WO2006070083A1 - Composition aqueuse de protection et de lubrification - Google Patents
Composition aqueuse de protection et de lubrification Download PDFInfo
- Publication number
- WO2006070083A1 WO2006070083A1 PCT/FR2005/002846 FR2005002846W WO2006070083A1 WO 2006070083 A1 WO2006070083 A1 WO 2006070083A1 FR 2005002846 W FR2005002846 W FR 2005002846W WO 2006070083 A1 WO2006070083 A1 WO 2006070083A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- acid
- composition according
- sheet
- oil
- fatty acid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M173/00—Lubricating compositions containing more than 10% water
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M173/00—Lubricating compositions containing more than 10% water
- C10M173/02—Lubricating compositions containing more than 10% water not containing mineral or fatty oils
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/02—Water
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/06—Metal compounds
- C10M2201/061—Carbides; Hydrides; Nitrides
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/087—Boron oxides, acids or salts
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/10—Carboxylix acids; Neutral salts thereof
- C10M2207/12—Carboxylix acids; Neutral salts thereof having carboxyl groups bound to acyclic or cycloaliphatic carbon atoms
- C10M2207/121—Carboxylix acids; Neutral salts thereof having carboxyl groups bound to acyclic or cycloaliphatic carbon atoms having hydrocarbon chains of seven or less carbon atoms
- C10M2207/122—Carboxylix acids; Neutral salts thereof having carboxyl groups bound to acyclic or cycloaliphatic carbon atoms having hydrocarbon chains of seven or less carbon atoms monocarboxylic
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/28—Esters
- C10M2207/281—Esters of (cyclo)aliphatic monocarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/28—Esters
- C10M2207/282—Esters of (cyclo)aliphatic oolycarboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/28—Esters
- C10M2207/283—Esters of polyhydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/40—Fatty vegetable or animal oils
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2010/00—Metal present as such or in compounds
- C10N2010/02—Groups 1 or 11
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2010/00—Metal present as such or in compounds
- C10N2010/04—Groups 2 or 12
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2020/00—Specified physical or chemical properties or characteristics, i.e. function, of component of lubricating compositions
- C10N2020/01—Physico-chemical properties
- C10N2020/065—Saturated Compounds
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2020/00—Specified physical or chemical properties or characteristics, i.e. function, of component of lubricating compositions
- C10N2020/01—Physico-chemical properties
- C10N2020/067—Unsaturated Compounds
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2020/00—Specified physical or chemical properties or characteristics, i.e. function, of component of lubricating compositions
- C10N2020/01—Physico-chemical properties
- C10N2020/069—Linear chain compounds
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2020/00—Specified physical or chemical properties or characteristics, i.e. function, of component of lubricating compositions
- C10N2020/01—Physico-chemical properties
- C10N2020/071—Branched chain compounds
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2030/00—Specified physical or chemical properties which is improved by the additive characterising the lubricating composition, e.g. multifunctional additives
- C10N2030/12—Inhibition of corrosion, e.g. anti-rust agents or anti-corrosives
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/24—Metal working without essential removal of material, e.g. forming, gorging, drawing, pressing, stamping, rolling or extruding; Punching metal
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/243—Cold working
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/244—Metal working of specific metals
- C10N2040/246—Iron or steel
Definitions
- Aqueous protection and lubrication composition Aqueous protection and lubrication composition
- the invention relates to an aqueous composition and the use of this composition for treating the surface of a steel strip or sheet on at least one of its faces, in order to improve protection against corrosion and lubrication. of the strip or sheet thus treated.
- a steel strip is generally subjected to recrystallization annealing and then to work hardening.
- the work hardening improves the mechanical characteristics and the flatness of the band, and prints on its surface a predetermined roughness. It is adapted according to the subsequent transformations experienced by the band, such as shaping, painting or remeshing.
- the hardening is conventionally carried out continuously by passage and moderate crushing of the strip between two cold-working cylinders.
- the strip is sprayed with a cold-working fluid by spraying this fluid on both sides of the strip at the level of the grip of the strip between the two rolls.
- the cold-working fluids are usually aqueous and may corrode the steel strip. Corrosion inhibitors are added to them which protect the steel against traces of water which may remain between the turns of a wound strip.
- the corrosion inhibitors used in the field of work hardening are commonly based on nitrites or amines, which generates strain hardening effluents particularly difficult and expensive to treat (use of flocculation treatment for example).
- the present invention therefore aims to overcome the disadvantages of the prior art, and to provide a non-toxic aqueous composition whose effluents are easy to treat, and which, when applied thin film on the surface of a steel band, has a dry appearance that allows to paint or enamel directly the band without the need to degrease beforehand, while giving the band both a good lubrication, and good resistance against wet corrosion and atmospheric corrosion.
- the subject of the invention is an aqueous composition
- aqueous composition comprising: 1 to 10 g / l of a water-soluble salt of heptanoic acid,
- nonionic surfactant optionally a nonionic surfactant.
- the invention also relates to the use of this aqueous composition for treating the surface of a steel strip or sheet on at least one of its faces, in order to improve protection against corrosion and lubrication. of the strip or sheet thus treated.
- the subject of the invention is also a process for hardening or forming a steel strip or sheet comprising the steps of:
- the invention finally relates to a method of enameling or painting a steel strip or sheet comprising the steps of: - applying on at least one face of said strip or sheet said aqueous composition, then
- the aqueous composition according to the invention comprises 1 to 10 g / l of a water-soluble salt of heptanoic acid, 1 to 10 g / l of an oxidizing agent and 50 to 800 g / l of at least one triglyceride.
- the choice of compounds is based on their respective synergy in the composition.
- the water-soluble salt of heptanoic acid is an inhibitor of wet corrosion, and to a lesser extent atmospheric corrosion of iron, and acts in synergy with the fatty acid triglyceride and / or the ester in question. regarding lubrication and resistance against atmospheric corrosion. This synergy with respect to atmospheric corrosion is further enhanced by the presence of the oxidant.
- the effluents of the composition are easy to treat. Effluent treatment is further facilitated due to the biodegradable character of the salts of heptanoic acid.
- the inventors have demonstrated that below 1 g / l of the water-soluble salt of heptanoic acid, the sheets treated with the composition do not have sufficient resistance against moisture-induced corrosion, since red rust appears after only 1 cycle. On the other hand, above 10 g / l, the improvement in the resistance against the corrosion of the humidotherm is not appreciable and the reprocessing of the effluents will be greater.
- the amount of water-soluble salt of heptanoic acid to be introduced into the composition so that it protects a steel strip against corrosion effectively will be greater than 10 g / l and the reprocessing of the effluents will be weighed down.
- the concentration of fatty acid triglyceride and / or ester is chosen so that when the composition according to the invention is applied thin film on a steel strip, that is to say for weights measured after drying of 0.1 to 1 g / m 2 , it gives it both good lubrication and a dry appearance, and further improves its resistance against atmospheric corrosion.
- the performance of the composition in terms of lubrication is excellent, but the band has a fatty surface appearance that is not acceptable.
- the band has a dry surface appearance, but the lubricating properties of the composition will be low.
- the aqueous composition preferably comprises between 2 and 6 g / l of water-soluble salt of heptanoic acid, between 5 and 7 g / l of oxidizing agent and between 80 and 500 g / l of fatty acid triglyceride and / or ester.
