RU2634110C2 - Method for producing metal powder - Google Patents
Method for producing metal powder Download PDFInfo
- Publication number
- RU2634110C2 RU2634110C2 RU2016109516A RU2016109516A RU2634110C2 RU 2634110 C2 RU2634110 C2 RU 2634110C2 RU 2016109516 A RU2016109516 A RU 2016109516A RU 2016109516 A RU2016109516 A RU 2016109516A RU 2634110 C2 RU2634110 C2 RU 2634110C2
- Authority
- RU
- Russia
- Prior art keywords
- powder
- specific surface
- powders
- feedstock
- grinding
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/04—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/16—Making metallic powder or suspensions thereof using chemical processes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
Landscapes
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
- Powder Metallurgy (AREA)
Abstract
Description
Изобретение относится к области порошковой металлургии, в частности к получению порошков металлов методом механического измельчения исходного сырья, и может найти применение в машиностроении, пиротехнике и химической технологии.The invention relates to the field of powder metallurgy, in particular to the production of metal powders by mechanical grinding of feedstock, and can find application in mechanical engineering, pyrotechnics and chemical technology.
Известны методы получения порошков путем механического измельчения исходного относительно крупноразмерного металлического сырья как сухим, так и мокрым способом [Ф. Айзенкольб. Успехи порошковой металлургии. Пер. с немецкого. - М.: Металлургия, 1969, с. 25-27 /1/]. К механическому измельчению, в частности, относятся дробление (размер частиц 2,0-2,5 мм) и размол (размер частиц от 0,1 мкм до 1 мм). Для дробления используются щековые, валковые, молотковые дробилки, вальцовые и пальцевые мельницы, а для размола - шаровые вращающиеся и вибрационные, планетарные, вихревые, струйные и аттриторные мельницы [Пористые проницаемые материалы. Справочник. Под ред. С.В. Белова. - М.: Металлургия, 1987, с. 63, 64 /2/].Known methods for producing powders by mechanical grinding of the original relatively large-sized metal raw materials both dry and wet [F. Eisenkolb. Advances in powder metallurgy. Per. from German. - M.: Metallurgy, 1969, p. 25-27 / 1 /]. Mechanical grinding, in particular, includes crushing (particle size 2.0-2.5 mm) and grinding (particle size from 0.1 μm to 1 mm). For crushing, jaw, roller, hammer crushers, roller and finger mills are used, and for grinding - ball rotating and vibration, planetary, vortex, jet and attritor mills [Porous permeable materials. Directory. Ed. S.V. Belova. - M.: Metallurgy, 1987, p. 63, 64/2 /].
Кроме того, существуют физико-химические методы получения порошков металлов /1/, а также способы получения, в которых используются и физико-химическиеIn addition, there are physicochemical methods for producing metal powders / 1 /, as well as methods of production in which physicochemical
методы и механическое измельчение. В частности, в способе получения порошка циркония [В.М. Орлов, Л.А. Федорова, B.Т. Калинников, П.Т. Гусев, В.В. Ярошенко, Е.Г. Орликова, А.П. Суслов, C.В. Баранов, С.И. Ровный, С.М.-А. Валеев. Способ получения порошка циркония. Патент РФ №2304488, МПК B22F 9/18, С22В 34/14. Бюл. №23, 20.08.2007 /3/] сочетаются методы натриетермического восстановления гексафторцирконата калия, последующего дробления и размола. В результате физико-химического процесса получения металлического циркония по способу /3/ образуется спек металлического циркония с сильноразвитой поверхностью и значительной внутренней пористостью, который после удаления побочных продуктов и непрореагировавших компонентов исходной шихты дробится и размалывается в порошок. methods and mechanical grinding. In particular, in the method for producing zirconium powder [V.M. Orlov, L.A. Fedorova, B.T. Kalinnikov, P.T. Gusev, V.V. Yaroshenko, E.G. Orlikova, A.P. Suslov, C.V. Baranov, S.I. Smooth, S.M.-A. Valeev. The method of producing zirconium powder. RF patent No. 2304488, IPC B22F 9/18, C22B 34/14. Bull. No. 23, 08/20/2007 / 3 /] the methods of sodium thermal reduction of potassium hexafluorozirconate are combined, followed by crushing and grinding. As a result of the physicochemical process of producing metal zirconium by the method / 3 /, a sintered metal zirconium is formed with a highly developed surface and significant internal porosity, which, after removal of by-products and unreacted components of the initial charge, is crushed and ground into powder.
Известен способ получения порошка титана [С.В. Баранов, С.М.-А. Валеев, В.В. Ершов, В.И. Капитонов, О.Н. Левченкова, М.Б. Макаров, С.И. Ровный, В.В. Рудских, В.В. Рыбников. Способ получения мелкодисперсного порошка титана. Патент РФ №2240896, МПК B22F 9/16, опубл. 27.11.2004 /4/], в котором механическому измельчению подвергается металлический титан в виде товарной титановой губки марки ТГ-100. Для предварительного охрупчивания исходного сырья используется операция гидрирования губки. Затем насыщенное водородом сырье измельчается и проводится термическое разложение измельченного гидрида в динамическом вакууме с последующим дроблением и отсевом нужной фракции металлического порошка (в данном случае <40 мкм).A known method of producing titanium powder [S.V. Baranov, S.M.-A. Valeev, V.V. Ershov, V.I. Kapitonov, O.N. Levchenkova, M.B. Makarov, S.I. Equal, V.V. Rudskikh, V.V. Rybnikov. A method of obtaining a fine titanium powder. RF patent №2240896, IPC B22F 9/16, publ. 11.27.2004 / 4 /], in which metal titanium is subjected to mechanical grinding in the form of a commodity titanium sponge of the TG-100 brand. For preliminary embrittlement of the feedstock, a sponge hydrogenation operation is used. Then, the hydrogen-rich feed is crushed and thermal decomposition of the crushed hydride is carried out in dynamic vacuum, followed by crushing and screening of the desired fraction of the metal powder (in this case, <40 μm).
