WO2003102457A1 - Screw joint for steel pipe - Google Patents
Screw joint for steel pipe Download PDFInfo
- Publication number
- WO2003102457A1 WO2003102457A1 PCT/JP2003/006743 JP0306743W WO03102457A1 WO 2003102457 A1 WO2003102457 A1 WO 2003102457A1 JP 0306743 W JP0306743 W JP 0306743W WO 03102457 A1 WO03102457 A1 WO 03102457A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- lubricating
- solid
- threaded joint
- coating
- wax
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M177/00—Special methods of preparation of lubricating compositions; Chemical modification by after-treatment of components or of the whole of a lubricating composition, not covered by other classes
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH OR ROCK DRILLING; MINING
- E21B—EARTH OR ROCK DRILLING; OBTAINING OIL, GAS, WATER, SOLUBLE OR MELTABLE MATERIALS OR A SLURRY OF MINERALS FROM WELLS
- E21B17/00—Drilling rods or pipes; Flexible drill strings; Kellies; Drill collars; Sucker rods; Cables; Casings; Tubings
- E21B17/02—Couplings; joints
- E21B17/04—Couplings; joints between rod or the like and bit or between rod and rod or the like
- E21B17/042—Threaded
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L15/00—Screw-threaded joints; Forms of screw-threads for such joints
- F16L15/001—Screw-threaded joints; Forms of screw-threads for such joints with conical threads
- F16L15/004—Screw-threaded joints; Forms of screw-threads for such joints with conical threads with axial sealings having at least one plastically deformable sealing surface
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L58/00—Protection of pipes or pipe fittings against corrosion or incrustation
- F16L58/18—Protection of pipes or pipe fittings against corrosion or incrustation specially adapted for pipe fittings
- F16L58/182—Protection of pipes or pipe fittings against corrosion or incrustation specially adapted for pipe fittings for screw-threaded joints
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/06—Metal compounds
- C10M2201/062—Oxides; Hydroxides; Carbonates or bicarbonates
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/06—Metal compounds
- C10M2201/062—Oxides; Hydroxides; Carbonates or bicarbonates
- C10M2201/0623—Oxides; Hydroxides; Carbonates or bicarbonates used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/10—Compounds containing silicon
- C10M2201/102—Silicates
- C10M2201/103—Clays; Mica; Zeolites
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/10—Compounds containing silicon
- C10M2201/102—Silicates
- C10M2201/103—Clays; Mica; Zeolites
- C10M2201/1033—Clays; Mica; Zeolites used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2203/00—Organic non-macromolecular hydrocarbon compounds and hydrocarbon fractions as ingredients in lubricant compositions
- C10M2203/10—Petroleum or coal fractions, e.g. tars, solvents, bitumen
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2203/00—Organic non-macromolecular hydrocarbon compounds and hydrocarbon fractions as ingredients in lubricant compositions
- C10M2203/10—Petroleum or coal fractions, e.g. tars, solvents, bitumen
- C10M2203/1006—Petroleum or coal fractions, e.g. tars, solvents, bitumen used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2205/00—Organic macromolecular hydrocarbon compounds or fractions, whether or not modified by oxidation as ingredients in lubricant compositions
- C10M2205/16—Paraffin waxes; Petrolatum, e.g. slack wax
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/02—Hydroxy compounds
- C10M2207/023—Hydroxy compounds having hydroxy groups bound to carbon atoms of six-membered aromatic rings
- C10M2207/028—Overbased salts thereof
- C10M2207/0285—Overbased salts thereof used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/26—Overbased carboxylic acid salts
- C10M2207/262—Overbased carboxylic acid salts derived from hydroxy substituted aromatic acids, e.g. salicylates
- C10M2207/2623—Overbased carboxylic acid salts derived from hydroxy substituted aromatic acids, e.g. salicylates used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/28—Esters
- C10M2207/281—Esters of (cyclo)aliphatic monocarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/28—Esters
- C10M2207/281—Esters of (cyclo)aliphatic monocarboxylic acids
- C10M2207/2815—Esters of (cyclo)aliphatic monocarboxylic acids used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2219/00—Organic non-macromolecular compounds containing sulfur, selenium or tellurium as ingredients in lubricant compositions
- C10M2219/04—Organic non-macromolecular compounds containing sulfur, selenium or tellurium as ingredients in lubricant compositions containing sulfur-to-oxygen bonds, i.e. sulfones, sulfoxides
- C10M2219/046—Overbased sulfonic acid salts
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2219/00—Organic non-macromolecular compounds containing sulfur, selenium or tellurium as ingredients in lubricant compositions
- C10M2219/04—Organic non-macromolecular compounds containing sulfur, selenium or tellurium as ingredients in lubricant compositions containing sulfur-to-oxygen bonds, i.e. sulfones, sulfoxides
- C10M2219/046—Overbased sulfonic acid salts
- C10M2219/0463—Overbased sulfonic acid salts used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/34—Lubricating-sealants
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2050/00—Form in which the lubricant is applied to the material being lubricated
- C10N2050/023—Multi-layer lubricant coatings
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2050/00—Form in which the lubricant is applied to the material being lubricated
- C10N2050/10—Form in which the lubricant is applied to the material being lubricated semi-solid; greasy
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
- Y10T428/139—Open-ended, self-supporting conduit, cylinder, or tube-type article
- Y10T428/1393—Multilayer [continuous layer]
Definitions
- the present invention relates to a threaded joint for steel pipes having a lubricating film on the surface, and more particularly, has excellent seizure resistance, can be repeatedly tightened and loosened, and has a small lubricating film stickiness and foreign matter.
- the present invention relates to a threaded joint for steel pipe that is difficult to adhere.
- Oil well pipes such as tubing and casing used for drilling oil wells such as crude oil and gas oil are generally connected using threaded joints.
- the depth of oil wells was 2000-3000m, but in recent years deep oil wells such as marine oil fields can reach 8000-10,000m.
- Threaded joints for steel pipes used to connect oil country tubular goods include, in the operating environment, the combined load of axial tensile force and load resulting from the weight of the oil country tubular goods and the joints themselves, combined pressures such as internal and external pressures, The heat inside acts. Therefore, threaded joints for steel pipes are required to maintain airtightness without breakage even in such a severe environment. In addition, when lowering oil well pipes, it is common to loosen the joint once tightened and to re-tighten it in order to correct assembly problems.
- threadless metal contact parts special threaded joints that have metal contact parts without screws (hereinafter referred to as threadless metal contact parts) in addition to threaded parts, that can be metal-sealed, and have excellent airtightness have become popular.
- a pin having an external thread portion and a threadless metal contact portion is typically formed on the outer surface of the pipe end on both sides of the oil country tubular good.
- the male thread of the pin and the metal contact A mating pin is formed with a female thread and a threadless metal contact so as to fit into the box.
- a lubricating grease which is a viscous liquid at room temperature, called a compound grease, has been applied to metal contact parts and screw parts in advance to improve seizure resistance and airtightness.
- compound grease contains a large amount of heavy metal powders such as Pb, Zn, and Cu. Therefore, there is a concern that if the applied grease is washed away, environmental pollution will occur. In addition, the application of compound grease worsens the working environment and reduces working efficiency. Accordingly, a threaded joint that can be used without requiring the application of lubricating grease such as compound grease is desired.
- JP-A-8-103724, JP-A-8-233163, and JP-A-8-233164 each disclose a solid lubricant such as molybdenum disulfide bonded with a resin such as an epoxy resin.
- a threaded joint in which a lubricating coating based on a solid lubricant (hereinafter referred to as a solid lubricating coating) is formed on a threadless metal contact portion of a box or a pin.
- the solid lubricating film is formed to have a uniform thickness, seizure is likely to occur under repeated tightening and loosening of the threaded joint, or under conditions where foreign matter is present.
- the presence of foreign matter for example, when the oil country tubular goods were erected for assembling, had adhered to the inner surface. It is caused by adhesion to threadless metal contacts.
- the solid lubricating film has poor ductility and fluidity and is easy to peel off, under the above conditions, locally excessive surface pressure is applied to the thread and the metal contact part without thread during tightening, and the thread joint at that part Plastic deformation may occur and the solid lubricating coating may peel off, exposing uncoated metal surfaces. Then, even if the exposed portion of the metal is small, seizure occurs immediately.
