-производственное предприятие "Технология" им. А.Г. Ромашина" (АО "ОНПП "Технология" им.А.Г.Ромашина") | Способ изоляции отверстий в металлических изделиях при окраске |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8528208B2 (en) * | 2011-04-11 | 2013-09-10 | General Electric Company | Methods of fabricating a coated component using multiple types of fillers |
| US8985049B2 (en) | 2011-12-29 | 2015-03-24 | General Electric Company | Pressure maskers and pressure masking systems |
| US8887662B2 (en) | 2011-12-29 | 2014-11-18 | General Electric Company | Pressure masking systems and methods for using the same |
| US9518317B2 (en) | 2012-05-11 | 2016-12-13 | General Electric Company | Method of coating a component, method of forming cooling holes and a water soluble aperture plug |
| US8974859B2 (en) | 2012-09-26 | 2015-03-10 | General Electric Company | Micro-channel coating deposition system and method for using the same |
| US10775115B2 (en) * | 2013-08-29 | 2020-09-15 | General Electric Company | Thermal spray coating method and thermal spray coated article |
| US10309002B2 (en) | 2013-12-05 | 2019-06-04 | General Electric Company | Coating methods and a template for use with the coating methods |
| EP3029176A1 (en) * | 2014-12-02 | 2016-06-08 | Siemens Aktiengesellschaft | Long, continuous engraving along a row of cooling holes |
| JP6235449B2 (ja) | 2014-12-03 | 2017-11-22 | 三菱日立パワーシステムズ株式会社 | 溶射皮膜形成方法、タービン用高温部品、タービン、溶射皮膜形成用マスキングピン及びマスキング部材 |
| US9845703B2 (en) * | 2014-12-12 | 2017-12-19 | General Electric Company | Turbine component surface treatment processes and systems |
| CN105970139B (zh) * | 2016-07-12 | 2018-04-24 | 华能国际电力股份有限公司 | 一种热喷涂过程微孔中滴定封孔装置及方法 |
| US11203693B2 (en) | 2016-09-23 | 2021-12-21 | General Electric Company | Method of coating an article, paste and plug for preventing hole blockage during coating |
| US20190194799A1 (en) * | 2017-12-22 | 2019-06-27 | United Technologies Corporation | Line-of-sight coating fixture and apparatus |
| US11313237B2 (en) * | 2020-05-08 | 2022-04-26 | General Electric Company | Conforming coating mask for a component and system background |
| CN114473481B (zh) * | 2021-12-22 | 2023-07-07 | 湖北三江航天红峰控制有限公司 | 一种穿过相贯孔的o型圈安装工艺 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU94033247A (ru) * | 1994-09-08 | 1996-07-20 | А.П. Карабанов | Способ пескоструйной обработки и устройство для его реализации |
| EP1365039A1 (en) * | 2002-05-24 | 2003-11-26 | ALSTOM (Switzerland) Ltd | Process of masking colling holes of a gas turbine component |
| DE102006029070B3 (de) * | 2006-06-16 | 2007-08-23 | Siemens Ag | Verfahren zum Beschichten eines Bauteils, in dessen Oberfläche Löcher vorgesehen sind |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2775101A (en) * | 1952-11-07 | 1956-12-25 | Carrier Corp | Self-contained ice making unit |
| DE58908611D1 (de) | 1989-08-10 | 1994-12-08 | Siemens Ag | Hochtemperaturfeste korrosionsschutzbeschichtung, insbesondere für gasturbinenbauteile. |
| DE3926479A1 (de) | 1989-08-10 | 1991-02-14 | Siemens Ag | Rheniumhaltige schutzbeschichtung, mit grosser korrosions- und/oder oxidationsbestaendigkeit |
| DE4318663C1 (de) * | 1993-06-04 | 1994-10-13 | Siemens Solar Gmbh | Verfahren zur Maskierung und Bearbeitung einer Oberfläche eines Substrates |
| DE59505454D1 (de) | 1994-10-14 | 1999-04-29 | Siemens Ag | Schutzschicht zum schutz eines bauteils gegen korrosion, oxidation und thermische überbeanspruchung sowie verfahren zu ihrer herstellung |
| EP1306454B1 (de) | 2001-10-24 | 2004-10-06 | Siemens Aktiengesellschaft | Rhenium enthaltende Schutzschicht zum Schutz eines Bauteils gegen Korrosion und Oxidation bei hohen Temperaturen |
| US7435353B2 (en) * | 2004-12-09 | 2008-10-14 | President And Fellows Of Harvard College | Patterning by energetically-stimulated local removal of solid-condensed-gas layers and solid state chemical reactions produced with such layers |
