WO2009084642A1 - 使い捨て吸収性物品 - Google Patents
使い捨て吸収性物品 Download PDFInfo
- Publication number
- WO2009084642A1 WO2009084642A1 PCT/JP2008/073763 JP2008073763W WO2009084642A1 WO 2009084642 A1 WO2009084642 A1 WO 2009084642A1 JP 2008073763 W JP2008073763 W JP 2008073763W WO 2009084642 A1 WO2009084642 A1 WO 2009084642A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- temperature change
- substance
- sheet
- absorber
- superabsorbent polymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






















Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/42—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators with wetness indicator or alarm
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
- A61L15/60—Liquid-swellable gel-forming materials, e.g. super-absorbents
Definitions
- the present invention relates to disposable absorbent articles such as disposable diapers and disposable absorbent pads used for so-called toilet training.
- an absorbent portion is formed by interposing an absorbent element formed by wrapping an absorbent body composed of a superabsorbent polymer and a fiber assembly with an absorbent covering sheet, and a crotch portion.
- a disposable absorbent article provided in a site containing A temperature change layer containing a temperature change substance and a superabsorbent polymer that cools or heats urine by contact with urine between the absorber and the liquid-permeable surface sheet, or
- the absorbent body has a higher density of the superabsorbent polymer on the front side than on the back side, and has a temperature change layer containing a temperature change material that cools or heats urine by contact with urine on the surface.
- the temperature change substance Even if cooling or heating of urine becomes insufficient due to decrease or the like, the urine is not absorbed and retained in the temperature change layer arranged between the absorber and the liquid-permeable surface sheet or in the surface side layer of the absorber. Move to the back side in the absorber. In other words, fully cooled or heated urine is absorbed and retained by the superabsorbent polymer in the temperature change layer disposed between the absorber and the liquid-permeable surface sheet or the superabsorbent polymer in the surface side layer of the absorber.
- the effect of cooling or heating by the temperature change substance is effectively transmitted to the article surface side, and a large temperature change is brought about on the article surface.
- urine is retained in the superabsorbent polymer, and urine that has permeated through the topsheet is unlikely to return to the skin side, so that a smooth feeling of use is obtained and the burden on the skin is reduced.
- the absorbent when the density of the superabsorbent polymer is higher on the front side than on the back side, the absorbent can hold more chilled or heated urine on the front side of the absorbent, and temperature changes on the article surface. Can be larger.
- the temperature change layer contains a highly absorbent polymer
- the urine supplied to the temperature change layer is cooled or heated by the temperature change material and then quickly transferred to the other member without heat transfer.
- urine cooled or heated by the temperature change substance is held at a position closer to the skin, so that the temperature change on the surface of the article becomes even more.
- the periphery of the portion having the temperature change substance is spaced apart from the periphery of the absorber on the center side, and has a portion having the superabsorbent polymer on at least one of the front and rear sides and the widthwise sides.
- the disposable absorbent article according to claim 1. In an absorbent article, urine diffuses in the front-rear direction and the width direction of the article in the absorbent part. By adopting such a structure, the temperature-changing substance in the urine cooled or heated in the part having the temperature-changing substance. The portion that diffuses around the portion having the can be effectively absorbed and retained by the superabsorbent polymer. Therefore, a large temperature change can be caused in a wider range of the article surface.
- the liquid-permeable surface sheet is a non-woven fabric having a thickness of 0.5 mm or less and a basis weight of 10 to 40 g / m 2 .
- the absorbent covering sheet is made of crepe paper or nonwoven fabric having a thickness of 0.2 mm or less and a basis weight of 5 to 25 g / m 2 .
- the portion that overlaps at least the portion having the superabsorbent polymer between the liquid-permeable surface sheet and the temperature change layer has no other member,
- the temperature-changing substance causes endothermic reaction when dissolved in urine, cools urine, and has a solubility in 100 ml of water of 20 ml of 100 ml of 20 ml of temperature of 30 g or more,
- the basis weight of the temperature change substance is 300 to 800 g / m 2 ,
- the area of the portion having the temperature change substance is 2,500 to 20,000 mm 2 ;
- the total amount of heat change that can occur in the absorber due to the temperature change material is 50 cal or more,
- the calorie change per unit area of the portion having the temperature change substance is 1 cal / cm 2 or more,
- the superabsorbent polymer has an absorption rate of 50 seconds or less,
- the basis weight of the superabsorbent polymer is 50 to 400 g / m 2 ;
- the disposable absorbent article according to claim 2. (Function and effect) In the present invention, it is preferable to employ such a structure and to use such a kind, performance and amount of temperature changing substance and superabsorbent polymer.
- the absorption rate is the time required for a 2 g sample to absorb 50 g of physiological saline, and is measured based on JIS K 7224-1996 (the same applies hereinafter).
- the layer containing the water-soluble substance is used at the first urination.
- urine can be temporarily retained in the upper layer containing the water-soluble substance. This suppresses urine from being immediately absorbed by the absorber, so that contact with the temperature change substance contained in the upper layer is sufficiently performed and a certain temperature change occurs, and this temperature change is worn. It is possible for a person to be surely perceived.
- the temperature change substance is fused to at least a portion extending from the crotch portion to the ventral portion of the widthwise central portion of the absorbent body, and the temperature change substance in the absorbent body is surrounded by the periphery of the fusion portion.
- the temperature change substance-containing part does not fit the body due to deformation such as wrinkles, and the temperature change is caused by insufficient supply of urine to the temperature change substance-containing part. There has been a problem that it becomes insufficient or the temperature change is not sufficiently transmitted to the body.
- the temperature change substance is fused at least in the portion extending from the crotch part to the ventral part in the central part in the width direction of the absorbent body, the temperature change substance is present in at least this part. It will be held securely.
- the fusion part of the temperature change substance in the absorber has higher stiffness (rigidity) than the part where the surrounding temperature change substance is not fused.
- the “fusion” in the present invention means a state in which the temperature change substance is solidified after adhering to the target (absorber) in a molten state, and the solidified body is fixed to the target.
- the crotch portion means the center in the front-rear direction from the waist edge of the ventral part to the waist edge of the dorsal part in the deployed state, and the front part and the rear part are the ventral part and Each means the dorsal part.
- ⁇ Invention of Claim 9> The disposable absorbency according to claim 8, wherein the fusion portion of the temperature change substance has a shape that increases in width toward the waist so as to extend along the heel and wider than the heel. Goods. (Function and effect) By making the fusion part of the temperature change substance into such a shape, it is difficult for the vertical heel and the heel along the heel to enter in the groin, and the fit from the groin to the ventral part is further enhanced.
- a constriction along the leg is provided in the crotch portion of the absorber, and when the longitudinal length of the absorber in the deployed state is Y and the width is X, the longitudinal length of the constriction is 0. .2 to 0.3Y, and the width of the narrowest portion of the constricted portion is 0.6 to 0.75X,
- the width of the waist side edge of the fusion part of the temperature change substance in the ventral part is 0.4 to 0.7X
- the crotch side end of the part where the width expands is placed with the narrowest part of the constricted part, or located on the ventral side
- the rear end of the fusion portion of the temperature change substance is located at the same position as the rear end of the constricted portion or on the back side, and the width thereof is the fusion of the temperature change substance in the ventral portion.
- the disposable absorbent article according to claim 9. If the crotch part of the absorbent body is provided with a constricted part along the leg circumference, the fit between the base of both legs and the crotch part is enhanced, and it is difficult for vertical warps to enter the crotch part, in which case the dimensions of each part are It is preferably within the range described in this section. Specifically, when the size of the absorbent body is within the above range, the absorbent body easily fits around the legs.
- the width of the waist side edge of the fusion part in the ventral part is within the above range, and the crotch side end of the widened part of the fusion part of the temperature change substance is located in the above range, walking Thus, wrinkles generated along the heel can be effectively prevented.
- the width of the rear end of the fusion portion of the temperature change material is within the above range because it is difficult for vertical warp to enter the crotch portion.
- the outside air temperature is extremely high (midsummer, near the heating device in winter) or low (outdoor in winter, etc.). However, the temperature of the urine held in the absorber is maintained, and a desired temperature change can be obtained.
- the absorbent body is formed from a fiber assembly having a fiber density of 2.25 to 6.75 g / m 3 ;
- the heat insulating layer is formed from a fiber assembly having a fiber density of 0.5 to 1.5 g / m 3 , and the fiber density of the absorber is 4.5 times or more the fiber density of the heat insulating layer.
- the heat insulating layer may cover only a part of the absorber (for example, only the crotch portion), but a more reliable and sufficient heat insulating effect can be obtained by covering an area of 50% or more of the back surface of the absorber. Demonstrated.
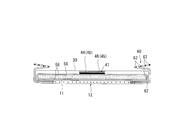
- ⁇ Basic structure example of pants-type disposable diapers> 1 to 9 show an example of a pants-type disposable diaper.
- front-rear direction means the direction (vertical direction) connecting the ventral side (front side) and the back side (rear side)
- width direction means the direction (left-right direction) perpendicular to the front-rear direction.
- up and down direction means the wearing state of the diaper, that is, the direction perpendicular to the waistline direction in a state where the diaper is folded in two at the crotch part so as to overlap the abdomen and the back side of the diaper, in other words It means the direction connecting the waist opening WO side and the crotch part side.
- This pants-type disposable diaper has an abdominal exterior sheet 12F that covers the abdominal side of the wearer's waist and a back exterior sheet 12B that covers the back side, and both side edges in the width direction of the abdominal exterior sheet 12F.
- the both side edges in the width direction of the backside exterior sheet 12B are welded and joined by heat sealing, ultrasonic welding, or the like over the entire vertical direction to form the cylindrical waistline portion 100.
- Reference numeral 12A denotes an individual welded portion, and a group of the welded portions 12A constitutes a side seal portion.
- the extension weld part 12E can be provided in the extension part 14.
- FIG. By providing the extended welded portion 12E, it is possible to prevent the second elongated elastic elastic member 16 from being pulled in the backside extended portion 14 described later.
- the welded portion 12A is generally composed of a group of small welded portions, and a bonding pattern with a low ratio of the welded area in the welded portion 12A is generally used. Since it is not necessary to consider the ease of tearing in the welded portion 12E, the second elongated elastic elastic member 16 is surely welded and fixed by making the ratio of the welded area higher than that of the welded portion 12A. May be.
- the extended welded portion 12E can be welded with a curved line at the edge of the collar cover portion 14C, and the second elongated elastic elastic member 16 of the collar cover portion 14C can be prevented from being pulled.
- the front end portion of the interior body 200 is connected to the inner surface of the belly side exterior sheet 12F in the width direction center portion of the waistline portion 100 by a hot melt adhesive or the like, and the interior body is disposed on the inner surface of the back side exterior sheet 12B in the width direction center portion.
- the rear end portions of 200 are connected by a hot melt adhesive or the like, and the abdominal exterior sheet 12F and the back exterior sheet 12B are not continuous on the crotch side and are separated from each other.
- This separation distance Y can be about 150 to 250 mm.
- the abdominal exterior sheet 12F and the back exterior sheet 12B are continuous in the crotch part, that is, a form in which the abdomen side to the back side are continuously covered with an integral exterior sheet may be employed.
- the upper opening of the waistline portion 100 becomes a waist opening WO through which the wearer's torso passes, and the lower edge of the waistline portion 100 and the interior body 200 on both sides in the width direction of the interior body 200.
- the portions surrounded by the side edges are leg openings LO through which the legs pass.
- an hourglass shape is formed as shown in FIG.
- the interior body 200 extends from the back side so as to cover the abdominal side through the crotch part, and is a part that receives the excrement and absorbs and holds the liquid, and the waistline part 100 holds the interior body 200. This is the part that supports the wearer.
- the abdominal exterior sheet 12F and the back exterior sheet 12B are formed by laminating two sheet-like materials 12 and 12 as shown in FIGS. 4 and 5. Although it extends only to the edge of the waist opening WO, the outer sheet-like material 12 positioned on the outside wraps around the edge on the waist side of the inner sheet-like material 12 and is folded back to the inside. 12r is extended so that it may cover to the waist side edge part of the interior body 200, and it is being fixed to the opposing surface with the hot-melt-adhesive agent.
- the sheet-like material 12 is not particularly limited as long as it can be joined by welding, but is preferably a nonwoven fabric.
- the nonwoven fabric is not particularly limited as to what the raw fiber is.
- the nonwoven fabric may be manufactured by any processing.
- the processing method include known methods such as a spun lace method, a spun bond method, a thermal bond method, a melt blown method, a needle punch method, an air through method, and a point bond method.
- the basis weight is preferably about 10 to 30 g / m 2 .
- elongated elastic elastic members 15 to 19 such as thread rubber are stretched between the sheet materials 12 and 12 in order to enhance fit to the waistline. Is provided at a rate.
- synthetic rubber or natural rubber may be used.
- Hot melt bonding, heat sealing, or ultrasonic bonding can be used for bonding the sheet materials 12 and 12 of the respective exterior sheets 12F and 12B and fixing the elongated elastic members 15 to 19 sandwiched therebetween. . If the entire surface of the exterior sheets 12F and 12B is firmly fixed, the texture of the sheet is impaired, which is not preferable. By combining these, it is preferable that the elongated elastic elastic members 15 to 19 are firmly bonded, and the other portions are not bonded or are bonded weakly.
- the back-side exterior sheet 12B includes a back-side body portion 13 that occupies the same vertical range as the side seal portions by the welded portion 12A group, and a back-side extension that extends below the back-side body portion 13. And an exit portion 14.
- the back extension part 14 has a width direction center part 14 ⁇ / b> M overlapping with the interior body 200, and a buttock cover part 14 ⁇ / b> C extending on both sides thereof.
- the shape of the dorsal extension 14 can be determined as appropriate, but in the illustrated example, the upper end of the dorsal extension 14 has the same width as the dorsal body 13 and extends below the dorsal body 13. The width is narrowed as the lower side approaches the crotch side. A portion having the same width as that of the back-side main body 13 can be omitted. If comprised in this way, the edge 14e of the width direction outer side of the buttock cover part 14C will come in the shape of a straight line or a curve which approaches the interior body 200 side as it approaches the crotch side, and it is easy to cover a buttock part. It becomes a shape.
- the width direction length 14x of the collar part cover part 14C (the edge 14e on the width direction outer side of the collar part cover part 14C and the inner body 200) More preferably, the maximum distance in the width direction with respect to the side edge is 80 to 160 mm, and the length 14y (extension length) in the vertical direction of the collar cover portion 14C is 30 to 80 mm.
- the area of the back extension portion 14 is 20 to 80% of S, In particular, it is preferably about 40 to 60% because the outer appearance and wearing feeling of the buttocks are excellent.
- the back body 13 can be conceptually divided into an upper end (waist part) W and a lower part U below the upper part in the vertical direction, and the range varies depending on the size of the product.
- the vertical length of the upper end W can be 15 to 80 mm, and the vertical length of the lower portion U can be 35 to 220 mm.
- the back waist elastic elastic members 17 are fixed in a state where they are stretched along the width direction at a predetermined stretch rate with an interval in the vertical direction.
- one or more of the back-side waist elastic elastic members 17 disposed in the region adjacent to the lower portion U of the back-side main body 13 may overlap the interior body 200. Alternatively, it may be provided on both sides in the width direction except for the central portion in the width direction that overlaps the interior body 200.
- the back waist elastic elastic member 17 has a thickness of 155 to 1880 dtex, especially about 470 to 1240 dtex (in the case of synthetic rubber.
- the cross-sectional area is 0.05 to 1.5 mm 2 , especially 0.1 to the rubber thread of 1.0mm about 2), 4 3 to 22 present approximately at intervals of ⁇ 12 mm, an extension ratio 150 to 400%, preferably fixed in particular about 220 to 320%.
- the elastic waist members may have different thicknesses and extension rates at the upper and lower portions of the back waist part. Good.
- a plurality of first elongate elastic elastic members 15 are vertically spaced along the width direction at a predetermined stretch rate so as to be continuous over the entire width direction at each of the upper and both sides in the width direction. It is fixed in the stretched state.
- the first elongated elastic member 15 has a thickness of 155 to 1880 dtex, especially about 470 to 1240 dtex (in the case of synthetic rubber.
- the cross-sectional area is 0.05 to 1.5 mm 2 , particularly 0.1. It is preferable to fix thread rubber of about 1 to 15 mm 2 ) at 1 to 15 mm, particularly 3 to 8 mm at an interval of about 5 to 30 and an elongation of about 200 to 350%, particularly about 240 to 300%.
- the plurality of second elongated elastic elastic members 16 are spaced apart in the vertical direction so as to be continuous with each part over the entire width direction (at least over the entire buttock cover portion 14C). It is fixed in a stretched state.
- the second elongated elastic elastic member 16 has a thickness of 155 to 1880 dtex, particularly about 470 to 1240 dtex (in the case of synthetic rubber. In the case of natural rubber, the cross-sectional area is 0.05 to 1.5 mm 2 , particularly 0.1. It is preferable to fix the thread rubber of about 1.0 to 1.0 mm 2 at 5 to 40 mm, particularly about 2 to 10 at intervals of 5 to 20 mm, respectively, with an elongation of 150 to 300%, particularly 180 to 260%.
- the abdominal exterior sheet 12F is composed of only the abdominal body part basically the same as the back body part 13 of the back exterior sheet 12B (the part occupying the same vertical range as the side seal part by the welded part 12A group). It is a rectangular shape extending along the waistline direction, and does not have the back-side extending portion 14 like the back-side exterior sheet 12B. That is, among the upper end portion (waist portion) W and the lower portion U of the abdominal exterior sheet (abdominal body portion) 12F, the inner side surface of the inner sheet material 12 and the folded portion of the outer sheet material 12 at the upper end portion W.
- ventral waist elastic elastic members 18 are spaced in the vertical direction so as to be continuous over the entire width direction between the outer surface of 12r and extend along the width direction at a predetermined expansion rate. It is fixed in the state.
- the ventral waist elastic elastic member 18 is preferably as close as possible to the back waist elastic elastic member 17 in terms of number, thickness, stretch rate, spacing, and vertical arrangement, but may be different.
- the difference in number is 10 or less, preferably 5 or less
- the difference in thickness is 1880 dtex or less, preferably 470 dtex or less
- the difference in elongation is 100% or less, preferably 40% or less
- the difference in spacing Is 10 mm or less preferably 5 mm or less.