- the solid lubricating coating has insufficient heat resistance, and cannot sufficiently prevent the thread joint of the threaded joint during storage before use at the oil well site. Since mackerel has poor lubricity, if mackerel is generated and the solid lubricating film is swollen or peeled off, the tightening torque at the time of fastening the joint becomes more unstable, seizure occurs, and airtightness decreases. May be. On the other hand, when a liquid lubricant such as lubricating grease or oil, which is liquid at room temperature and has fluidity, is applied, the lubricant trapped in the gaps between the threads and the valleys of the surface roughness will seep under the pressure of the tightening.
- a liquid lubricant such as lubricating grease or oil, which is liquid at room temperature and has fluidity
- the lubricant also wraps around the area and does not lead to severe seizure. This effect is called the self-repair function of liquid lubrication.
- the higher the fluidity (lower viscosity) of the liquid lubricant the higher the self-repair function.
- Liquid lubricants also have a high degree of water resistance.
- the present invention provides a threaded joint for steel pipes in which the problems of the solid lubricating coating and the liquid grease described above are all reduced or eliminated.
- the present invention provides resistance to lubrication without using lubricating grease containing heavy metals.
- a threaded joint for steel pipes having an excellent seizure and heat resistance, and having a lubricating coating with less stickiness on the surface.
- a liquid lubricant that has a self-repairing function and good protection against water is more advantageous for lubricating threaded joints for steel pipes that require seizure resistance against repeated tightening and loosening. is there.
- solid lubricating coatings do not have such a problem.
- the present inventors have found that the above problem can be solved by using both a liquid lubricant and a solid lubricant. Specifically, it consists of (1) a lubricating film in which a layer of solid lubricant is formed on a layer of liquid lubricant, or (2) a mixture of lubricating oil as liquid lubricant and Pettas as solid lubricant. A semi-solid or solid lubricating film is formed on the contact surface of the threaded joint.
- the present invention comprises a pin and a box each having a contact surface having a screw portion and a threadless metal contact portion, and a screw for a steel pipe having a lubricating coating on at least one contact surface of the pin and the box.
- the lubricating coating is a liquid-state lubricating layer in a temperature range of 0 ° C or more and 40 ° C or less, and a 40 ° C-solid lubricating layer formed thereon. It is composed of
- the lubricating coating is composed of a mixture of a lubricating oil in a liquid state in a temperature range of 0 ° C or more and 40 ° C or less and a wax in a solid state at 40 ° C. It is a solid or semi-solid film at ° C.
- the temperature range between 0 ° C and 40 ° C is the typical temperature range to which OCTG is exposed during storage, transportation and assembly.
- the upper layer constituting the surface layer is a solid layer, so that the lubricating film does not stick and foreign matter is less likely to adhere to the surface of the film.
- the upper solid layer is relatively simple if it receives excessive surface pressure due to tightening and loosening. Since it is simply destroyed and the lower layer of liquid lubricant appears, even if the surface layer is solid, high seizure resistance utilizing the self-repairing function by liquid lubrication can be obtained.
- the unevenness on the surface of the threaded joint is flattened by the lubricating layer, so that it is easy to form the surface solid lubricating layer with a uniform thickness. Local excessive generation of surface pressure due to unevenness in the thickness of the body lubrication layer is suppressed.
- the mixture in which a solid or semi-solid lubricating film composed of a mixture of a lubricating oil and a wax is formed, the mixture is heated to a temperature or higher at which the wax liquefies. After the mixture is liquefied, it is preferable that the mixture is cooled to form a mixture in which the box and the lubricating oil are compatible.
- a coating obtained by simply dispersing a wax in a lubricating oil is a liquid or semi-solid coating at ordinary temperature, and has a large tackiness like a lubricating oil and is liable to adhere foreign matter.
- a lubricating coating made of a mixture of a lubricating oil and wax dissolved by heating becomes solid or semi-solid at room temperature even if it contains a considerable amount of lubricating oil.
- a dry film with reduced stickiness and a high dry feeling makes it difficult for foreign matter to adhere.
- the generated frictional heat immediately melts the wax, causing the entire coating to liquefy. Therefore, the same self-repair function as with liquid lubrication can be obtained, and a seizure prevention function can be exhibited.
- the lubricating film has one layer, only one application is required, and the manufacturing process of the threaded joint is simplified as compared with the first embodiment.
- liquid lubricant is restrained by the upper solid lubricant layer in the first embodiment and by the coexisting solid wax in the second embodiment, so that the contact surface of the threaded joint is burned. A sufficient amount of liquid lubricant is retained to perform the self-healing function to prevent sticking. As a result, excellent seizure resistance that can withstand repeated tightening and loosening without heavy metal powder is secured.
- FIG. 1 is a cross-sectional view schematically showing a threaded joint for steel pipe having a threaded portion and a threadless metal contact portion, and
- FIG. 2 is an explanatory diagram showing a test method performed to evaluate stickiness in the example.
- a typical threaded joint for steel pipes consists of a pin 1 formed on the outer surface of the pipe end of a steel pipe such as an oil country tubular good, and a box 2 formed on the inner surface of a sleeve-shaped threaded joint member. It consists of.
- the pin 1 has an external thread 3 and an unthreaded metal contact 8, typically with the unthreaded metal contact located at the tip of the steel pipe and the external thread located in front of it.
- the box 2 comprises a female thread 4 and a threadless metal contact 8.
- the pin may be formed on the joint member and the box may be formed on the steel pipe, or the joint member may be omitted and the steel pipe may have a pin on one end and a box on the other end. .
- the threaded and unthreaded metal contacts are the contact surfaces of the threaded joint.
- the lubricating coating according to the first or second aspect is formed on at least one contact surface of the pin and the box. It is sufficient that the lubricating film is formed only on one of the contact surfaces of the pin and the box. Of course, it may be formed on the contact surface of both the pin and the box. It is preferable that a lubricating film be formed on the entire contact surface, but it is also possible to form a lubricating film on only a part of the contact surface. In this case, it is preferable to form a lubricating coating on the threadless metal contact portion that forms a metal seal, where seizure is more likely to occur than the screw portion.
- a contact surface of a pin and / or a box of a threaded joint has a lubricating layer in a liquid state in a temperature range of 0 ° C. or more and 40 ° C. or less (hereinafter, abbreviated as a liquid layer); It has a two-layer lubricating film formed on it and a lubricating layer in a solid state at 40 ° C (hereinafter abbreviated as “solid layer”). That is, first, a liquid lubricant (typically, lubricating oil) is applied to the contact surface to form a liquid layer, and a solid layer is formed on the liquid layer.
- a liquid lubricant typically, lubricating oil
- the thickness of the lower liquid layer is preferably in the range of 0.5 to 1000 / m. Within this range, the lubricity required to prevent seizure can be obtained. Also, a phenomenon that occurs when the liquid layer is too thick and the upper solid layer shifts and easily breaks does not occur at a film thickness in this range. The more preferred thickness of the liquid layer is from 1 to 100.
- the thickness of the upper solid layer is preferably in the range of 1 to 200 m. Within this range, sufficient film strength is obtained that will not be broken by small contact, and at the same time, the self-repair function of the liquid layer will not be impaired after the solid layer is broken by tightening the threaded joint.
- the more preferable thickness of the solid layer ′ is 1 to 50 m.
- the liquid layer is preferably formed of a liquid lubricating oil in a temperature range of 0 to 40 ° C.
- a liquid lubricating oil in a temperature range of 0 to 40 ° C.
- mineral oil, synthetic ester oil, animal and vegetable oil, etc. can be used alone or in combination.
- Various additives can be added to the lubricating oil in order to improve seizure resistance, anti-sticking property, and other properties. When these additives are in liquid form, they can be used alone as a lubricating oil.
- Particularly preferred additives are basic organic metal salts having a high effect of improving seizure resistance and heat resistance.
- a basic organic metal salt is a viscous liquid (grease-like) substance containing a large amount of fine particles of an excess of metal salt (typically, metal carbonate) precipitated in a colloidal state. These metal salt fine particles are interposed between the contact surfaces of the pin and the box, and seizure can be prevented. Since the basic organic metal salt is liquid, it can form a liquid layer by itself, but may be a mixture with the above-mentioned lubricating oil.
- the basic organic acid metal salts include basic metal sulfonates, basic metal phosphates, basic metal salicylates, and basic metal carboxylate.
- the metal salt can be an alkali metal salt, but is preferably an alkaline earth metal salt, especially a calcium, barium or magnesium salt.
- the basicity of the basic organic metal salt is preferably in the range of 50 to 500 mgKOH / g.
- additives can also be used as appropriate. Examples of additives that can be used include antioxidants, antioxidants, viscosity modifiers, oil improvers, extreme pressure additives, etc., which are known as additives for lubricating oils.