- the aqueous composition further comprises a nonionic surfactant.
- This surfactant makes it possible, on the one hand, to improve the emulsion of the fatty acid triglyceride and / or the ester and, on the other hand, to spread the composition on the steel strip in a homogeneous manner in order to obtain a thin film of protection of constant thickness.
- it facilitates the degreasing of the thin film applied composition on the surface of the strip, since hot water washing of the surface of the strip is sufficient to completely remove the film.
- composition comprises a surfactant
- its content is less than or equal to 15% by weight of at least one triglyceride and / or at least one ester. Indeed, beyond 15% of surfactant, there is no further significant effect of the surfactant and the effluents of the solution will be more difficult to treat.
- the water-soluble salt of heptanoic acid may be chosen from alkali metal salts and alkaline earth salts.
- An alkali metal salt of heptanoic acid and more preferably sodium heptanoate is preferably chosen.
- the oxidizing agent is preferably chosen from nitrites or perborates, and more preferentially sodium nitrite.
- the effluents of the aqueous composition according to the invention are easier to treat than the effluents of the solutions of the prior art based on nitrites. Indeed, according to the invention, the concentration of nitrite in the effluents remains below the allowable threshold and they can be removed without special treatment.
- the fatty acid triglyceride C ⁇ -Ci ⁇ may be chosen from triglycerides of oleic acid, ricinoleic acid, sebacic acid, lauric acid, myristic acid, palmitic acid and stearic acid .
- This fatty acid triglyceride C 6 -C B may be a natural vegetable oil selected from coconut oil, safflower oil, rapeseed oil, sunflower oil, soybean oil, palm oil, olive oil, alone or a mixture thereof.
- It can also be a synthetic oil obtained by the reaction of one mole of glycerol with three moles of fatty acid or a mixture of fatty acids.
- the C ⁇ -Ci ⁇ fatty acid from which the synthetic oil is derived may be chosen from sebacic acid, oleic acid, ricinoleic acid, lauric acid, myristic acid, palmitic acid and stearic acid.
- the C 1 -C 10 aliphatic alcohol from which the ester is derived comprises from 1 to 4 hydroxy functions, and may be chosen from methanol, ethanol, isopropanol, ethylhexanol, and pentaerythritol.
- the C 8 -C 22 mono- di-trifatty acid from which the ester is derived may be chosen from sebacic acid, oleic acid, ricinoleic acid, lauric acid, myristic acid, lactic acid and the like. palmitic acid and stearic acid.
- the ester is dioctyl sebacate (DOS).
- the aqueous composition according to the invention is applied to at least one of the faces of a steel strip or sheet with a basis weight, measured after drying of the aqueous composition, of between 0.1 and 1 g / m 2 per face, and preferably between 0.3 and 0.8 g / m 2 .
- This basis weight is sufficient to confer on the treated steel strip or sheet, both good lubrication facilitating the hardening of the strip or the sheet or its subsequent shaping, for example stamping, and good protection both in wet corrosion than in atmospheric corrosion, without additional oiling.
- the inventors have demonstrated that the surfaces of steels treated with the aqueous composition according to the invention made it possible to lubricate this surface as efficiently or more efficiently than with conventional oiling.
- the thin film-coated steel surfaces of a basis weight, measured after drying, of between 0.1 and 1 g / m 2 of the composition according to the invention have a dry appearance. This dry aspect is particularly interesting in terms of cleanliness in the workshops where are handled and / or formatted strips or sheets thus treated.
- the aqueous composition may be applied by spraying, spraying, dipping, coating or centrifuging.
- the application can be performed both on a strip or a steel sheet at room temperature than on a hot strip or sheet, that is to say at a temperature between 40 and 80 ° C.
- the strip or sheet thus treated is then dried by a stream of hot air heated to a temperature between 70 and 180 ° C.
- the strip or steel sheet coated with a thin film of a grammage, measured after drying, between 0.1 and 1 g / m 2 of the composition according to the invention is capable of being directly painted or enamelled without it is necessary to degrease the strip or the sheet before painting or enameling.
- the inventors have demonstrated that the surface appearance of the enamel or paint layer, as well as the adhesion of the enamel or paint layer to the strip or sheet metal, are as satisfactory as with the conventional enamelling or painting processes.
- the strip or the sheet can be easily degreased either by plunging it into a bath of hot water or an alkaline degreaser, or by spraying it with water.
- hot water or an alkaline degreaser at a temperature of between 40 and 80 ° C.
- the effluents resulting from this degreasing can be easily reprocessed using conventional reprocessing means.
- test pieces of width 150 mm, length 200 mm, and thickness 0.8 mm are cut in a cold-rolled steel sheet of SOLFER type.
- composition A composition according to the invention:
- NaNOa sodium nitrite
- composition B composition according to the invention:
- Composition C is a composition having Composition C:
- composition D - 3 g / l of sodium heptanoate (NaC7).
- composition E - 5 g / l of sodium heptanoate (NaC7).
- composition F "3 g / l heptair ⁇ oaf ⁇ d ⁇ ⁇ o ⁇ ium (designated NaC7) 100 g / l of dioctyl sebacate (DOS).
- DOS dioctyl sebacate
- composition G 100 g / l of dioctyl sebacate (DOS).
- compositions A, B, C, D 1 E, F and G are applied by spraying on the surface of the test pieces so as to obtain on each of the faces of the test piece, after drying of the composition, a film of the composition with a basis weight of about 300 to 500 mg / m 2 . In case of different weight, this one will be explicitly specified.
- the performance of this composition is compared to that of Quaker Ferrocoat 6130 referenced oil of QUAKER (noted Q6130, and applied with a basis weight of 1.5 g / m 2 ).
- This test consists in producing complete stampings from blanks cut from a steel sheet coated with a film of aqueous composition according to the invention or not.
- a bucket with a diameter of 32 mm and a depth of 25 mm is produced.
- the maximum stamping force necessary for the drawing of the cup is evaluated for a predetermined clamping force of the blanks.
- This maximum value is identified for a series of clamping force values of the blanks, so as to plot, as shown in the single figure, curves representing the variation of the maximum drawing force Fmax as a function of the force of the blank. blank holder. Beyond a blanking force greater than 150 kN, the blank greenhouse force is too much important, stamping buckets is impossible and there is a rupture of the blank during stamping.
- the aqueous composition according to the invention substantially improves the stamping behavior.
- the aqueous composition according to the invention can thus advantageously replace the conventional double treatment that the sheets undergo, namely an application of a cold-working fluid for temporary protection against corrosion, followed by subsequent oiling with a view to to give the sheet metal stamping ability while reinforcing its protection against corrosion.
- the films of aqueous composition according to the invention applied to the steel sheets provide protection against corrosion during the time between the manufacture of the sheets and their implementation for example by stamping. Two types of tests were carried out to evaluate the corrosion resistance of the treated sheets, namely, humidity-damping and staining tests.
- test pieces are placed in a climatic chamber corresponding to the DIN 50017 standard, which simulates the corrosion conditions of an outer coil of sheet metal coil or sheet metal sheet during storage.
- the specimens are suspended vertically individually.