- a center in the width direction that overlaps the interior body 200 between the outer surface of the inner sheet-like material 12 and the inner side surface of the outer sheet-like material 12 in the lower portion U of the ventral-side exterior sheet 12F (abdominal-side main body).
- a plurality of third elongate elastic elastic members 19 are vertically spaced apart from each other on the upper side and both sides in the width direction except for the portion, and have a predetermined stretch rate. It is fixed in a stretched state along the width direction.
- the vertical disposition range of the third elongated elastic elastic member 19 may be a part of the lower portion, it is preferable that the third elongated elastic elastic member 19 is substantially the whole (a range in which the expansion / contraction force acts on the whole).
- the third elongated elastic elastic member 19 is preferably as close as possible to the first elongated elastic elastic member 15 in terms of number, thickness, stretch rate, spacing, and vertical arrangement, but may be different.
- the difference in number is 10 or less, preferably 5 or less
- the difference in thickness is 1880 dtex or less, preferably 470 dtex or less
- the difference in elongation is 100% or less, preferably 40% or less
- the abdominal side exterior sheet 12F in the illustrated form is composed of only a portion that occupies the same vertical range as the welded portion 12A, but, similarly to the back side, a ventral body portion that occupies the same vertical range as the welded portion 12A and
- a configuration including a ventral extension portion extending below the ventral main body portion may be employed.
- seat 12F can be made into the shape fitted along a buttock.
- the area of the ventral extension is preferably 10 to 80%, more preferably 20 to 50% of the area of the dorsal extension. If the ventral extension is excessively large, the fit is rather impaired, which is not preferable.
- the first, second and third elongated elastic elastic members 15, 16 and 19 are provided on both sides in the width direction except for the width direction central portion overlapping the interior body 200.
- the inner body 200 and the outer sheets 12F and 12B are difficult to peel off.
- one side in the width direction across the inner body 200 there is an elastic stretch member from one side to the other side, but the elastic stretch member is cut at the central portion in the width direction overlapping with the interior body 200, and the stretch force does not act (substantially no elastic stretch member is provided) (Equal) is also included.
- a part of the first, second and third elongated elastic elastic members 15, 16 and 19, or the elastic force acts over the entire width direction of the back side main body part 13 and the back side extension part 14. The whole can be provided across the interior body 200 from one side in the width direction to the other side.
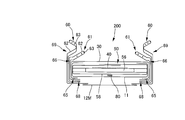
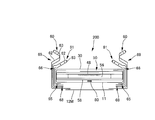
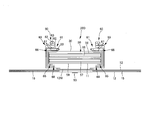
- the interior body 200 can take any shape, but is rectangular in the illustrated form. As shown in FIG. 3, the inner body 200 includes a surface sheet 30 on the body side, a liquid-impermeable sheet 11, and an absorbent element 50 interposed therebetween. On the back side of the liquid-impermeable sheet 11, a crotch portion is provided so as to cover the entire back surface of the interior body 200 or to cover the entire portion exposed between the abdominal exterior sheet 12F and the back exterior sheet 12B.
- the exterior sheet 12M can also be fixed.
- an intermediate sheet (second sheet) that quickly transfers the liquid that has permeated through the topsheet 30 to the absorbent element 50 can be provided between the topsheet 30 and the absorbent element 50, but heat transfer to the skin is inhibited.
- no other member is provided between the top sheet 30 and the absorbent element 50 at least at a portion that overlaps at least a portion having a superabsorbent polymer, which will be described later.
- barrier cuffs 60 and 61 standing on the body side can be provided on both sides of the interior body 200.
- the constituent members of the interior body 200 can be appropriately fixed to each other by solid, bead or spiral application such as hot melt adhesive.
- the interior body 200 can also be detachably attached to the exterior sheets 12F and 12B using a mechanical fastener or an adhesive material.
- the top sheet 30 has a property of transmitting liquid, and examples thereof include a porous or non-porous nonwoven fabric, a porous plastic sheet, and the like.
- the nonwoven fabric is not particularly limited as to what the raw fiber is.
- synthetic fibers such as olefins such as polyethylene and polypropylene, polyesters and polyamides, recycled fibers such as rayon and cupra, natural fibers such as cotton, and mixed fibers and composite fibers using two or more of them. Etc. can be illustrated.
- the nonwoven fabric may be manufactured by any processing.
- the processing method examples include known methods such as a spunlace method, a spunbond method, an SMS method, a thermal bond method, a melt blown method, a needle punch method, an air through method, and a point bond method.
- a nonwoven fabric processed by the spunbond method or the SMS method is suitable in terms of excellent balance between thinness and strength in order to make it easy to detect temperature changes from the surface side, and a nonwoven fabric processed by the air-through method is low. Even the basis weight is suitable because it absorbs quickly and has a smooth feeling.
- the top sheet 30 may be composed of one sheet or may be composed of a laminated sheet obtained by bonding two or more sheets. Similarly, the top sheet 30 may be composed of a single sheet or a laminate of two or more sheets in the planar direction.
- the thickness is about 0.1 to 3 mm, particularly 0.5 mm or less, and the basis weight is about 10 to 40 g / m 2 , especially 25 g / m 2 or less. It is preferable because it has excellent heat conductivity from the back side to the skin.
- both side portions of the surface sheet 30 pass between the liquid-impermeable sheet 11 and the barrier cuffs 60 and 61 to the back side of the absorbent element 50 to prevent liquid penetration. Therefore, it is preferable to adhere to the liquid-impermeable sheet 11 and the barrier cuffs 60 and 61 with a hot melt adhesive or the like. Thereby, the effect that the rigidity of the both sides of the interior body 200 is improved is also obtained.
- the material of the liquid-impermeable sheet 11 is not particularly limited.
- the liquid-impermeable sheet 11 is substantially made of an olefin-based resin such as polyethylene or polypropylene, a laminated nonwoven fabric obtained by laminating a nonwoven fabric on a polyethylene sheet, or a waterproof film.
- Non-woven fabrics that ensure liquid impermeability in this case, a liquid-impermeable sheet is composed of a waterproof film and a non-woven fabric).
- materials having liquid impermeability and moisture permeability which have been used and used in recent years from the viewpoint of preventing stuffiness, can also be exemplified.
- an inorganic filler is kneaded in an olefin resin such as polyethylene or polypropylene, and the sheet is formed, and then stretched in a uniaxial or biaxial direction.
- an olefin resin such as polyethylene or polypropylene
- the sheet is formed, and then stretched in a uniaxial or biaxial direction.
- the microporous sheet obtained in this way can be given.
- a sheet that is liquid-impermeable without using a film can also be used as the liquid-impermeable sheet 11. From the viewpoint of heat insulation, nonporous films and microporous sheets having relatively low air permeability are suitable.
- the liquid-impermeable sheet 11 is preferably extended around both sides of the absorbent element 50 to both sides of the side surface 30 of the absorbent element 50 in order to improve leakage prevention. Thereby, the effect that the rigidity of the both sides of the interior body 200 is improved is also obtained.
- the width of this extended portion is suitably about 5 to 20 mm on the left and right.
- the top sheet 11, the back sheet 12, and the gathered nonwoven fabric 16 all have the structure in which the absorbent body is wound.
- the absorbent body 13 may be wound only by the back sheet 12, and any sheet may be the absorbent body. 13 may not be involved.
- the top sheet 11 and the gathered nonwoven fabric 16 form side flaps together with the exterior sheet 20, but the exterior sheet 20 has liquid impermeability, or the exterior sheet 20 and the back sheet 12 It is sufficient that another liquid-impermeable sheet is interposed between them (this liquid-impermeable sheet is preferably a square or hourglass shape including a surface sheet).
- this liquid-impermeable sheet is preferably a square or hourglass shape including a surface sheet.
- a liquid-impermeable coating sheet different from the back sheet 12 extends from the back surface side to the front surface side of the absorber side portion and is fixed so as to sandwich the side portion. That's fine.
- the inner surface or the outer surface of the liquid-impermeable sheet 11 may be designed by printing or coloring.
- a printed or colored design sheet which is a separate member from the crotch outer sheet 12M, may be attached to the outside of the liquid-impermeable sheet 11.
- an excretion indicator 80 whose color changes due to absorption of the liquid component can be provided inside the liquid-impermeable sheet 11.
- Reference numeral 90 denotes a so-called post-processing tape for rounding and stopping the diaper after use.
- barrier cuffs 60 and 61 are belt-like members extending along the both sides of the interior body 200 over the entire front-rear direction, blocking urine and soft stool that travel along the top sheet 30 in the lateral direction and prevent side leakage. It is provided to prevent this.
- barrier cuffs 60 and 61 are provided twice on the left and right sides of the interior body 200.
- the inner barrier cuff 61 stands obliquely from the side of the interior body 200 toward the center in the width direction
- the outer barrier cuff 60 is in the width direction of the inner barrier cuff 61.
- the outer side portion is provided so as to stand upright from the side of the interior body 200, the base side portion stands obliquely toward the center in the width direction, and the tip side portion from the intermediate portion stands obliquely outward in the width direction.
- the inner barrier cuff 61 folds the belt-like barrier sheet 62 having a length equal to the length in the front-rear direction of the interior body 200 in the width direction and folds it into two. Between them, a plurality of elongated elastic elastic members 63 are fixed along the longitudinal direction at intervals in the width direction. The elongated elastic elastic member 63 is not fixed to the barrier sheet 62 at the front and rear ends, and is fixed so that the barrier cuff extends and contracts in the middle part.
- the barrier sheet 62 is made of a spunbonded nonwoven fabric (SS, SSS, etc.), SMS nonwoven fabric (SMS, SSMMS, etc.), a melt-blown nonwoven fabric having excellent uniformity and concealment, and water repellent with silicon as necessary.
- a treated product can be suitably used, and the fiber basis weight is preferably about 10 to 30 g / m 2 .
- the fiber basis weight is preferably about 10 to 30 g / m 2 .
- the elongated elastic elastic member 63 rubber thread or the like can be used.
- the thickness is preferably 420 to 1120 dtex, and more preferably 620 to 940 dtex.
- the elongation at the time of fixation is preferably 150 to 350%, more preferably 200 to 300%.
- a waterproof film can be interposed between the barrier sheets folded in two.
- One or two elongated elastic expansion / contraction members 63 are preferably disposed at the distal end portion of the inner barrier cuff 61, and more preferably, one or two are disposed at an intermediate portion between the distal end portion and the proximal end portion.
- the arrangement position of the elongated elastic elastic member 63 in the middle is preferably in the range of 30 to 70% of the height of the inner barrier cuff 61 (length in the width direction of the protruding portion).
- the height of the inner barrier cuff 61 is preferably about 15 to 35 mm. Therefore, the arrangement range of the elongated elastic stretch member 63 is preferably 5 to 25 mm from the distal end to the proximal end, and is 12 to 18 mm. Is more preferable.
- the arrangement interval 61d is preferably 2 to 10 mm, and more preferably 2 to 6 mm.
- the end of the inner barrier cuff 61 opposite to the folded portion in the width direction is an attachment portion (inner attachment portion) 65 fixed to the back surface of the side edge of the interior body 200.
- the portion is a protruding portion 66 (a portion on the folded portion side and corresponding to the inner protruding portion) protruding from the mounting portion 65, and both ends in the front-rear direction of the protruding portion 66 are hot melt adhesive on the surface of the surface sheet 30.
- the outer barrier cuff 60 also has basically the same structure as the inner barrier cuff 61, but its attachment portion (outer attachment portion) 68 is an attachment portion 65 of the inner barrier cuff 61 on the back side of the interior body 200. Further, both ends in the front-rear direction of the projecting portion (outer projecting portion) 69 pass through the side portion of the interior body 200 from the mounting portion 68 and are fixed to the outer surface of the inner barrier cuff 61 on the center side in the width direction.
- a base side portion extending to the surfaces of both ends in the front-rear direction of the inner projecting portion 66 and fixed to the surfaces of both ends in the front-rear direction of the inner projecting portion 66, and folded back outward in the width direction from the tip of the base side portion.
- the point differs from the front end side portion fixed to the base side portion, the arrangement and number of the elongated elastic elastic members 63, and the like.
- the inner barrier cuff 61 also has a structure in which the tip of the inner protruding portion is folded outward in the width direction, specifically, not more than 1/2 of the height of the inner barrier cuff 61 (width direction length of the protruding portion), If it is preferably 1/3 or less, a structure in which the tip side portion is folded back in the width direction and fixed to the base portion side portion similarly to the outer barrier cuff 61 may be adopted.
- the number of the elongated elastic elastic members 63 provided in the free part (outer free part) of the outer barrier cuff 60 is preferably 2-6, and more preferably 3-5.
- the arrangement interval 60d is suitably 3 to 10 mm. If comprised in this way, in the range which has arrange
- the elongated elastic elastic member 63 may be disposed not only at the distal end side but also at the base side.
- the elongated elastic elastic member 63 disposed on the outer barrier cuff 60 has the same thickness and elongation rate as the inner barrier cuff 61, but the thickness is the same as or larger than that of the inner barrier cuff 61, and the elongation rate is the inner barrier cuff 61. The same or lower than that of 61 is preferred. Further, the front-rear direction length L6 of the front-rear fixing portion 67 of the protruding portions 66, 69 is preferably formed so that the inner barrier cuff 61 is the same as or shorter than the outer barrier cuff 60, and is elongated in the barrier cuffs 60, 61.
- the length of the elastic stretch member 63 in the front-rear direction is preferably formed so that the inner barrier cuff 61 is the same as or longer than the outer barrier cuff 60.
- the boundary between the attachment portion 65 and the protruding portion 66 may be the same position on the outer barrier cuff 60 and the inner barrier cuff 61, but the boundary of the outer barrier cuff 60 is the center in the width direction than the boundary of the inner barrier cuff 61. It is preferable to be spaced apart to the side, and the distance is preferably within 10 mm.
- a linear root fixing part by hot melt adhesive or heat sealing at the edge part of the protruding parts 66 and 69 side of the attaching parts 68 and 65 of the outer barrier cuff 60 and the inner barrier cuff 61.
- the other fixing parts can be fixed in an appropriate pattern using a hot melt adhesive or the like.
- the linear root fixing portion is located in the vicinity of the side portion on the front surface side of the interior body 200 (specifically, the position from 0 to 5 mm in the width direction from the side edge, preferably 0 to 3 mm) or the back surface side. preferable.
- the barrier cuff is folded and fixed to the surface side substantially only at both ends in the front-rear direction, in the crotch part where the restriction to the center in the width direction by the front-rear fixing part 67 does not sufficiently act.
- the outer barrier cuff 60 and the inner barrier cuff 61 both stand up outward in the width direction, and the pocket formed by the inner barrier cuff 61 becomes wider.
- the linear root fixing part is positioned over 5 mm in the width direction from the side edge on the surface side, the barrier cuff rises toward the center in the width direction also in the crotch part, and the pocket formed by the inner barrier cuff 61 is narrow Therefore, it is not preferable.
- a position of 0 to 20 mm from the side edge of the interior body 200 is appropriate, but it may be located beyond 20 mm.
- the fixing target of the attachment portions 68 and 65 of the outer and inner barrier cuffs 60 and 61 can be an appropriate member such as the top sheet 30, the liquid-impermeable sheet 11, and the absorbent element 50 in the interior body 200.
- the other barrier cuff can be fixed to the interior body 200 via one barrier cuff.
- the contraction force of the elongated elastic elastic member 63 acts so that both ends in the front-rear direction are brought close to each other, but both ends in the front-rear direction among the protruding parts 66 and 69 do not stand up. However, only the free part stands up against the body as shown in FIG. 3.
- the outer and inner barrier cuffs 60 and 61 stand up so as to open outward in the width direction at and around the crotch portion.
- the barrier cuffs 60, 61 come into contact with the legs around the surface, so that the fit is improved.
- the inner and rear barrier cuffs 61 are restricted by the front and rear fixing portion 67 so that the outer and inner barrier cuffs 60 and 61 do not open outward in the width direction.
- the lower half of the outer barrier cuff 60 is also raised in the same manner, it is possible to surely prevent the abdomen and the back from leaking from both sides of the interior body 200.
- the front and rear fixing portions 67 of the protruding portion 66 of the inner barrier cuff 61 are not folded back, and the front and rear fixing portions 67 of the protruding portion 68 of the outer barrier cuff 60 are folded outward, so that the outer and inner barrier cuffs 60 are folded.
- 61 is maintained between the inner and outer free parts, and the outer and inner barrier cuffs 60, 61 stand up securely at a wide interval, and each fits around the leg. It will be.
- the standing height of the inner barrier cuff 61 (the length in the width direction of the protruding portion 66 in the unfolded state).
- W5 is preferably 10 to 50 mm, particularly preferably 15 to 35 mm
- the standing height of the outer barrier cuff 60 (length in the width direction of the protruding portion 69 in the unfolded state) W6 is 15 to 60 mm, particularly 20 to 40 mm. Is preferred.
- the separation distance W4 between the tips in a state where the inner barrier cuff 61 is tilted to the surface of the top sheet 30 is preferably 60 to 170 mm, particularly 70 to 120 mm.
- the distance W3 between the innermost folds is preferably 60 to 190 mm, particularly 70 to 140 mm. Unlike the illustrated embodiment, only one of the outer and inner barrier cuffs 60 and 61 can be provided.
- the absorbent element 50 of this example has the absorber 56 and the absorber covering sheet 58 which wraps the whole absorber 56, the absorber covering sheet 58 can also be abbreviate
- the absorber 56 can be formed of an aggregate of fibers.
- a filament assembly obtained by opening, as necessary, synthetic fiber tows (fiber bundles) such as cellulose acetate as well as short fibers such as cotton-like pulp and synthetic fibers Can also be used.
- synthetic fiber tows fiber bundles
- short fibers such as cotton-like pulp and synthetic fibers
- a hydrophilic fiber or a fiber subjected to a hydrophilic treatment is preferable.
- the fiber basis weight can be, for example, about 100 to 300 g / m 2 when stacking cotton-like pulp or short fibers, and about 30 to 120 g / m 2 for filament aggregates, for example. Can do.
- the fineness in the case of synthetic fibers is, for example, 1 to 16 dtex, preferably 1 to 10 dtex, and more preferably 1 to 5 dtex.
- the filament may be a non-crimped fiber, but is preferably a crimped fiber.
