RU4934U1 - Устройство для обработки деталей металлорежущим инструментом - Google Patents
Устройство для обработки деталей металлорежущим инструментом Download PDFInfo
- Publication number
- RU4934U1 RU4934U1 RU95122180/20U RU95122180U RU4934U1 RU 4934 U1 RU4934 U1 RU 4934U1 RU 95122180/20 U RU95122180/20 U RU 95122180/20U RU 95122180 U RU95122180 U RU 95122180U RU 4934 U1 RU4934 U1 RU 4934U1
- Authority
- RU
- Russia
- Prior art keywords
- vibrator
- nozzle
- metal
- processing
- cutting tool
- Prior art date
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 13
- 230000010355 oscillation Effects 0.000 claims abstract description 4
- 239000002173 cutting fluid Substances 0.000 claims abstract 4
- 239000002826 coolant Substances 0.000 description 12
- 238000012360 testing method Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 4
- 238000003801 milling Methods 0.000 description 4
- 238000005553 drilling Methods 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 238000007514 turning Methods 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 229910000997 High-speed steel Inorganic materials 0.000 description 1
- 239000012809 cooling fluid Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000002203 pretreatment Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
Landscapes
- Drilling And Boring (AREA)
- Auxiliary Devices For Machine Tools (AREA)
Abstract
Устройство для обработки деталей металлорежущим инструментом, содержащее установленное на столе станка приспособление для закрепления заготовки, ванну со смазочно-охлаждающей жидкостью, подаваемой через сопло, генератор ультразвуковых колебаний и вибратор, отличающееся тем, что вибратор размещен в сопле для подачи смазочно-охлаждающей жидкости в зону обработки и выполнен из пьезокерамических колец, внутренний диаметр которых больше диаметра выходного отверстия сопла.
Description
УСТРОЙСТВО ДКЯ ОБРАБОТКИ ДЕТАЛЕЙ МЕТАЛЛОРЕЖУЩИМ ИНСТРУМЕНТОМ
Решение относится к механической обработке деталей из труднообрабатываемых материалов с применением смазочно-охлаядажщшс жидкостей (СОЖ) и с использованием ультразвуковых колебаний (УЗК),
В современной промышленности все более широкое применение находят сверхтвердые и сверхпрочные материалы, KOTopie, в свою очередь, очень шюхо обрабатываются резанием, что усугубляется еще и их высокой пластичностью. Кроме того, очень многие инструменты (протяжки, метчики, сверла, зенкеры, фрезы и т.п.) изготавливаются из быстрорежущих сталей, имеющих недостаточно высокие твердость, прочность, теплостойкость и износостойкость. Таким образом, одной из основных причин выхода инстрр1ента из строя является его поломка.
Для снижения сил резания и сил трения при обработке широко применяют смазочно-охлалщающие жидкости (СОЖ). Однако во многих случаях, особенно при обработке труднообрабатываемых материалов, этого недостаточно, т.е. силы резания и трения остаются все еще слишком большими и инструмент ломается. Да и нормальное изнашивание инструмента протекает тем медленнее, чем большее смазочное и диспергирующее действие оказывает СОЖ.
Известно устройство для нарезания внутренних резьб в труднообрабатываемых материалах с использованием УЗК, которые накладывают как на инструмент, так и на деталь в направлении движения подачи или резания, содержащее приспособление для закрепления заготовки, генератор УЗК и вибратор, передающий колебания инструменту или обрабатываемой заготовке/ / .
Недостатками этого устройства является:
-сложная конструкция, т.к. колебательные движения необходимо передать инструменту, имеющему вращательное и поступательное движения;
-значительная общая масса инструмента или обрабаомваемой заготовки вместе с приспособлениями и устройствами, в которых этот инструмент или приспособления закрепляются, что требует относительно большой мощности генератора и вибратора УЗК;
М КЛ.6 В24 В 1/04
ИЛИ в патроне и заготовки в приспособлении для обеспечения колебаний в зоне резания. Нто условие вынуждает выполнять предварительную обработку (свержение перед нарезанием резьбы) за один установ с основной операцией для избежания поломок инструмента из-за несоосности оси инструмента и оси предварительно обработанного отверстия. Подобная технологическая последовательность выполнения операций ведет к существенному снижению производительности обработки.