- the result of the test is obtained by raising the number of successive cycles before the appearance of corrosion on the test specimen.
- the number of cycles noted is greater than 4, the resistance against corrosion humidotherm is in line with expectations.
- Table 2 reports the performance of the cold working solution according to the invention compared to Quaker Ferrocaot 6130.
- RR meaning red rust
- 0 to 5% RR means that 0 to 5% of the treated surface is covered with red rust
- 5 to 25% RR means that 5 to 25% of the treated surface is covered with red rust.
- aqueous composition according to the invention makes it possible to satisfactorily meet the resistance against corrosion by humidotherm.
- This example is intended to illustrate the corrosion protection performance of the aqueous composition according to the invention used as a work-hardening solution with respect to a fluid, conventional work hardening MA11 of the company CRODA (grammage 1 g / m 2 ).
- the staining test is estimated in the laboratory by the tight pack test which recreates the confinement that exists between the turns within the coil.
- specimens of steel sheets, a series of aqueous compositions to be tested and a series of corrosive aqueous solutions of sodium sulphate (Na 2 SO 4 ) at different concentrations are prepared.
- test procedure is as follows: one side of a test piece of sheet metal is sprayed successively with the treatment composition to be tested and with the corrosive solution,
- Table 3 shows the importance of rust traces according to the following quotations:
- aqueous composition according to the invention makes it possible to satisfactorily meet the protection against staining.
- This test is intended to show that a steel sheet coated with a thin film of the aqueous composition according to the invention is capable of being directly coated with an enamel layer having a good adhesion and a good surface appearance, without the need for prior cleaning of the sheet.
- test pieces coated with the enamel layer were subjected to annealing in a tunnel furnace, bringing them to a temperature of 830 ° C. for 3.5 minutes.
- test pieces treated with the aqueous composition according to the invention after cooling have a good surface appearance, smooth, without black spots and without craters.
- test pieces treated with a Quaker Ferrocoat 6130 oil film or with a film of one of the compositions in accordance with the invention but with a grammage greater than 1 g / m 2 have a granular surface appearance, with many craters and black dots.
- the enamel adhesion test on the treated steel according to the invention makes it possible to visually evaluate the amount of enamel integral with the support metal, after a violent impact achieved by means of a ball.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Organic Chemistry (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
L'invention concerne une composition aqueuse comprenant : 1 à 10 g/1 d'un sel hydrosoluble de l'acide heptanoïque, 1 à 10 g/1 d'un agent oxydant, 50 à 800 g/1 d'au moins un triglycéride d'acide gras en C<SUB>6</SUB>-C<SUB>18</SUB> et/ou au moins un ester dérivant de la condensation d'au moins un alcool aliphatique en C<SUB>1</SUB>-C<SUB>10</SUB> comprenant de 1 à 4 fonctions hydroxy, avec au moins un mono- di- ou tri- acide gras en C<SUB>8</SUB>-C<SUB>22</SUB>, et l'utilisation de cette composition aqueuse pour traiter la surface d'une bande en acier en vue de la lubrifier et de la protéger contre la corrosion.
Description
Composition aqueuse de protection et de lubrification
L'invention concerne une composition aqueuse et l'utilisation de cette composition pour traiter la surface d'une bande ou d'une tôle en acier sur au moins une de ses faces, en vue d'améliorer la protection contre la corrosion et la lubrification de la bande ou de la tôle ainsi traitée.
Le traitement des surfaces métalliques en vue de leur conférer de meilleures propriétés tribologiques et une meilleure résistance contre la corrosion est une préoccupation constante des producteurs. Dans cet objectif, il a déjà été développé de nombreuses formulations de traitement correspondantes.
Habituellement, après l'étape de laminage, une bande d'acier est généralement soumise à un recuit de recristallisation puis à un écrouissage.
L'écrouissage améliore les caractéristiques mécaniques et la planéité de la bande, et imprime à sa surface une rugosité prédéterminée. Il est adapté en fonction des transformations ultérieures que subit la bande, comme par exemple la mise en forme, la mise en peinture ou remaillage.
L'écrouissage est classiquement réalisé en continu par passage et écrasement modéré de la bande entre deux cylindres d'écrouissage. Pour permettre l'écrouissage, on asperge la bande par un fluide d'écrouissage en pulvérisant ce fluide sur les deux faces de la bande au niveau de l'emprise de la bande entre les deux cylindres.
Les fluides d'écrouissage sont habituellement aqueux et risquent de corroder la bande d'acier. On leur ajoute donc des inhibiteurs de corrosion qui protègent l'acier vis-à-vis des traces d'eau qui peuvent subsister entre les spires d'une bande bobinée.
Or, les inhibiteurs de corrosion utilisés dans le domaine de l'écrouissage sont couramment à base de nitrites ou d'aminés, ce qui génère des effluents d'écrouissage particulièrement difficiles et coûteux à traiter (utilisation de traitement de floculation par exemple).
En outre, en cas de stockage prolongé de la bande, il devient nécessaire de la protéger également contre la corrosion atmosphérique. En effet, la résistance contre la corrosion atmosphérique d'une bande en acier
traitée par les fluides d'écrouissage conventionnels est très insuffisante en cas de stockage supérieur à quelques semaines. C'est pourquoi généralement, après avoir essoré ou séché la bande écrouie, on dépose à la surface de la bande une couche de 1 à 3 g/m2 d'une composition à base d'huile minérale et d'additifs. Le rôle de ce film d'huile est double. Il permet non seulement d'assurer une protection efficace de la bande contre la corrosion atmosphérique pendant une longue période de stockage dans des environnements qui peuvent être très oxydants, mais aussi de faciliter la mise en forme ultérieure de la bande par exemple par emboutissage. Cependant, l'huilage des bandes présente divers inconvénients :
- Les huiles minérales de part leur toxicité et leur faible biodégradabilité ne répondent plus aux nouveaux critères imposés par les réglementations environnementales.
- L'application d'une couche d'huile de protection et de lubrification sur la surface métallique constitue une étape supplémentaire onéreuse dans la phase de mise en œuvre de la surface.
- Avant d'émailler ou de mettre en peinture la bande, il est indispensable de retirer le film d'huile dans des bains de dégraissage plus ou moins alcalins. Il faut ensuite traiter les effluents générés par le dégraissage de manière à respecter les normes de rejets admissibles en vigueur.
- Lorsque la bande huilée est bobinée, l'huile a tendance à s'échapper de l'espace inter-spire à cause de la pression qu'exercent les spires entre elles. L'huile s'écoule alors sur le sol des ateliers et les pollue, d'où la nécessité de nettoyer les sols et de prévoir des systèmes de récupération de l'huile.
La présente invention a donc pour but de surmonter les inconvénients de l'art antérieur, et de proposer une composition aqueuse non toxique dont les effluents sont faciles à traiter, et qui, lorsqu'elle est appliquée en film mince à la surface d'une bande en acier, présente un aspect sec qui permet de peindre ou d'émailler directement la bande sans qu'il soit nécessaire de la dégraisser au préalable, tout en conférant à la bande à la fois une bonne
lubrification, et une bonne résistance contre la corrosion humide et la corrosion atmosphérique.