- solid fine powder is added to improve seizure resistance or increase the dryness of the film. May be. However, if this fine powder is not kept in an extremely small amount, it may impair the fluidity of the film when tightening and loosening.
- the addition amount of the fine solid powder is preferably 5% or less.
- resin powder and the like may be used in addition to general solid lubricants such as molybdenum disulfide, tungsten disulfide, graphite, mica, boron nitride, and polytetrafluoroethylene.
- the particle size of these solid fine powders is preferably 10 ⁇ m or less. If the particle size is too large, it will be a source of flaws. Further, as described later, a fatty acid metal salt may be contained in the liquid layer.
- the liquid layer is preferably composed of one or more of mineral oil, synthetic ester oil, animal and vegetable oils and basic organic acid metal salts. These materials used for forming the liquid layer preferably have a viscosity at 40 ° C. of 10 cSt or more. If the viscosity is too low, the liquid layer may run down before being confined by the upper solid layer, and the desired film thickness may not be obtained. Also, it may be difficult to apply the solid layer.
- the formation of the liquid layer may be performed by an ordinary method. That is, if necessary, an additive is appropriately added to the lubricating oil constituting the liquid layer, and if the viscosity is too high to apply, after diluting with a volatile organic solvent, a (pin and / or box) Can be applied to the contact surface by any suitable means such as brushing, spraying, dipping, and the like. If a solvent is used, dry it with heating if necessary to remove the solvent.
- a general volatile solvent can be used.
- alcohols such as ethanol, propanol, isopropanol, and bushanol
- hydrocarbons such as xylene and toluene, mineral spirits, kerosene, synthetic naphthenes, and petroleum benzine.
- the contact surface of the threaded joint on which the lubricating coating is to be formed may be subjected to a ground treatment.
- This base treatment can be performed to improve the retention of the lubricating coating by increasing the surface roughness, or to improve the seizure resistance by increasing the corrosion resistance and / or hardness of the surface.
- Base treatments to improve the retention of the lubricating film include light pickling, sand or shot blasting, phosphate chemical treatment (manganese phosphate treatment, zinc phosphate treatment, etc.), and oxalate chemical treatment. (Iron oxalate treatment, etc.), glass peening, zinc blasting, etc.
- metal plating such as nickel, chromium, copper, zinc, tin, and iron and alloy plating of two or more of these metals (for example, nickel, chromium-based alloys) Plating, copper-tin-based plating, zinc-iron-based plating, etc., TiC, TiN, TiCN, DLC (diamond-like force) that can be formed by vapor deposition such as nitriding, PVD or CVD. one carbon), C r x N Y, T i BN, T i a 1 N, processes such as T i C r N, further can be used techniques such as by heat-treating the surface to form an oxide film.
- metal plating such as nickel, chromium, copper, zinc, tin, and iron and alloy plating of two or more of these metals (for example, nickel, chromium-based alloys) Plating, copper-tin-based plating, zinc-iron-based plating, etc., TiC, TiN,
- the contact surface When the contact surface is subjected to a base treatment, it is preferable to carry out a lubrication treatment immediately after the base treatment, because the wettability of the base surface is high and the adhesion or retention of the formed lubricating film is improved. If the active surface is exposed or the active undercoat is formed by the undercoat treatment, it is considered that the physical and chemical adsorption of the lubricating coating increases. The shorter the time from the base treatment to the lubrication treatment, the better, but if it is less than one hour, a sufficient effect is observed.
- a solid layer is formed as an upper layer on it to suppress the stickiness of the lubricating film surface.
- This solid layer is composed of a lubricating material that is solid at 40 ° C. If the solid layer is liquid at 40 ° C, the solid layer becomes sticky when the outside temperature is high or when exposed to direct sunlight, and the intended purpose is not achieved.
- the upper solid layer is preferably composed of a coating layer of a relatively soft solid organic material or a coating layer having a relatively low mechanical strength in which a lubricating powder is loosely bound. This is because when the threaded joint is tightened, the solid layer is broken in the initial stage of tightening, the lubrication by the underlying liquid layer works more effectively, the self-repair function is also exhibited effectively, and the lubrication performance is high. Because it becomes.
- the broken solid layer is heated by frictional heat at the time of tightening and becomes a liquid layer. It is preferable to dissolve in the oil or to pulverize by destruction and disperse in the liquid layer.
- a conventional solid lubricating film in which a solid lubricant powder is bonded with a resin has too high mechanical strength as a solid layer used in the present invention, and is difficult to break in an initial stage of tightening. Does not become fine powder.
- the solid organic material Suitable for forming a solid layer that can dissolve into the underlying liquid layer when tightening
- the solid organic material one or more selected from waxes, resins, higher fatty acids, higher alcohols, fats, drying oils, semi-drying oils which are solid at 40 ° C can be used.
- the solid organic material having a melting point has a melting point of 120 ° C or less, and the material having no melting point flows at 120 ° C. It is preferable to show the property.
- the wax (wax) forming the solid layer may be any of animal, vegetable, mineral and synthetic waxes.
- waxes that can be used include honey, whale (animal), wood, carnaubax, candelillax, ricex (vegetable), paraffin wax, microcrystalline wax, pet Loratum, montan wax, ozokerite, ceresin (above, mineral), oxidized wax, polyethylene wax, Fisher's Tropsch wax, Amidox, hardened castor oil (caster wax) (above, synthetic wax), etc. .
- mono-, di- or tricarboxylic acids having 10 or more carbon atoms can be used.
- the hydrocarbon group may be either saturated or unsaturated.
- Primary, secondary or tertiary alcohols having 12 or more carbon atoms can be used as higher alcohols.
- the hydrocarbon group may be either saturated or unsaturated.
- resins examples include acrylic resin, polyethylene resin, polystyrene resin, polypropylene resin, polychlorinated vinyl resin, polyacetic acid vinyl resin, urethane resin, epoxy resin, nylon 6.6, phenol resin, urea resin, and melamine resin. , Gay resin and the like.
- oils such as linseed oil, castor oil, and rapeseed oil can be used as the fat, drying oil and semi-drying oil.
- the solid organic material (eg, wax) to be used is dissolved in a suitable volatile solvent, or is heated and melted to form a liquid, and the lower liquid layer is formed. Coating on top to form upper layer.
- the application can also be performed by spray-brush coating.
- select the organic material and solvent (if used) used to form the upper layer so that they are not completely compatible with the lower layer during the formation of the upper layer.
- the solid organic material to be used is formed into a powder, and the powder is dispersed in an appropriate solvent and applied on the lower liquid layer, and the solvent is removed by heating, and the powder is melted.
- a solid layer can also be formed.
- the material of the solid layer may be compatible with the material of the liquid layer when liquefied.
- a one-layer lubricating film that is, a film of the second embodiment in which the material of the solid layer is compatible with the material of the liquid layer and becomes a solid or semi-solid as a whole, as described later. Will be formed.
- the solid layer can also consist of a coating with relatively low mechanical strength, with loosely bound lubricating powder.
- the lubricating powder include powders of molybdenum disulfide, tungsten disulfide, graphite, Myriki, boron nitride, polytetrafluoroethylene, and the like.
- resin powder having a melting point lower than 120 ° C. is melted and liquefied by a rise in temperature due to frictional heat during tightening and can exert a lubricating effect, and thus can be used as a lubricating powder in the present invention.
- Such resin powders include powders of polyethylene, polystyrene and the like.
- the particle size of the lubricating powder is preferably 10 m or less for the above-described reason.
- the solid layer composed of the lubricating powder can be formed by bonding the lubricating powder with an appropriate binder.
- the binder it is preferable to use, for example, nitrocellulose, an acryl resin, a vinyl chloride resin, a polyvinyl butyral, a rubber, a fluororesin, or the like alone or by blending them, and then bond them by natural drying.
- Other bonding methods include baking and reactive curing, but are difficult due to the underlying liquid layer.
- At least one contact surface of the pin and the box is provided with a lubricating oil in a liquid state in a temperature range of 0 ° C. or more and 40 ° C. or less, and a solid state in 40 ° C.
- a lubricating oil in a liquid state in a temperature range of 0 ° C. or more and 40 ° C. or less, and a solid state in 40 ° C.
- this lubricating coating has a small stickiness on the surface, the wax easily melts due to frictional heat during tightening, and the entire coating is in a liquid state, and has a self-repair function.
- the thickness of the lubricating coating is preferably in the range of l to 1000 / m, more preferably 10 to 100 m, in order to sufficiently exhibit the above-mentioned effects. Too thick a coating is wasteful and environmentally unfriendly.