- the crimped degree of the crimped fiber can be, for example, about 5 to 75, preferably 10 to 50, and more preferably about 15 to 50 per inch. Further, a crimped fiber that is uniformly crimped is often used. It is preferable to disperse and hold superabsorbent polymer particles in the absorber 56.
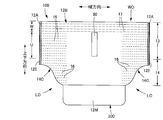
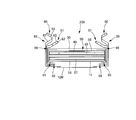
- the absorber 56 may be rectangular, but as shown in FIG. 6, the front end portion 56F, the rear end portion 56B, and a constricted portion having a narrower width than those of the front end portion 56F and the rear end portion 56B. It is preferable to form an hourglass shape having 56N because the fit of the absorber 56 itself and the barrier cuffs 60, 61 around the legs is improved.
- the length in the front-rear direction of the absorber front end portion 56F is L1
- the length in the front-rear direction at the overlapping portion between the absorber 56 and the ventral exterior sheet 12F is L2
- the length of the absorber rear end portion 56B is The length in the direction is L3, the length in the front-rear direction at the overlapping portion of the absorber 56 and the backside exterior sheet 12B is L4, the minimum width of the constricted portion 56N is W1, the width of the absorber front end portion 56F and the rear of the absorber When the width of the end portion 56B is W2, it is preferable that the end portion 56B is configured to satisfy the following expressions (1) to (4).
- the degree of freedom of movement of the barrier cuff 60, 61 increases, and the barrier cuff 60, 61 Is easy to open outward in the width direction, and it is easy to hit the skin with the surface, and the followability of the fit surface to the movement of the leg is improved. Since the absorber 56 on the side of the interior body 200 exists in a sufficient range on both the front and rear sides, the standing of the barrier cuffs 60 and 61 is stabilized with this as a base point (fulcrum).
- a portion extending from the front and rear sides to the crotch portion is a displacement portion in which the barrier cuffs 60 and 61 are opened outward from the posture in which the barrier cuffs 60 and 61 stand up inward in the width direction with reference to both side edges in the width direction.
- the posture change of 60, 61 is supported by the absorber 56 that exists up to the side of the interior body 200, and the overall standing shape of the barrier cuffs 60, 61 is stabilized.
- the degree of freedom of the barrier cuffs 60 and 61 becomes too high in the crotch part, and there is a possibility that a gap is easily formed around the leg, and both the front and rear sides of the crotch part
- the standing of the barrier cuffs 60 and 61 may become unstable.
- the constricted portion becomes too small, the degree of freedom of the barrier cuffs 60 and 61 is lowered, which is not preferable.
- the longitudinal length L7 of the entire constricted portion 56N is preferably 80 mm or more, and particularly preferably 120 to 260 mm.
- the degree of freedom of the barrier cuffs 60 and 61 is lowered, and the fit of the absorbent body 56 around the legs is lowered to prevent the movement of the legs, which is too long. And the standing of the barrier cuffs 60 and 61 becomes unstable.
- Superabsorbent polymer particles include “powder” in addition to “particles”.
- particle diameter of the superabsorbent polymer particles those used in this type of absorbent article can be used as they are, and those having a particle size of 1000 ⁇ m or less, particularly 150 to 400 ⁇ m are desirable.
- the material of the superabsorbent polymer particles can be used without any particular limitation, but those having a water absorption of 40 g / g or more are suitable.
- Superabsorbent polymer particles include starch, cellulose and synthetic polymers, such as starch-acrylic acid (salt) graft copolymer, saponified starch-acrylonitrile copolymer, and sodium carboxymethylcellulose cross-link. Or an acrylic acid (salt) polymer can be used.
- starch-acrylic acid (salt) graft copolymer such as starch-acrylic acid (salt) graft copolymer, saponified starch-acrylonitrile copolymer, and sodium carboxymethylcellulose cross-link.
- an acrylic acid (salt) polymer can be used.
- shape of the superabsorbent polymer particles a commonly used granular material is suitable, but other shapes can also be used.
- the superabsorbent polymer one integrated with an antibacterial substance can be used.
- zeolite particles obtained by substituting some or all of the ion-exchangeable ions in the zeolite with silver ions (hereinafter referred to as antibacterial deodorant zeolite) are contained in the superabsorbent polymer or antibacterial.
- Antibacterial deodorant superabsorbent polymer particles obtained by adhering deodorant zeolite particles to the surface of superabsorbent polymer particles by static electricity are suitable.
- the superabsorbent polymer particles those having a water absorption rate of 40 seconds or less are preferably used. When the water absorption speed exceeds 40 seconds, so-called reversion in which the liquid supplied into the absorber 56 returns to the outside of the absorber 56 is likely to occur. Further, as the superabsorbent polymer particles, those having a gel strength of 1000 Pa or more are preferably used. Thereby, even if it is a case where it is set as the bulky absorber 56, the sticky feeling after liquid absorption can be suppressed effectively.
- the basis weight of the superabsorbent polymer particles can be 50 to 800 g / m 2 , particularly preferably 100 to 40 g / m 2 . If the amount of polymer is less than 50 g / m 2, it is difficult to secure the absorption amount. If it exceeds 800 g / m 2 , the effect is saturated.
- the superabsorbent polymer particles can adjust the spraying density or spraying amount in the plane direction of the absorber 56. For example, it is possible to increase the application amount of the liquid excretion site as compared to other sites. When gender differences are taken into account, men can increase the front spray density (amount), while women can increase the center spray density (amount). In addition, a portion where no polymer exists locally (for example, in a spot shape) in the planar direction of the absorber 56 can also be provided. In particular, in order to hold urine whose temperature has been changed by a temperature changing substance, which will be described later, at a position closer to the skin, a superabsorbent polymer having a water absorption speed of 50 seconds or less is suitable. If the water absorption speed is slow, most of the urine whose temperature has changed is not absorbed and passes to the back side.
- the overlap width 58W of the seam of the absorbent covering sheet 58 on the body side is set to the temperature changing substance. It is preferable that the width of the arrangement region is smaller than 40 W and the size is 40 mm or less, particularly 20 mm or less. In addition, it is also preferable that the joint of the absorbent covering sheet 58 is formed closer to the side so as not to include the center in the width direction contacting the urination port. In particular, it is preferable that the overlapping portion of the joint sheet of the absorbent covering sheet 58 on the body side does not overlap with the fusion portion 40 of the temperature change substance described later.
- tissue paper particularly crepe paper, non-woven fabric, polylaminated non-woven fabric, a sheet with small holes, or the like can be used.
- the superabsorbent polymer particles are fine sheets so that the high-absorbent polymer particles (and the temperature-changing substance in the case where a temperature-changing substance is provided in the absorber-wrapped sheet) do not escape. In order to make it easier to detect, it is appropriate to use a thin and low weight.
- a thickness of about 0.05 to 3 mm, particularly 0.2 mm or less, and a basis weight of about 5 to 25 g / m 2 , particularly 15 g / m 2 or less are preferred because of excellent heat transfer from the back side to the skin.
- a nonwoven fabric processed by the spunbond method or the SMS method particularly a nonwoven fabric processed by the SMS method is preferable in terms of excellent balance between thinness and strength, and the material is polypropylene, polyethylene / polypropylene, etc. Can be used.
- a crotch outer sheet 12M exposed on the outer surface of the product is provided on the back side of the inner body 200.
- the material of the crotch outer sheet 12M the same material as the abdominal outer sheet 12F and the back outer sheet 12B can be used, but a material containing a higher-strength material or a deodorant, etc.
- a material different from the exterior sheet 12F and the back-side exterior sheet 12B may be used.
- nonwoven fabrics such as spunbond nonwoven fabric, melt blown nonwoven fabric, point bond nonwoven fabric, air-through nonwoven fabric, air point nonwoven fabric, spunlace nonwoven fabric, SMS nonwoven fabric, and the like made of fibers of PP, PP / PE, PP / PET, or the like, or What added the deodorizer etc. to this can be used.
- the crotch outer sheet 12M may be a sheet provided with design elements by printing or coloring. When used in combination with the above-described design sheet, it is preferable to dispose the designs so that they do not overlap. It is preferable to use a stretchable nonwoven fabric as the crotch outer sheet 12M and to extend and paste in the longitudinal direction of the inner body 200 because the fit of the crotch part is improved.
- the crotch outer sheet 12M goes from the side in the width direction to the side of the body and is bonded and fixed to the outer surface of the barrier sheet 62 with a hot melt adhesive or the like, the rigidity of both sides of the inner body 200 is improved.
- a sheet having high rigidity (roughness) as the crotch outer sheet 12M.
- a sheet having a bending resistance measured by the Clark method (JISL1096 C method) and a sum of the MD direction and the CD direction of the sheet of 100 mm or more, preferably 150 mm or more may be used.
- the crotch outer sheet 12M is sandwiched between the inner body 200 and the abdominal and dorsal exterior sheets 12F and 12B where the abdomen and dorsal exterior sheets 12F and 12B overlap the interior body 200.
- the crotch outer sheet 12M is affixed to the back surface of the inner body 200 and the inner or outer surfaces of the abdominal and back-side outer sheets 12F and 12B with a hot melt adhesive or the like.
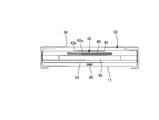
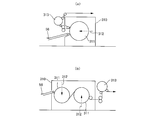
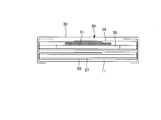
- the present invention is based on the idea that in a region close to the skin, urine is cooled or heated by the temperature change substance 40 and then absorbed and held by the superabsorbent polymer.
- One preferred form thereof is, for example, FIG.
- FIG. 4 in the absorbent covering sheet 58 in the absorbent element 50, the temperature change at which the urine is cooled or heated by contact with urine on the surface of the absorbent body 56 containing at least the superabsorbent polymer in the surface side layer.
- a form of arranging the substance is proposed.
- the temperature change substance 40 is in contact with urine and absorbs or releases heat by heat of dissolution, heat of hydration, heat of reaction, etc., and cools or heats urine.
- Examples of the temperature change substance 40 that absorbs heat by dissolution in urine include hydrated salts such as sodium acetate, sodium carbonate, sodium sulfate, sodium thiosulfate, and sodium phosphate, ammonium nitrate, potassium nitrate, ammonium chloride, potassium chloride, nitric acid
- hydrated salts such as sodium acetate, sodium carbonate, sodium sulfate, sodium thiosulfate, and sodium phosphate, ammonium nitrate, potassium nitrate, ammonium chloride, potassium chloride, nitric acid
- anhydrous salts such as sodium, sugar alcohols such as urea, xylitol and sorbitol.
- Examples of the temperature change substance 40 that releases heat when dissolved in urine include aluminum chloride, aluminum sulfide, aluminum potassium sulfide, and the like.
- sugar alcohols such as sorbitol and xylitol that exhibit an endothermic effect, or organic compounds such as urea.
- sorbitol and xylitol can be suitably used because they are extremely excellent in solubility, have good chemical stability, and do not adversely affect the human body.
- the solubility in 100 ml of water at a temperature of 20 ° C. is 30 g or more, particularly 50 g or more. Those are preferred. Moreover, what produces the temperature change of 20 cal / g or more is preferable, and what produces the temperature change of 35 cal / g or more is more preferable.
- Examples of substances that absorb or release heat by reaction with urine include orthoesters, or Menton ketal obtained by reacting menthone with alcohols having 1 to 8 carbon atoms or polyols having 2 to 8 carbon atoms. Ketals and their structural or optical isomers.
- Examples of the temperature change substance 40 that absorbs or releases heat by swelling with urine include polyacrylic acid that is lightly cross-linked and partially neutralized.
- the temperature change substance 40 is preferably in the form of particles (including powder), but other shapes such as fibers can also be used. If the particle-like temperature change substance 40 has the same particle size, the lower the bulk density, the larger the surface area and the higher the contact efficiency with urine, and thus the temperature change speed becomes faster. This tendency is particularly remarkable when the temperature change substance 40 is dissolved in urine to cause a temperature change.
- the particulate temperature change substance 40 having a low bulk density porous particles such as granules, particles having many surface irregularities, and particles having fine pores on the surface or inside thereof are suitable.
- the degree of the bulk density may be determined as appropriate, but is preferably 50% or less of the true density (having a void (space) of 50% or more with respect to the apparent volume).
- the true density is so 1.50 g / cm 3, preferably bulk density is 0.75 g / cm 3 or less, more preferably 0.50 ⁇ 0.70g / cm 3, 0.55 ⁇ 0 .65 g / cm 3 is particularly preferred.
- the particle size is large, the apparent bulk density is small, but the surface area is not large. Therefore, when the particulate temperature change material 40 is used, the average particle size (JIS K 1474-2007 median diameter) is 200 to 600 ⁇ m.
- the same polymers as those contained in the absorber 56 described above can be used, and those having a water absorption speed of 50 seconds or less are particularly suitable. It is. If the water absorption rate is slow, most of the cooled or heated urine passes through the back side without being absorbed.
- the form in which the temperature-changing substance that cools or heats urine by contact with urine is arranged on the surface of the absorber 56 is, for example, that superabsorbent polymer particles are disposed substantially over the entire thickness direction.
- the absorber 56 After forming the absorber 56 to contain, it can manufacture by spraying or projecting the particulate temperature-change substance 40 on the surface.
- the particulate temperature change material 40 a part of the temperature change material 40 enters the absorber 56, and the surface side layer of the absorber 56 mixes the temperature change material 40 and the superabsorbent polymer. A layer containing only the temperature change substance 40 is formed on this layer.
- substantially all the temperature change substance 40 can be disposed on the upper side of the absorber 56 without forming the mixed layer.
- this form is used for absorbing and holding cooled or heated urine from the superabsorbent polymer particles normally contained in the absorber 56, which are contained in the surface side layer of the absorber 56. To do.
- the density of the superabsorbent polymer when the density of the superabsorbent polymer is higher on the front side than on the back side of the absorbent body 56, more urine cooled or heated can be held on the front side of the absorbent body 56, and the article surface This is preferable because the temperature change at can be further increased. Furthermore, the density of the superabsorbent polymer gradually increases toward the surface of the absorber 56, or the density of the superabsorbent polymer increases stepwise toward the surface of the absorber 56. It is more preferable that it is formed to have a gradient because the effect of increasing the temperature change of the article surface becomes significant.
- Such a density gradient can be formed by using a superabsorbent polymer having a particle size distribution with a large large particle size that hardly penetrates into the absorber 56.
- urine that has permeated through the top sheet 30 and reached the surface of the absorber 56 is cooled or heated by the temperature change substance 40, then moves to the back side thereof and is absorbed by the superabsorbent polymer. Then, the temperature of the surface side layer of the absorbent body 56 containing the superabsorbent polymer is effectively transmitted to the article surface side, and the wearer perceives the temperature change.
- the temperature change substance 40 dissolves during urination, so that the surface of the absorber 56 is exposed, and the temperature of the superabsorbent polymer that absorbs and holds the cooled or heated urine. Is preferably transmitted directly to the article surface side.
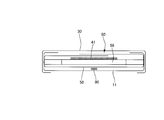
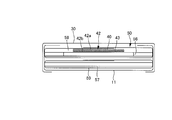
- Another preferred form is a form having a mixed layer 41 of a temperature change substance and a superabsorbent polymer on the surface of the absorber 56 as shown in FIG.
- a form can be produced, for example, by spraying or projecting a mixture of particulate temperature change substance and superabsorbent polymer particles on the surface of the absorber 56.
- the temperature change material 40 some of the temperature change material and the superabsorbent polymer particles can enter the absorber 56. If it does so, the surface side layer of the absorber 56 will also be a layer which contains a temperature change substance and a superabsorbent polymer in a mixed state.
- the absorbent body 56 in this embodiment any of those that contain superabsorbent polymer particles in the interior in advance and those that do not contain them can be used.
- the superabsorbent polymer particles are not included in the absorber 56 in advance, the superabsorbent polymer can be blended in the absorber 56 by the step of projecting the particulate temperature change material 40 and the superabsorbent polymer particles. The manufacturing process is not complicated. Of course, substantially all of the temperature change material 40 and the superabsorbent polymer can be disposed on the upper side of the absorbent body 56.
- the urine that has passed through the top sheet 30 and is supplied to the mixed layer 41 is cooled or heated by the temperature change substance, and then quickly absorbed by the highly absorbent polymer without transferring heat to other members. Therefore, the temperature change on the surface of the article is further increased.
- both may be in a substantially laminated state (including a state in which a layer partially mixed in the middle in the thickness direction is included).
- spray or project the superabsorbent polymer particles first because the temperature change substance 40 is disposed above the superabsorbent polymer.
- spraying and projection properly according to the purpose, such as projecting the superabsorbent polymer particles in the first order and spraying the subsequent particulate temperature change substance 40.
- any particulate matter is "projected” and the initial velocity given during the projection is changed, so that the degree of loading of the absorbent body 56 on the fiber assembly or after the spraying
- the degree of mixing of a plurality of types of particulate matter For example, when the particulate temperature change substance 40 and the superabsorbent polymer particles are separately sprayed or projected as in the above example, the superabsorbent polymer particles are projected first and more than the temperature change substance of the particulate change. By projecting at a high initial velocity, most of the superabsorbent polymer particles penetrate into the absorber 56, and a thick layer is formed on the side of the absorbent element 50 where the particulate temperature change material 40 is closest to the surface. Can be formed.
- a technique for spraying or projecting particles during the production of an absorbent element has been conventionally known, and the technique can also be applied to the projection of the temperature change substance 40 and the superabsorbent polymer particles in the present invention.
- the diaper surface can be made to feel smooth by taking advantage of the low liquid return of the superabsorbent polymer particles.
- the absorbent body 56 is placed on one wide absorbent covering sheet 58, and the superabsorbent polymer particles are dispersed from the absorbent body 56, whereby the absorbent body 56 is covered with a fiber aggregate (and A part of the fiber aggregate is supported with these particulate matter, and then the absorbent covering sheet 58 extending from the lower side of the absorbent body 56 to both sides is wound up to wrap the absorbent body 56, and the particulate matter is Adopting the method of forming the absorption element 50 without scattering on the production line can solve the particle scattering problem.
- a seam of the absorbent covering sheet 58 is formed on the upper side of the absorbent element 50, and small particles of the superabsorbent polymer before absorption may escape from the seam.