A cet effet, l'invention a pour objet une composition aqueuse comprenant : - 1 à 10 g/1 d'un sel hydrosoluble de l'acide heptanoïque,
- 1 à 10 g/1 d'un agent oxydant,
- 50 à 800 g/1 d'au moins un triglycéride d'acide gras en C6-Ci8 et/ou au moins un ester dérivant de la condensation d'au moins un alcool aliphatique en C1-C10 comprenant de 1 à 4 fonctions hydroxy, avec au moins un mono- di- ou tri- acide gras en C8-C22, et
- éventuellement un agent tensioactif non ionique.
L'invention a également pour objet l'utilisation de cette composition aqueuse pour traiter la surface d'une bande ou d'une tôle en acier sur au moins une de ses faces, en vue d'améliorer la protection contre la corrosion et la lubrification de la bande ou de la tôle ainsi traitée.
L'invention a également pour objet un procédé d'écrouissage ou de mise en forme d'une bande ou d'une tôle en acier comprenant les étapes consistant à :
- appliquer sur au moins une face de cette bande ou tôle ladite composition aqueuse, puis
- procéder à l'écrouissage ou à la mise en forme proprement dit(e). L'invention a enfin pour objet un procédé d'émaillage ou de mise en peinture d'une bande ou d'une tôle en acier comprenant les étapes consistant à : - appliquer sur au moins une face de cette bande ou tôle ladite composition aqueuse, puis
- procéder à remaillage ou à la mise en peinture proprement dite sans qu'il soit nécessaire de dégraisser la bande ou la tôle avant émaillage ou mise en peinture.
Les caractéristiques et avantages de la présente invention apparaîtront mieux au cours de la description qui va suivre, donnée à titre d'exemple non limitatif, ërï référence à là "figuré" unique"
La figure unique présente des courbes représentant la variation de la force maximale d'emboutissage Fmax (exprimée en kN) en fonction de la force d'un serre-flan (exprimé en kN).
La composition aqueuse selon l'invention comprend 1 à 10 g/l d'un sel hydrosoluble de l'acide heptanoïque, 1 à 10 g/l d'un agent oxydant et 50 à 800 g/l d'au moins un triglycéride d'acide gras en Cβ-Ciβ et/ou au moins un ester dérivant de la condensation d'au moins un alcool aliphatique en Ci-C10 comprenant de 1 à 4 fonctions hydroxy, avec au moins un mono- di- ou tri- acide gras en C8-C22. Le choix des composés repose sur leur synergie respective dans la composition. En effet, le sel hydrosoluble de l'acide heptanoïque est un inhibiteur de la corrosion humide, et dans une moindre mesure, de la corrosion atmosphérique du fer, et agit en synergie avec le triglycéride d'acide gras et/ou l'ester en ce qui concerne la lubrification et la résistance contre la corrosion atmosphérique. Cette synergie en ce qui concerne la corrosion atmosphérique est encore renforcée par la présence de l'oxydant.
En outre, vu la faible concentration du sel hydrosoluble de l'acide heptanoïque et de l'oxydant, les effluents de la composition sont faciles à traiter. Le traitement des effluents est encore facilité du fait du caractère biodégradable des sels de l'acide heptanoïque.
Les inventeurs ont mis en évidence qu'en dessous de 1 g/l de sel hydrosoluble de l'acide heptanoïque, les tôles traitées par la composition ne présentent pas une résistance contre la corrosion humidotherme suffisante, puisque de la rouille rouge apparaît après seulement 1 cycle. En revanche, au-delà de 10 g/l, l'amélioration de la résistance contre la corrosion humidotherme n'est pas sensible et le retraitement des effluents sera plus important.
En dessous de 1 g/l d'agent oxydant, la quantité de sel hydrosoluble d'acide heptanoïque à introduire dans la composition pour que celle-ci protège une bande en acier contre la corrosion de manière efficace, sera supérieure à 10 g/l et le retraitement des effluents en sera alourdi. Au-delà de 10 g/l, l'addition de l'oxydant n'apporte plus d'effets notables supplémentaires, et Ie rètraitemelit des^èWiïeiïts ëFserà égaîeme^^^
La concentration en triglycéride d'acide gras et/ou en ester est choisie de manière à ce que lorsque la composition selon l'invention est appliquée en film mince sur une bande en acier, c'est à dire pour des grammages mesurés après séchage de 0,1 à 1 g/m2, elle lui confère à la fois une bonne lubrification et un aspect sec, et améliore en outre sa résistance contre la corrosion atmosphérique. Ainsi, au-delà de 800 g/l, les performances de la composition en terme de lubrification sont excellentes, mais la bande présente un aspect de surface gras qui n'est pas acceptable. En dessous de 50 g/l, la bande présente un aspect de surface sec, mais les propriétés de lubrification de la composition seront faibles.
La composition aqueuse comprend de préférence entre 2 et 6 g/l de sel hydrosoluble de l'acide heptanoïque, entre 5 et 7 g/l d'agent oxydant et entre 80 et 500 g/l de triglycéride d'acide gras et/ou d'ester.
De préférence, la composition aqueuse comprend en outre un agent tensioactif de type non ionique. Cet agent tensioactif permet d'améliorer d'une part l'émulsion du triglycéride d'acide gras et/ou de l'ester et, d'autre part, l'étalement de la composition sur la bande en acier de manière homogène pour obtenir un film mince de protection d'épaisseur constante. En outre, il facilite le dégraissage de la composition appliquée en film mince sur la surface de la bande, car un lavage à l'eau chaude de la surface de la bande suffit pour retirer complètement le film.
Lorsque la composition comprend un agent tensioactif, sa teneur est inférieure ou égale à 15% en poids de l'au mojns un triglycéride et/ou de l'au moins un ester. En effet, au-delà de 15% de tensioactif, il n'y a plus d'effet notable supplémentaire du tensioactif et les effluents de la solution seront plus difficiles à traiter.
Le sel hydrosoluble de l'acide heptanoïque peut être choisi parmi les sels de métal alcalin et les sels alcalino-terreux. On choisit de préférence un sel de métal alcalin de l'acide heptanoïque et plus préférentiellement l'heptanoate de sodium.
L'agent oxydant est de préférence choisi parmi les nitrites ou les perborates, et plus préférentiellement le nitrite de sodium. Les effluents de la composition aqueuse selon l'invention sont plus faciles- à traiter que les
effluents des solutions de l'art antérieur à base de nitrites. En effet, selon l'invention, la concentration en nitrites dans les effluents reste en deçà du seuil admissible et ils peuvent être éliminés sans traitement particulier.
Le triglycéride d'acide gras en Cβ-Ciβ peut être choisi parmi les triglycérides d'acide oléique, d'acide ricinoléique, d'acide sébacique, d'acide laurique, d'acide myristique, d'acide palmitique et d'acide stéarique.
Ce triglycéride d'acide gras en C6-CiB peut être une huile végétale naturelle choisie parmi l'huile de coprah, l'huile de carthame, l'huile de colza, l'huile de tournesol, l'huile de soja, l'huile de palme, l'huile d'olive, seules ou un de leurs mélanges.
Il peut également être une huile synthétique obtenue par la réaction d'une mole de glycérol avec trois moles d'acide gras ou d'un mélange d'acides gras. L'acide gras en Cβ-Ciβ dont dérive l'huile synthétique peut être choisi parmi l'acide sébacique, l'acide oléique, l'acide ricinoléique, l'acide laurique, l'acide myristique, l'acide palmitique et l'acide stéarique.