Недостатком способов /3, 4/ является то, что в результате использования пористого сырья (губки) получаются порошки с сильноразвитой поверхностью частиц, существенной внутренней и поверхностной пористостью, а также большим разнообразием формы (габитуса (Габитус - от лат. habitus - внешность, наружность. Внешний облик человека, животного, растения, кристалла. [Большая энциклопедия Кирилла и Мефодия. Электронная версия, 2010]. Этот же синоним применим и к внешнему облику частиц порошков)). Указанные обстоятельства часто являются признаками недостаточного качества порошковых металлов, проявляющегося в нестабильности технологических свойств и эксплуатационных характеристик, могут вызывать повышенную пирофорность, а также высокую чувствительность к внешним воздействиям (трение, электрическая искра, удар). Это также может привести к инициированию пирофорной реакции как самих порошков с кислородом, а затем и с азотом воздуха, так и несанкционированное воспламенение, например, пиротехнических составов на их основе или композиций для самораспространяющегося высокотемпературного синтеза (СВС). Кроме того, конечный продукт требует дополнительной трудоемкой операции шихтования (соединения различных экземпляров порошка с различными свойствами с целью получения их смеси с заданными контролируемыми параметрами).The disadvantage of the methods / 3, 4 / is that as a result of the use of porous raw materials (sponges), powders with a highly developed particle surface, substantial internal and surface porosity, and a large variety of shapes (habitus (Habitus - from Latin habitus - appearance, appearance) are obtained The appearance of a person, animal, plant, crystal. [Great Encyclopedia of Cyril and Methodius. Electronic version, 2010]. The same synonym applies to the appearance of powder particles)). These circumstances are often signs of insufficient quality of powdered metals, manifested in the instability of technological properties and operational characteristics, can cause increased pyrophoricity, as well as high sensitivity to external influences (friction, electric spark, shock). This can also lead to the initiation of a pyrophoric reaction of both the powders themselves with oxygen and then with air nitrogen, and unauthorized ignition, for example, pyrotechnic compositions based on them or compositions for self-propagating high-temperature synthesis (SHS). In addition, the final product requires an additional labor-intensive batching operation (combining various powder specimens with different properties in order to obtain a mixture of them with predetermined controlled parameters).
Наиболее близким аналогом к заявляемому изобретению является способ получения мелкодисперсного порошка титана [И.К. Кремзуков, Н.М. Колобянина, С.А. Пелесков, А.И. Веденеев, Е.В. Леваков, А.С. Митяшин, А.Ю. Постников. Способ получения мелкодисперсного порошка титана. Патент РФ №2301723, МПК B22F 9/16. Бюл. №18, 27.06.2007 /5/]. Способ осуществляется по гидридной технологии получения порошка, как и /4/, но гидридное охрупчивание исходного сырья проводят при предельном насыщении водородом (440-468 см3/г /5/ вместо 340-370 см3 /г /4/), используют, по меньшей мере, двустадийное измельчение по мере вакуумного термического разложения гидрида, при этом дополнительное измельчение проводят при остаточном содержании водорода в спеке от 100 до 380 см3/г). Кроме того, в /5/ используется контроль удельной поверхности как промежуточных продуктов разложения и измельчения, так и готового порошка. Принято, что размол образовавшегося гидрида следует вести до удельной поверхности, по меньшей мере, в два раза превышающей удельную поверхность готового порошка.The closest analogue to the claimed invention is a method for producing fine titanium powder [I.K. Kremzukov, N.M. Kolobyanin, S.A. Peleskov, A.I. Vedeneev, E.V. Levakov, A.S. Mityashin, A.Yu. Postnikov. A method of obtaining a fine titanium powder. RF patent No. 2301723, IPC B22F 9/16. Bull. No. 18, 06/27/2007 / 5 /]. The method is carried out according to the hydride technology for producing a powder, like / 4 /, but hydride embrittlement of the feedstock is carried out at the maximum saturation with hydrogen (440-468 cm 3 / g / 5 / instead of 340-370 cm 3 / g / 4 /), use at least two-stage grinding as vacuum thermal decomposition of the hydride, with additional grinding is carried out with a residual hydrogen content in the cake from 100 to 380 cm 3 / g). In addition, control of the specific surface of both intermediate decomposition and grinding products and the finished powder is used in / 5 /. It is accepted that the grinding of the hydride formed should be carried out to a specific surface of at least two times the specific surface of the finished powder.
Недостатком способа-прототипа /5/ является то, что он не ограничивает пористость и удельную поверхность исходного сырья, что может приводить к тем же нежелательным последствиям в отношении качества готового продукта, что и в способах /3, 4/, в случае использования сырья с развитой поверхностью и внутренней пористостью (например, губчатого сырья). Получаются порошки с сильноразвитой поверхностью частиц, существенной внутренней и поверхностной пористостью, а также большим разнообразием габитуса частиц, которые являются признаками недостаточного качества порошковых материалов, вызывая нестабильность технологических свойств и эксплуатационных характеристик. Кроме того, для получения кондиционного конечного продукта может потребоваться дополнительная трудоемкая операция шихтования [В.М. Орлов, Л.А. Федорова, П.Г. Бережко, П.Т. Гусев, В.В. Ярошенко. Натриетермические порошки циркония. В сборнике «Инновационный потенциал Кольской науки. Апатиты: Издательство Кольского научного центра РАН. 2005, с. 198-201 /6/].The disadvantage of the prototype method / 5 / is that it does not limit the porosity and specific surface area of the feedstock, which can lead to the same undesirable consequences regarding the quality of the finished product as in the methods / 3, 4 /, in the case of using raw materials with developed surface and internal porosity (for example, spongy raw materials). Powders are obtained with a highly developed particle surface, significant internal and surface porosity, as well as a wide variety of particle habit, which are signs of insufficient quality of powder materials, causing instability of technological properties and operational characteristics. In addition, to obtain a conditioned final product may require additional labor-intensive operation of the charge [V.M. Orlov, L.A. Fedorova, P.G. Berezhko, P.T. Gusev, V.V. Yaroshenko. Sodium zirconium powders. In the collection “Innovative Potential of Kola Science. Apatity: Publishing House of the Kola Science Center RAS. 2005, p. 198-201 / 6 /].
Задача, решаемая предлагаемым изобретением, заключается в повышении качества, в стабилизации технологических свойств и эксплуатационных характеристик получаемых металлических порошков.The problem solved by the invention is to improve the quality, to stabilize the technological properties and operational characteristics of the resulting metal powders.