- the superabsorbent polymer particles will come off from the rough surface sheet, and the superabsorbent polymer particles will be on the diaper's wearer side before or during use. May be exposed.
- the exposed superabsorbent polymer particles swell after absorbing fluid and become jelly-like particles with a size that is easily noticeable, causing discomfort and unnecessary anxiety to wearers and those who change diapers. It gives a feeling.
- a thin layer made of fiber aggregates is provided above the particulate layer, but the fiber aggregate layer returns more liquid than the superabsorbent polymer. It is not preferable for improving the feeling of lightness.
- the layer of the temperature change substance 40 covers the high-absorbent polymer particles, and thus it is possible to prevent escape of the high-absorbent polymer particles. In this case, there is a possibility that the particulate temperature change substance 40 escapes and is exposed to the wearer side of the diaper.
- the temperature change substance 40 is used at the time of use. Since it dissolves and disappears, it is difficult to cause the above problems.
- the particulate temperature changing substance 40 and the superabsorbent polymer particles are scattered or projected on the surface of the absorber 56, but also the particulate temperature changing substance on the surface of the absorber 56 containing the superabsorbent polymer particles.
- spraying or projecting 40 even when the density of the superabsorbent polymer on the upper side of the absorbent body 56 is increased, it is not necessary to provide a thin layer made of a fiber aggregate or the like on the upper side, so that a high smoothness feeling It is possible to obtain the same effect as described above that prevents the escape of the superabsorbent polymer particles while obtaining the above.
- the seam of the absorbent covering sheet 58 on the surface (wearer side) of the absorbent element 50 described above makes the wearer sense the temperature change effectively, so the overlap width 58W of the seam is a temperature change material.
- the width of the 40 arrangement region is narrower than 40 W and the size is 40 mm or less, particularly 20 mm or less. Even if it is made narrow like this, the superabsorbent polymer particles will not escape for the above reasons.
- the joint of the absorbent covering sheet 58 is formed closer to the side so as not to include the center in the width direction contacting the urination port.
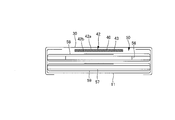
- a temperature change sheet 42 in which a particulate temperature change substance is held in a liquid-permeable fiber assembly sheet such as paper or nonwoven fabric is attached to the surface of the absorbent body 56. It is also proposed.
- the temperature change sheet 42 includes a particulate temperature change substance 40 and a high temperature material between the fiber aggregate layers 42a and 42b made of heat-bonded fibers, pulp, or the like.
- the absorbent polymer particles 43 are laminated (in the illustrated form, the upper layer is the temperature-changing substance 40 and the lower layer is the superabsorbent polymer particles 43, or vice versa) or not shown, but they are sandwiched in a mixed state and heated to be integrated.
- An airlaid nonwoven fabric sheet is suitable.
- a temperature change of 4 degrees or more, particularly 5 degrees or more on the surface of the topsheet 30.
- a temperature change is achieved in a structure having the temperature change material 40 and the superabsorbent polymer in the upper layer of the absorbent element 50 and having no other member between the topsheet 30 and the absorbent element 50. In order to do so, it is preferable that the following conditions are satisfied.
- Material of liquid-permeable surface sheet 30 non-woven fabric Thickness of liquid-permeable surface sheet 30: 0.1 to 0.5 mm
- the basis weight of the liquid-permeable surface sheet 30 is 10 to 40 g / m 2
- Material of absorbent covering sheet 58 crepe paper or SMS nonwoven fabric Thickness of absorbent covering sheet 58: 0.05 to 0.2 mm
- Weight of absorbent covering sheet 58 5 to 25 g / m 2
- Type of temperature change substance A substance that causes an endothermic reaction when dissolved in urine and cools urine. Temperature solubility of changing substance (in water of a temperature 20 ° C.
- Temperature change layer such as a temperature change sheet 42 including a temperature change substance 40 and a superabsorbent polymer 43 that absorbs and holds urine cooled or heated by the temperature change substance 40 (not limited to a sheet shape, other form members, or A form having a particle layer containing a temperature change substance particle and a superabsorbent polymer particle in a mixed state or a laminated state may also be proposed. Since the temperature change sheet 42 in this case is the same as that described above, the same reference numerals are used and description thereof is omitted.
- Material of liquid-permeable surface sheet 30 non-woven fabric Thickness of liquid-permeable surface sheet 30: 0.1 to 0.5 mm
- the basis weight of the liquid-permeable surface sheet 30 is 10 to 40 g / m 2
- Material of absorbent covering sheet 58 crepe paper or SMS nonwoven fabric Thickness of absorbent covering sheet 58: 0.05 to 0.2 mm
- Weight of absorbent covering sheet 58 5 to 25 g / m 2
- Type of temperature change substance A substance that causes an endothermic reaction when dissolved in urine and cools urine.
- Solubility of temperature change substance (for 100 ml of water at a temperature of 20 ° C.): 30 g or more, particularly 40 g or more Weight of temperature change substance: 300 to 800 g / m 2 Area of the portion having the temperature change substance: 2,500 to 20,000 mm 2
- the weight of superabsorbent polymer that absorbs urine whose temperature has changed is 50 to 400 g / m 2. Area of the portion having a superabsorbent polymer that absorbs urine whose temperature has changed: 2,500 to 20,000 mm 2
- the portion having the temperature change material 40 (the portion having the mixed layer in the case of providing the mixed layer of the temperature change material 40 and the superabsorbent polymer, in the case of the temperature change sheet 42, the temperature change sheet 42
- the position of the portion having the temperature change material 40 can be determined as appropriate, but in the front-rear direction, the position from 0 to 160 mm on the front side to the position on the rear side from 0 to 80 mm with respect to the center (crotch) CL in the front-rear direction It is preferable that the length 40L in the front-rear direction is 30 to 250 mm.
- the width direction it is symmetrical with respect to the center in the width direction (groin) and the width 40W is 30 to 140 mm. Is preferably provided. Further, when a portion having the superabsorbent polymer protrudes on either or both of the front and rear sides and the width direction both sides of the portion having the temperature change substance 40, the portion having the temperature change substance 40 is cooled or heated. The portion of the urine that has diffused around the portion having the temperature change substance 40 can be effectively absorbed and retained by the superabsorbent polymer, and a large temperature change can be brought to a wider range of the article surface. preferable.
- the peripheral portion of the absorber 56 is used as a protruding portion, and the above-described structure can be obtained by arranging a temperature change substance on the inside.
- the protruding portion having the superabsorbent polymer preferably has a protruding width 40x of 15 mm or more.
- thermo change experiment As a sample, the structure shown in FIG. 3 (hereinafter, also referred to as “structure A”), the structure shown in FIG. “Alert (2T-3T size)”. This is similar to the structure obtained by removing the superabsorbent polymer from the temperature change sheet 42 in the structure B), and the pants of the standard product (the form excluding the temperature change sheet 42 in the structure B).
- a disposable disposable diaper was prepared.
- samples 1 to 5 having different basis weights of temperature change materials were prepared. The main specifications of each sample were as follows.
- Liquid-permeable surface sheet 30 an air-through nonwoven fabric composed of PE / PP composite fibers having a thickness of 2 mm and a basis weight of 25 g / m 2 .
- Absorber envelope sheet 58 crepe paper having a thickness of 1 mm and a basis weight of 15 g / m 2 .
- Dimensions of absorber 56 From a position of 205 mm on the front side to the position of 190 mm on the rear side with respect to the center in the front-rear direction and from a position of 70 mm on the left side to a position of 70 mm on the right side with respect to the center in the width direction. The area is 55,300 mm 2 .
- Type of temperature change substance 40 Sorbitol (The heat of dissolution is minus 26 cal / g, “Sorbit” manufactured by Towa Kasei Kogyo Co., Ltd.) Solubility of temperature changing substance 40 (for 100 ml of water at a temperature of 20 ° C.): 70 g.
- Dimensions of the portion having the temperature change material 40 from the position of 160 mm on the front side to the position of 40 mm on the rear side with respect to the center in the front-rear direction and from the position of 50 mm on the left side to the position of 50 mm on the right side with respect to the center in the width direction Rectangular range of. The area is 20,000 mm 2 .
- Total amount of heat change that can be caused in the absorber by the temperature change substance 40 208 cal (in the case of sorbitol 400 gsm). Change in heat per unit area of the portion having the temperature change substance 40: 1.04 cal / cm 2 (in the case of sorbitol 400 gsm). Absorption rate of superabsorbent polymer: 35 seconds. Superabsorbent polymer basis weight: 150 g / m 2 (dispersed uniformly in the thickness direction of the absorber 56). Dimensions of the portion having the superabsorbent polymer: (the entire absorber 56).
- the upper layer 42a of the temperature change sheet 42 pulp (weighing 40 g / m 2 ) and 1.7 dtex PE / PET bicomponent fiber (weighing 10 g / m 2 ).
- the lower layer 42a of the temperature change sheet 42 pulp (weighing 40 g / m 2 ) and 1.7 dtex PE / PET bicomponent fiber (weighing 10 g / m 2 ).
- Upper middle layer 42c of temperature change sheet 42 temperature change substance 40 (weight per unit area: 400 g / m 2 ).
- Middle layer 42d of the temperature change sheet 42 superabsorbent polymer 43 (100 g / m 2 basis weight).
- the size of the temperature change sheet 42 the same as the portion having the temperature change material in the structure A.
- Dimension of a portion having the temperature change material 40 in the temperature change sheet 42 the entire temperature change sheet 42.
- Dimension of a portion having the superabsorbent polymer 43 in the temperature change sheet 42 the entire temperature change sheet 42.
- Liquid permeable top sheet 30 common with structure A.
- Absorbent envelope sheet 58 common to structure A.
- Dimensions of absorber 56 common to structure A.
- Type of temperature change substance 40 common to structure A.
- Solubility of temperature changing substance 40 (for 100 ml of water at a temperature of 20 ° C.): common with structure A.
- Absorption rate of superabsorbent polymer in absorber 56 common with structure A.
- the basis weight of the superabsorbent polymer in the absorber 56 common to the structure A.
- Size of the portion having the superabsorbent polymer in the absorber 56 common to the structure A.
- FIG. 14 A graph of the measurement results is shown in FIG. As can be seen from this graph, the samples 1 to 5 of the structure A and the sample 6 of the structure B according to the present invention have a faster temperature decrease rate and a lower minimum temperature than the commercially available products. Moreover, the minimum temperature could be maintained.
- a temperature change layer 44 including a temperature change material 40 that generates a temperature change that can be sensed by the wearer by contact with body fluid is provided on the top sheet 30 side of the absorbent body 56, A form in which a layer 46 containing a water-soluble substance 45 is provided in the lower layer is also proposed.
- a separate member 47 for temperature change which includes a layer 44 containing the temperature change substance 40 and a layer 46 containing the water-soluble substance 45, is disposed.
- the layer 46 containing the water-soluble substance 45 takes advantage of the fact that a certain dissolution time is required for the water-soluble substance 45 to dissolve in the urine at the first urination, so that the layer 46 containing the water-soluble substance 45 is used. It is made to stay in the upper layer temporarily. As a result, since the urine is suppressed from being immediately absorbed by the absorber 56, the contact with the temperature change material 40 contained in the upper layer is sufficiently performed to cause a reliable temperature change, and this temperature change. Can be surely sensed by the wearer.
- the temperature change separate member 47 is disposed at an intermediate portion in the longitudinal direction and the width direction of the absorber 56. In particular, the position in the width direction of the temperature change member 47 is preferably the center position in the width direction.
- the temperature change separate member 47 is preferably located on the front side in the longitudinal direction, and particularly includes a portion where the line connecting the lower ends of the joint portions on the left and right sides of the exterior sheet 12 intersects the absorber 56.
- the temperature change separate member 47 is always pressed against the body by the action of the elastic expansion and contraction member, so that the wearer can change the temperature in any posture. Can be sensed, which is preferable.
- the temperature change separate member 47 is disposed so as to include the central portion in the longitudinal direction because it is close to the urination port.
- the temperature-changing substance is excreted during excretion.
- the contact between the containing layer and the body fluid is increased, and the temperature change due to the temperature change substance is effectively performed, and the wearer's perception is performed in a local region where the discomfort due to the temperature change is most easily detected. Therefore, it is preferable because the wearer can sense the temperature change and the childcare person can sense the temperature change.
- the temperature change substance 40 is arranged on the disposable diaper 1 as a granular material of the temperature change substance 40, or as a molded article or a sheet-like material carrying the temperature change substance 40.
- Can do That is, the temperature change substance 40 in a granular form is sprayed as it is, or the temperature change substance 40 is dissolved to form a flexible sheet, or the temperature change substance 40 is supported on a sheet such as a nonwoven fabric or paper. Things can be used.
- the latter sheet-like product is obtained by fixing a powdery temperature change substance 40 on a substrate made of a sheet material such as a nonwoven fabric or paper, or impregnating or applying an aqueous solution of the temperature change substance 40.
- the temperature-changing substance 40 is obtained by drying, applying a molten material of the temperature-changing substance 40, laminating the temperature-changing substance 40 between the layers of the laminated sheet, and further heating and melting the substance. Is to be carried.
- the temperature change substance 40 disposed in the upper layer 44 of the temperature change separate member 47 is preferably a particulate matter.
- the rate of dissolution is proportional to the surface area if the degree of solubility is the same level. Therefore, the dissolution rate of the particulate substance is faster than that of the massive substance.
- the (fine) particles those having a granular structure with many voids in the particle structure (or those having an indefinite shape or a shape having fine pores with a large surface area) have a higher dissolution rate.
- a fast dissolution rate of the temperature changing substance means that the temperature change is rapid. Therefore, it is preferable that the temperature change substance 40 disposed in the upper layer 44 of the temperature change separate member 47 is in the form of (fine) particles, particularly granules.
- the temperature change layer 44 is formed by covering the molded body of the temperature change material 40 with a base material made of a sheet material such as a nonwoven fabric or paper, or sandwiching the molded body of the temperature change material 40 between the base materials made of a sheet material such as a nonwoven fabric or paper. May be formed.
- the basis weight of the temperature change substance 40 can be 50 to 1000 g / m 2 , preferably 300 to 700 g / m 2 . If the basis weight of the temperature change substance 40 is less than 50 g / m 2 , the temperature change is not so obvious that it can be sensed, and if it exceeds 1000 g / m 2 , the effect is saturated and the cost increases.
- the layer 44 containing the temperature change substance 40 preferably contains a superabsorbent polymer.
- the layer 44 containing the temperature change substance 40 expands when the body fluid is absorbed, so that the layer 44 containing the temperature change substance 40 can easily come into contact with the wearer's body, and the temperature change can be reliably detected. become able to.
- the body fluid whose temperature has been changed by the action of the temperature-changing substance is held in the superabsorbent polymer before diffusing into the absorbent body, and the temperature change that can be sensed by the wearer is sustained.
- the superabsorbent polymer is, for example, granular powder and mixed in the granular material of the temperature change substance 40 or mixed in the absorber 56 around the layer 44 containing the temperature change substance 40 or contains the temperature change substance 40. Scattered from above the layer 44.
- the same polymer as that contained in the absorber 56 may be used, and in particular, when the polymer having an absorption rate of 50 seconds or less, more preferably 40 seconds or less is used, diffusion is performed. Since many of the body fluids that have undergone a temperature change before absorption can be absorbed and retained, an excellent sustained temperature change effect can be expected.
- the absorption rate is the time required for a 2 g sample to absorb 50 g of physiological saline, and is measured based on JIS K 7224-1996.
- the basis weight of such a superabsorbent polymer can be 20 to 200 g / m 2 , preferably 50 to 100 g / m 2 . If the basis weight of the polymer is less than 20 g / m 2, it is difficult to ensure the amount of swelling of the layer 44 containing the temperature change substance 40 due to absorption of body fluid. If it exceeds 200 g / m 2 , not only will the effect be saturated, but it will also give a sense of incongruity due to the excess of the superabsorbent polymer.
- the water-soluble substance 45 is not particularly limited as long as it is soluble in urine. However, since the urine is retained in the upper layer of the layer 46 containing the water-soluble substance 45 at the first urination and the effect of promoting the dissolution of the temperature change substance 40 is sufficiently exerted, It is preferable to use a material whose dissolution rate due to the contact is relatively slower than the dissolution rate of the temperature change substance 40.
- water-soluble substance 45 for example, any of water-soluble resin, sugar alcohol, and starch can be used.
- water-soluble resins include polyvinyl alcohol, polyoxyalkylene group-containing polyvinyl alcohol, polyvinyl pororidone, polyalkylation oxide, starch-based resin, carboxymethyl cellulose, methyl cellulose, polyethylene oxide, polysaccharides, hydroxyethyl cellulose, and sodium alginate.
- sugar alcohol xylitol, erythritol, sorbitol, maltitol, isomalt, mannitol, glycerin, lactitol and the like are preferably used.
- starch potato starch, wheat starch, corn starch, rice starch, sweet potato starch, tapioca starch and the like are preferably used.
- the water-soluble substance 45 is arranged as a sheet-like molded body (see FIG. 15) using the water-soluble substance 45 as a main raw material, or arranged as a sheet-like material carrying the water-soluble substance 45. Is done. That is, the water-soluble substance 45 can be dissolved to form a flexible sheet, or the water-soluble substance 45 can be carried on a sheet such as a nonwoven fabric or paper. In particular, in order to obtain the latter sheet-like material, a powdery water-soluble substance 45 is fixed on a substrate made of a sheet material such as a nonwoven fabric or paper, or an aqueous solution of the water-soluble substance 45 is impregnated or applied and then dried.
- the water-soluble substance 45 is supported by applying a solution obtained by melting the water-soluble substance 45.
- the layer 46 containing the water-soluble substance 45 it is preferable to use a layer formed by dissolving the water-soluble substance 45 into a flexible sheet.
- the liquid retention property which retains a liquid until the water-soluble substance 45 melt
- a comparative experiment of air permeability was conducted.
- a comparison experiment of liquid permeation speed should be performed if it is originally, but since two factors of liquid retention and liquid passage inhibition act in an experiment that allows liquid to pass through, only liquid passage inhibition is compared.
- the air permeability resistance of the wafer laminate is much larger than that of the sheet material or crepe paper, and the air permeability of the sheet material can be increased by laminating the wafer.
- the resistance was greatly improved and it was proved that the passage of liquid was inhibited.
- the water-soluble substance 45 can prevent the liquid from permeating.