L'alcool aliphatique en C1-Ci0 dont dérive l'ester, comprend de 1 à 4 fonctions hydroxy, et peut être choisi parmi le méthanol, l'éthanol, l'isopropanol, l'éthylhexanol, et le pentaérythritol.
Le mono- di- tri- acide gras en C8-C22 dont dérive l'ester, peut être choisi parmi l'acide sébacique, l'acide oléique, l'acide ricinoléique, l'acide laurique, l'acide myristique, l'acide palmitique et l'acide stéarique.
Selon un mode préféré de l'invention, l'ester est le sébaçate de dioctyle (DOS).
La composition aqueuse selon l'invention est appliquée sur au moins une des faces d'une bande ou d'une tôle en acier avec un grammage, mesuré après séchage de la composition aqueuse, compris entre 0,1 à 1 g/m2 par face, et de préférence entre 0,3 et 0,8 g/m2. Ce grammage est suffisant pour conférer à la bande ou à la tôle en acier traitée, à la fois une bonne lubrification facilitant l'écrouissage de la bande ou de la tôle ou sa mise en forme ultérieure, par exemple emboutissage, et une bonne protection tant en corrosion humide qu'en corrosion atmosphérique, sans huilage complémentaire.
Les inventeurs ont mis en évidence que les surfaces en aciers traitées par la composition aqueuse selon l'invention permettait de lubrifier cette surface de manière aussi efficace, voir plus efficace qu'avec l'huilage conventionnel. En outre, alors que les surfaces en acier revêtues par une huile minérale conventionnelle pour la protection contre la corrosion présentent un aspect huileux, les surfaces en acier revêtues par un film mince d'un grammage, mesuré après séchage, compris entre 0,1 et 1 g/m2 de la composition selon l'invention présentent un aspect sec. Cet aspect sec est particulièrement intéressant en terme de propreté au niveau des ateliers où sont manipulés et/ou mises en forme les bandes ou tôles ainsi traitées.
La composition aqueuse peut être appliquée par aspersion, par pulvérisation, par trempé, par enduction ou par centrifugation. L'application peut être réalisée aussi bien sur une bande ou une tôle en acier à température ambiante que sur une bande ou une tôle chaude, c'est à dire à une température comprise entre 40 et 8O0C.
La bande ou la tôle ainsi traitée est ensuite séchée par un courant d'air chaud porté à une température comprise entre 70 et 1800C.
La bande ou la tôle en acier revêtue par un film mince d'un grammage, mesuré après séchage, compris entre 0,1 et 1 g/m2 de la composition selon l'invention est apte à être directement peinte ou émaillée sans qu'il soit nécessaire de procéder au dégraissage de la bande ou de la tôle avant mise en peinture ou émaillage. Les inventeurs ont rηis en évidence que l'aspect de surface de la couche d'émail ou de peinture, ainsi que l'adhérence de la couche d'émail ou de peinture sur la bande ou la tôle métallique sont aussi satisfaisants qu'avec les procédés conventionnels d'émaillage ou de mise en peinture.
Néanmoins, dans les cas où un dégraissage préalable de la bande ou de la tôle s'avérerait nécessaire, cette dernière peut être facilement dégraissée soit en la plongeant dans un bain d'eau chaude ou un dégraissant alcalin, soit en la pulvérisant avec de l'eau chaude ou un dégraissant alcalin à une température comprise entre 40 et 8O0C. En outre les effluents résultant de
ce dégraissage pourront être facilement retraités en utilisant des moyens de retraitement conventionnels.
L'invention va à présent être illustrée par des exemples donnés à titre indicatif, et non limitatif.
Différents tests vont être réalisés sur différentes éprouvettes de tôle en acier traitées ou non traitées selon l'invention, afin de caractériser leur aptitude à l'emboutissage, leur aptitude à la résistance contre la corrosion humidotherme et contre la corrosion « par tâchage », et leur aptitude à remaillage direct.
A cet effet, des éprouvettes de largeur 150 mm, de longueur 200 mm, et d'épaisseur 0,8 mm sont découpées dans une tôle d'acier laminée à froid de type SOLFER.
Différentes compositions aqueuses sont préparées en ajoutant dans de l'eau :
Composition A (composition selon l'invention) :
- 3 g/1 d'heptanoate de sodium (désigné par NaC7),
- 6 g/1 de nitrite de sodium (NaNOa),
- 100 g/l de sébaçate de dioctyle (DOS), et - un tensioactif AP7 (LUTENSOL de la société KLUTHE) à 9% en poids du DOS. Composition B (composition selon l'invention) :
- 3 g/l d'heptanoate de sodium (désigné par NaC7),
- 6 g/l de nitrite de sodium (NaNOa), - 400 g/l de sébaçate de dioctyle (DOS), et
- un tensioactif AP7 (LUTENSOL de la société KLUTHE) à 9% en poids du DOS.
Composition C :
- 3 g/l d'heptanoate de sodium (NaC7). Composition D :
- 5 g/l d'heptanoate de sodium (NaC7). Composition E :
^ "3 g/l d'heptairïoafë d^¥o^ïum (désigné par NaC7),
- 100 g/l de sébaçate de dioctyle (DOS). Composition F :
- 5 g/l d'heptanoate de sodium (NaC7),
- 100 g/l de sébaçate de dioctyle (DOS). Composition G :
- 100 g/l d'heptanoate de sodium (NaC7),
- 3 g/l de nitrite de sodium
- 300 g/l de DOS,
- 3 g/l de mercaptobenzotriazole (inhibiteur de corrosion).
Dans chacun des essais décrits ci-dessous, les compositions A, B, C, D1 E, F et G sont appliquées par aspersion à la surface des éprouvettes de manière à obtenir sur chacune des faces de l'éprouvette, après séchage de la composition, un film de la composition avec un grammage de l'ordre de 300 à 500 mg/m2. En cas de grammage différent, celui-ci sera explicitement précisé. Les performances de cette composition sont comparées à celles de l'huile référencée Quaker Ferrocoat 6130 de la société QUAKER (noté Q6130, et appliqué avec un grammage de 1,5 g/m2).
1- Caractérisation en emboutissage
Cet essai consiste à réaliser des emboutis complets à partir de flans découpés dans une tôle d'acier revêtue par un film de composition aqueuse selon l'invention ou non. Ainsi, avec un flan initial de diamètre 64 mm, on réalise un godet de diamètre 32 mm et de profondeur 25 mm. Pour évaluer le comportement à l'emboutissage des flans revêtus ou non selon l'invention, on évalue la force maximale d'emboutissage nécessaire à l'emboutissage du godet, pour une force de serrage des serre-flans prédéterminée. On repère cette valeur maximale pour une série de valeurs de force de serrage des serre-flans, de manière à tracer, comme illustré à la figure unique, des courbes représentant la variation de la force maximale d'emboutissage Fmax en fonction de la force du serre-flan. Au-delà d'une force des serre-flan supérieure à 150 kN, la force de serre flan est trop
importante, l'emboutissage des godets est impossible et on assiste à une rupture du flan en cours d'emboutissage.