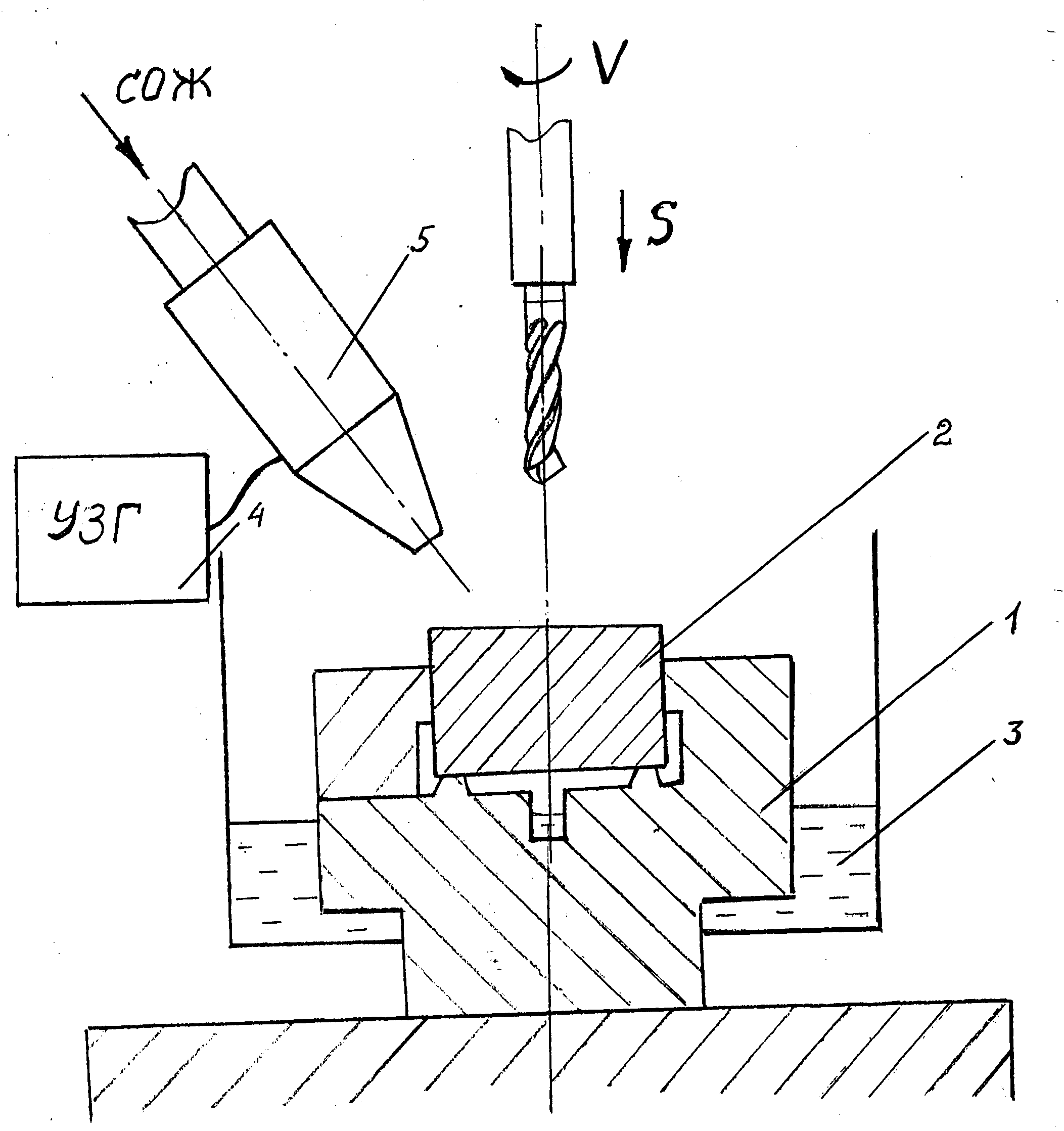
Прототипом предлагаемому решению является устройство для обработки сквозных отверстий/2/, содержащее приспособление для закрепления заготовки, расположенное на столе станка, ванну с СОЖ, генератор УЗК и вибратор. Приспособление с закрепленной в нем заготовкой, расположено в ванне с СОЖ, которая подается через сопло. Магнитно-стрикционный вибратор, предназначенный для передачи УЗК СОЖ, расположен в отверстии приспособления. Для обеспечения герметичности в месте установки вибратора имеется подвижная мембрана. Генератор УЗК необходим для подачи сигнала на вибратор.
Однако известное устройство для случаев обработки сверлением, фрезерованием, точением и др. непригодно. Конструкция устройства позволяет реализовывать его только на чистовых операциях обработки сквозных отверстий, т,к. колебания подводятся с противоположной инструменту стороны обрабатываемого отверстия. Кроме того, магнитно-стрикционный вибратор громоздок и требует дополнительного охлаждения.
Разработанное устройство позволяет устранить указанные недостатки.
Задачей, которую решает настоящее решение, является расширение технологических возможностей устройства за счет использования его не только на чистовых операциях обработки сквозных отверстий, но и при сверлении, фрезеровании, точении.
Технологический результат заключается в том, что через струю
подаваемой СОЖ УЗК можно подвести в любую зону обработки.