Техническим результатом изобретения является стабилизация гранулометрических свойств, уменьшение морфологического разнообразия частиц, улучшение структурно-механических свойств (например, увеличение насыпной плотности) и технологических характеристик (например, улучшение прессуемости), снижение пирофорности и чувствительности к трению.The technical result of the invention is the stabilization of particle size distribution, reduction of morphological diversity of particles, improvement of structural and mechanical properties (e.g., increase in bulk density) and technological characteristics (e.g., improvement of compressibility), decrease in pyrophoricity and sensitivity to friction.
Для решения задачи и достижения указанных технических результатов в предлагаемом способе получения металлических порошков, включающем выбор исходного сырья и его измельчение с контролем удельной поверхности полученного порошка, дополнительно определяют удельную поверхность исходного сырья, а выбор сырья и его измельчение производят в соответствии с условием:To solve the problem and achieve the specified technical results in the proposed method for producing metal powders, including the selection of the feedstock and its grinding with control of the specific surface of the obtained powder, the specific surface of the feedstock is additionally determined, and the choice of raw materials and its grinding are carried out in accordance with the condition:
![]()
![]()
где Sуд.с - удельная поверхность исходного сырья, м2/г,where S beats.s - the specific surface of the feedstock, m 2 / g,
Sуд.п - удельная поверхность порошка на его основе, м2/г.S beats.p - specific surface of the powder based on it, m 2 / g
Если сырье не удовлетворяет условию (1), то его дорабатывают путем термического компактирования:If the raw material does not satisfy condition (1), then it is finalized by thermal compaction:
- переплавкой;- remelting;
- зонной плавкой;- zone melting;
- спеканием под давлением;- sintering under pressure;
- горячим прессованием;- hot pressing;
или выбирают исходное компактное металлическое сырье.or choose a source compact metal feed.
Качество металлических порошков, получаемых методом механического измельчения крупного сырья, по признакам структурной однородности частиц (изодиаметричность, скольная поверхность, гауссово распределение по размерам, отсутствие или минимальность поверхностной и внутренней пористости, равенство пикнометрической и рентгеновской плотности) непосредственно связано со степенью развитости поверхности, поверхностной и внутренней пористости исходного сырья. Проявление качества исходного сырья связано с параметрами, ответственными за структурно-механические свойства [Адрианов Е.И. Методы определения структурно-механических характеристик порошкообразных материалов. - М.: Химия, 1982, 256 с. /7/] с технологическими и эксплуатационными характеристиками порошков, такими как: насыпная плотность (см. фиг. 1, табл. 1 и 2), прессуемость (см. фиг. 2), пирофорность и чувствительность к внешним воздействиям, вызывающим пирофорную реакцию и несанкционированное воспламенение как самих порошков, так и смесей на их основе.The quality of metal powders obtained by mechanical grinding of large raw materials according to the structural homogeneity of particles (isodiametricity, cleaved surface, Gaussian size distribution, absence or minimality of surface and internal porosity, equality of pycnometric and x-ray density) is directly related to the degree of surface development, surface and internal porosity of the feedstock. The manifestation of the quality of the feedstock is associated with the parameters responsible for the structural and mechanical properties [Adrianov E.I. Methods for determining the structural and mechanical characteristics of powder materials. - M.: Chemistry, 1982, 256 pp. / 7 /] with technological and operational characteristics of powders, such as: bulk density (see Fig. 1, Tables 1 and 2), compressibility (see Fig. 2), pyrophoricity and sensitivity to external influences causing a pyrophoric reaction and unauthorized ignition of both the powders themselves and mixtures based on them.
Существующие технологии механического измельчения, в данном случае - дробление и размол, не могут принципиально изменить самоподобие [Е. Федер. Фракталы. Пер. с англ. М.: Мир, 1991, 254 с. /8/] структуры исходного сырья и его мелких фрагментов - частиц получаемого порошка. Если дробится и размалывается пористая губка, то структура отдельных частиц несет в себе признаки структуры прародительницы, а именно поверхностную и внутреннюю пористость, морфологическое многообразие частиц, наличие губчатых блоков и агрегатов на их основе, поры которых заполнены мелкой фракцией частиц. В таких порошках очень мало индивидуальных крупных (более 5-10 мкм) беспористых частиц, им просто неоткуда взяться, т.к. характерное расстояние между порами в губке не превышает величины 20-50 мкм. И, наоборот, в порошке очень много частиц, поверхность которых несет на себе самоподобные признаки внутренней и внешней поверхности губки. Их количество определяется внутренней и внешней пористостью губки и пропорционально ее удельной поверхности. Отношение удельной поверхности сырья Sуд.с к удельной поверхности получаемого из него порошка Sуд.п представляет собой параметр:Existing mechanical grinding technologies, in this case crushing and grinding, cannot fundamentally change self-similarity [E. Feder. Fractals. Per. from English M .: Mir, 1991, 254 p. / 8 /] the structure of the feedstock and its small fragments - particles of the resulting powder. If a porous sponge is crushed and milled, then the structure of individual particles bears the signs of the structure of the progenitor, namely surface and internal porosity, morphological diversity of particles, the presence of sponge blocks and aggregates based on them, the pores of which are filled with a fine fraction of particles. In such powders there are very few individual large (more than 5-10 microns) non-porous particles, they simply have nowhere to come from, because the characteristic distance between the pores in the sponge does not exceed a value of 20-50 microns. And, on the contrary, there are a lot of particles in the powder, the surface of which carries self-similar signs of the inner and outer surfaces of the sponge. Their number is determined by the internal and external porosity of the sponge and in proportion to its specific surface. The ratio of the specific surface of the raw material S beats to the specific surface of the powder obtained from it S beats is a parameter:
![]()
![]()
по физическому смыслу представляющий собой вероятность того, что какая-либо случайно выбранная частица порошка несет на себе часть поверхности исходного сырья. Этот же параметр можно рассматривать как долю частиц, поверхность которых содержит на себе часть поверхности исходного сырья.in physical terms, it is the probability that any randomly selected powder particle carries a part of the surface of the feedstock. The same parameter can be considered as the fraction of particles whose surface contains part of the surface of the feedstock.