La figure unique illustre les résultats obtenus :
- sur les flans traités avec la composition aqueuse A selon l'invention, courbe repérée par le symbole X ,
- sur les flans traités avec la solution aqueuse G, courbe repérée par le symbole B,
- sur les flans traités avec de l'huile Quaker Ferrocaot 6130, courbe repérée par le symbole Φ. D'une façon générale, plus la pente de la tangente (qui est proportionnelle au coefficient de frottement) aux courbes obtenues est basse, plus le comportement à l'emboutissage est bon, car le coefficient de frottement est plus faible.
On voit donc que la composition aqueuse selon l'invention améliore sensiblement le comportement à l'emboutissage. La composition aqueuse selon l'invention peut ainsi avantageusement remplacer le double traitement conventionnel que subissent les tôles, à savoir une application d'un fluide d'écrouissage en vue d'une protection temporaire contre la corrosion, suivi d'un huilage ultérieur en vue de conférer à la tôle une aptitude à l'emboutissage tout en renforçant sa protection contre la corrosion.
Les résultats sont repris dans le tableau 1 ci-dessous, et présentent pour chacune des compositions testées la valeur de la force maximale d'emboutissage (exprimée en kN) en fonction de la force du .serre-flan.
TABLEAU 1

* selon l'invention
2- Caractérisation en corrosion
Les films de composition aqueuse selon l'invention appliqués sur les tôles d'acier garantissent une protection contre la corrosion pendant le laps de temps compris entre la fabrication des tôles et leur mise en oeuvre par exemple par emboutissage. Deux types de tests ont été réalisés pour évaluer la résistance contre la corrosion des tôles traitées, à savoir des tests de corrosion humidotherme, et de tâchage.
2.1- Caractérisation en corrosion humidotherme
La conformité du produit livré sur ce point est vérifiée au travers des résultats d'un test de corrosion humidotherme accéléré.
A cet effet les éprouvettes à tester sont placées dans une enceinte climatique correspondant à la norme DIN 50017, ce qui simule les conditions de corrosion d'une spire extérieure de bobine de tôle ou d'une tôle découpée en feuille pendant le stockage.
Le détail du cycle (un cycle = 24 heures) en humidotherme est décrit ci- dessous :
- 8 h à 400C et 95-100% de RH (humidité relative) - 16 h à 200C et 75% de RH.
Les éprouvettes sont suspendues individuellement verticalement. Le résultat du test s'obtient en relevant le nombre dé cycles successifs avant qu'apparaissent les traces de corrosion sur l'éprouvetjte. Lorsque le nombre de cycles relevé est supérieur à 4, la tenue contre la corrosion humidotherme est conforme aux attentes.
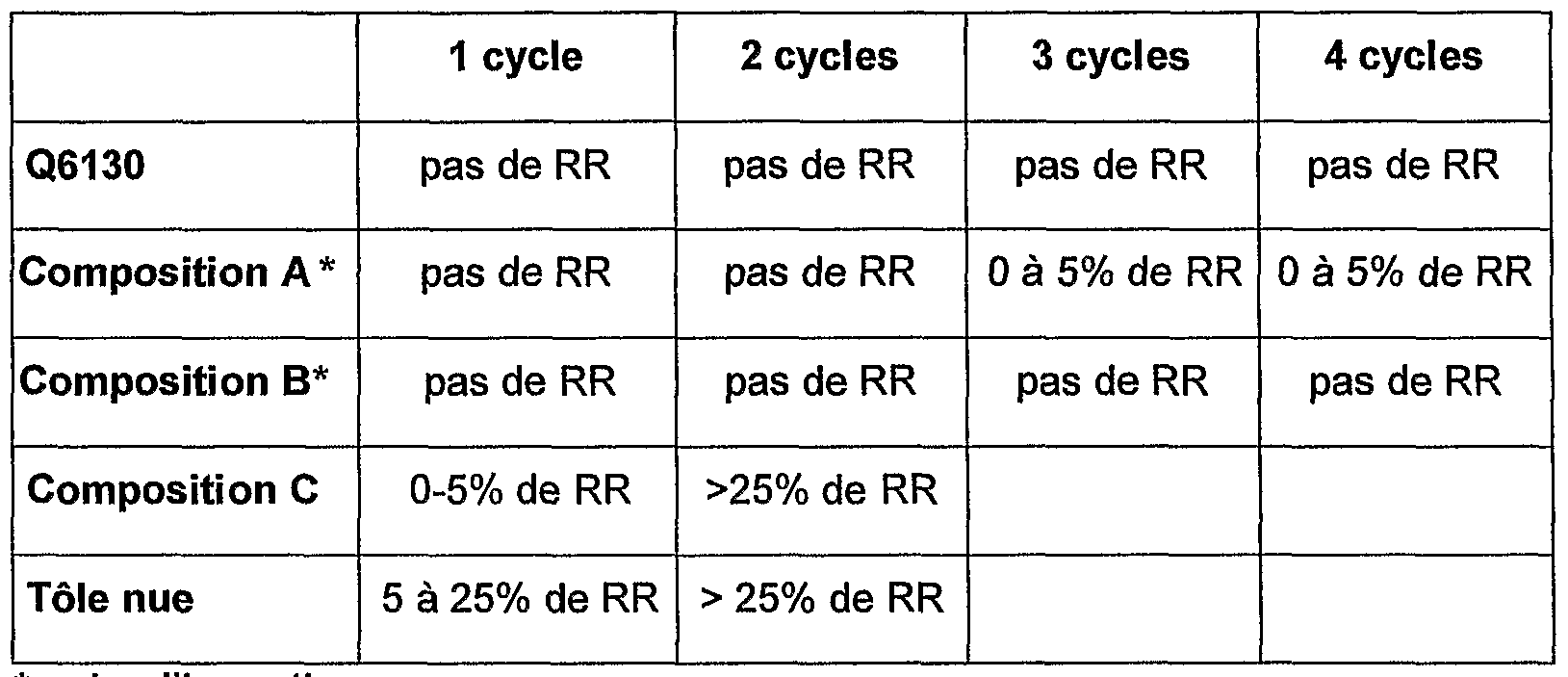
Le tableau 2 rend compte des performances de la solution de traitement d'écrouissage selon l'invention par rapport à l'huile Quaker Ferrocaot 6130.
- Tôle revêtue par un film de 1,5 g/m2 d'huile Quaker Ferrocaot 6130 : Q6130,
- Tôle revêtue par un film de la composition A1
- Tôle revêtue par un film de composition B,
- Tôle revêtue par un film de la composition C, et
- Tôle n'ayant subie aucun traitement de surface : tôle nue
Dans ce tableau, RR signifiant rouille rouge, 0 à 5% de RR signifie que 0 à 5% de la surface traitée est couverte de rouille rouge, 5 à 25% de RR signifie que 5 à 25% de la surface traitée est couverte de rouille rouge.
TABLEAU 2
* selon l'invention
De ces résultats, il ressort que la composition aqueuse selon l'invention permet de répondre de manière satisfaisante à la résistance contre la corrosion humidotherme.
2.2- Caractérisation en tâchage
Cet exemple a pour but d'illustrer les performances de protection contre la corrosion de la composition aqueuse selon l'invention utilisée à titre de solution de traitement d'écrouissage par rapport à un fluide, d'écrouissage conventionnel MA11 de la société CRODA (grammage 1 g/m2).