Этот результат.достигается тем,что в устройстве для обработки
деталей иеталлореткущки инструментом,содержащем установленное на столе станка приспособление для закрепления заготовки,ванну с 661,подаваемой через сопло,генератор УЗ колебаний и вибратор,последний размещён в сопле для подачи СОЖ и выполнен из пьезокерамических колец, внутренний диаметр ко ютзмх больше диаметра выходного отверстия сопла.
2
Шл8ц л 6. 6 установлены в корпусе 7 сошга 5 через резиновые кольца 8; прижаты кркшсой 9, обратная сторона которой выполнена в виде штуцера дош подсоединения шланга 10, идущего от насосной станции. Особенностью конструкции сопла является условие, что диаметр выходного отверстия сопла был меньше диаметра отверстия пьезокерамических колец 6.
Устройство работает следующим образом. Ультразвуковые электрические сигналы от генератора 4 подаются на пьезокерамические НЕУ|Ьф11 6, преобразуются в механические колебания соответствующей частоты. Эти колебания распространяются перпендикулярно боковым поверхностям шастин вдоль оси соша и двигающейся струи СОЖ от пбезокерамического вибратора до зоны обработки по синусоидальной крившй. Поэтому расстояние от вибратора до зоны обработки должно быть равным или кратным половине джины волны УЗК в данных УСЛОВИЯХ (частота, СОЖ), чтобы амплитуда колебаний в зоне резанйя была максимальной.
Использование в предагагаемом з стройстве схемы подвода УЗК в зону резания через струю подаваемой СОЖ позволяет применять способ обработки, защищенный патентом РФ Л 2027579 на операциях сверления, фрезерования, точения и т.п. Другим преимуществом данного устройства является использование пьезокерамических вибраторов, которые значительно меньще в размерах, имеют различную, более рациональную форву (пластины плоские и прямоугольные, шайбы, трубки) и не требуют дополнительного охлаздения.
Как показали проведенные испытания, на операции резьбонарезания эффективность предлагаемой конструкции не уступает эффективности устройства - прототипа с нижним подводом УЗ колебаний, что можно объяснить распространением УЗ колебаний не только через жидкость в струе, но и через инстрряент и заготовку.
Источники, принятые во внимание;
1,Авторское свидетельство СССР 986600, В 23 в1/00, 1983 г,
2,Патент РФ 2027579, В 24 в1/04, 1995 г.
Авторы Климушкина М,В, х// .
Сорокин В,М.
Claims (1)
- Устройство для обработки деталей металлорежущим инструментом, содержащее установленное на столе станка приспособление для закрепления заготовки, ванну со смазочно-охлаждающей жидкостью, подаваемой через сопло, генератор ультразвуковых колебаний и вибратор, отличающееся тем, что вибратор размещен в сопле для подачи смазочно-охлаждающей жидкости в зону обработки и выполнен из пьезокерамических колец, внутренний диаметр которых больше диаметра выходного отверстия сопла.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU95122180/20U RU4934U1 (ru) | 1995-11-30 | 1995-11-30 | Устройство для обработки деталей металлорежущим инструментом |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU95122180/20U RU4934U1 (ru) | 1995-11-30 | 1995-11-30 | Устройство для обработки деталей металлорежущим инструментом |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU4934U1 true RU4934U1 (ru) | 1997-09-16 |
Family
ID=48267099
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU95122180/20U RU4934U1 (ru) | 1995-11-30 | 1995-11-30 | Устройство для обработки деталей металлорежущим инструментом |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU4934U1 (ru) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2188113C1 (ru) * | 2001-01-23 | 2002-08-27 | Ульяновский государственный технический университет | Способ подачи смазочно-охлаждающих жидкостей при обработке отверстий малого диаметра |
| RU2203790C1 (ru) * | 2002-01-08 | 2003-05-10 | Ульяновский государственный технический университет | Способ подачи смазочно-охлаждающих жидкостей при обработке отверстий |
| RU2203792C1 (ru) * | 2002-01-08 | 2003-05-10 | Ульяновский государственный технический университет | Устройство для подачи смазочно-охлаждающих жидкостей при обработке отверстий малого диаметра |
| RU2203791C1 (ru) * | 2002-01-08 | 2003-05-10 | Ульяновский государственный технический университет | Устройство для подачи смазочно-охлаждающих жидкостей |
| RU2203793C1 (ru) * | 2002-01-08 | 2003-05-10 | Ульяновский государственный технический университет | Способ подачи смазочно-охлаждающих жидкостей при обработке отверстий |