- the viscosity at the time of melting is preferably 5 to 80 P (poise). If the viscosity is lower than 5P, the temperature change material 40 diffuses over a wide range at the time of melting. On the other hand, if the viscosity is higher than 80P, the fluidity at the time of melting is poor, and even if dissolved, it stays on the spot. There is a possibility that a sheet-like melted and solidified body is not formed. Since disposable diapers usually contain a thermoplastic resin such as polyethylene or polypropylene, it is desirable that the temperature change material has a melting point equal to or lower than those resins. Among general thermoplastic resins, polyethylene having a particularly low melting point usually has a melting point of about 100 to 130 ° C.
- the melting point of the water-soluble substance 45 in this case is preferably 130 ° C. or less, preferably 100 ° C. or less. It is more preferable that Moreover, it is preferable to have a melting point of 70 ° C. or higher so as not to melt during storage.
- the powder of the water-soluble substance 45 to be melted is present in the laminated body in an amount of about 50 to 300 g / m 2 so as to have sufficient liquid retention, and 50 wt% or more in the main layer having the water-soluble substance 45. It is preferably contained.
- the layer structure of the water-soluble substance 45 formed by melting by heating depends on the blending ratio of the water-soluble substance 45 in the layer containing the water-soluble substance 45 in the laminated sheet, the viscosity during heating, and other manufacturing conditions. Therefore, just because it is cooled and solidified after heating and melting does not necessarily have the liquid passage inhibiting property as a sheet-like molded body structure. Whether or not it has a liquid permeability inhibitor that can actually function can be confirmed by the above-described experiment of the air permeability rate.
- an air resistance of at least 5 seconds / 300 cc or more is necessary. It is preferable to have an air resistance of 20 seconds / 300 cc or more.
- the layer 46 containing the water-soluble substance 45 Since itself also causes a temperature change by dissolution, a larger temperature change can be generated.
- a porous particulate matter having a large surface area is melted and solidified to obtain a sheet-like molded body structure, the surface area is remarkably reduced and the dissolution rate is slowed down.
- the layer 46 containing the water-soluble substance 45 can exhibit the liquid passage inhibiting property, but the water-soluble substance that remains undissolved after the sheet-like molded body structure loses the liquid passage inhibiting property due to the dissolution. 45 dissolves slowly.
- sorbitol and xylitol can be exemplified. These melting points are usually about 95 to 110 ° C. (slightly different depending on the purity).
- the temperature change separate member 47 is placed in the lower layer.
- the temperature change substance 40 melts and adheres to or fuses with the temperature change substance granules that are not heated and melted, and then the melt solidifies, whereby the temperature change caused by the heat and melting is achieved.
- the optimum basis weight of oblate is 24 g / m 2 or less, preferably 15 to 24 g / m 2 based on the results of the following experiment.
- an oblate made from potato starch as a layer 46 containing the water-soluble substance 45 on the upper layer of the absorbent body 56 (pulp 214 g / m 2 , polymer 214 g / m 2 ) surrounded by the absorbent covering sheet 58 (one sheet) 19 g / m 2 , 0.0175 mm thick) was prepared, and a paper diaper test body was prepared in which a top sheet 30 made of polypropylene spunbonded nonwoven fabric (18 g / m 2 , durable hydrophilic) was disposed on the upper layer.
- the injection cylinder is made of acrylic resin, has a square base with a side of 10 cm, has a cylindrical injection part with an inner diameter of 25 mm on it, and weighs 100 g. (Therefore, the weight including the weight is 300 g.) The measurement was performed for each time when three injections were repeated at 5-minute intervals.
- the layer 44 containing the temperature change substance 40 in the upper layer is formed with a liquid retaining property (such as a sheet-like material in which the temperature change substance 40 is supported on a base material having absorption performance), it is water soluble. It is preferable to increase the basis weight of the layer 46 containing the substance 45 because the liquid retention of the layer 44 containing the temperature change substance 40 can be sufficiently exhibited.
- the structure relating to the temperature change is not the form in which the temperature change separate member 47 is disposed, but as shown in FIG. 16, the absorber 56 is a multilayer structure having three or more layers, in the illustrated example, a three-layer structure.
- the temperature change substance 40 was contained in the absorber layer on the topsheet 30 side, that is, the upper absorber 56A, and the water-soluble substance 45 was contained in the lower absorber layer, that is, the intermediate absorber 56B. It is good also as a thing, and it is good also as a structure where the lower layer absorber 56C was laminated
- the intermediate absorbent body 56B is formed as a molded body using the water-soluble substance 45 as a main raw material or a liquid-permeable sheet-like material carrying the water-soluble substance 45, and includes three (or more) absorber layers including the same.
- the intermediate absorbent body 56B may be formed of a layer containing particulate matter of the water-soluble substance 45 or a layer comprising particulate matter of the water-soluble substance 45 (in this case, strictly speaking, “ It is not an “intermediate absorber” but simply an “intermediate layer”, but it is called “intermediate absorber” for the sake of convenience.) After the intermediate absorber 56B is laminated at least with the upper and lower layers, the water-soluble substance 45 is melted by heating.
- the intermediate absorbent body 56B may be given the same structure as the sheet-like molded body.
- the intermediate absorber 56B may be formed by laminating or projecting the particulate matter of the water-soluble substance 45 from above the lower absorber 56C after laminating the lower absorber 56C.
- An intermediate absorbent body 56B may be formed by stacking an absorbent body containing particulate matter of the water-soluble substance 45 on 56C.
- the temperature change substance 40 may be laminated in advance so as to be included in the upper layer absorber. However, if the melting point of the temperature change substance 40 is the same as or close to that of the water-soluble substance 45, the upper layer absorber 56A is heated after heating.
- the temperature change substance 40 is not melted.
- the upper layer absorbent body 56A includes particulate matter of the temperature change substance 40
- the intermediate absorbent body 56B includes particulate matter of the water soluble substance 45, and the absorbent body is heated from the lower layer side to heat the water soluble substance. It is also possible to form most of 45 in the melt-solidified layer and maintain most of the temperature change substance 40 in the form of particulate matter.
- the temperature change substance is fused at least in the center part in the width direction of the absorbent body 56 from the crotch part to the ventral part, and the temperature change substance in the absorbent body 56 is melted.
- a form in which the temperature change substance is not fused around the attachment portion 48 is also proposed.
- the temperature change substance does not move and functions reliably in a predetermined region (in this case, the crotch portion).
- the stiffness is higher than that of the unfused part, deformation such as wrinkles and bends hardly occur in the temperature-change material-fused part that reliably holds the temperature-change substance, and the belly from the crotch part.
- the part over the side part fits the body well.
- rigidity means bending rigidity (rigidity), and is measured by the following method in accordance with JIS K-7171 (plastic-bending rigidity test method).
- the test piece is prepared by removing the elastic elastic member that affects the measurement from the interior body 20 and cutting it into a rectangle with a diaper longitudinal direction of 80 mm and a diaper width direction of 50 mm.
- 50 mm in the unit of the flexural rigidity value is the length of the short side of the test piece, and is the width of the test piece bent with the indenter at the time of the test.
- Each test piece is placed on a pair of support plates, each having an arcuate cross-sectional tip, and the gap between the tips (upper ends) of both tips is aligned.
- the indenter tip is placed so as to be stretched over in the orthogonal direction and slightly in contact with the test piece.
- a load-deflection curve is obtained by lowering the indenter under conditions of a load cell of 5 kg (range 196 cN) and a speed of 30 mm / min.
- Let the maximum value of the obtained bending stress be a bending rigidity value (cN / 50 mm).
- part used as a measuring object is smaller than the said sampling dimension, it measures with a small scale test piece, and converts it by proportional calculation based on a dimension ratio.
- the rigidity of the fusion portion 48 of the temperature change substance in the absorber 56 is preferably 15 to 50 cN / 50 mm, particularly 20 to 35 cN / 50 mm, and the rigidity of the surrounding portion where the temperature change substance is not fused is 5 to 5 c. 35 cN / 50 mm, particularly 10 to 25 cN / 50 mm is preferable. In a normal case, the difference in rigidity between the fused portion 48 and the surrounding portion is about 10 to 25 cN / 50 mm.
- the temperature-changing substance fusion part 48 is provided over the range of 0.15 to 0.80 L (L is the product length) from the waist side edge of the abdominal side part to the crotch side of the absorbent body 56, It is preferable that it is provided over a range 40Y of 0.25 to 0.45 L at least from the waist side edge of the ventral part to the crotch side.
- L the product length
- the fused portion 48 of the temperature change substance is positioned at the urination position of men and women. In other words, the urine reliably hits the fused portion 48 of the temperature change substance during urination.
- bond part 48 of a temperature change substance has a shape where a width
- Reference numeral 49 in FIG. 20 indicates an enlarged portion.
- the length of the constricted portion 56N in the front-rear direction is 0.2 to 0.3Y (Y is the length in the front-rear direction of the absorber 56).
- the width of the narrowest portion of the portion 56N is 0.6 to 0.75X (X is the full width of the absorber 56 and is the same as W2), and the waist of the fusion portion 48 of the temperature change substance in the ventral portion
- the width 40W of the side edge is 0.4 to 0.7X, and the crotch side end of the widened portion 49 of the fusion portion 48 of the temperature change material is placed with the narrowest portion of the constricted portion 56N.
- the rear end of the fusion portion 48 of the temperature change substance is located at the same position as the rear end of the constricted portion 56N or at the back side, and its width 40X. Is the width 4 of the waist side edge of the fusion part 48 of the temperature change substance in the ventral part. W 0.7 times less, and is preferably at 0.5X or less.
- the position of the waist side edge of the fusion portion 48 of the temperature change substance is located on the waist side from the lower end of the side seal portion in the abdominal side portion. Is preferred.
- the absorbent body 56 can easily fit around the legs. Further, the width 40W of the waist side edge of the fusion portion 48 in the abdominal side portion is within the above range, and the crotch side end of the widened portion 49 of the fusion portion 48 of the temperature change substance is within the above range in the front-rear direction. If it is located, it is possible to effectively prevent wrinkles generated along the buttocks by walking. In addition, by suppressing the rear end of the fusion portion 48 of the temperature change material within the above range in the front-rear direction, it is not necessary to place a useless temperature change material on the bottom side that is insensitive to temperature change. Further, it is preferable that the width 40X of the rear end of the fusion portion 48 of the temperature change substance is in the above range because it becomes difficult for vertical warp to enter the crotch portion.
- the absorbent body 56 to which the temperature change substance is fused is obtained by placing a temperature change substance having an appropriate shape such as particulate (including powder) or fiber on a predetermined portion of the upper surface of the absorbent body 56, or the absorbent body 56.
- the temperature change substance is heated together with the absorber 56 after being intruded into a predetermined portion of the inside of the, and only the temperature change substance is adhered to the fibers of the absorber 56 in a molten state, and then cooled to solidify the temperature change substance.
- a temperature change substance having an appropriate shape such as particulate (including powder) or fiber
- the temperature change substance is heated together with the absorber 56 after being intruded into a predetermined portion of the inside of the, and only the temperature change substance is adhered to the fibers of the absorber 56 in a molten state, and then cooled to solidify the temperature change substance.
- a temperature change substance is disposed on the surface side layer of the absorber 56 including at least the super absorbent polymer in the surface side layer, and the temperature change substance is It is preferably fused to the surface of the absorber or the surface side layer.
- the form in which the particulate temperature change substance is disposed (mounted or invaded) on the surface or the surface side layer of the absorber 56 is, for example, the absorber 56 containing the superabsorbent polymer particles substantially in the whole thickness direction. After the formation, it can be produced by spraying or projecting a particulate temperature change substance on a predetermined part of the surface. In particular, by projecting a particulate temperature change substance, a part of the temperature change substance enters the absorber 56, and the surface side layer of the absorber 56 includes the temperature change substance and the superabsorbent polymer in a mixed state. A layer of substantially only a temperature change material is formed on this layer.
- the superabsorbent polymer particles normally contained in the absorber 56 those contained in the surface side layer of the absorber 56 are used for absorbing and holding urine whose temperature has changed. Therefore, in this embodiment, when the density of the superabsorbent polymer is higher on the front side than on the back side of the absorbent body 56, more temperature-changed urine can be held on the front side of the absorbent body 56, and the temperature on the article surface is increased. This is preferable because the change can be further increased. Furthermore, the density of the superabsorbent polymer gradually increases toward the surface of the absorber 56, or the density of the superabsorbent polymer increases stepwise toward the surface of the absorber 56.
- Such a density gradient can be formed by using a superabsorbent polymer having a particle size distribution with a large large particle size that hardly penetrates into the absorber 56.
- the absorbent body 56 has an upper layer 56A provided only at a portion extending from at least the crotch portion to the abdominal side portion in the central portion in the width direction of the absorbent body 56, and a lower layer 56B in contact with the back surface side.
- the temperature change substance may be fused over the entire upper layer 56A (the whole in the direction perpendicular to the thickness direction), and the temperature change substance fusion portion 48 may be formed only by the upper layer 56A.
- Such a structure is obtained by forming the upper layer 56A using a mixture of temperature change substances in short fibers such as pulp as a raw material, or by forming a sheet containing the temperature change substance into a predetermined shape by cutting or bending, It can be manufactured by heating / cooling only the upper layer 56A or the upper layer 56A and the lower layer 56B integrally.
- the heating means in these production methods is not particularly limited, but for example, the means shown in FIGS. 22 to 25 can be employed.
- the means shown in FIGS. 22 and 23 uses an air-through dryer that heats by passing high-temperature air.
- the absorber 56 in which the temperature change substance is arranged in a predetermined portion is heated by the hot air 302 that is passed in a direction orthogonal to the conveyance surface while being conveyed by the belt conveyor 301, and then conveyed in the same manner. It is cooled by the wind 303 that is passed in a direction orthogonal to the surface.
- 23A and 23B wraps the absorber 56 in which the temperature change substance is disposed in a predetermined portion around the suction roll 311 installed in the heating chamber 310 to which high temperature air is supplied. Then, after being heated by hot air 312 passed from the outside to the inside of the suction roll 311, it is cooled by being wound around and transferred to a cooling roll 313 installed outside the heating chamber 310.
- the heating means shown in FIG. 24 wraps and transfers the absorbent body 56 in which the temperature change substance is arranged in a predetermined portion around the heating roll 320, thereby bringing the heat of the heating roll 320 into contact with the temperature change substance by contact. It is transmitted and heated from one side.
- the heating means shown in FIG. 25 is configured such that the absorbent body 56 in which the temperature change substance is disposed in a predetermined portion is passed between a pair of rolls 330, 331, 340, and 341, at least one of which is a heating roll. Heat is transferred to a temperature change substance by contact and heated.
- a pair of rolls 330, 331, 340, and 341 at least one of which is a heating roll. Heat is transferred to a temperature change substance by contact and heated.
- both rolls 330 and 331 are smooth rolls having smooth surfaces and no irregularities are formed on the absorber 56, as shown in FIG.
- Either one of the rolls 340 may be an embossing roll having irregularities with a predetermined pattern on the surface, and irregularities may be formed on one surface of the absorbent body 56.
- the convex portion pattern of the embossing roll 340 is formed only in the region of the fusion portion 48 of the temperature change substance, and only the region is heated. Since the fusion part 48 is formed only in the region corresponding to the convex pattern of the embossing roll 340, the temperature change substance may be arranged in a wider range than the convex pattern of the embossing roll 340.
- the method of partially heating the absorber 56 there is no need to arrange the temperature change substance only in a predetermined region of the absorber 56, for example, the temperature change substance is arranged on the entire surface of the absorber, It is also possible to form the fused portion 48 by partially heating only a predetermined region.
- the heating and melting of the temperature change material is performed not only at the time of manufacturing the absorbent body 56 but also at an appropriate stage in the subsequent manufacturing process, for example, the assembled state of the interior body 200 (before completion of assembly to the product state) or assembly to the product state. It can also be performed on the entire interior body or diaper after completion. As a heating method in this case, for example, the means shown in FIGS. 22 to 25 described above can be applied.
- the melting point is lower than that of the member heated together with the temperature change substance. That is, since disposable diapers usually contain a thermoplastic resin such as polyethylene or polypropylene, it is desirable that the temperature-changing substance has a melting point equal to or lower than those resins.
- polyethylene having a particularly low melting point usually has a melting point of about 100 to 130 ° C. Therefore, the melting point of the temperature changing substance is preferably 130 ° C. or less, and preferably 100 ° C. or less. More preferred.
- temperature-changing substances examples include sorbitol and xylitol having a melting point of usually about 95 to 110 ° C. (which varies slightly depending on purity). Moreover, when the viscosity of the temperature change substance at the time of melting is low, it is difficult to penetrate into the fiber gap of the absorbent body 56, and thus the adhesive force to the absorbent body 56 is reduced. From this point of view, it is preferable that the temperature changing substance has a viscosity of 5 to 80 poise at a melting temperature (for example, 70 to 130 ° C.).
- the temperature change material fused to the absorbent body 56 is once melted, liquefied and then solidified, and thus has a small surface area. Therefore, since the contact area of the temperature change substance with urine is reduced, the temperature change rate is suppressed and the sustainability is improved. However, if the rate of temperature change is uniformly reduced, the wearer may have difficulty perceiving the temperature change. Therefore, use particulate matter with low bulk density as the temperature change material, do not melt all of it, melt part of it into solid with high bulk density, and leave the rest as particulate matter with low bulk density It is also a preferable form.
- the particle-like temperature change substance has the same particle size, the lower the bulk density, the larger the surface area and the higher the contact efficiency with urine, so that the temperature change rate becomes faster. This tendency is remarkable particularly when the temperature change substance is dissolved in urine to cause a temperature change. Therefore, as described above, when only a part of the temperature change substance is melted, the temperature change substance that maintains the particulate state has a quick temperature change action, and the melted and solidified temperature change substance has a delayed temperature change action. As a result, a temperature change having both rapid and slow effects can be obtained.
- the particulate temperature changing substance having a low bulk density porous particles such as granules, particles having a lot of surface irregularities, and particles having fine pores on the surface or inside are suitable.
- the degree of the bulk density may be determined as appropriate, but is preferably 50% or less of the true density (having a void (space) of 50% or more with respect to the apparent volume).
- the true density is so 1.50 g / cm 3, preferably bulk density is 0.75 g / cm 3 or less, more preferably 0.50 ⁇ 0.70g / cm 3, 0.55 ⁇ 0 .65 g / cm 3 is particularly preferred.