Наличие корреляционной зависимости между параметром PS и насыпной плотностью (см. фиг. 1) - важнейшей структурно-механической характеристикой /7/, отражающей качество и поведение порошков в соответствии с их функциональным назначением - позволяет прогнозировать качество порошков и осуществлять выбор сырья путем дополнительного определения удельной поверхности исходного сырья и сопоставления ее с удельной поверхности порошка на его основе.The presence of a correlation between the parameter P S and bulk density (see Fig. 1) - the most important structural and mechanical characteristic / 7 /, reflecting the quality and behavior of the powders in accordance with their functional purpose - allows us to predict the quality of the powders and select raw materials by additional determination specific surface of the feedstock and comparing it with the specific surface of the powder based on it.
Таким образом, решение задачи изобретения и достижение технических результатов обеспечивается путем дополнительного определения удельной поверхности исходного сырья и расчета его отношения к удельной поверхности получаемого порошка так, чтобы эта величина находилась в пределах диапазона 0,00001-0,2 (см. фиг. 1). Это обстоятельство и определяет выбор сырья в соответствии с условием (1).Thus, the solution of the problem of the invention and the achievement of technical results is achieved by additionally determining the specific surface area of the feedstock and calculating its ratio to the specific surface of the resulting powder so that this value is within the range of 0.00001-0.2 (see Fig. 1) . This circumstance determines the choice of raw materials in accordance with condition (1).
Повышение качества порошков, выражающееся через увеличение их насыпной плотности, предусматривает снижение удельной поверхности сырья, т.е. уменьшение параметра PS при заданной или достигаемой удельной поверхности порошка (см. фиг. 1). Если не удается подобрать подходящее достаточно плотное сырье, из которого получаются порошки надлежащего качества, например по химическому составу, то проводят термическое компактирование относительно пористого сырья (губки) или сырья с сильноразвитой поверхностью. Для этого сырье следует переплавлять, затем, возможно, подвергать зонной плавке для дополнительной очистки от примесей, проводить спекание под давлением или горячее прессование. Однако наиболее простым способом выбора исходного сырья в соответствии с соотношением (1) является использование готового компактного и относительно компактного сырья (прутков, слитков, листов, проволоки, крупки, дроби и т.п.) при условии, что оно имеет достаточную химическую чистоту, как минимум значительно более высокую, чем это требуется для порошка на его основе. Операции механического измельчения, как правило, приводят к росту содержания примесей как аппаратурных, так и газовых, имеющих отношение к атмосфере, в которой проводится измельчение, поэтому недостаточная чистота исходного сырья может обусловить превышение загрязняющих или лимитированных примесей в готовом порошке.An increase in the quality of powders, expressed through an increase in their bulk density, provides for a decrease in the specific surface of the raw material, i.e. a decrease in the parameter P S at a given or achieved specific surface area of the powder (see Fig. 1). If it is not possible to select a suitable sufficiently dense raw material from which powders of proper quality are obtained, for example, by chemical composition, then thermal compaction is carried out relative to the porous raw material (sponge) or raw material with a highly developed surface. For this, the raw materials should be re-melted, then, possibly, subjected to zone melting for additional purification from impurities, sintering under pressure or hot pressing. However, the simplest way to select the feedstock in accordance with relation (1) is to use a finished compact and relatively compact raw material (rods, ingots, sheets, wire, grains, shots, etc.), provided that it has sufficient chemical purity, at least significantly higher than that required for powder based on it. Mechanical grinding operations, as a rule, lead to an increase in the content of impurities, both hardware and gas, related to the atmosphere in which the grinding is carried out, therefore, insufficient purity of the feedstock can cause excess contaminants or limited impurities in the finished powder.
Часто для определенных целей требуется сырье с большим содержанием «газовых» примесей, локализующихся на поверхности зерен кристаллитов. Это создает предпосылки для снижения пластичности исходного металла и возможности более тонкого размола для получения ультрадисперсных порошков. Поверхностные оксидные, нитридные соединения и диффузионно-насыщенные слои снижают пирофорность до определенного приемлемого уровня. Такими свойствами, например, должны обладать натриетермические порошки циркония, получаемые по технологии /3/. Готового металлического сырья для них не существует. При этом металлический спек, образующийся при восстановлении гексафторцирконата калия натрием, может обладать нужным химическим составом, но излишне развитой поверхностью и выраженной внутренней пористостью. В этом случае для придания получаемому порошку необходимого качества следует его дорабатывать путем термического компактирования.Often, for certain purposes, raw materials with a high content of "gas" impurities localized on the surface of crystalline grains are required. This creates the prerequisites for reducing the ductility of the source metal and the possibility of finer grinding to obtain ultrafine powders. Surface oxide, nitride compounds and diffusion-saturated layers reduce pyrophoricity to a certain acceptable level. Such properties, for example, should have sodium-thermal zirconium powders obtained by technology / 3 /. There is no finished metal raw material for them. In this case, the metal cake formed during the reduction of sodium potassium hexafluorozirconate may have the desired chemical composition, but an overly developed surface and pronounced internal porosity. In this case, to give the resulting powder the required quality, it should be modified by thermal compaction.
На фиг. 1 представлены корреляционные зависимости средних значений насыпной плотности порошковых материалов от усредненной величины отношения удельной поверхности сырья к удельной поверхности получаемого порошка PS для титановых и циркониевых порошков.In FIG. 1 shows the correlation dependences of the average bulk density of powder materials on the average value of the ratio of the specific surface of the raw material to the specific surface of the resulting powder P S for titanium and zirconium powders.
На фиг. 2 приведены зависимости степени уплотнения (относительной плотности) прессовок, достигаемой при давлениях прессования: 500; 1000; 2000; 4000 и 6000 кгс/см2, от значений насыпной плотности порошков титана.In FIG. 2 shows the dependence of the degree of compaction (relative density) of the compacts achieved at pressing pressures: 500; 1000; 2000; 4000 and 6000 kgf / cm 2 , from the values of the bulk density of titanium powders.
На фиг. 3 представлены электронно-микроскопические изображения фрагментов частиц порошков титана, полученных из сильнопористой губки (а), из малопористой губки (б) и из компактного (иодидного) сырья (в).In FIG. Figure 3 presents electron microscopic images of fragments of particles of titanium powders obtained from a highly porous sponge (a), a low-porous sponge (b), and compact (iodide) raw material (c).