| RU2281847C2 (ru) * | 2002-01-08 | 2006-08-20 | Ульяновский государственный технический университет | Устройство для подачи смазочно-охлаждающих жидкостей при обработке отверстий малого диаметра |
| RU2284879C1 (ru) * | 2005-02-15 | 2006-10-10 | Государственное образовательное учреждение высшего профессионального образования "Ульяновский государственный технический университет" | Устройство для подачи смазочно-охлаждающих жидкостей при обработке отверстий малого диаметра |
| RU2284878C1 (ru) * | 2005-02-15 | 2006-10-10 | Государственное образовательное учреждение высшего профессионального образования "Ульяновский государственный технический университет" | Устройство для подачи смазочно-охлаждающих жидкостей при обработке отверстий малого диаметра |
-
1995
- 1995-11-30 RU RU95122180/20U patent/RU4934U1/ru active
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2188113C1 (ru) * | 2001-01-23 | 2002-08-27 | Ульяновский государственный технический университет | Способ подачи смазочно-охлаждающих жидкостей при обработке отверстий малого диаметра |
| RU2203790C1 (ru) * | 2002-01-08 | 2003-05-10 | Ульяновский государственный технический университет | Способ подачи смазочно-охлаждающих жидкостей при обработке отверстий |
| RU2203792C1 (ru) * | 2002-01-08 | 2003-05-10 | Ульяновский государственный технический университет | Устройство для подачи смазочно-охлаждающих жидкостей при обработке отверстий малого диаметра |
| RU2203791C1 (ru) * | 2002-01-08 | 2003-05-10 | Ульяновский государственный технический университет | Устройство для подачи смазочно-охлаждающих жидкостей |
| RU2203793C1 (ru) * | 2002-01-08 | 2003-05-10 | Ульяновский государственный технический университет | Способ подачи смазочно-охлаждающих жидкостей при обработке отверстий |
| RU2281847C2 (ru) * | 2002-01-08 | 2006-08-20 | Ульяновский государственный технический университет | Устройство для подачи смазочно-охлаждающих жидкостей при обработке отверстий малого диаметра |
| RU2284879C1 (ru) * | 2005-02-15 | 2006-10-10 | Государственное образовательное учреждение высшего профессионального образования "Ульяновский государственный технический университет" | Устройство для подачи смазочно-охлаждающих жидкостей при обработке отверстий малого диаметра |
| RU2284878C1 (ru) * | 2005-02-15 | 2006-10-10 | Государственное образовательное учреждение высшего профессионального образования "Ульяновский государственный технический университет" | Устройство для подачи смазочно-охлаждающих жидкостей при обработке отверстий малого диаметра |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU4934U1 (ru) | Устройство для обработки деталей металлорежущим инструментом | |
| US6602031B2 (en) | Machining method and mist supplying apparatus | |
| RU2004131850A (ru) | Демпфирующее устройство для успокоения колебаний | |
| JP6594961B2 (ja) | 超音波機械加工モジュールに用いる工具アタッチメント及び軸通過冷却液 | |
| CN108602136A (zh) | 刀架 | |
| FR2565863B1 (fr) | Procede pour l'usinage de joints pour tubes destines en particulier a l'industrie du petrole comportant un filetage conique et au moins une butee de limitation de vissage et dispositif pour la mise en oeuvre de ce procede | |
| EP0144616A1 (en) | Remotely actuated metal disintegration machine apparatus | |
| JP2018192467A (ja) | ランジュバン型超音波振動子とその支持方法とその超音波応用加工法 | |
| WO2000013845A1 (fr) | Procede de refroidissement d'une zone de coupe | |
| RU11115U1 (ru) | Устройство для обработки деталей металлорежущим инструментом | |
| RU2203792C1 (ru) | Устройство для подачи смазочно-охлаждающих жидкостей при обработке отверстий малого диаметра | |
| US20020085889A1 (en) | Machining method and mist supplying apparatus for use in the method | |
| US3466970A (en) | Transducer coupling system | |
| RU2130824C1 (ru) | Портальный станок | |
| RU2027579C1 (ru) | Способ обработки сквозных отверстий | |
| TWI674942B (zh) | 工具夾持器的輸液及輸電組立結構 | |
| US6174224B1 (en) | Method and apparatus for cooling and/or lubrication of a work head | |
| CN211052593U (zh) | 一种超声振动钻削装置 | |
| WO1989003276A1 (en) | Method and apparatus for aligning two components | |
| RU177919U1 (ru) | Станок для ультразвуковой обработки конической резьбы деталей труб | |
| US5003146A (en) | Universal fitting for metal disintegration electrodes | |
| JPH08332457A (ja) | 超音波加工装置 | |
| RU2088380C1 (ru) | Устройство для уплотнения сверла глубокого сверления | |
| RU2111842C1 (ru) | Инструментальная головка для механической обработки материалов | |
| RU2252843C1 (ru) | Способ нарезания внутренних резьб осевым инструментом с наложением ультразвуковых колебаний |