Le test de tâchage est estimé en laboratoire par le test en paquet serré qui permet de recréer le confinement qui existe entre les spires au sein du bobine.
A cet effet, on prépare des éprouvettes de tôles d'acier, une série de compositions aqueuses à tester et une série de solutions aqueuses corrosives de sulfate de sodium (Na2SO4) à différentes concentrations.
La procédure du test est la suivante :
- on asperge une face d'une éprouvette de tôle successivement par la composition de traitement à tester et par Ia solution corrosive,
- on empile ensuite sur cette face une autre éprouvette de tôle, qu'on applique contre la précédente avec une force prédéterminée constante,
- on maintient l'empilement pendant trois jours,
- après démontage de l'empilement, on sèche les éprouvettes de tôle et on relève visuellement d'éventuelles traces de corrosion sur les parties des faces qui ont été aspergées ;
Le tableau 3 rend compte de l'importance des traces de rouille selon les cotations suivantes :
0 : absence de rouille
++ : entre 20 et 50% de la surface de la tôle touchée par la rouille +++ : plus de 50% de la surface de la tôle touchée par la rouille
TABLEAU 3

De ces résultats, il ressort que la composition aqueuse selon l'invention permet de répondre de façon satisfaisante à la protection contre le tâchage.
3- Emaillage
Cet essai a pour but de montrer qu'une tôle en acier revêtue d'un film mince de là composition aqueuse selon l'invention est apte à être directement
revêtue d'une couche d'émail présentant une bonne adhésion et un bon aspect de surface, sans qu'il soit nécessaire de procéder à un nettoyage préalable de la tôle.
A cet effet, on a appliqué une couche d'émail M12148 de la société PEMCO, à raison de 330 g/m2, par enduction sur les éprouvettes de tôle en acier revêtues par un film de la composition A, B ou par un film d'huile Quaker Ferrocoat 6130.
On a soumis les éprouvettes revêtues de la couche d'émail à un recuit dans un four tunnel, en les portant à une température de 8300C pendant 3,5 minutes.
Les éprouvettes traitées par la composition aqueuse selon l'invention, après refroidissement présentent un bel aspect de surface, lisse, sans points noirs et sans cratères.
En revanche, les éprouvettes traitées avec un film d'huile Quaker Ferrocoat 6130 ou avec un film d'une des compositions conformes à l'invention mais avec un grammage supérieur à 1 g/m2, présentent un aspect de surface granuleux, avec de nombreux cratères et des points noirs.
Le test d'adhérence de l'émail sur l'acier traité selon l'invention permet d'évaluer de manière visuelle la quantité d'émail solidaire du métal support, après un choc violent réalisé à l'aide d'une bille.
Pour cela, une masse de 1,5 kg tombe sur une bille de diamètre 22 mm, posée sur l'éprouvette émaillée à tester, elle-même emprisonnée entre deux mâchoires. La hauteur de chute de la masse e,st de 300 mm. La chute de la bille sur l'éprouvette a pour but de provoquer une déformation quasi constante de l'éprouvette.
L'appréciation de la qualité de l'adhérence de l'émail sur la tôle en acier s'effectue visuellement par comparaison avec des images types déterminant cinq grandes classes d'adhérence. La cotation s'effectue lorsque les sautes d'émail ne se produisent plus. Le tableau 4 rend compte de l'adhérence de l'émaii selon les cotations suivantes :
- 1 : adhérence excellente
- 2 : adhérence-très bonne
: adhérence moyenne : adhérence mauvaise : adhérence très mauvaise
TABLEAU 4

*selon l'invention
Claims
REVENDICATIONS
- Composition aqueuse comprenant :
- 1 à 10 g/l d'un sel hydrosoluble de l'acide heptanoïque, - 1 à 10 g/l d'un agent oxydant,
- 50 à 800 g/l d'au moins un triglycéride d'acide gras en C6-Ci8 et/ou au moins un ester dérivant de la condensation d'au moins un alcool aliphatique en C1-Ci0 comprenant de 1 à 4 fonctions hydroxy, avec au moins un mono- di- ou tri- acide gras en C8-C22, et - éventuellement un agent tensioactif non ionique.
- Composition selon la revendication 1 , caractérisée en ce que le sel hydrosoluble de l'acide heptanoïque est un sel de métal alcalin ou alcalino-terreux.
- Composition selon la revendication 2, caractérisé en ce que le sel de métal alcalin est un sel de sodium.
- Composition selon l'une quelconques des revendications 1 à 3, caractérisée en ce que l'agent oxydant est choisi parmi les nitrites ou les perborates
- Composition selon l'une quelconque des revendications 1 à 4, caractérisée en ce que le triglycéride d'acide gras en C6-C18 est soit une huile végétale naturelle, soit une huile synthétique obtenue par la réaction d'une mole de glycérol avec trois moles d'acide gras ou d'un mélange d'acides gras.
- Composition selon l'une des revendications 1 à 5 caractérisée en ce que le triglycéride d'acide gras en C6-Ci8 est choisi parmi les triglycérides d'acide oléique, d'acide sébacique, d'acide ricinoléique, d'acide laurique, d'acide myristique, d'acide palmitique et d'acide stéarique.
- Composition selon la revendication 5, caractérisée en ce que l'huile végétale est choisie parmi l'huile de coprah, l'huile de carthame, l'huile de colza, l'huile de tournesol, l'huile de soja, l'huile de palme, l'huile d'olive, seules ou un de leurs mélanges.
- Composition selon la revendication 5, caractérisée en ce que l'acide gras en C6-Ci8 dont dérive l'huile synthétique et l'acide gras en C8-C22 dont dérive l'ester sont choisis parmi l'acide sébacique, l'acide oléique, l'acide ricinoléique, l'acide laurique, l'acide myristique, l'acide palmitique et l'acide stéarique.
- Composition selon l'une quelconque des revendications 1 à 8, caractérisée en ce que l'alcool aliphatique en C1-Ci0 dont dérive l'ester est choisi parmi le méthanol, l'éthanol, l'isopropanol, l'éthylhexanol, et le pentaérythritol.
0- Composition selon l'une quelconque des revendications 1 à 9, caractérisée en ce que l'ester est le sébaçate de dioctyle.
1- Composition selon l'une quelconque des revendications 1 à 10, caractérisée en ce que la concentration en poids de l'agent tensioactif non ionique est inférieure ou égale à 15% en poids de l'au moins un triglycéride d'acide gras en C6-Ci8 et/ou de l'au moins un ester.
2- Composition selon l'une quelconque des revendications 1 à 11, caractérisée en ce qu'elle comprend :
- 2 à 6 g/l d'un sel hydrosoluble de l'acide heptanoïque,
- 5 à 7 g/l d'un agent oxydant, et - 80 à 500 g/l d'au moins un triglycéride d'acide gras en C6-Ci8 et/ou de l'au moins un ester dérivant de la condensation d'au moins un alcool aliphatique en C1-C10 comprenant de 1 à 4 fonctions hydroxy, -avec au moins un mono- di- ou tri- acide gras en G8-C22, et
- éventuellement un agent tensioactif non ionique.