- the “lubricating oil in a liquid state in a temperature range of 0 ° C. or more and 40 t or less” (hereinafter referred to as “lubricating oil”) used for the lubricating film is a liquid lubricant that can be used for forming a lower liquid layer in the first embodiment.
- the same material may be used. That is, the lubricating oil in the liquid state is one or more selected from mineral oils, synthetic ester oils, animal and vegetable oils, and basic organic acid metal salts in the liquid state in a temperature range of 0 to 40 ° C.
- the preferable viscosity is also the same as described above.
- the lubricating oil may contain appropriate additives as described above (eg, mackerel additive, antioxidant, viscosity modifier, oiliness improver, extreme pressure additive, solid powder, etc.).
- wax in a solid state at 40 ° C.” may be the same as that described for the upper solid layer in the first embodiment, and the preferred type of wax is also the same.
- the melting point of the wax is higher than 40 ° C. and, for the reasons mentioned above, preferably below 120 t.
- the mixture may further contain, in addition to the lubricating oil and the wax, a solid additive which is solid at 40 ° C.
- the solid additive may be one or more selected from resins, higher fatty acids, fatty acid metal salts, higher alcohols, fats, drying oils, and semi-drying oils.
- fatty acid metal salts include alkali metal or alkaline earth metal salts of fatty acids such as stearic acid, oleic acid, and palmitic acid (eg, Na salt, Ca salt). Preference is given to alkali metal and alkaline earth metal salts of stearic acid and oleic acid, of which sodium stearate and calcium stearate are preferred.
- Other solid additives may be the same as those described for the material forming the solid layer in the first embodiment.
- the mixing ratio of the lubricating oil and wax in the mixture is selected so that a solid or semi-solid lubricating film can be formed from the mixture. If the amount of lubricating oil is too high, the coating will remain liquid.
- the preferred compounding ratio is within a range where the mass ratio of lubricating oil: box is 1:10 to 10: 1, and more preferably 1: 4 to 4: 1.
- the amount of the solid additive added is preferably in the range of 0.5 to 30% by mass of the mixture. It is better not to increase the amount of the drying oil or semi-drying oil, since the addition of the drying oil or semi-drying oil increases the time until the film becomes a semi-solid state.
- the lubricating coating is composed of a mixture of lubricating oil and wax
- the mixture is heated to a temperature equal to or higher than the temperature at which the liquefaction of the wax occurs.
- the lubricating oil and the wax are mixed in a liquid state, and a substantially homogeneous mixture in which the two are compatible is formed.
- This liquid mixture forms a solid or semi-solid lubricating film with low stickiness and high dryness after cooling, even when the proportion of lubricating oil is quite high.
- the temperature at which the wax liquefies is the temperature at which the entire mixture of lubricating oil and pettus liquefies due to the liquefaction of the wax. This temperature may be lower than the melting point of the wax. This is because wax may liquefy at a temperature below its melting point due to the coexistence of lubricating oil.
- This heating may be performed before, during, or after the formation of the lubricating coating, after the mixing.
- the mixture before application to the contact surface of the threaded joint can be heated to a temperature above the temperature at which the wax liquefies.
- the heated mixture may be applied to the contact surface of the threaded joint at an elevated temperature, or may be applied after cooling the wax until it solidifies.
- the application can be performed without diluting the mixture with a solvent.
- the temperature of the mixture at the time of application is lower than the temperature at which the wax solidifies, it is easier to apply the mixture after diluting the mixture with a solvent. In either case, the contact surface of the threaded joint to be applied may be heated.
- the heating of the mixture to a temperature above the liquefaction of the plastics may be carried out during the formation of the lubricating coating by heating the contact surface of the threaded joint to be applied at the time of coating, or the lubricating coating formed by coating.
- the heating can be performed after the formation of the lubricating coating. If the mixture is diluted with a solvent, heat it after application to evaporate the solvent. However, when the heating temperature at that time is set to a temperature higher than the temperature at which the wax liquefies, compatibility between the wax and the lubricating oil can also be achieved.
- heating to a temperature higher than the temperature at which the wax liquefies may be performed before, during, or at least two times after the formation of the lubricating film.
- suitable solvents may be the same as those described above for the first embodiment.
- the solvent used is preferably selected from those which can dissolve the wax and are compatible with the lubricating oil used. Even when the coating is performed before the eggs solidify after the mixture is heated, the mixture may be diluted with a solvent in order to improve the coating properties by lowering the viscosity.
- Coating can be performed by a suitable method such as brushing, spraying, dipping, and the like. Prior to application, the contact surfaces of the pins and / or boxes to be applied may be primed as described for the first embodiment.
- a solvent is used, after coating, the coating is dried with heating if necessary to remove the solvent.
- the coating cools to room temperature and / or when the solvent is removed, a semi-solid or solid lubricating film is formed in which the lubricating oil and wax are compatible. The surface of this lubricating film has a small tackiness and hardly adheres foreign matter.
- the other contact surface on which the lubricating film is not formed has a plating (eg, a zinc plating or a copper plating). ), Phosphate (eg, manganese phosphate) chemical conversion treatment and oxalate (eg, iron oxalate) chemical conversion treatment are applied to improve the seizure resistance. Preferred.
- a plating eg, a zinc plating or a copper plating.
- Phosphate eg, manganese phosphate
- oxalate eg, iron oxalate
- the lubricating coating preferably contains a fatty acid metal salt as a solid additive.
- the fatty acid metal salt is preferably contained in a lower liquid layer.
- this salt is of course included in the mixture of lubricating oil and wax.
- the surface treatment by chemical conversion treatment can be applied to either the contact surface of either the pin or the box, or to both contact surfaces. You may.
- the various salts described above can be used, and among them, sodium stearate and calcium stearate are preferable.
- the amount of the fatty acid metal salt to be added is preferably in the range of 5 to 30% by mass of the liquid layer in the first embodiment and of the mixture in the second embodiment.
- the threaded joint for steel pipes according to the present invention has a small stickiness on the surface of the lubricating film formed on the contact surface, and is hard to adhere foreign matter. A decrease in seizure resistance due to adhesion can be prevented. Also, unlike simply applying lubricating oil, a large amount of liquid lubricant or lubricating oil is applied to the contact surface by coating with a solid layer in the first embodiment and by constraining by solidification or semi-solidification in the second embodiment. Can be held. However, when the tightening is loosened, in the first mode, the upper solid layer is broken, and in the second mode, the heat is melted by the frictional heat, and the film is liquefied.
- the lubricating coating is also excellent in preventing morbidity, it is possible to prevent the occurrence of ⁇ when stored for a long period of time.
- a protection member such as a highly airtight protector can be attached to the pin and / or the box.
- seizure is relatively easy to occur, such as a joint made of a high alloy steel, a joint for a steel pipe having a large inner diameter (eg, a casing joint), or a joint having a large amount of interference at a thread portion having improved sealing performance.
- a threaded joint for a steel pipe having excellent seizure resistance which can prevent seizure when repeatedly tightening and loosening.
- there is no problem of foreign matter adhering to the surface unlike the liquid lubricant which prevents the seizure resistance from being reduced due to the foreign matter adhering, and also facilitates handling of the threaded joint.
- a pin formed on the outer surface of the end of a 13Cr steel or carbon steel oil well pipe with an outer diameter of 7 inches (17.8 mm) is fitted with a steel screw joint of the same material fitted to the pin.
- a threaded joint consisting of a box formed on the inner surface of the component. This threaded joint had a threaded portion and a threadless metal contact portion in both the pin and the box, and was capable of metal sealing.
- 13Cr steel is a type of high alloy steel and is a material that is susceptible to seizure.
- the surface of the threaded portion of the pin and the surface of the metal contact portion without thread are simply referred to as “pin surface”, and the surface of the threaded portion of the box and the surface of the metal contact portion without thread are simply referred to as “box surface”.
- the lubricating film was formed only on the box surface (that is, the screw portion of the box and the metal contact portion without the screw).
- a threaded joint for steel pipes in which a lubricating coating consisting of two layers, a lower liquid layer and an upper solid layer, is formed on the box surface of a 13Cr steel threaded joint.
- the pin surface remained untreated.
- the threaded joint treated as described above was subjected to a repeated tightening-loosening test simulating the operation in an actual pipe.
- the rotation speed for tightening and loosening was 20 rpm, and the tightening torque was 15,000 ft ⁇ lbs (about 20,000 J).