На фиг. 4 представлены электронно-микроскопические изображения фрагментов частиц порошков натриетермического циркония, полученных измельчением плотного спека (а-в) и пористого спека (г-е)In FIG. 4 shows electron microscopic images of fragments of particles of sodium thermal zirconium powders obtained by grinding dense cake (a-c) and porous cake (gf)
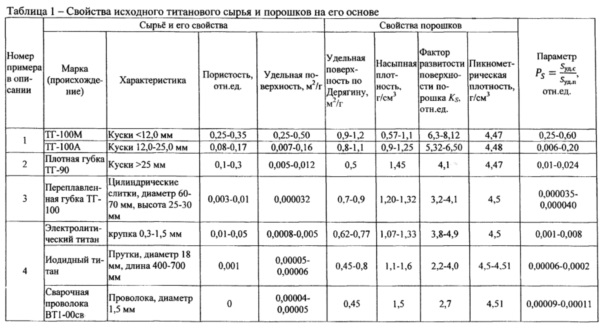
В таблице 1 приведены некоторые свойства исходного титанового сырья и порошков на его основе.Table 1 shows some properties of the initial titanium raw materials and powders based on it.
В таблице 2 приведены некоторые установленные и прогнозируемые свойства исходного циркониевого сырья и порошков на его основе.Table 2 shows some of the established and predicted properties of the initial zirconium raw materials and powders based on it.
Поставленная задача и технический результат достигаются за счет того, что для получения металлического порошка выбирают сырье с возможно меньшей удельной поверхностью. Для этого определяют удельную поверхность сырья и порошка на его основе, например, по методу БЭТ, Дерягина или Товарова. Рассчитывают величину отношения удельной поверхности сырья и порошка и проверяют соответствие полученных значений условию:The task and technical result are achieved due to the fact that to obtain a metal powder, raw materials with the smallest specific surface area are selected. To do this, determine the specific surface of the raw material and powder based on it, for example, by the method of BET, Deryagin or Tovarova. Calculate the ratio of the specific surface of the raw material and powder and check the compliance of the obtained values with the condition:
![]()
![]()
Если сырье слишком пластично и не подвергается достаточному механическому измельчению (дроблению и размолу), то при необходимости проводят его охрупчивание, например, с использованием частичного или полного гидрирования. Затем сырье измельчают в порошок и проводят его дегазацию (например, дегидрирование), разделение на фракции, например, путем отсева на ситах. Фракции порошка классифицируют по величине размеров ячеек сит (например, <40 мкм), используют в соответствии с их назначением или возвращают в цикл получения порошка в качестве добавки к исходному сырью, как, например, это сделано в /5/.If the raw material is too plastic and does not undergo sufficient mechanical grinding (crushing and grinding), then, if necessary, embrittlement is carried out, for example, using partial or complete hydrogenation. Then the raw materials are ground into powder and degassed (for example, dehydrogenation), fractionated, for example, by screening on sieves. Powder fractions are classified by sieve mesh size (for example, <40 μm), used in accordance with their purpose, or returned to the powder production cycle as an additive to the feedstock, as, for example, this was done in / 5 /.
Если не удается подобрать подходящее достаточно плотное сырье, из которого получаются порошки надлежащего качества, например, по химическому составу, то проводят термическое компактирование пористого сырья с сильноразвитой поверхностью. Для этого сырье переплавляют, например, в вакууме или инертной среде. Переплавка сырья к тому же приводит к его очистке от некоторых летучих примесей. Затем, при необходимости, подвергают зонной плавке для дополнительной очистки от примесей. Иногда необходимо сохранять поверхность зерен кристаллитов газонасыщенными, например, кислородом и азотом. В этом случае проводят спекание под давлением или горячее прессование. Эти операции не только снижают внутреннюю и внешнюю пористость сырья, но и обеспечивают сглаживание как наружной, так и внутренней поверхности. Кроме того, они способствуют уменьшению количества поверхностных дефектов зерен-кристаллитов и, таким образом, снижают не только шероховатость поверхности, но и разнообразие габитуса частиц получаемого порошка. При этом также происходит диффузия поверхностных примесей (например, кислорода и азота) вглубь зерен, что создает дополнительные предпосылки для снижения пирофорности и чувствительности порошков к воздействиям, инициирующим пирофорную реакцию.If it is not possible to select a suitable sufficiently dense raw material from which powders of the proper quality are obtained, for example, by chemical composition, then thermal compaction of the porous raw material with a highly developed surface is carried out. For this, the raw material is remelted, for example, in a vacuum or inert medium. The remelting of raw materials also leads to its purification from some volatile impurities. Then, if necessary, subjected to zone melting for additional purification from impurities. Sometimes it is necessary to keep the grain surface of crystallites gas-saturated, for example, oxygen and nitrogen. In this case, sintering under pressure or hot pressing is carried out. These operations not only reduce the internal and external porosity of the raw material, but also provide smoothing of both the external and internal surfaces. In addition, they help to reduce the number of surface defects of crystalline grains and, thus, reduce not only the surface roughness, but also the diversity of the habit of the particles of the obtained powder. In this case, diffusion of surface impurities (for example, oxygen and nitrogen) deep into the grains also occurs, which creates additional prerequisites for reducing the pyrophoricity and sensitivity of powders to influences initiating the pyrophoric reaction.
Если доступно подходящее, например, по химической чистоте, готовое компактное сырье в виде прутков, слитков, пластин, проволоки, крупки и т.п., то следует выбирать его, как заведомо удовлетворяющее условию (1).If a suitable, for example, ready-made compact raw material in the form of rods, ingots, plates, wire, grains, etc., is available, for example, then you should choose it as it certainly satisfies condition (1).