- the average particle size JIS K 1474-2007 median diameter
- the average particle size is 200 to 600 ⁇ m. Preferably there is.
- the upper layer 56A contains a superabsorbent polymer, and the fiber density of the upper layer 56A is higher than that of the lower layer 56B.
- the fiber density of the upper layer 56A is particularly preferably 4.5 times or more that of the lower layer 56B.
- the fiber density of the upper layer 56A may be 2.25 to 6.75 g / m 3
- the fiber density of the lower layer 56B may be about 0.5 to 1.5 g / m 3 .
- FIG. 26 shows the liquid retention measurement results with respect to changes in the fiber density ratio.
- an air-through nonwoven fabric having a density of 1.0 g / m 3 as a lower layer (dimension 10 ⁇ 15 cm, basis weight 25 g / m 2 ) and an upper layer composed of only pulps of various densities (dimension 10 ⁇ 15 cm, basis weight 200 g / m) 2 )
- a density of 1.0 g / m 3 as a lower layer (dimension 10 ⁇ 15 cm, basis weight 25 g / m 2 ) and an upper layer composed of only pulps of various densities (dimension 10 ⁇ 15 cm, basis weight 200 g / m) 2 )
- the liquid retention rate of the upper layer is about 40% under the condition where the fiber density difference is small, but the liquid retention rate of the upper layer is bordered around the vicinity where the fiber density of the upper layer is 4.0 times the fiber density of the lower layer. Started to rise greatly, and by making the fiber density of the upper layer 4.5 times or more of the fiber density of the lower layer, the liquid retention rate exceeded 50% even though the upper layer was positioned above, and was absorbed by the upper layer It turns out that urine becomes difficult to move to the lower layer.
- the upper layer 56A has an initial absorption amount that can hold at least one urination.
- the upper layer 56A has an appropriate pulp amount of 5 to 10 g, and the fibers, superabsorbent polymer, and temperature change in the upper layer 56A. It is appropriate that the weight ratios of the substances are about 15 to 30%, about 5 to 40%, and about 30 to 80%, respectively.
- the weights of the fibers, the superabsorbent polymer, and the temperature change substance in the upper layer 56A are preferably 150 to 300 g / m 2 , 50 to 400 g / m 2 , and 300 to 800 g / m 2 , respectively.
- the diaper is replaced if the wearer can perceive urination in the first urination and can be transmitted to the parent. If it is not possible, cannot be communicated to the parent, or the exchange is delayed, it is necessary to absorb the second and subsequent urination. Even in such a case, in the present embodiment, after the absorption amount of the upper layer 56A reaches saturation, the lower layer 56B can continue to absorb.
- the initial absorption amount is the amount of water (or body fluid such as urine) that can be temporarily absorbed and retained before the absorbent material such as the fiber aggregate or superabsorbent polymer (SAP) exerts its original absorbency. That is.
- the initial amount of absorption in the upper layer 56A of the absorbent body 56 (not including the absorbed amount of the absorbent covering sheet 58) is preferably 70 cc or more, and more preferably 100 cc or more.
- the hydrophilicity and / or water retention amount of the fibers constituting the upper layer 56A is set to be higher than the hydrophilicity and / or water retention amount of the fibers constituting the lower layer 56B. It is also preferable to increase it.
- the water retention amount of the fibers constituting the upper layer 56A is preferably 8 cc / g or more, particularly preferably 10 cc / g or more, and the water retention amount of the fibers constituting the lower layer 56B is preferably 8 cc / g or less, particularly preferably 5 cc / g or less. (Measurement method of water retention per gram of fiber) 1.
- the sample is a sheet-like material such as a non-woven fabric
- measurement is performed using a 1 g sheet cut to a length of 20 mm ⁇ width of 2 mm and a thickness of 2 mm or less.
- ⁇ Embodiment concerning heat insulation layer> As shown in FIGS. 27 to 29, a form in which a heat insulating layer 57 is provided between the absorber 56 and the liquid-impermeable sheet 11 (corresponding to the back side sheet) is also proposed.
- the heat insulating layer 57 can basically adopt the same structure as the absorbent element 50.
- the heat insulating layer 57 may have the same configuration as that of the absorbent element 50, but some materials, dimensions, content, physical properties, and the like may be made different from those of the absorbent element 50 as necessary.
- the heat insulating layer 57 may be composed of various nonwoven fabrics.
- the density of the fibers constituting the heat insulating layer 57 is preferably lower than the density of the fibers constituting the absorbent element 50. It is particularly preferable that the fiber density of the heat insulation layer 57 is 0.5 to 1.5 g / m 3 and the fiber density of the absorber 56 is within the range of 2.25 to 6.75 g / m 3.
- the absorber 56 and the heat insulating layer 57 are configured to be 4.5 times the density or higher.
- FIG. 35 shows the measurement results of the liquid retention with respect to the change in the fiber density ratio.
- an air-through non-woven fabric having a density of 1.0 g / m 3 (dimension 10 ⁇ 15 cm, basis weight 25 g / m 2 ) as a heat insulating layer, and a layer consisting only of pulp of various densities (dimension 10 ⁇ 15 cm, basis weight 200 g) as an absorber. / M 2 ), and after measuring the weight of the absorber in advance, with the heat insulation layer and the absorber stacked on the horizontal surface in this order, 10 ml of water from the beaker is absorbed in 10 seconds from a height of 2 cm.
- the liquid retention rate of the absorber begins to increase greatly, and by making the fiber density of the absorbent body 4.5 times or more the fiber density of the heat insulating layer, the liquid retention rate of the absorbent body is increased despite the fact that the absorbent body is located above It becomes over 50%, and it turns out that the urine absorbed in the absorber becomes difficult to move to the heat insulating layer.
- the absorbent body 56 has an initial absorption amount enough to hold at least one urination. Then, since the first one urination in which the temperature change occurs can be held in the absorber 56, the heat insulating property is hardly deteriorated, and the temperature-changed urine moves to the heat insulating layer 57 and the temperature change is wasted. There is nothing to do.
- the amount of pulp of the absorbent body 56 is suitably 5 to 10 g.
- the fibers in the absorbent body 56, the superabsorbent polymer It is appropriate that the weight ratios of the temperature change substance 40 are about 15 to 30%, about 5 to 40%, and about 30 to 80%, respectively.
- the weights of the fibers, the superabsorbent polymer, and the temperature change substance 40 in the absorbent body 56 are preferably 150 to 300 g / m 2 , 50 to 400 g / m 2 , and 300 to 800 g / m 2 , respectively.
- the diaper will be replaced. If it is not possible, cannot be communicated to the parent, or the exchange is delayed, it is necessary to absorb the second and subsequent urination. Even in such a case, if the absorption amount of the absorber 56 reaches saturation and then it is configured so that it can be absorbed by the heat insulating layer 57, leakage is less likely to occur.
- the initial absorption amount is as described above.
- the initial absorption amount in the absorbent body 56 (not including the absorption of the absorbent body covering sheet 58) is preferably 70 cc or more, and more preferably 100 cc or more.
- the hydrophilicity and / or water retention amount of the fibers constituting the absorbent body 56 are set to the hydrophilicity and / or retention capacity of the fibers constituting the heat insulating layer 57. It is also preferable to make it higher than the amount of water.
- the water retention amount of the fibers constituting the absorber 56 is preferably 8 cc / g or more, particularly preferably 10 cc / g or more, and the water retention amount of the fibers constituting the heat insulating layer 57 is preferably 8 cc / g or less, particularly preferably 5 cc / g or less.
- the method for measuring the amount of water retained per gram of fiber is as described above.
- the heat insulation layer 57 can be wrapped with the absorbent body covering sheet 58 together with the absorbent body 56, as shown in the figure, separately from the absorbent body 56, the heat insulation layer package made of a fiber assembly having a fiber density higher than that of the heat insulation layer. Wrapping with a sheet 59 is preferable. With this configuration, even if urine that has passed through the absorber 56 reaches the heat insulating layer 57 side, the urine is absorbed and held by the heat insulating layer covering sheet 59 and is not easily held in the heat insulating layer 57. Therefore, heat insulation can be maintained.
- the heat insulating layer covering sheet 59 basically the same one as the absorber covering sheet 58 can be adopted.
- the heat insulating layer 57 desirably has low liquid retention so as not to attract urine whose temperature has changed by the absorber 56, but a high-absorbent polymer can also be contained in the same manner as the absorber 56.
- a plurality of heat insulation layers 57 can be provided as shown in FIG.
- the heat insulating layer 57 on the front surface side and the heat insulating layer 57 on the back surface side may form an aggregate made of the same fibers at the same density, or the type or density of the fibers. Alternatively, both of them may be made different, and at least both of them have a fiber density lower than that of the absorbent body 56, so that the heat insulation effect is further enhanced.
- the size and position of the heat insulating layer 57 may be appropriately determined from the viewpoint of heat insulating properties, but the heat insulating layer 57 has a size of 70% or more in the front-rear direction and the width direction on the back surface of the absorber 56 (that is, the front-rear direction). In addition, it is desirable to cover an area of 50% or more.
- the heat insulating layer 57 may have an area larger than that of the absorber 56, and in particular, it is preferable that the entire back surface of the absorber 56 is covered because the heat insulating effect is further increased.
- the temperature change substance 40 is between the surface sheet 30 and the heat insulation layer 57, the heat insulation effect by the heat insulation layer 57 is exhibited regardless of the inclusion position (thickness direction and the direction along the surface) and the form of inclusion. .
- preferable modes will be described in order.
- FIG. 31 shows a first preferred embodiment, which employs the temperature change substance containing structure shown in FIG.
- the back surface side of the absorber 56 is covered with the heat insulating layer 57, even when the outside air temperature is extremely high (midsummer, near the heating device in winter) or low (outdoor in winter, etc.) The temperature of urine held in the absorber 56 is maintained, and a desired temperature change can be obtained.
- Others are the same as the temperature change substance containing structure shown in FIG.
- FIG. 32 shows a second preferred embodiment, which employs the temperature change substance containing structure shown in FIG. Details are as described above.
- FIG. 33 shows a third preferred embodiment, which employs the temperature change substance containing structure shown in FIG. Details are as described above.
- the first to third preferred forms are those having the temperature change substance 40 and the superabsorbent polymer in the absorbent element 50.
- the temperature change substance shown in FIG. It is also possible to adopt the containing structure. Details are as described above.
- the heat insulating layer 57 was formed of a fiber aggregate obtained by opening cellulose acetate tow, and the fiber density was 0.8 g / cm 3 and the fineness was 4.4 dtex.
- the heat insulating layer 57 was made of fluff pulp having a fiber density of 3.7 g / cm 3 (not containing a superabsorbent polymer).
- a sample similar to that in Example 1 was prepared except that the heat insulating layer 57 was not provided.
- specifications other than the type and presence / absence of the heat insulating layer were common as follows.
- Liquid-permeable surface sheet 30 an air-through nonwoven fabric composed of PE / PP composite fibers having a thickness of 2 mm and a basis weight of 25 g / m 2 .
- Absorbent body 56 Fluff pulp having a fiber density of 3.7 g / cm 3 (containing a superabsorbent polymer dispersedly).
- Dimensions of absorber 56 From a position of 205 mm on the front side to the position of 190 mm on the rear side with respect to the center in the front-rear direction and from a position of 70 mm on the left side to a position of 70 mm on the right side with respect to the center in the width direction. The area is 55,300 mm 2 .
- Thickness is 2mm.
- Absorber envelope sheet 58 crepe paper having a thickness of 1 mm and a basis weight of 15 g / m 2 .
- Type of temperature change substance 40 Sorbitol (The heat of dissolution is minus 26 cal / g, “Sorbit” manufactured by Towa Kasei Kogyo Co., Ltd.) Solubility of temperature changing substance 40 (for 100 ml of water at a temperature of 20 ° C.): 70 g.
- Dimensions of the portion having the temperature change material 40 from the position of 160 mm on the front side to the position of 40 mm on the rear side with respect to the center in the front-rear direction and from the position of 50 mm on the left side to the position of 50 mm on the right side with respect to the center in the width direction Rectangular range of.
- the area is 20,000 mm 2 .
- Total amount of heat change that can be caused in the absorber 56 by the temperature change substance 40 208 cal (in the case of sorbitol 400 gsm).
- Change in heat per unit area of the portion having the temperature change substance 40 1.04 cal / cm 2 (in the case of sorbitol 400 gsm).
- Absorption rate of superabsorbent polymer 35 seconds.
- the basis weight of the superabsorbent polymer in the absorber 56 150 g / m 2 (dispersed uniformly in the thickness direction of the absorber 56). Dimensions of the portion having the superabsorbent polymer: (the entire absorber 56).
- Example 1 and Example 2 (Experimental method and experimental results) Each sample is wrapped in a beaker containing hot water at a temperature of 37 ° C. (the inner surface of the sample is brought into contact with the beaker) and kept in an atmosphere at a temperature of 20 ° C. and a humidity of 50% RH. Measured every hour. The measurement results are shown in FIG. As can be seen from this graph, it was found that the samples of Example 1 and Example 2 according to the present invention have higher heat insulating properties than the comparative example, and can maintain the temperature inside the diaper for a longer time. From this result, it is predicted that the same result will be obtained for the temperature change maintenance when the temperature change by the temperature change substance is performed.
- the present invention can be applied to a wide range of uses such as pants-type, tape-type, or pad-type absorbent articles.
- FIG. 6 is a sectional view taken along line 6-6 of FIG.
- FIG. 7 is a sectional view taken along line 7-7 in FIG.
- FIG. 8 is a sectional view taken along line 8-8 in FIG.
- It is a top view in the state where a diaper was developed showing only a principal part of a pants type disposable diaper with a size.
- It is sectional drawing which shows only the principal part of an underpants type disposable diaper with a dimension.
- It is a front view of a product state. It is a rear view of a product state.
- FIG. 6 is a cross-sectional view corresponding to a cross section taken along line 6-6 of FIG. It is sectional drawing of the absorptive main body 10 which expanded another member 34 part for temperature changes. It is another form example of the structure which concerns on a temperature change. It is a top view in the state where the diaper was developed showing the inside of a pants type disposable diaper.
- FIG. 18 is a sectional view taken along line 6-6 in FIG.
- FIG. 18 is a cross-sectional view taken along line 8-8 in FIG.
- FIG. 6 is a cross-sectional view corresponding to line 6-6 in FIG.
- FIG. 7 is a cross-sectional view corresponding to line 7-7 in FIG.
- FIG. 8 is a cross-sectional view corresponding to line 8-8 in FIG.