- Seizure occurs when tightening Repeated until At that time, for minor seizures that could be tightened if they were groomed, the tightening was continued with grooming. Table 2 shows the results. In this test, the seizure resistance is acceptable if the number of times of tightening and loosening until seizure is 10 or more.
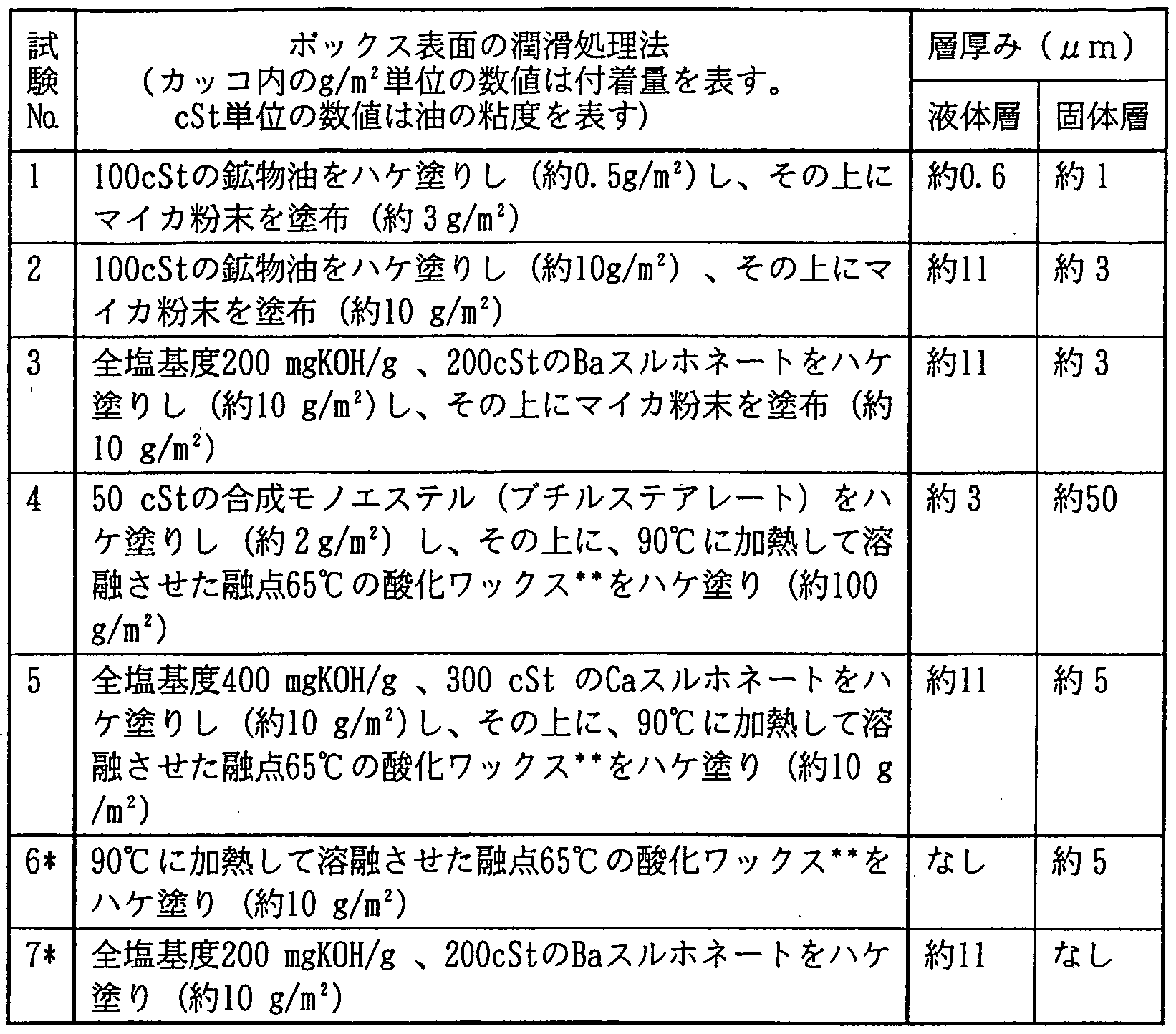
- one side of a 13Cr steel block test piece (20 mm square, 10 mm thick) was subjected to the above-mentioned base treatment for the box, and then subjected to the same conditions as in Table 2.
- a two-layer lubricating film consisting of a liquid layer and a solid layer was formed.
- the test piece was weighed with a precision balance after the formation of each layer of the liquid layer and the solid layer, and the adhesion amount of each layer was calculated and is shown in Table 1.
- the approximate film thickness of each layer was calculated from the amount of adhesion and the approximate density of each layer, and is also shown in Table 1.
- the obtained test piece is placed on a petri dish laid with iron powder as shown in Fig. 2 with its lubricating coating facing down. After one minute, the test piece is taken out and the weight of the iron powder attached to the surface Was measured with a precision balance. The stickiness was evaluated based on the amount of the adhesion. Table 1 also shows the results of the stickiness evaluation test. A coating weight of 5 g / m 2 or less is considered to be acceptable. This is because the findings so far have shown that seizure does not occur even if the scale adheres to 5 g / m 2 if localized.
- the viscosity of the oxide at 90 ° C is about 10 cSto
- the threaded joints of Test Nos. 1 to 5 according to the present invention both sufficiently satisfied the required performance in both seizure resistance and stickiness.
- the galling resistance of the threaded joints of Test Nos. 3 and 5, in which the liquid layer was formed from a basic organic acid metal salt became higher.
- the solid layer was placed above the liquid layer. The formation of does not impair the excellent lubricity derived from the liquid layer.
- This example illustrates a threaded joint for a steel pipe in which a lubricating coating made of a mixture of a lubricating oil and a wax is formed on a box surface of a 13Cr steel and carbon steel threaded joint according to the second embodiment of the present invention.
- the surface of the pin on which the lubricating film was not formed was subjected to only a base treatment.
- the underlayer treatment applied to the pin surface was manganese phosphate treatment for carbon steel pins, and copper plating for 13Cr steel pins.
- a lubricating coating was formed.
- the coating was performed using a mixture liquefied by heating (that is, a mixture liquefied with wax) or a mixture liquefied by dilution with a solvent.
- the values of the viscosity of the lubricating oil in Table 3 are the values at 40 ° C.
- the mixing ratio of each component shown in Table 3 is a mass ratio.
- Table 4 summarizes the composition of the mixture used for coating, the heating temperature of the mixture, and the coating method.
- Example 1 The seizure resistance of the threaded joint whose contact surfaces of the pin and the box were treated as described above was evaluated by repeated tightening and loosening tests in the same manner as in Example 1. The stickiness was also evaluated by the same test method as in Example 1. Table 5 summarizes the above test results. Table 5 shows the tabs for the stickiness evaluation test. The approximate thickness of the lubricating film obtained from the amount of the lubricating film formed on the lock-shaped test piece and its approximate density is also shown.
- the number in No. u m unit indicates the average particle size of the powder
- a mixture of 100 cSt of paraffinic mineral oil and petrolatum with a melting point of 45 ° C in a ratio of 3: 1 is heated to 45 ° C to form a liquid and applied with brush.
- a mixture of 100 cSt Ca salicylate (basicity: 150 mgKOH / g) and oxidized pettas with a melting point of 65 t in a ratio of 4: 1 is heated to 130 ° C to form a liquid, which is then applied with brush.
- a mixture of 100 cSt of paraffinic mineral oil and petrolatum with a melting point of 45 ° C in a ratio of 1: 4 is heated to 45 ° C to form a liquid and applied with brush.
- a mixture of a synthetic monoester oil of 60 cSt and paraffin with a melting point of 70 ° C in a ratio of 10: 1 is heated to 80 to form a liquid and applied with brush.
- a mixture of animal oil (150 cSt) and oxidized wax with a melting point of 65 ° C in a 1:10 ratio is heated to 70 ° C to form a liquid and applied with brush.
- a mixture of animal oil of 150 cSt, paraffin wax having a melting point of 70 ° C, and polystyrene resin powder of about 1 in a ratio of 4: 4: 1 is heated to 80 ° C to form a liquid, which is brush-coated.
- the lubricating film contained a fatty acid metal salt as a solid additive.