Пример 1. В качестве исходного сырья выбирали титановую губку ΤГ-100 с различной пористостью и размерами кусков, свойства которой приведены в таблице 1. Выбранное сырье подвергали гидрированию до содержания водорода 340-370 см3/г, например, как в способе /4/, или 440-468 см3/г, как в способе /5/, затем гидрированное охрупченное сырье измельчали, дегидрировали до некоторого остаточного содержания водорода и снова измельчали в шаровых мельницах. Затем образовавшийся порошок подвергали просеву через сито 40 мкм и окончательно дегидрировали с помощью нагревания в вакууме. Измеряли удельную поверхность порошка и предварительно определяли удельную поверхность сырья. Кроме того, для контроля качества полученного порошка измеряли насыпную плотность, фактор развитости поверхности KS, и рассчитывали параметр PS. Фактор развитости поверхности KS определяется по данным о среднем размере частиц, установленным с помощью анализатора размера частиц, например, оптическим методом, как отношение измеренной истинной удельной поверхности к удельной поверхности гипотетических шарообразных частиц с диаметром, равным среднему размеру частиц. Чем меньше эта величина, тем меньше развитость поверхности частиц, тем выше качество порошков. Значения параметров, характеризующих качество получаемых порошков, приведено в таблице 1. Видно, что выбор более плотного исходного сырья, в данном случае из кусков губки ТГ-100 с различными размерами и плотностью, а также соответствие его удельной поверхности условию (1) обеспечивает повышение качества порошков, характеризующихся значениями насыпной плотности, фактора развитости поверхности (см. табл. 1). Иллюстрацией более высокого качества порошков по признакам структурного и размерного единообразия служат электронно-микроскопические изображения фрагментов частиц порошка из губки с большей плотностью в сравнении с порошком, полученным из более пористой губки (см. фиг. 3 а, б).Example 1. As the feedstock was chosen titanium sponge ΤГ-100 with different porosity and size of the pieces, the properties of which are shown in table 1. The selected feedstock was subjected to hydrogenation to a hydrogen content of 340-370 cm 3 / g, for example, as in the method / 4 / , or 440-468 cm 3 / g, as in the method / 5 /, then the hydrogenated brittle raw material was crushed, dehydrated to some residual hydrogen content and again crushed in ball mills. Then, the resulting powder was sieved through a 40 μm sieve and finally dehydrogenated by heating in vacuo. The specific surface area of the powder was measured and the specific surface area of the feed was previously determined. In addition, to control the quality of the obtained powder, the bulk density, surface development factor K S were measured, and the parameter P S was calculated. The surface development factor K S is determined from data on the average particle size established using a particle size analyzer, for example, by the optical method, as the ratio of the measured true specific surface to the specific surface of hypothetical spherical particles with a diameter equal to the average particle size. The smaller this value, the less developed the surface of the particles, the higher the quality of the powders. The values of the parameters characterizing the quality of the obtained powders are given in table 1. It can be seen that the choice of a denser feedstock, in this case from pieces of a TG-100 sponge with different sizes and densities, as well as the correspondence of its specific surface to condition (1) provides an increase in quality powders characterized by values of bulk density, surface development factor (see table. 1). An illustration of a higher quality of powders according to the signs of structural and dimensional uniformity is electron microscopic images of fragments of powder particles from a sponge with a higher density in comparison with a powder obtained from a more porous sponge (see Fig. 3 a, b).
Пример 2. В качестве исходного сырья выбрана титановая товарная губка марки ТГ-90 более плотная, чем губка ТГ-100М и ТГ-100А. Использование технологии гидрирования и последующего механического измельчения, как в примере 1, позволило получить порошок со свойствами, заметно превосходящими свойства порошков из менее плотной губки (см. в табл.1 значения насыпной плотности, параметра KS, параметра PS), и практически приближающийся по свойствам к порошкам из плотного сырья (см. в табл. 1, примеры 3 и 4), за исключением пикнометрической плотности, характеризующей внутреннюю пористость частиц, которая меньше рентгеновской для порошков, получаемых из губки (см. таблицу 1, примеры 1-4).Example 2. As a source of raw materials selected titanium trademark sponge brand TG-90 more dense than the sponge TG-100M and TG-100A. The use of hydrogenation technology and subsequent mechanical grinding, as in example 1, made it possible to obtain a powder with properties significantly exceeding the properties of powders from a less dense sponge (see Table 1 for the values of bulk density, parameter K S , parameter P S ), and practically approaching according to the properties of powders from dense raw materials (see table 1, examples 3 and 4), with the exception of the pycnometric density, which characterizes the internal porosity of the particles, which is less than x-ray for powders obtained from sponges (see table 1, when EASURES 1-4).
Пример 3. Использовали метод вакуумного плавления в электродуговой печи с холодным тиглем для переплавки титановой губки ΤΓ-100 в компактные слитки с последующим удалением гарнисажного слоя (наружного загрязненного аппаратурными примесями слоя). Слитки гидрировали, дробили и размалывали так же, как и в примерах 1 и 2. После отсева фракции <40 мкм получили порошок с удовлетворительными свойствами, превосходящими значения, характерные для порошков из губчатого сырья (см. табл. 1 в сравнении примера 3 с примерами 1 и 2).Example 3. The method of vacuum melting in an electric arc furnace with a cold crucible was used to melt the ΤΓ-100 titanium sponge into compact ingots with the subsequent removal of the skull layer (the outer layer contaminated with instrumental impurities). The ingots were hydrogenated, crushed and milled in the same manner as in examples 1 and 2. After screening fractions <40 μm, a powder was obtained with satisfactory properties that exceeded the values typical for sponge powders (see table 1 in comparison with example 3 with examples 1 and 2).
Пример 4. В качестве исходного титанового сырья выбирали готовые (товарные) полуфабрикаты и прокатные изделия, имеющие компактную внутреннюю структуру (иодидные прутки, сварочную проволоку из сплава технически чистого титана ВТ1-00) и относительно компактную структуру (электролитическую крупку). Использование гидридной технологии охрупчивания и измельчения аналогично примерам 1-3 и позволило получить порошки высокого и стабильного качества, которое оценивалось по высоким значениям насыпной плотности, пикнометрической плотности, в данном случае равной рентгеновской, малыми значениями фактора развитости поверхности (см. табл. 1, пример 4 в сравнении с примерами 1-3). К таким высоким показателям качества приводит преимущественно скольный характер частиц, который виден на электронно-микроскопических изображениях (см. фиг. 3в). Использование компактного исходного сырья для получения мелкодисперсных порошков предполагает заведомое соответствие удельной поверхности выбираемого сырья условию (1) (см. в табл. 1 значение параметра PS в сравнении с примерами 1-3).Example 4. As the source of titanium raw materials, we selected finished (commercial) semi-finished products and rolled products having a compact internal structure (iodide rods, welding wire from an alloy of technically pure titanium VT1-00) and a relatively compact structure (electrolytic grains). The use of hydride embrittlement and grinding technology is similar to examples 1-3 and allowed to obtain powders of high and stable quality, which was estimated by high values of bulk density, pycnometric density, in this case equal to X-ray, small values of the surface development factor (see table 1, example 4 in comparison with examples 1-3). Such high quality indicators are predominantly due to the chipped nature of the particles, which is visible on electron microscopic images (see Fig. 3c). The use of a compact feedstock for the preparation of finely divided powders implies a known correspondence of the specific surface of the selected feedstock to condition (1) (see table 1 for the value of the parameter P S in comparison with examples 1-3).