13- Utilisation d'une composition aqueuse selon l'une quelconque des revendications 1 à 12, pour traiter la surface d'une bande ou d'une tôle en acier sur au moins une de ses faces, en vue d'améliorer la protection contre la corrosion et la lubrification de la bande ou de la tôle ainsi traitée.
14- Utilisation selon la revendication 13, caractérisée en ce que la composition aqueuse est appliquée sur au moins une des faces de la bande ou de la tôle en acier avec un grammage, mesuré après séchage, compris entre 0,1 à 1 g/m2 par face.
15- Procédé d'écrouissage ou de mise en forme d'une bande ou d'une tôle en acier comprenant les étapes consistant à :
- appliquer sur les faces de ladite bande ou tôle en acier une composition selon l'une quelconque des revendications 1 à 12, puis
- procéder à l'écrouissage ou à la mise en forme proprement dit(e).
16- Procédé d'émaillage ou de mise en peinture d'une bande ou d'une tôle en acier comprenant les étapes consistant à :
- appliquer sur au moins une face de ladite bande ou tôle en acier une composition selon l'une quelconque des revendications 1 à 12, puis - procéder à remaillage ou à la mise en peinture proprement dite sans qu'il soit nécessaire de dégraisser la bande avant émaillage ou mise en peinture.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0413783A FR2880034A1 (fr) | 2004-12-23 | 2004-12-23 | Composition aqueuse de protection et de lubrification |
| FR0413783 | 2004-12-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2006070083A1 true WO2006070083A1 (fr) | 2006-07-06 |
Family
ID=34953806
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/FR2005/002846 Ceased WO2006070083A1 (fr) | 2004-12-23 | 2005-11-17 | Composition aqueuse de protection et de lubrification |
Country Status (2)
| Country | Link |
|---|---|
| FR (1) | FR2880034A1 (fr) |
| WO (1) | WO2006070083A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012140488A1 (fr) | 2011-04-13 | 2012-10-18 | Laboratoires Labema | Procédé de traitement de protection des métaux à base de composition hydrosoluble d'huile(s) végétale(s) saponifiée(s), et produits et compositions obtenus |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1306917A (fr) * | 1960-11-23 | 1962-10-19 | United States Steel Corp | Procédé de fabrication de tôles d'acier et composition lubrifiante protectrice pour sa mise en oeuvre |
| US4362634A (en) * | 1980-03-19 | 1982-12-07 | Stauffer Chemical Company | Metal working lubricant and lubricant emulsion |
| US5507861A (en) * | 1992-02-14 | 1996-04-16 | Elf Atochem S.A. And Haber Partners Sarl | Carboxylic acid-based corrosion-inhibiting composition and application thereof in corrosion prevention |
| FR2742080A1 (fr) * | 1995-12-07 | 1997-06-13 | Lorraine Laminage | Solution aqueuse de traitement d'ecrouissage de toles d'acier |
-
2004
- 2004-12-23 FR FR0413783A patent/FR2880034A1/fr active Pending
-
2005
- 2005-11-17 WO PCT/FR2005/002846 patent/WO2006070083A1/fr not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1306917A (fr) * | 1960-11-23 | 1962-10-19 | United States Steel Corp | Procédé de fabrication de tôles d'acier et composition lubrifiante protectrice pour sa mise en oeuvre |
| US4362634A (en) * | 1980-03-19 | 1982-12-07 | Stauffer Chemical Company | Metal working lubricant and lubricant emulsion |
| US5507861A (en) * | 1992-02-14 | 1996-04-16 | Elf Atochem S.A. And Haber Partners Sarl | Carboxylic acid-based corrosion-inhibiting composition and application thereof in corrosion prevention |
| FR2742080A1 (fr) * | 1995-12-07 | 1997-06-13 | Lorraine Laminage | Solution aqueuse de traitement d'ecrouissage de toles d'acier |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012140488A1 (fr) | 2011-04-13 | 2012-10-18 | Laboratoires Labema | Procédé de traitement de protection des métaux à base de composition hydrosoluble d'huile(s) végétale(s) saponifiée(s), et produits et compositions obtenus |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2880034A1 (fr) | 2006-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102472493B1 (ko) | 황산염의 사용 및 성형 기계에서 성형에 의한 강 부품의 제조 방법 | |
| JP6512204B2 (ja) | ステンレス鋼板用潤滑塗料および潤滑ステンレス鋼板 | |
| FR2864552A1 (fr) | Traitement de surface par hydroxysulfate | |
| JP6039075B2 (ja) | 吸湿後の加工性及び耐カス詰まり性に優れた金属材料塑性加工用水系潤滑剤 | |
| WO2013140651A1 (fr) | Composition d'huile antirouille | |
| EP0778091B1 (fr) | Solution aqueuse de traitement d'écrouissage de tôles d'acier | |
| RU2583193C1 (ru) | СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ЛИСТА, ИМЕЮЩЕГО СМАЗАННОЕ МАСЛОМ Zn-Al-Mg ПОКРЫТИЕ, И СООТВЕТСТВУЮЩИЙ МЕТАЛЛИЧЕСКИЙ ЛИСТ | |
| WO2015146848A1 (fr) | Fil machine en acier possédant un film de revêtement lubrifiant qui présente une résistance à la corrosion et une aptitude au façonnage excellentes | |
| WO2015146466A1 (fr) | Tige de fil d'acier ayant un film de revêtement qui a d'excellentes résistance à la corrosion et aptitude au façonnage et son procédé de production | |
| WO2006070083A1 (fr) | Composition aqueuse de protection et de lubrification | |
| JP2008248076A (ja) | ステンレス冷延鋼板用潤滑塗料組成物およびステンレス冷延鋼板 | |
| EP2059628A1 (fr) | Compositions a base d'acides carboxyliques pour protection temporaire de surfaces metalliques et films secs obtenus a partir desdites compositions | |
| US12139690B2 (en) | Simplified method for pretreating metal substrates for cold forming and reactive lubricant therefor | |
| JP2009185311A (ja) | 塑性加工用金属材 | |
| CN108138327A (zh) | 耐腐蚀性和加工后的外观优异的钢线材 | |
| ES3018153T3 (en) | One-step pretreatment method of metallic substrates for metal cold forming | |
| JP3744392B2 (ja) | 金属線材およびその製造方法 | |
| EP1801262B1 (fr) | Procédé de traitement par carboxylatation de surfaces métalliques, utilisation de ce procédé pour la protection temporaire contre la corrosion, et procédé de fabrication d'une tôle mise en forme ainsi carboxylatée | |
| EP0517586A1 (fr) | Procédé pour former un revêtement anticorrosif à base de copolymère sur une surface métallique | |
| JP2001200287A (ja) | 鋼板用潤滑剤 | |
| CN101857955B (zh) | 一种硅酸盐防锈液 | |
| CA2400069A1 (fr) | Procede de fabrication d'une piece metallique emaillee sans operation de degraissage | |
| CA2238840C (fr) | Procede de traitement de la surface metallique d'une tole | |
| US20250242398A1 (en) | Lubrication Treatment Method for Metal Wire Material | |
| JPS6055560B2 (ja) | 防錆潤滑処理鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 05817160 Country of ref document: EP Kind code of ref document: A1 |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: 5817160 Country of ref document: EP |