- very good seizure resistance was obtained with the number of times of tightening and loosening being 20 times or more. As a result, it is possible to prevent goling even in the case of a threaded joint for a large-diameter oil country tubular good in which seizure easily occurs.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Mining & Mineral Resources (AREA)
- Geology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Physics & Mathematics (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Environmental & Geological Engineering (AREA)
- Fluid Mechanics (AREA)
- Organic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Lubricants (AREA)
- Non-Disconnectible Joints And Screw-Threaded Joints (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description




Claims
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AU2003241890A AU2003241890A1 (en) | 2002-05-31 | 2003-05-29 | Screw joint for steel pipe |
| DE60330164T DE60330164D1 (de) | 2002-05-31 | 2003-05-29 | Schraubverbindung für stahlrohr |
| BR0311510-0A BR0311510A (pt) | 2002-05-31 | 2003-05-29 | Junta rosqueada para tubos de aço |
| CA002487361A CA2487361C (en) | 2002-05-31 | 2003-05-29 | Screw joint for steel pipe |
| EP03733146A EP1548346B1 (en) | 2002-05-31 | 2003-05-29 | Screw joint for steel pipe |
| MXPA04011926A MXPA04011926A (es) | 2002-05-31 | 2003-05-29 | Juntas roscadas para tubos de acero. |
| AT03733146T ATE449279T1 (de) | 2002-05-31 | 2003-05-29 | Schraubverbindung für stahlrohr |
| US10/765,837 US7360798B2 (en) | 2002-05-31 | 2004-01-29 | Threaded joint for steel pipes |
| NO20045097A NO337463B1 (no) | 2002-05-31 | 2004-11-23 | Gjengeskjøt for stålrør |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002-159563 | 2002-05-31 | ||
| JP2002159563 | 2002-05-31 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US10/765,837 Continuation US7360798B2 (en) | 2002-05-31 | 2004-01-29 | Threaded joint for steel pipes |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2003102457A1 true WO2003102457A1 (en) | 2003-12-11 |
Family
ID=29706520
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2003/006743 Ceased WO2003102457A1 (en) | 2002-05-31 | 2003-05-29 | Screw joint for steel pipe |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US7360798B2 (ja) |
| EP (1) | EP1548346B1 (ja) |
| CN (2) | CN101614306B (ja) |
| AR (1) | AR039942A1 (ja) |
| AT (1) | ATE449279T1 (ja) |
| AU (1) | AU2003241890A1 (ja) |
| BR (1) | BR0311510A (ja) |
| CA (1) | CA2487361C (ja) |
| DE (1) | DE60330164D1 (ja) |
| ES (1) | ES2334658T3 (ja) |
| MX (1) | MXPA04011926A (ja) |
| NO (1) | NO337463B1 (ja) |
| PL (1) | PL203768B1 (ja) |
| RU (1) | RU2281429C2 (ja) |
| WO (1) | WO2003102457A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014079811A1 (en) | 2012-11-26 | 2014-05-30 | Vallourec Oil And Gas France | Device for protecting a male end of a component of a flexible-joint threaded tubular connection |
| US9206930B2 (en) | 2007-02-21 | 2015-12-08 | Vallourec Oil And Gas France | Device for protecting a female end of a threaded tubular connection component, having an anti-unscrewing brake |
| WO2016102848A1 (fr) | 2014-12-23 | 2016-06-30 | Vallourec Oil And Gas France | Dispositif de protection d'une extrémité d'un composant de joint fileté tubulaire a joint souple |
| US12312552B2 (en) | 2021-05-31 | 2025-05-27 | Jfe Steel Corporation | Agent for forming solid lubricating coating film, oil country tubular goods, threaded joint for oil country tubular goods, and method for manufacturing oil country tubular goods |
| US12448581B2 (en) * | 2021-05-31 | 2025-10-21 | Jfe Steel Corporation | Agent, oil country tubular goods, and threaded joint for oil country tubular goods |
Families Citing this family (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060006648A1 (en) * | 2003-03-06 | 2006-01-12 | Grimmett Harold M | Tubular goods with threaded integral joint connections |
| JP4599874B2 (ja) * | 2004-04-06 | 2010-12-15 | 住友金属工業株式会社 | 油井管用ねじ継手、及びその製造方法 |
| US7770935B2 (en) * | 2005-01-13 | 2010-08-10 | Sumitomo Metal Industries, Ltd. | Threaded joint for steel pipes |
| US7883118B2 (en) * | 2005-03-29 | 2011-02-08 | Sumitomo Metal Industries, Ltd. | Threaded joint for steel pipes |
| US7521402B2 (en) * | 2005-08-22 | 2009-04-21 | Nd Industries, Inc. | Lubricant composition, fastener coated with same, and methods for making and using same |
| JP4275656B2 (ja) | 2005-09-02 | 2009-06-10 | 住友金属工業株式会社 | 鋼管用ねじ継手 |
| FR2892174B1 (fr) * | 2005-10-14 | 2007-12-28 | Vallourec Mannesmann Oil Gas F | Element filete tubulaire muni d'un revetement protecteur sec |
| AR057940A1 (es) * | 2005-11-30 | 2007-12-26 | Tenaris Connections Ag | Conexiones roscadas con recubrimientos de alta y baja friccion |
| JP4596331B2 (ja) * | 2006-09-21 | 2010-12-08 | 住友金属工業株式会社 | 管のねじ継手の超音波探傷方法 |
| JP5145684B2 (ja) * | 2006-10-13 | 2013-02-20 | 新日鐵住金株式会社 | 鋼管用ねじ継手に適した潤滑被膜形成用組成物 |
| US8322754B2 (en) | 2006-12-01 | 2012-12-04 | Tenaris Connections Limited | Nanocomposite coatings for threaded connections |
| JP4924103B2 (ja) * | 2007-03-02 | 2012-04-25 | 住友金属工業株式会社 | 油井管用ねじ継手 |
| US20080236842A1 (en) * | 2007-03-27 | 2008-10-02 | Schlumberger Technology Corporation | Downhole oilfield apparatus comprising a diamond-like carbon coating and methods of use |
| FR2914926B1 (fr) * | 2007-04-11 | 2013-11-01 | Vallourec Mannesmann Oil & Gas | Composition de lubrification a coefficient de frottement adaptable, pour un element filete d'un composant de joint filete tubulaire. |
| MX2009011010A (es) † | 2007-04-13 | 2009-10-30 | Vallourec Mannesmann Oil & Gas | Elemento roscado tubular provisto de un revestimiento protector seco. |
| FR2917805B1 (fr) * | 2007-06-25 | 2009-09-04 | Vallourec Mannesmann Oil & Gas | Element filete de composant a filetage antagonistes, et joint filete tubulaire correspondant |
| BRPI0819253B1 (pt) * | 2007-11-02 | 2022-09-20 | Vallourec Oil And Gas France | Composição para formar um revestimento lubrificante sobre uma junta rosqueada para tubos |
| EA017703B1 (ru) | 2007-12-04 | 2013-02-28 | Сумитомо Метал Индастриз, Лтд. | Резьбовое соединение для труб |
| BRPI1014102A2 (pt) | 2009-03-31 | 2018-03-06 | Sumitomo Metal Ind | junta rosqueada para tubulações |
| US8562268B2 (en) | 2009-04-17 | 2013-10-22 | Illinois Tool Works Inc. | Fastener tip coating chemistry |
| US9234613B2 (en) * | 2010-05-28 | 2016-01-12 | Halliburton Energy Services, Inc. | Well assembly coupling |
| UA105334C2 (uk) * | 2010-11-05 | 2014-04-25 | Ниппон Стил Энд Сумитомо Метал Корпорэйшн | Нарізне з'єднання труб, що має поліпшені характеристики при високому крутному моменті |