Более высокое качество металлических порошков, проявляющееся в более высоких значениях, в частности насыпной плотности, приводит и к улучшению их прессуемости или уплотняемости, т.е. способности к увеличению плотности укладки частиц под действием внешнего давления 111 (см. фиг. 2)Higher quality of metal powders, manifested in higher values, in particular bulk density, leads to an improvement in their compressibility or compactibility, i.e. ability to increase the packing density of particles under the influence of external pressure 111 (see Fig. 2)
Качество порошковых материалов проявляется и через их поведение в технологическом цикле изготовления изделий в соответствии с функциональным назначением порошков. Так, например, высокая пирофорность (способность самопроизвольно воспламеняться и гореть при взаимодействии с воздухом) предполагает повышенную опасность обращения с мелкодисперсными порошковыми металлами и смесями на их основе. Характеристикой порошков, отражающих их пирофорность, могут служить показатели их чувствительности к трению, определяющие класс опасности порошков и смесей на их основе. Так, например, кроме структурно-механических показателей качества (насыпной плотности) и оценки габитуса частиц по электронно-микроскопическим изображениям для ультрадисперсных порошков циркония оценивалась степень чувствительности к трению как самих порошков, так и композиций для СВС на их основе (см. таблицу 2).The quality of powder materials is also manifested through their behavior in the technological cycle of manufacturing products in accordance with the functional purpose of the powders. For example, high pyrophoricity (the ability to spontaneously ignite and burn when interacting with air) suggests an increased risk of handling finely divided powder metals and mixtures based on them. The characteristics of powders reflecting their pyrophoricity can be indicators of their sensitivity to friction, which determine the hazard class of powders and mixtures based on them. So, for example, in addition to structural and mechanical quality indicators (bulk density) and particle size assessment from electron microscopy images for ultrafine zirconium powders, the degree of sensitivity to friction of both the powders and SHS compositions based on them was also evaluated (see table 2) .
Пример 5. Получали порошки дроблением и размолом спека металлического циркония, полученного восстановлением гексафторцирконата калия металлическим натрием в герметичных стальных аппаратах, нагреваемых до 800-900°С [А.Н. Зеликман, О.Е. Крейн, Г.В. Самсонов. Металлургия редких металлов. - М.: Металлургия, 1964, с. 316 /9/]. Использование указанного «температурного режима и больших количеств загрузки (до 40 кг шихты) обеспечивает получение относительно плотного металлического спека.Example 5. Powders were obtained by crushing and grinding a cake of metallic zirconium obtained by reducing potassium hexafluorozirconate with sodium metal in sealed steel apparatus heated to 800–900 ° C [A.N. Zelikman, O.E. Crane, G.V. Samsonov. Metallurgy of rare metals. - M.: Metallurgy, 1964, p. 316/9 /]. The use of the specified "temperature regime and large quantities of loading (up to 40 kg of charge) provides a relatively dense metal cake.
Такой же принцип получения порошка, но с использованием небольших загрузок в реакционный аппарат (приблизительно 400 г исходной шихты) и более низких температур 400-650°С /3/ приводит к образованию более рыхлого металлического спека.The same principle of obtaining powder, but using small loads in the reaction apparatus (approximately 400 g of the initial charge) and lower temperatures of 400-650 ° C / 3 / leads to the formation of a more loose metallic cake.
Последующее дробление, деактивация («гашение») или вакуумная отгонка избыточного натрия, выщелачивание солей в водной среде и дополнительный размол дает возможность получать мелкодисперсные порошки, которые хранятся во влажном состоянии из-за высокой пирофорности. Перед использованием по назначению порошки сушатся с соблюдением мер предосторожности, например с отбором относительно небольших порций.Subsequent crushing, deactivation ("quenching") or vacuum distillation of excess sodium, leaching of salts in an aqueous medium and additional grinding makes it possible to obtain fine powders that are stored in a wet state due to high pyrophoricity. Before intended use, the powders are dried in a precautionary manner, for example with the selection of relatively small portions.
Более высокая плотность получаемого спека по технологии /9/ позволяет достигать более высокого потребительского качества порошков по сравнению с порошками из относительно рыхлого спека, образующегося при использовании технологии /3/. Это видно по таким установленным признакам, как: более высокие значения насыпной плотности, меньшие величины фактора формы (отношения средних значений большего размера частиц к меньшему dб/dм), меньшая чувствительность к трению как самих порошков, так и составов на их основе (см. табл. 2, пример 5).The higher density of the obtained cake according to the technology / 9 / allows to achieve a higher consumer quality of the powders in comparison with the powders from the relatively loose cake formed using the technology / 3 /. This can be seen from such established signs as: higher values of bulk density, lower values of the form factor (the ratio of the average values of the larger particle size to the smaller d b / d m ), less sensitivity to friction of both the powders themselves and compositions based on them ( see table 2, example 5).
На фиг. 4 представлены электронно-микроскопические изображения фрагментов частиц порошков, полученных измельчением относительно плотного и пористого спека, иллюстрирующие значительно более высокую однородность габитуса частиц, характерную для порошков из более плотного сырья, выбор которого продиктован условием (1).In FIG. Figure 4 presents electron-microscopic images of fragments of powder particles obtained by grinding a relatively dense and porous cake, illustrating the much higher uniformity of particle habit characteristic for powders from denser raw materials, the choice of which is dictated by condition (1).