Landscapes
- Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Chemical & Material Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Public Health (AREA)
- Epidemiology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Veterinary Medicine (AREA)
- Materials Engineering (AREA)
- Hematology (AREA)
- Dispersion Chemistry (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
Description
この代表的なものが、ソルビトール等のように尿との接触により尿に温度変化をもたらす物質の利用である(例えば特許文献1、2参照)。特許文献1記載の技術では、ソルビトール等の温度変化物質を含む部材を、吸収要素(吸収性組立体)の身体側に配置することが提案されている。また、特許文献2記載の技術では、浸透性層と不浸透性層との間にソルビトール等の温度変化物質を挟んでなる要素を、吸収性コア上に配置することが提案されている。
また、特許文献2記載の技術では、温度変化物質により冷却又は加熱された尿が不浸透性層上に一時的に貯留されるため、尿量が多くなると温度変化物質による冷却又は加熱が追いつかなくなり、排尿時の尿温度からの変化が小さくなるという問題点があった。
そこで、本発明の主たる課題は、物品表面において大きな温度変化を発揮しうる使い捨て吸収性物品を提供することにある。
<請求項1記載の発明>
液透過性表面シートと裏面側シートとの間に、高吸収性ポリマーと繊維集合体とからなる吸収体を吸収体包被シートで包んでなる吸収要素が介在されてなる吸収部分を、股間部を含む部位に備えた使い捨て吸収性物品において、
前記吸収体と前記液透過性表面シートとの間に、尿との接触により尿を冷却又は加熱する温度変化物質及び高吸収性ポリマーを含有する温度変化層を有するか、または、
前記吸収体は、裏面側よりも表面側のほうが前記高吸収性ポリマーの密度が高く、その表面上に、尿との接触により尿を冷却又は加熱する温度変化物質を含有する温度変化層を有する、
ことを特徴とする使い捨て吸収性物品。
本発明では、排尿時に表面シートを透過した尿は、当初は温度変化物質により冷却又は加熱された後に速やかに、吸収体と液透過性表面シートとの間に配置された温度変化層中の高吸収性ポリマー又は吸収体の表面側層中の高吸収性ポリマーで保持されるため、着用者に対して効果的に温度変化を伝えることができる。そして、吸収体と液透過性表面シートとの間に配置された温度変化層中の高吸収性ポリマー又は吸収体の表面側層における高吸収性ポリマーの吸収が飽和した後は、温度変化物質の減少等により尿の冷却又は加熱が不十分となっても、その尿は吸収体と液透過性表面シートとの間に配置された温度変化層中又は吸収体の表面側層で吸収保持されずに吸収体内で裏面側に移動する。つまり、十分に冷却又は加熱した尿は、吸収体と液透過性表面シートとの間に配置された温度変化層中の高吸収性ポリマー又は吸収体の表面側層における高吸収性ポリマーにより吸収保持され、冷却又は加熱が不十分となった尿は、吸収体と液透過性表面シートとの間に配置された温度変化層又は吸収体の表面側層に保持されずに裏面側に移動するため、温度変化物質による冷却又は加熱の効果が物品表面側に効果的に伝達され、物品表面に大きな温度変化がもたらされるようになる。しかも、尿は高吸収性ポリマー中に保持され、表面シートを透過した尿が肌側に逆戻りし難いため、さらさらした使用感が得られ、肌への負担も少ないものとなる。
特に、吸収体は裏面側よりも表面側のほうが高吸収性ポリマーの密度が高くなっている場合は、冷却又は加熱された尿を吸収体の表面側により多く保持でき、物品表面における温度変化をより大きくすることができる。
また、温度変化層中に高吸収性ポリマーを含有する場合、温度変化層に供給された尿は温度変化物質により冷却又は加熱された後、他の部材に伝熱することなく、速やかに、高吸収性ポリマーにより吸収されるだけでなく、温度変化物質により冷却又は加熱した尿が肌により近い位置で保持されるため、物品表面における温度変化がより一層のものとなる。
前記温度変化物質を有する部分の周縁は前記吸収体の周縁に対して中央側に離間しており、その前後両側及び幅方向両側の少なくとも一方に、前記高吸収性ポリマーを有する部分を備えた、請求項1記載の使い捨て吸収性物品。
(作用効果)
吸収性物品においては、尿は吸収部分において物品前後方向及び幅方向に拡散するため、このような構造を採用することで、温度変化物質を有する部分において冷却又は加熱した尿のうち、温度変化物質を有する部分の周囲に拡散する分を高吸収性ポリマーにより効果的に吸収保持することができる。よって、物品表面のより広範囲に大きな温度変化をもたらすことができる。
前記液透過性表面シートは、厚みが0.5mm以下、且つ目付けが10~40g/m2の不織布からなり、
前記吸収体包被シートは、厚みが0.2mm以下、且つ目付けが5~25g/m2のクレープ紙または不織布からなり、
前記液透過性表面シートと前記温度変化層との間における、少なくとも前記高吸収性ポリマーを有する部分と重なる部分には、他の部材を有しないものであり、
前記温度変化物質は尿への溶解により吸熱反応を起し、尿を冷却するものであり、且つ温度20℃の100mlの温度20℃の100mlの水への溶解度が30g以上であり、
前記温度変化物質の目付けは300~800g/m2であり、
前記温度変化物質を有する部分の面積は2,500~20,000mm2であり、
前記温度変化物質により前記吸収体に生じうる熱量変化の総量は50cal以上であり、
前記温度変化物質を有する部分の単位面積当たりの熱量変化は1cal/cm2以上であり、
前記高吸収性ポリマーは吸収速度が50秒以下であり、
前記高吸収性ポリマーの目付けは50~400g/m2であり、
前記高吸収性ポリマーを有する部分の面積は2,500~20,000mm2である、
請求項2記載の使い捨て吸収性物品。
(作用効果)
本発明では、このような構造を採用し、このような種類、性能及び量の温度変化物質及び高吸収性ポリマーを使用するのが好ましい。なお、吸収速度とは、2gの試料が50gの生理食塩水を吸収するのに要する時間であって、JIS K 7224-1996に基づき測定されるものである(以下同じ)。
前記温度変化層の下層に水溶性物質を含む層が備えられた、請求項3記載の使い捨て吸収性物品。
(作用効果)
上記特許文献1記載の吸収性物品では、吸収性組立体の表面側に液体透過性の温度変化部材が配置されて構成されているため、着用者が排泄した尿等の水分は、液体透過性の温度変化部材の層を通過した後、その下層の吸収性組立体に速やかに移動してしまう。このため、温度変化部材との接触によって温度変化した尿等の水分は、着用者の肌から遠く離れた吸収性組立体のパルプやポリマーに吸収保持され、着用者に温度変化を感知させることが不十分であった。
また、上記特許文献2記載の使い捨て吸収性物品では、透液性層と不透液性層との間に温度変化物質が挟まれた温度変化要素が配設されているため、1回目の排尿に対しては、尿が不透液性層表面をX-Y平面に移動して温度変化物質を濡らし、温度変化が効率的に行われ、着用者に温度変化を十分に感知させるようになっているものの、繰り返し2回目以降の排尿があった場合、1回目の排尿時に既に大部分の温度変化物質が溶解して十分な温度変化効果が得られないにもかかわらず、不透液性層に尿が滞留し、吸収性コアへの吸収が阻害され、それに伴う尿漏れなどの問題が生じていた。
これに対して、上述のように、温度変化層とその下層に備えられる水溶性物質を含む層との2層構造を有していると、水溶性物質を含む層が、1回目の排尿時に、水溶性物質が液体に溶解するまでには一定の溶解時間を要することを利用して、尿を水溶性物質を含む層の上層に一時的に滞留させることができる。これにより、尿が即時に吸収体に吸収されるのが抑制されるため、その上層に含まれる温度変化物質との接触が十分に行われて確実な温度変化が生じるとともに、この温度変化を着用者に確実に感知させることが可能となる。また、水溶性物質は、1回目の排尿時の尿に溶解してしまうため、繰り返して2回目以降の排尿があっても、吸収体への尿の吸収を阻害せず、漏れなどの問題が生じなくなる。
前記水溶性物質を含む層は、前記水溶性物質を主原料とした成形体によって構成されている、請求項4記載の使い捨て吸収性物品。
前記水溶性物質を含む層は、前記水溶性物質を担持させた透液性のシート状物によって構成されている、請求項5記載の使い捨て吸収性物品。
前記吸収体の幅方向中央部のうち、少なくとも前記股間部から前記腹側部分にわたる部分に前記温度変化物質が融着され、且つ前記吸収体における前記温度変化物質の融着部分の周囲には前記温度変化物質が融着されていない、請求項3記載の使い捨て吸収性物品。
(作用効果)
従来の技術では、温度変化物質が粉粒体状のまま非固定で含有されているため、製品の流通過程又は使用中に温度変化物質が所定部位から移動し、温度変化物質に対する尿の供給が不足する、温度変化が身体に対して十分に伝達しなくなる等により、温度変化が不十分となるおそれがあった。
また、温度変化物質が移動しない場合であっても、温度変化物質含有部分が皺等の変形によって身体にフィットせず、温度変化物質含有部分への尿供給が不十分となることにより温度変化が不十分となる、或いは温度変化の身体への伝達が不十分となる、といった問題点があった。
これに対して、上述のように、吸収体の幅方向中央部のうち、少なくとも股間部から腹側部分にわたる部分に温度変化物質が融着されていると、少なくともこの部分には温度変化物質が確実に保持されるようになる。また、吸収体における温度変化物質の融着部分はその周囲の温度変化物質が融着されていない部分と比較してコシ(剛性)が高くなるため、温度変化物質を確実に保持する温度変化物質融着部分に皺や折れ曲がり等の変形が起こり難く、股間部から腹側部分にわたる部分が身体に良好にフィットするようになる。よって、本発明によれば、温度変化物質に対して十分な量の尿がより効果的に供給され、所期の温度変化が発生するとともに、その温度変化が身体に対して効果的に伝達されるようになる。なお、本発明における「融着」とは、温度変化物質が溶融状態で対象(吸収体)に付着した後に固化し、固化体が対象に固定された状態を意味する。なお、股間部とは、展開状態における腹側部分のウエスト端縁から背側部分のウエスト端縁までの前後方向中央を意味し、それよりも前側の部分及び後側の部分が腹側部分及び背側部分をそれぞれ意味する。
展開状態における腹側部分のウエスト端縁から背側部分のウエスト端縁までの前後方向長さとして定まる製品長をLとしたとき、
少なくとも前記腹側部分のウエスト側端縁から股間側に0.15~0.80Lの範囲にわたり、前記吸収体が設けられており、
少なくとも前記腹側部分のウエスト側端縁から股間側に0.25~0.45Lの範囲にわたり、前記温度変化物質の融着部分が設けられている、
請求項7記載の使い捨て吸収性物品。
(作用効果)
このような寸法を採用することによって、男女の排尿位置に温度変化物質の融着部分が位置するようになる。つまり、排尿時に尿が温度変化物質の融着部分に確実に当たりようになる。
前記温度変化物質の融着部分は、鼠蹊部に沿い且つ鼠蹊部よりも幅が広くなるように、ウエスト側に向かうにつれて幅が拡大する形状を有している、請求項8記載の使い捨て吸収性物品。
(作用効果)
温度変化物質の融着部分をこのような形状にすることによって、股間部における縦皺及び鼠蹊部に沿う皺が入り難く、股間部から腹側部分にかけてのフィット性がより一層のものとなる。
前記吸収体の股間部に脚周りに沿う括れ部が設けられており、展開状態における前記吸収体の前後方向長さをY、幅をXとしたとき、前記括れ部の前後方向長さが0.2~0.3Yであり、前記括れ部における最も幅が狭い部分の幅が0.6~0.75Xであり、
前記腹側部分における前記温度変化物質の融着部分のウエスト側端縁の幅は0.4~0.7Xであり、
前記温度変化物質の融着部分のうち前記幅が拡大する部分の股間側端が、前記括れ部の最も幅の狭い部分と同位置か、又はこれよりも腹側に位置しており、
前記温度変化物質の融着部分の後端は、前記括れ部の後端と同位置、又はこれよりも背側に位置するとともに、その幅が、前記腹側部分における前記温度変化物質の融着部分のウエスト側端縁の幅の0.7倍以下で、且つ0.5X以下である、
請求項9記載の使い捨て吸収性物品。
(作用効果)
吸収体の股間部に脚周りに沿う括れ部が設けられていると、両脚の付け根と股間部とのフィット性が高まり、股間部における縦皺が入り難いため好ましく、その場合、各部の寸法は本項記載の範囲内にあるのが好ましい。具体的には、吸収体の寸法が上記範囲内にあると吸収体が脚周りにフィットし易くなる。また、腹側部分における融着部分のウエスト側端縁の幅が上記範囲内にあり、温度変化物質の融着部分のうち幅拡大部分の股間側端が上記範囲に位置していると、歩行により鼠蹊部に沿って発生する皺を効果的に防止できる。また、温度変化物質の融着部分の後端を上記範囲内に抑えることで、温度変化に鈍感である尻側に無駄な温度変化物質を配置しなくて済む。また、温度変化物質の融着部分の後端の幅が上記範囲内にあると股間部における縦皺が入り難くなるため好ましい。
前記吸収要素と前記裏面側シートとの間に断熱層が設けられた、請求項3記載の使い捨て吸収性物品。
(作用効果)
従来の技術では、温度変化物質により冷却又は加熱された尿の一部が、物品外面に近い部分に移動して保持されるため、外気温の影響によって冷却された尿が温まる、又は加熱された尿が冷却されてしまい、温度変化を十分に着用者に伝えられず、意図するトレーニング効果が得られ難いという問題点があった。
これに対して、上述のように、吸収要素の裏面側が断熱層により覆われていると、表面シートを透過した尿が、温度変化物質との接触により冷却又は加熱されるとともに吸収体に保持され、その温度が装着者の身体に伝達され、装着者に排尿を知覚させる際、外気温が極端に高い場合(真夏や、冬季の暖房装置付近)や、低い場合(冬季の屋外等)であっても、吸収体に保持された尿の温度が維持され、所望の温度変化が得られるようになる。
前記吸収体は繊維密度が2.25~6.75g/m3の繊維集合体から形成されており、
前記断熱層は繊維密度が0.5~1.5g/m3の繊維集合体から形成されており、且つ
前記吸収体の繊維密度が前記断熱層の繊維密度の4.5倍以上である、
請求項11記載の使い捨て吸収性物品。
(作用効果)
吸収体及び断熱層が本項記載のように構成されていると、吸収体に吸収された尿が断熱層に移動し難くなり、温度変化した尿を身体に近い部分に保持できるとともに、断熱層が尿を保持することによる断熱性の低下が発生し難くなる。
前記断熱層は前記吸収体とは別に、前記断熱層より繊維密度の高い繊維集合体からなる断熱層包被シートにより包まれている、請求項12記載の使い捨て吸収性物品。
断熱層がこのような繊維集合シートにより包まれていると、吸収体を透過した尿が断熱層側に至ったとしても、その尿が繊維集合シートに吸収保持され、断熱層内に保持され難くなるため、断熱性を維持することができる。
前記断熱層は、前記吸収体の裏面のうち50%以上の面積を覆っている、請求項13記載の使い捨て吸収性物品。
断熱層は、吸収体の一部のみ(例えば股間部のみ等)を覆っているだけでも良いが、吸収体の裏面のうち50%以上の面積を覆うことによって、より確実且つ十分な断熱効果が発揮される。
図1~図9は、パンツ型使い捨ておむつの一例を示している。各図において、「前後方向」とは腹側(前側)と背側(後側)を結ぶ方向(縦方向)を意味し、「幅方向」とは前後方向と直交する方向(左右方向)を意味し、「上下方向」とはおむつの装着状態、すなわちおむつの腹側と背側とを重ね合わせるようにおむつを股間部で2つに折った状態で胴回り方向と直交する方向、換言すればウエスト開口部WO側と股間部側とを結ぶ方向を意味する。
このパンツ型使い捨ておむつは、装着者の胴回りのうち腹側を覆う腹側外装シート12Fと背側を覆う背側外装シート12Bとを有しており、腹側外装シート12Fの幅方向両側縁と背側外装シート12Bの幅方向両側縁とが、上下方向全体にわたりヒートシールや超音波溶着等により溶着接合されて筒状の胴回り部100が形成されるように構成されている。符号12Aは個々の溶着部を示しており、この溶着部12Aの群がサイドシール部を構成するものである。図示形態のように、背側外装シート12Bが溶着部12Aよりも下側に延出している場合には、この部分までを含む上下方向範囲に一体的にヒートシール等の加工を施し、背側延出部14に延出溶着部12Eを設けることができる。延出溶着部12Eを設けることにより、後述する背側延出部14の第2の細長状弾性伸縮部材16の引き込みを防止することができる。この場合、脇部の破りやすさを考慮して、溶着部12Aは小さな溶着部の集合からなり、溶着部12Aにおける溶着面積の比率が低い接合パターンとすることが一般的であるが、延出溶着部12Eでは破りやすさを考慮する必要が無いため、溶着パターンは溶着部12Aよりも溶着面積の比率を高くすることにより第2の細長状弾性伸縮部材16が確実に溶着固定されるようにしてもよい。また、延出溶着部12Eは臀部カバー部14Cの縁部をカーブしたラインで溶着し、臀部カバー部14Cの第2の細長状弾性伸縮部材16の引き込みを防止することもできる。
図7及び図8からも判るように、胴回り部100の上部開口は、装着者の胴を通すウエスト開口部WOとなり、内装体200の幅方向両側において胴回り部100の下縁および内装体200の側縁によりそれぞれ囲まれる部分が脚を通す脚開口部LOとなる。各溶着部12Aを剥がして展開した状態では、図1に示すように砂時計形状をなす。内装体200は、背側から股間部を通り腹側までを覆うように延在するものであり、排泄物を受け止めて液分を吸収し保持する部分であり、胴回り部100は内装体200を装着者に対して支持する部分である。
腹側外装シート12F及び背側外装シート12Bは、図4及び図5にも示すようにシート状資材12,12を2枚貼り合せてなるものであり、内側に位置する内側シート状資材12はウエスト開口部WOの縁までしか延在していないが、外側に位置する外側シート状資材12は内側シート状資材12のウエスト側の縁を回り込んでその内側に折り返されており、この折り返し部分12rは内装体200のウエスト側端部上までを被覆するように延在され、対向面にホットメルト接着剤等により固定されている。シート状資材12としては溶着により接合できるものであれば特に限定されないが、不織布であるのが好ましい。不織布は、その原料繊維が何であるかは特に限定されない。例えば、ポリエチレンやポリプロピレン等のオレフィン系、ポリエステル系、ポリアミド系等の合成繊維、レーヨンやキュプラ等の再生繊維、綿等の天然繊維などや、これらから二種以上が使用された混合繊維、複合繊維などを例示することができる。さらに、不織布は、どのような加工によって製造されたものであってもよい。加工方法としては、公知の方法、例えば、スパンレース法、スパンボンド法、サーマルボンド法、メルトブローン法、ニードルパンチ法、エアスルー法、ポイントボンド法等を例示することができる。不織布を用いる場合、その坪量は10~30g/m2程度とするのが好ましい。
また、背側延出部14における内側シート状資材12の外側面と外側シート状資材12の内側面との間には、内装体200と重なる幅方向中央部を除いて、その幅方向両側の各部位に、幅方向全体にわたり(少なくとも臀部カバー部14C全体にわたり)連続するように、複数の第2の細長状弾性伸縮部材16が上下方向に間隔を空けて、かつ所定の伸張率で幅方向に沿って伸張された状態で固定されている。
第2の細長状弾性伸縮部材16としては、太さ155~1880dtex、特に470~1240dtex程度(合成ゴムの場合。天然ゴムの場合には断面積0.05~1.5mm2、特に0.1~1.0mm2程度)の糸ゴムを、5~40mm、特に5~20mmの間隔で2~10本程度、それぞれ伸張率150~300%、特に180~260%で固定するのが好ましい。