| FR2970028B1 (fr) | 2010-12-29 | 2012-12-28 | Vallourec Mannesmann Oil & Gas | Procede de revetement d'un composant tubulaire filete, composant filete et joint resultant |
| RU2481390C1 (ru) * | 2011-09-19 | 2013-05-10 | Общество с ограниченной ответственностью "Производственно-коммерческая фирма "РУСМА" | Состав резьбовой смазки |
| US9057226B2 (en) | 2012-05-03 | 2015-06-16 | Vetco Gray Inc. | Method of forming a machinable surface |
| BR112015002181B1 (pt) * | 2012-08-06 | 2021-11-03 | Vallourec Oil And Gas France | Composição para formar um revestimento lubrificante para uma junta tubular roscada, junta tubular roscada e método de conexão de uma pluralidade de produtos tubulares petrolíferos |
| RU2627704C1 (ru) * | 2013-09-02 | 2017-08-10 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Смазочная пленкообразующая композиция и резьбовое соединение для стальных труб |
| MX2016007276A (es) * | 2013-12-05 | 2016-08-11 | Nippon Steel & Sumitomo Metal Corp | Union roscada para tuberias de acero. |
| CN103670292A (zh) * | 2013-12-09 | 2014-03-26 | 淮南矿业(集团)有限责任公司 | 一种矿用钻杆装置 |
| AR100953A1 (es) | 2014-02-19 | 2016-11-16 | Tenaris Connections Bv | Empalme roscado para una tubería de pozo de petróleo |
| JP6407011B2 (ja) * | 2014-12-22 | 2018-10-17 | キヤノン株式会社 | 無端ベルト |
| CN104947058B (zh) * | 2015-06-25 | 2017-04-26 | 西安交通大学 | 螺纹连接套管的抗粘扣组合涂层及其制备方法 |
| US9470044B1 (en) | 2015-07-06 | 2016-10-18 | Pegasis S.r.l. | Threaded connection having high galling resistance and method of making same |
| MX2018011701A (es) * | 2016-06-08 | 2019-02-18 | Nippon Steel & Sumitomo Metal Corp | Conexion roscada para tubo de acero. |
| CN109416140A (zh) * | 2016-06-30 | 2019-03-01 | 新日铁住金株式会社 | 管用螺纹接头和管用螺纹接头的制造方法 |
| US20200190683A1 (en) * | 2016-10-18 | 2020-06-18 | Nippon Steel & Sumitomo Metal Corporation | Threaded Connection for Pipe and Method for Producing Threaded Connection for Pipe |
| WO2019074103A1 (ja) * | 2017-10-13 | 2019-04-18 | 新日鐵住金株式会社 | 管用ねじ継手及び管用ねじ継手の製造方法 |
| CN108300553A (zh) * | 2018-03-23 | 2018-07-20 | 广州雷斯曼新材料科技有限公司 | 一种用于重型机械润滑的合成润滑油及其制备方法 |
| JP6566376B1 (ja) * | 2019-02-22 | 2019-08-28 | 三桜工業株式会社 | 管継手及び管継手付きチューブ並びに管継手の製造方法 |
| JP7733361B2 (ja) * | 2019-08-09 | 2025-09-03 | 三桜工業株式会社 | 管継手及び管継手付きチューブ |
| CN111303960B (zh) * | 2020-04-01 | 2022-04-08 | 苏州健雄职业技术学院 | 一种自修复润滑油脂及其制备方法 |
| US11732211B2 (en) | 2021-11-30 | 2023-08-22 | Rtx Scientific, Incorporated | Pipe sealing compound/adjunct lubricant |
| CN119654514A (zh) * | 2022-08-25 | 2025-03-18 | 杰富意钢铁株式会社 | 油井管、油井管螺纹接头和涂料 |
| EP4559985A4 (en) * | 2022-08-25 | 2025-10-15 | Jfe Steel Corp | Chemical agent for forming a solid lubricating coating, method for producing a chemical agent, method for applying a chemical agent, oil well pipe and oil well pipe screw joint |
| WO2024043132A1 (ja) * | 2022-08-25 | 2024-02-29 | Jfeスチール株式会社 | 固体潤滑被膜を形成するためのコーティング用薬剤、そのコーティング用薬剤の製造方法、油井管補修方法、油井管の潤滑改善方法、及び油井管 |
| CN116354613B (zh) * | 2023-02-23 | 2025-04-25 | 湖北大学 | 户外水雾收集用自溢油凝胶超滑液涂层材料的制备方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58179295A (ja) * | 1982-04-14 | 1983-10-20 | Nippon Parkerizing Co Ltd | ステンレス鋼製ボルト・ナツトの潤滑処理方法 |
| JPH02142895A (ja) * | 1988-11-24 | 1990-05-31 | Nippon Kouyu:Kk | 高温特性の優れた油井管ジョイント部分の気密保持用シール剤 |
| JPH08103724A (ja) | 1994-10-04 | 1996-04-23 | Nippon Steel Corp | 耐ゴーリング性に優れた鋼管継手の表面処理方法 |
| JPH08105582A (ja) * | 1994-10-04 | 1996-04-23 | Nippon Steel Corp | 耐ゴーリング性に優れた高Cr合金鋼製鋼管継手の表面処理方法 |
| JPH08233164A (ja) | 1995-03-02 | 1996-09-10 | Nippon Steel Corp | 無潤滑下での耐焼付き性に優れたネジ継手 |
| JPH08233163A (ja) | 1995-03-02 | 1996-09-10 | Nippon Steel Corp | 無潤滑下での耐焼付き性に優れたネジ継手 |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1033735A (en) * | 1962-04-19 | 1966-06-22 | Acheson Ind Inc | Improvements in or relating to lubricant compositions |
| US3869393A (en) * | 1970-05-21 | 1975-03-04 | Everlube Corp Of America | Solid lubricant adhesive film |
| US3849323A (en) * | 1972-04-24 | 1974-11-19 | Weiner T | Friction-reducing petroleum mixtures and method of making same |
| FR2213350B1 (ja) * | 1972-11-08 | 1975-04-11 | Sfec | |
| US4256811A (en) * | 1978-07-28 | 1981-03-17 | Placer Exploration Limited | Coating composition for steel containing zinc metal, zinc oxide, molybdenum sulfide, a resin and a solvent |
| JPS6057519B2 (ja) * | 1981-08-20 | 1985-12-16 | 住友金属工業株式会社 | 耐焼付性に優れた油井管継手およびその製造方法 |
| US4527815A (en) * | 1982-10-21 | 1985-07-09 | Mobil Oil Corporation | Use of electroless nickel coating to prevent galling of threaded tubular joints |
| US4468309A (en) * | 1983-04-22 | 1984-08-28 | White Engineering Corporation | Method for resisting galling |
| GB2140117B (en) * | 1983-05-17 | 1986-11-05 | Boc Nowsco Ltd | Screw-thread protection |
| JPS60205091A (ja) * | 1984-03-29 | 1985-10-16 | 住友金属工業株式会社 | 油井管用管継手 |
| SU1572423A3 (ru) * | 1984-08-30 | 1990-06-15 | Хантинг Ойлфилд Сервисиз (Юк) Лимитед (Фирма) | Резьбовое соединение труб |
| US4758025A (en) * | 1985-06-18 | 1988-07-19 | Mobil Oil Corporation | Use of electroless metal coating to prevent galling of threaded tubular joints |
| US4871194A (en) * | 1986-05-02 | 1989-10-03 | Sumitomo Metal Industries, Ltd. | Oil well pipe joint and manufacturing method therefor |
| US4813714A (en) * | 1986-08-06 | 1989-03-21 | Loctite Corporation | Petroleum equipment tubular connection |
| US4692988A (en) * | 1986-08-19 | 1987-09-15 | Nowsco Well Service (U.K.) Limited | Screw thread protection |
| JPH0631661B2 (ja) * | 1987-02-23 | 1994-04-27 | 新日本製鐵株式会社 | 低応力・高気密油井管用ネジ継手 |
| JPS63293384A (ja) * | 1987-05-27 | 1988-11-30 | 住友金属工業株式会社 | ねじ継手付frp管 |
| FR2673199B1 (fr) * | 1991-02-21 | 1994-01-21 | Vallourec Industries | Revetement de surface anti-grippage pour moyen d'assemblage de tubes par filetages et procede de realisation d'un tel revetement. |
| IT1264630B1 (it) * | 1993-06-30 | 1996-10-04 | Agip Spa | Protezione antigrippaggio perfezionata per giunti particolarmente adatta nel campo petrolifero |
| US6027145A (en) * | 1994-10-04 | 2000-02-22 | Nippon Steel Corporation | Joint for steel pipe having high galling resistance and surface treatment method thereof |
| US5687999A (en) * | 1995-10-03 | 1997-11-18 | Vallourec Oil & Gas | Threaded joint for tubes |
| US6017857A (en) * | 1997-01-31 | 2000-01-25 | Elisha Technologies Co Llc | Corrosion resistant lubricants, greases, and gels |
| EP1211451B1 (en) * | 1999-08-27 | 2011-10-05 | Sumitomo Metal Industries, Ltd. | Threaded joint for oil well pipe |
| CA2395943A1 (en) * | 1999-12-27 | 2001-07-05 | Shigeo Nagasaku | Screw joint for oil well pipe |
| SE515194C2 (sv) * | 2000-03-02 | 2001-06-25 | Sandvik Ab | Gängförband och bergborrelementför slående borrning |