| US20060125144A1 (en) * | 2004-12-14 | 2006-06-15 | Jan Weber | Stent and stent manufacturing methods |
-
2008
- 2008-03-14 EP EP08004817A patent/EP2100984A1/en not_active Withdrawn
-
2009
- 2009-02-19 DE DE602009000741T patent/DE602009000741D1/de active Active
- 2009-02-19 WO PCT/EP2009/051956 patent/WO2009112333A1/en not_active Ceased
- 2009-02-19 RU RU2010104013/02A patent/RU2485207C2/ru not_active IP Right Cessation
- 2009-02-19 CN CN200980100081XA patent/CN101772587B/zh not_active Expired - Fee Related
- 2009-02-19 EP EP09720911A patent/EP2167699B1/en not_active Not-in-force
- 2009-02-19 US US12/672,426 patent/US8021719B2/en not_active Expired - Fee Related
- 2009-02-19 AT AT09720911T patent/ATE498705T1/de not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU94033247A (ru) * | 1994-09-08 | 1996-07-20 | А.П. Карабанов | Способ пескоструйной обработки и устройство для его реализации |
| EP1365039A1 (en) * | 2002-05-24 | 2003-11-26 | ALSTOM (Switzerland) Ltd | Process of masking colling holes of a gas turbine component |
| DE102006029070B3 (de) * | 2006-06-16 | 2007-08-23 | Siemens Ag | Verfahren zum Beschichten eines Bauteils, in dessen Oberfläche Löcher vorgesehen sind |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2566409C1 (ru) * | 2014-07-03 | 2015-10-27 | Акционерное общество "Обнинское научно-производственное предприятие "Технология" им. А.Г. Ромашина" (АО "ОНПП "Технология" им.А.Г.Ромашина") | Способ изоляции отверстий в металлических изделиях при окраске |
Also Published As
| Publication number | Publication date |
|---|---|
| DE602009000741D1 (de) | 2011-03-31 |
| WO2009112333A1 (en) | 2009-09-17 |
| EP2167699A1 (en) | 2010-03-31 |
| CN101772587B (zh) | 2012-05-30 |
| EP2100984A1 (en) | 2009-09-16 |
| EP2167699B1 (en) | 2011-02-16 |
| ATE498705T1 (de) | 2011-03-15 |
| CN101772587A (zh) | 2010-07-07 |
| US20110086169A1 (en) | 2011-04-14 |
| RU2010104013A (ru) | 2011-08-10 |
| US8021719B2 (en) | 2011-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2485207C2 (ru) | Способ маскировки охладительных отверстий и устройство для использования в процессе маскировки охладительных отверстий | |
| EP2935951B1 (en) | Closure of cooling holes with a filling agent | |
| EP1391537A1 (en) | Coating forming method and coating forming material, and abrasive coating forming sheet | |
| US9664111B2 (en) | Closure of cooling holes with a filing agent | |
| AU4095197A (en) | Plating turbine engine components | |
| JPH11270350A5 (ru) | ||
| CA2441490A1 (en) | Method for vapor phase aluminiding of a gas turbine blade partially masked with a masking enclosure | |
| JP2012082518A (ja) | 冷却空気孔の管理が不要となる溶射方法 | |
| CA2385932C (en) | Turbine blade, manufacturing method of turbine blade, and strip judging method of thermal barrier coat | |
| JP2006189046A (ja) | 冷却スロット保護装置および保護シールド、ならびに構成部品を覆う方法 | |
| JP2014137065A (ja) | 冷却穴清浄方法および装置 | |
| EP3377749B1 (en) | Piston providing for reduced heat loss using cooling media | |
| JP2010065690A (ja) | ダブテールシールを備えたタービンバケットおよび関連方法 | |
| KR102463179B1 (ko) | 동축으로 레이저 접합된 에어로겔/세라믹 헤드를 가진 발포 알루미늄 코어 피스톤 | |
| JP2007138941A (ja) | タービンエンジンコンポーネントのコーティング装置および方法 | |
| US11319257B2 (en) | Ceramic heat shields having surface infiltration for preventing corrosion and erosion attacks | |
| CN106457487A (zh) | 用于维修叶片叶身的方法以及冷却套 | |
| KR20040075941A (ko) | 대형 기관의 부품 보호 코팅 형성 방법 | |
| US20200025085A1 (en) | Method of Manufacturing Conductive Film Holes | |
| KR20030006475A (ko) | 용강 출강용 침지노즐의 외부공기 유입방지장치 | |
| FR2828911A1 (fr) | Moteur-fusee a circuit ferme avec une admission modulaire des gaz d'echappement de turbine | |
| BE1004462A3 (fr) | Procede de peinture d'un moteur. | |
| EP1652955B1 (en) | Method for repairing thermal barrier coatings | |
| TWI231779B (en) | Precise encapsulation method for welding gun | |
| JP2003531728A (ja) | 耐火部品および不活性ガスを導入するための改良されたシーリングを有する組立品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20160220 |