Пример 6. Порошок циркония получают из компактного или относительно компактного сырья, в качестве которого берут иодидный цирконий, электролитический цирконий, переплавленную или уплотненную спеканием под давлением (горячим прессованием) магниетермическую циркониевую губку [Г.Л. Миллер. Цирконий. - М.: Издательство иностранной литературы, 1955, с. 347-351 /10/]. Для придания сырью необходимой хрупкости его гидрируют при температурах 235-800°С до содержания 120-242 см3 (н.у.) водорода на 1 г циркония. Гидрид циркония дробят и размалывают, например, в шаровых мельницах до размера частиц, не превышающего 37 мкм /10/. Затем гидрид циркония разлагают в динамическом вакууме при температуре 400-800°С и снова размалывают, просеивают через сито с нужным размером ячеек (например, 40 мкм), отбирая нужную фракцию готового порошка. Некоторые установленные и прогнозируемые свойства сырья и полученных порошков представлены в таблице 2. Видно (см. пример 6 в сравнении с примером 5), что использование компактного или относительно компактного сырья приводит к получению порошков более высокого качества, устанавливаемого по параметрам насыпной плотности, фактора формы и чувствительности к трению.Example 6. Zirconium powder is obtained from a compact or relatively compact raw material, which is taken as iodide zirconium, electrolytic zirconium, melted or compacted by sintering under pressure (hot pressing) a magnetothermic zirconium sponge [G.L. Miller. Zirconium. - M .: Publishing house of foreign literature, 1955, p. 347-351 / 10 /]. To give the raw material the necessary brittleness, it is hydrogenated at temperatures of 235-800 ° C to a content of 120-242 cm 3 (ns) of hydrogen per 1 g of zirconium. Zirconium hydride is crushed and ground, for example, in ball mills to a particle size not exceeding 37 microns / 10 /. Then zirconium hydride is decomposed in a dynamic vacuum at a temperature of 400-800 ° C and again milled, sieved through a sieve with the desired mesh size (for example, 40 μm), selecting the desired fraction of the finished powder. Some established and predicted properties of the raw materials and obtained powders are presented in table 2. It is seen (see example 6 in comparison with example 5) that the use of compact or relatively compact raw materials leads to the production of higher quality powders, established by the parameters of bulk density, shape factor and friction sensitivity.

Claims (8)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2016109516A RU2634110C2 (en) | 2016-03-16 | 2016-03-16 | Method for producing metal powder |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2016109516A RU2634110C2 (en) | 2016-03-16 | 2016-03-16 | Method for producing metal powder |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2016109516A RU2016109516A (en) | 2017-09-21 |
| RU2634110C2 true RU2634110C2 (en) | 2017-10-23 |
Family
ID=59930834
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2016109516A RU2634110C2 (en) | 2016-03-16 | 2016-03-16 | Method for producing metal powder |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2634110C2 (en) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU936547A1 (en) * | 1980-12-30 | 1990-08-30 | Предприятие П/Я Р-6543 | Method of producing steel powder from shavings |
| US5582629A (en) * | 1994-10-07 | 1996-12-10 | Kurimoto, Ltd. | Treatment process of sponge titanium powder |
| RU2301723C1 (en) * | 2005-11-14 | 2007-06-27 | Российская Федерация, от имени которой выступает государственный заказчик Федеральное агентство по атомной энергии | Method for producing finely dispersed titanium powder |
| RU2414331C2 (en) * | 2009-04-13 | 2011-03-20 | Российская Федерация, от имени которой выступает государственный заказчик-Государственная корпорация по атомной энергии "Росатом" | Method of producing powder of nonstoichiometric titanium hydride with preset hydrogen content |
-
2016
- 2016-03-16 RU RU2016109516A patent/RU2634110C2/en active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU936547A1 (en) * | 1980-12-30 | 1990-08-30 | Предприятие П/Я Р-6543 | Method of producing steel powder from shavings |
| US5582629A (en) * | 1994-10-07 | 1996-12-10 | Kurimoto, Ltd. | Treatment process of sponge titanium powder |
| RU2301723C1 (en) * | 2005-11-14 | 2007-06-27 | Российская Федерация, от имени которой выступает государственный заказчик Федеральное агентство по атомной энергии | Method for producing finely dispersed titanium powder |
| RU2414331C2 (en) * | 2009-04-13 | 2011-03-20 | Российская Федерация, от имени которой выступает государственный заказчик-Государственная корпорация по атомной энергии "Росатом" | Method of producing powder of nonstoichiometric titanium hydride with preset hydrogen content |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2016109516A (en) | 2017-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12226829B2 (en) | Atomized picoscale composition aluminum alloy and method thereof | |
| US8920712B2 (en) | Manufacture of near-net shape titanium alloy articles from metal powders by sintering with presence of atomic hydrogen | |
| JP2006525222A (en) | Manufacture of high purity niobium monoxide (NbO) and capacitor products made from it | |
| JPS5925003B2 (en) | Manufacturing method of sinterable alloy powder mainly composed of titanium | |
| US20160243617A1 (en) | Manufacture of near-net shape titanium alloy articles from metal powders by sintering with presence of atomic hydrogen | |
| Johnson et al. | Metal injection molding (MIM) of heavy alloys, refractory metals, and hardmetals | |
| Peillon et al. | Effect of TiH2 in the preparation of MMC Ti based with TiC reinforcement | |
| Johnson | Sintering of refractory metals | |
| US7824452B2 (en) | Powder modification in the manufacture of solid state capacitor anodes | |
| US3359095A (en) | Sintering of loose particulate aluminum metal | |
| RU2634110C2 (en) | Method for producing metal powder | |
| CN118103158A (en) | Molybdenum powder | |
| Brochu et al. | Dynamic consolidation of nanostructured Al–7.5% Mg alloy powders | |
| JP2821662B2 (en) | Titanium-based powder and method for producing the same | |
| BR102012023361B1 (en) | method of obtaining metal foams and metal foams thus obtained | |
| US2823116A (en) | Method of preparing sintered zirconium metal from its hydrides | |
| Eso | Densification and sintering shrinkage of Zinc Reclaimed WC-Co | |
| Amelichkin et al. | Hydride-dehydride fine zirconium powders for pyrotechnics | |
| JP7690206B2 (en) | Manufacturing method of titanium sintered material | |
| US3690963A (en) | Compactible fused and atomized metal powder | |
| US3498782A (en) | Compactible fused and atomized metal powder | |
| RU2759551C1 (en) | Method for obtaining hydrogenated powder of plastic metal or alloy | |
| JP5851772B2 (en) | Titanium alloy hydride and method for producing the same | |
| JP2668621B2 (en) | Method for producing titanium-based composite powder | |
| KR960010597B1 (en) | Method of manufacturing tough and porous getter by means of hydrogen pulverization and getters produced thereby |