| FR2813375B1 (fr) * | 2000-08-31 | 2003-06-20 | Vallourec Mannesmann Oil & Gas | Element filete pour joint filete tubulaire resistant au grippage |
| JP4092871B2 (ja) * | 2000-12-04 | 2008-05-28 | 住友金属工業株式会社 | ねじ継手の潤滑処理に適した潤滑被膜形成用組成物 |
| JP3931564B2 (ja) * | 2001-01-25 | 2007-06-20 | 住友金属工業株式会社 | 耐焼付き性及び防錆性に優れた鋼管用ねじ継手 |
| RU2258170C2 (ru) * | 2001-04-11 | 2005-08-10 | Сумитомо Метал Индастриз, Лтд. | Резьбовое соединение для стальных труб и способ обработки его поверхности |
| WO2002084162A1 (en) * | 2001-04-11 | 2002-10-24 | Sumitomo Metal Industries, Ltd. | Threaded joint for steel pipe |
| JP3870732B2 (ja) * | 2001-07-25 | 2007-01-24 | 住友金属工業株式会社 | 耐焼付き性に優れた鋼管用ねじ継手 |
-
2003
- 2003-05-29 AU AU2003241890A patent/AU2003241890A1/en not_active Abandoned
- 2003-05-29 MX MXPA04011926A patent/MXPA04011926A/es active IP Right Grant
- 2003-05-29 RU RU2004139074/06A patent/RU2281429C2/ru active
- 2003-05-29 CN CN2009102033668A patent/CN101614306B/zh not_active Expired - Fee Related
- 2003-05-29 EP EP03733146A patent/EP1548346B1/en not_active Expired - Lifetime
- 2003-05-29 ES ES03733146T patent/ES2334658T3/es not_active Expired - Lifetime
- 2003-05-29 CN CN03812476A patent/CN100588864C/zh not_active Expired - Fee Related
- 2003-05-29 PL PL372766A patent/PL203768B1/pl unknown
- 2003-05-29 WO PCT/JP2003/006743 patent/WO2003102457A1/ja not_active Ceased
- 2003-05-29 AT AT03733146T patent/ATE449279T1/de active
- 2003-05-29 BR BR0311510-0A patent/BR0311510A/pt not_active IP Right Cessation
- 2003-05-29 DE DE60330164T patent/DE60330164D1/de not_active Expired - Lifetime
- 2003-05-29 CA CA002487361A patent/CA2487361C/en not_active Expired - Fee Related
- 2003-05-30 AR ARP030101943A patent/AR039942A1/es active IP Right Grant
-
2004
- 2004-01-29 US US10/765,837 patent/US7360798B2/en not_active Expired - Lifetime
- 2004-11-23 NO NO20045097A patent/NO337463B1/no not_active IP Right Cessation
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58179295A (ja) * | 1982-04-14 | 1983-10-20 | Nippon Parkerizing Co Ltd | ステンレス鋼製ボルト・ナツトの潤滑処理方法 |
| JPH02142895A (ja) * | 1988-11-24 | 1990-05-31 | Nippon Kouyu:Kk | 高温特性の優れた油井管ジョイント部分の気密保持用シール剤 |
| JPH08103724A (ja) | 1994-10-04 | 1996-04-23 | Nippon Steel Corp | 耐ゴーリング性に優れた鋼管継手の表面処理方法 |
| JPH08105582A (ja) * | 1994-10-04 | 1996-04-23 | Nippon Steel Corp | 耐ゴーリング性に優れた高Cr合金鋼製鋼管継手の表面処理方法 |
| JPH08233164A (ja) | 1995-03-02 | 1996-09-10 | Nippon Steel Corp | 無潤滑下での耐焼付き性に優れたネジ継手 |
| JPH08233163A (ja) | 1995-03-02 | 1996-09-10 | Nippon Steel Corp | 無潤滑下での耐焼付き性に優れたネジ継手 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9206930B2 (en) | 2007-02-21 | 2015-12-08 | Vallourec Oil And Gas France | Device for protecting a female end of a threaded tubular connection component, having an anti-unscrewing brake |
| WO2014079811A1 (en) | 2012-11-26 | 2014-05-30 | Vallourec Oil And Gas France | Device for protecting a male end of a component of a flexible-joint threaded tubular connection |
| US9611971B2 (en) | 2012-11-26 | 2017-04-04 | Vallourec Oil And Gas France | Device for protecting a male end of a component of a flexible-joint threaded tubular connection |
| WO2016102848A1 (fr) | 2014-12-23 | 2016-06-30 | Vallourec Oil And Gas France | Dispositif de protection d'une extrémité d'un composant de joint fileté tubulaire a joint souple |
| US12312552B2 (en) | 2021-05-31 | 2025-05-27 | Jfe Steel Corporation | Agent for forming solid lubricating coating film, oil country tubular goods, threaded joint for oil country tubular goods, and method for manufacturing oil country tubular goods |
| US12448581B2 (en) * | 2021-05-31 | 2025-10-21 | Jfe Steel Corporation | Agent, oil country tubular goods, and threaded joint for oil country tubular goods |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1548346A4 (en) | 2007-01-24 |
| DE60330164D1 (de) | 2009-12-31 |
| PL203768B1 (pl) | 2009-11-30 |
| BR0311510A (pt) | 2005-02-22 |
| NO20045097L (no) | 2004-12-29 |
| ES2334658T3 (es) | 2010-03-15 |
| PL372766A1 (en) | 2005-08-08 |
| CN100588864C (zh) | 2010-02-10 |
| CA2487361C (en) | 2008-11-04 |
| AR039942A1 (es) | 2005-03-09 |
| RU2281429C2 (ru) | 2006-08-10 |
| EP1548346B1 (en) | 2009-11-18 |
| ATE449279T1 (de) | 2009-12-15 |
| AU2003241890A1 (en) | 2003-12-19 |
| CN101614306A (zh) | 2009-12-30 |
| US7360798B2 (en) | 2008-04-22 |
| CN1656334A (zh) | 2005-08-17 |
| NO337463B1 (no) | 2016-04-18 |
| RU2004139074A (ru) | 2005-06-10 |
| US20040239105A1 (en) | 2004-12-02 |
| MXPA04011926A (es) | 2005-03-31 |
| EP1548346A1 (en) | 2005-06-29 |
| CN101614306B (zh) | 2011-02-16 |
| CA2487361A1 (en) | 2003-12-11 |
| AU2003241890A8 (en) | 2003-12-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2003102457A1 (en) | Screw joint for steel pipe | |
| JP4218423B2 (ja) | 鋼管用ねじ継手 | |
| JP5736516B2 (ja) | 管状ねじ継手とそれに使用する潤滑被膜形成用組成物 | |
| JP5338675B2 (ja) | 潤滑被膜を備えた管ねじ継手 | |
| JP4092871B2 (ja) | ねじ継手の潤滑処理に適した潤滑被膜形成用組成物 | |
| JP4821775B2 (ja) | 油井管用ねじ継手 | |
| CN103946617B (zh) | 具有改善的高扭矩性能的管状螺纹接头 | |
| AU2002228341B2 (en) | Threaded joint for steel pipe with excellent seizure and corrosion resistances | |
| JP5408390B2 (ja) | 高トルク締付け特性に優れた管ねじ継手 | |
| JP5429302B2 (ja) | 管ねじ継手 | |
| BRPI0311510B1 (pt) | Threaded gasket for steel pipes | |
| OA17268A (en) | Tubular threaded joint having improved high torque performance. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): AE AG AL AM AT AU AZ BA BB BG BR BY BZ CA CH CN CO CR CU CZ DE DK DM DZ EC EE ES FI GB GD GE GH GM HR HU ID IL IN IS KE KG KR KZ LC LK LR LS LT LU LV MA MD MG MK MN MW MX MZ NI NO NZ OM PH PL PT RO RU SC SD SE SG SK SL TJ TM TN TR TT TZ UA UG US UZ VC VN YU ZA ZM ZW |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): GH GM KE LS MW MZ SD SL SZ TZ UG ZM ZW AM AZ BY KG KZ MD RU TJ TM AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LU MC NL PT RO SE SI SK TR BF BJ CF CG CI CM GA GN GQ GW ML MR NE SN TD TG |
|
| DFPE | Request for preliminary examination filed prior to expiration of 19th month from priority date (pct application filed before 20040101) |
Free format text: EXCEPT/SAUF US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 10765837 Country of ref document: US |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2487361 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2003733146 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: PA/a/2004/011926 Country of ref document: MX Ref document number: 372766 Country of ref document: PL Ref document number: 20038124769 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2004139074 Country of ref document: RU Kind code of ref document: A |
|
| WWP | Wipo information: published in national office |
Ref document number: 2003733146 Country of ref document: EP |