すなわち、腹側外装シート(腹側本体部)12Fの上端部(ウエスト部)Wおよび下側部分Uのうち、上端部Wにおける内側シート状資材12の内側面と外側シート状資材12の折り返し部分12rの外側面との間には、幅方向全体にわたり連続するように、複数の腹側ウエスト部弾性伸縮部材18が上下方向に間隔を空けて、かつ所定の伸張率で幅方向に沿って伸張された状態で固定されている。この腹側ウエスト部弾性伸縮部材18は、背側ウエスト部弾性伸縮部材17に対して、本数、太さ、伸張率、間隔、及び上下方向配置をできるだけ近づけるのが好ましいが、異ならしめることもでき、異ならしめる場合、本数の差は10本以下、好ましくは5本以下、太さの差は1880dtex以下、好ましくは470dtex以下、伸張率の差は100%以下、好ましくは40%以下、間隔の差は10mm以下、好ましくは5mm以下である。
また、腹側外装シート12F(腹側本体部)の下側部分Uにおける内側シート状資材12の外側面と外側シート状資材12の内側面との間には、内装体200と重なる幅方向中央部を除いて、その上側および幅方向両側の各部位に、幅方向全体にわたり連続するように、複数の第3の細長状弾性伸縮部材19が上下方向に間隔を空けて、かつ所定の伸張率で幅方向に沿って伸張された状態で固定されている。第3の細長状弾性伸縮部材19の上下方向配設範囲は、下側部分の一部としても良いが、実質的に全体(全体に伸縮力が作用する範囲)とするのが好ましい。
他方、図示のように、第1、第2及び第3の細長状弾性伸縮部材15、16及び19が、内装体200と重なる幅方向中央部を除いてその幅方向両側にそれぞれ設けられていると、内装体200と外装シート12F,12Bが剥れにくいため好ましいが、この形態には、幅方向両側にのみ弾性伸縮部材が存在する形態の他、内装体200を横切ってその幅方向一方側から他方側まで弾性伸縮部材が存在しているが、内装体200と重なる幅方向中央部では弾性伸縮部材が切断され、伸縮力が作用しない(実質的には、弾性伸縮部材を設けないことに等しい)ように構成されている形態も含まれる。また、背側本体部13および背側延出部14の幅方向全体にわたり伸縮力が作用するように、第1、第2及び第3の細長状弾性伸縮部材15、16及び19の一部または全部を、内装体200を横切ってその幅方向一方側から他方側まで設けることもできる。
内装体200は任意の形状を採ることができるが、図示の形態では長方形である。内装体200は、図3に示されるように、身体側となる表面シート30と、液不透過性シート11と、これらの間に介在された吸収要素50とを備えている。液不透過性シート11の裏面側には、内装体200の裏面全体を覆うように、あるいは腹側外装シート12Fと背側外装シート12Bとの間に露出する部分全体を覆うように、股間部外装シート12Mを固定することもできる。また、表面シート30と吸収要素50との間に、表面シート30を透過した液を速やかに吸収要素50へ移行させる中間シート(セカンドシート)を設けることもできるが、肌への熱伝達が阻害されるため、表面シート30と吸収要素50との間には、少なくとも後述する高吸収性ポリマーを有する部分と重なる部分、好ましくは全体にわたり、他の部材を設けないのが好ましい。さらに、内装体200の両脇に排泄物が漏れるのを防止するために、内装体200の両側に、身体側に起立するバリヤーカフス60,61を設けることができる。なお、図示しないが、内装体200の各構成部材は、ホットメルト接着剤などのベタ、ビードまたはスパイラル塗布などにより、適宜相互に固定することができる。また、内装体200は、メカニカルファスナーや粘着材を用い、外装シート12F,12Bに対して着脱自在に取り付けることもできる。
表面シート30は、液を透過する性質を有するものであり、例えば、有孔又は無孔の不織布や、多孔性プラスチックシートなどを例示することができる。また、このうち不織布は、その原料繊維が何であるかは、特に限定されない。例えば、ポリエチレンやポリプロピレン等のオレフィン系、ポリエステル系、ポリアミド系等の合成繊維、レーヨンやキュプラ等の再生繊維、綿等の天然繊維などや、これらから二種以上が使用された混合繊維、複合繊維などを例示することができる。さらに、不織布は、どのような加工によって製造されたものであってもよい。加工方法としては、公知の方法、例えば、スパンレース法、スパンボンド法、SMS法、サーマルボンド法、メルトブローン法、ニードルパンチ法、エアスルー法、ポイントボンド法等を例示することができる。特には、表面側からの温度変化を感知し易くするため、スパンボンド法やSMS法により加工された不織布が薄さと強度のバランスに優れる点で好適であり、エアスルー法により加工された不織布は低坪量でも吸収が速やかでかつさらっと感に優れるため好適である。
また、表面シート30は、1枚のシートからなるものであっても、2枚以上のシートを貼り合せて得た積層シートからなるものであってもよい。同様に、表面シート30は、平面方向に関して、1枚のシートからなるものであっても、2枚以上のシートを貼り合わせてなるものであってもよい。
液不透過性シート11の素材は、特に限定されるものではないが、例えば、ポリエチレンやポリプロピレン等のオレフィン系樹脂や、ポリエチレンシート等に不織布を積層したラミネート不織布、防水フィルムを介在させて実質的に不透液性を確保した不織布(この場合は、防水フィルムと不織布とで液不透過性シートが構成される。)などを例示することができる。もちろん、このほかにも、近年、ムレ防止の観点から好まれて使用されている不透液性かつ透湿性を有する素材も例示することができる。この不透液性かつ透湿性を有する素材のシートとしては、例えば、ポリエチレンやポリプロピレン等のオレフィン系樹脂中に無機充填剤を混練して、シートを成形した後、一軸又は二軸方向に延伸して得られた微多孔性シートを例示することができる。さらに、マイクロデニール繊維を用いた不織布、熱や圧力をかけることで繊維の空隙を小さくすることによる防漏性強化、高吸水性樹脂または疎水性樹脂や撥水剤の塗工といった方法により、防水フィルムを用いずに液不透過性としたシートも、液不透過性シート11として用いることができる。また、断熱性の観点からは、比較的に通気性の低い無孔フィルムや微多孔性シートが好適である。
また、液不透過性シート11の内面または外面には、印刷や着色によるデザインを施しても良い。さらに液不透過性シート11の外側に、股間部外装シート12Mとは別部材の、印刷または着色を施したデザインシートを貼り付けても良い。また、液不透過性シート11の内側に、液分の吸収により色が変化する排泄インジケータ80を設けることができる。なお、符号90は使用後におむつを丸めて止めるためのいわゆる後処理テープを示している。
バリヤーカフス60,61は、内装体200の両側部に沿って前後方向全体にわたり延在する帯状部材であり、表面シート30上を伝わって横方向に移動する尿や軟便を遮断し、横漏れを防止するために設けられているものである。
本実施の形態では、図3及び図4にも示すように、内装体200の左右各側において二重にバリヤーカフス60,61が設けられている。おむつを展開した状態では、図示のように、内側バリヤーカフス61は内装体200の側部から幅方向中央側に斜めに起立するものであり、外側バリヤーカフス60は、内側バリヤーカフス61の幅方向外側において内装体200の側部から起立するように設けられ、付け根側の部分は幅方向中央側に向かって斜めに起立し、中間部より先端側の部分は幅方向外側に向かって斜めに起立するものである。
そして、内側バリヤーカフス61のうち幅方向において折り返し部分と反対側の端部は内装体200の側縁部の裏面に固定された取付部分(内側取付部分)65とされ、この取付部分65以外の部分は取付部分65から突出する突出部分66(折り返し部分側の部分であり、内側突出部分に相当する)とされ、この突出部分66のうち前後方向両端部が表面シート30表面にホットメルト接着剤やヒートシールによる前後固定部67により固定され、前後方向中間部が非固定の自由部分(内側自由部分)とされ、この自由部分に前後方向に沿う細長状弾性部材63が伸張状態で固定されている。
ただし、内側バリヤーカフス61についても、内側突出部分の先端部は幅方向外側に折り返される構造、具体的には内側バリヤーカフス61の高さ(突出部の幅方向長さ)の1/2以下、好ましくは1/3以下であれば、外側バリヤーカフス61と同様に先端側部分が幅方向外側に折り返され且つ付け根部側部分に固定される構造を採っても良い。
また、突出部分66,69の前後固定部67の前後方向長さL6は、内側バリヤーカフス61の方が外側バリヤーカフス60と同じかまたは短く形成するのが好ましく、バリヤーカフス60,61における細長状弾性伸縮部材63の前後方向固定長さは、内側バリヤーカフス61の方が外側バリヤーカフス60と同じかまたは長く形成するのが好ましい。取付部分65と突出部分66との境界は、外側バリヤーカフス60と内側バリヤーカフス61とで同じ位置であっても良いが、外側バリヤーカフス60の境界が内側バリヤーカフス61の境界よりも幅方向中央側に離間しているのが好ましく、その離間距離は10mm以内が好ましい。
かくして構成された外側及び内側バリヤーカフス60,61では、細長状弾性伸縮部材63の収縮力が前後方向両端部を近づけるように作用するが、突出部分66,69のうち前後方向両端部が起立しないように固定されるのに対して、それらの間は非固定の自由部分とされているため、自由部分のみが図3に示すように身体側に当接するように起立する。特に、取付部分68,65が内装体200の裏面側に位置していると、股間部及びその近傍において外側及び内側バリヤーカフス60,61が幅方向外側に開くように起立するため、外側及び内側バリヤーカフス60,61が脚周りに面で当接するようになり、フィット性が向上するようになる。一方、股間部の前後両側(腹部及び背部)においては、前後固定部67により外側及び内側バリヤーカフス60,61が幅方向外側へ開かないように規制されるため、内側バリヤーカフス61は高く起立し、外側バリヤーカフス60の下半分も同様に起立するため、腹部及び背部における内装体200両脇からのもれが確実に防止できる。また、内側バリヤーカフス61の突出部分66における前後固定部67は折り返さずに、外側バリヤーカフス60の突出部部分68における前後固定部67は外向きに折り返されているため、外側及び内側バリヤーカフス60,61における内側及び外側自由部分間の離間状態が維持され、外側及び内側バリヤーカフス60,61が広い間隔で確実に起立し、それぞれが脚周りにフィットするようになるため、漏れ防止性に優れたものとなる。
なお、図示形態と異なり、外側及び内側バリヤーカフス60,61のいずれか一方のみを設けることもできる。
本例の吸収要素50は、吸収体56と、この吸収体56の全体を包む吸収体包被シート58とを有するものとなっているが、吸収体包被シート58は省略することもできる。
吸収体56は、繊維の集合体により形成することができる。この繊維集合体としては、綿状パルプや合成繊維等の短繊維を積繊したものの他、セルロースアセテート等の合成繊維のトウ(繊維束)を必要に応じて開繊して得られるフィラメント集合体も使用できる。液保持性の観点からは親水性繊維又は親水化処理された繊維が好ましい。繊維目付けとしては、綿状パルプや短繊維を積繊する場合は、例えば100~300g/m2程度とすることができ、フィラメント集合体の場合は、例えば30~120g/m2程度とすることができる。合成繊維の場合の繊度は、例えば、1~16dtex、好ましくは1~10dtex、さらに好ましくは1~5dtexである。フィラメント集合体の場合、フィラメントは非捲縮繊維であってもよいが、捲縮繊維であるのが好ましい。捲縮繊維の捲縮度は、例えば、1インチ当たり5~75個、好ましくは10~50個、さらに好ましくは15~50個程度とすることができる。また、均一に捲縮した捲縮繊維を用いる場合が多い。吸収体56中には高吸収性ポリマー粒子を分散保持させるのが好ましい。
70mm ≦ W1 < W2 ≦ 190mm …(1)
0.5 ≦ W1/W2 ≦ 0.85 …(2)
0mm ≦ L1-L2 ≦ 70mm …(3)
0mm ≦ L3-L4 ≦ 50mm …(4)
W1及びW2が狭過ぎると、バリヤーカフス60,61の起立が不安定になり、また吸収量が不十分となり、広過ぎるとフィット性の低下により装着感が悪化する。
また、上記数値範囲にあると、股間部においてはバリヤーカフス60,61の取付部分65近傍に吸収体56が存在しないため、バリヤーカフス60,61の動きの自由度が増し、バリヤーカフス60,61が幅方向外側に開き易く、肌に対して面で当たりやすくなり、脚の動きに対するフィット面の追従性も向上する。前後両側においては内装体200側部の吸収体56が十分な範囲に存在するため、これを基点(支点)としてバリヤーカフス60,61の起立が安定する。前後両側から股間部に至る部分は、バリヤーカフス60,61が内装体200の幅方向両側縁を基準として幅方向内側に起立した姿勢から幅方向外側に開いていく変位部であり、このバリヤーカフス60,61の姿勢変化が内装体200側部まで存在する吸収体56により支えられ、バリヤーカフス60,61の全体的な起立形状が安定する。上記数値範囲を外れ、括れ部が大きくなりすぎると、股間部においてはバリヤーカフス60,61の自由度が高くなりすぎ、かえって脚周りに隙間ができ易くなるおそれがあり、また股間部の前後両側においても基点(支点)が無いためにバリヤーカフス60,61の起立が不安定になるおそれがある。逆に括れ部が小さくなりすぎると、バリヤーカフス60,61の自由度が低下するので好ましくない。
さらに、括れ部56N全体の前後方向長さL7は好ましくは80mm以上、特に好ましくは120~260mmとされる。括れ部56Nの前後方向長さL7が短過ぎるとバリヤーカフス60,61の自由度が低下するとともに、吸収体56の脚周りに対するフィット性が低下して脚の動きを妨げるようになり、長すぎるとバリヤーカフス60,61の起立が安定しなくなる。
高吸収性ポリマー粒子とは、「粒子」以外に「粉体」も含む。高吸収性ポリマー粒子の粒径は、この種の吸収性物品に使用されるものをそのまま使用でき、1000μm以下、特に150~400μmのものが望ましい。高吸収性ポリマー粒子の材料としては、特に限定無く用いることができるが、吸水量が40g/g以上のものが好適である。高吸収性ポリマー粒子としては、でんぷん系、セルロース系や合成ポリマー系などのものがあり、でんぷん-アクリル酸(塩)グラフト共重合体、でんぷん-アクリロニトリル共重合体のケン化物、ナトリウムカルボキシメチルセルロースの架橋物やアクリル酸(塩)重合体などのものを用いることができる。高吸収性ポリマー粒子の形状としては、通常用いられる粉粒体状のものが好適であるが、他の形状のものも用いることができる。
また、高吸収性ポリマー粒子としては、ゲル強度が1000Pa以上のものが好適に用いられる。これにより、嵩高な吸収体56とした場合であっても、液吸収後のべとつき感を効果的に抑制できる。
特に、後述する温度変化物質により温度変化した尿を肌により近い位置で保持するために、高吸収性ポリマーとしては吸水速度が50秒以下のものが好適である。吸水速度が遅いと、温度変化した尿の多くが吸収されずに裏面側に通過してしまう。
吸収体包被シート58を用いる場合、その素材としては、ティッシュペーパ、特にクレープ紙、不織布、ポリラミ不織布、小孔が開いたシート等を用いることができる。ただし、高吸収性ポリマー粒子が(及び吸収体包被シート内に温度変化物質を設ける場合には温度変化物質も)抜け出ないような目の細かいシートであるのが望ましく、表面側からの温度変化を感知し易くするため、薄く低目付けのものが適当である。厚みは0.05~3mm程度、特に0.2mm以下、且つ目付けが5~25g/m2程度、特に15g/m2以下であると、裏面側から肌への伝熱性に優れるため好ましい。不織布を用いる場合は、スパンボンド法やSMS法により加工された不織布、特にSMS法により加工された不織布が、薄さと強度のバランスに優れる点で好適であり、その材質はポリプロピレン、ポリエチレン/ポリプロピレンなどを使用できる。
内装体200の裏面側には、製品外面に露出する股間部外装シート12Mが設けられている。この股間部外装シート12Mの素材としては、腹側外装シート12F及び背側外装シート12Bと同様のものを用いることができるが、より高強度の素材や消臭剤を含有するもの等、腹側外装シート12F及び背側外装シート12Bとは異なる素材を用いることもできる。具体的には、PP、PP/PE、PP/PET等の繊維からなる、スパンボンド不織布、メルトブロー不織布、ポイントボンド不織布、エアスルー不織布、エアーポイント不織布、スパンレース不織布、SMS不織布等の各種不織布、あるいはこれに消臭剤等を添加したもの等を用いることができる。
股間部外装シート12Mは、印刷や着色を行い、デザイン要素を備えたシートとしてもよい。前述のデザインシートと併用する場合は、それぞれのデザインが重ならないように配置することが好ましい。
股間部外装シート12Mとして伸縮不織布を用い、内装体200の長手方向に伸長して貼り付けると、股間部のフィット性が向上するため好ましい。
股間部外装シート12Mが幅方向側部から身体側面まで回り込み、バリヤーシート62の外面にホットメルト接着剤等により接着固定されていると、内装体200の両側部の剛性が向上する。このような形態においては、股間部外装シート12Mに剛度(コシ度)の高いシートを用いることが好ましい。具体的には、クラーク法(JISL1096 C法)によって測定される剛軟度の、シートのMD方向とCD方向との和が100mm以上、好ましくは150mm以上のシートを用いるとよい。
本発明は、肌に近い領域で、尿を温度変化物質40により冷却又は加熱した後、高吸収性ポリマーで吸収保持するという考え方に基づくものであり、その一つの好ましい形態として、例えば図3等に示すように、吸収要素50における吸収体包被シート58内において、高吸収性ポリマーを少なくとも表面側層に含む吸収体56の表面上に、尿との接触により尿を冷却又は加熱する温度変化物質を配置する形態が提案される。
また、冷却又は加熱した尿を吸収保持する高吸収性ポリマーとしては、前述した吸収体56中に含有させるものと同様のものを用いることができるが、特に吸水速度が50秒以下のものが好適である。吸水速度が遅いと、冷却又は加熱された尿の多くが吸収されずに裏面側に通過してしまう。
換言すれば、この形態は、吸収体56内に通常含有される高吸収性ポリマー粒子のうち、吸収体56の表面側層に含まれるものを、冷却又は加熱した尿を吸収保持するために利用するものである。従ってこの形態では、吸収体56の裏面側よりも表面側のほうが高吸収性ポリマーの密度が高くなっていると、冷却又は加熱された尿を吸収体56の表面側により多く保持でき、物品表面における温度変化をより大きくすることができるため好ましい。さらに、吸収体56の表面側に向かうにつれて次第に高吸収性ポリマーの密度が高くなったり、吸収体56の表面側に向かうにつれて段階的に高吸収性ポリマーの密度が高くなったりというように、密度勾配を有するように形成されていると、物品表面の温度変化を大きくする効果が顕著なものとなるため、より好ましい。このような密度勾配は、吸収体56内に侵入し難い大粒径分が多い粒度分布を有する高吸収性ポリマーを用いることにより形成することができる。
かくして構成されていると、表面シート30を透過し、吸収体56の表面に到達した尿は、温度変化物質40により冷却又は加熱された後、その裏面側に移行して高吸収性ポリマーにより吸収され、この高吸収性ポリマーを含む吸収体56の表面側層の温度が物品表面側に効果的に伝達され、装着者に温度変化を知覚させることになる。特に、温度変化物質40が溶解するものであると、排尿時には温度変化物質40が溶解することにより、吸収体56表面が露出し、冷却又は加熱された尿を吸収保持する高吸収性ポリマーの温度が物品表面側に直接的に伝達されるため好ましい。
この形態では、表面シート30を透過し、混合層41に供給された尿は温度変化物質により冷却又は加熱された後、他の部材に伝熱することなく、速やかに、高吸収性ポリマーにより吸収されるため、物品表面における温度変化がより一層のものとなる。
なお、本明細書においては、粒子状物を自由落下させることを「散布」、初速度を与えて自由落下よりも勢いよく散布することを「投射」と呼ぶが、複数種類の粒子状物を複数回に分けて散布又は投射する場合、いずれの粒子状物も「投射」し、かつ投射時に与える初速度を変化させることにより、吸収体56の繊維集合体への担持の度合いや、散布後における複数種類の粒子状物の混合度合いをコントロールすることも可能である。例えば上記例のように粒子状の温度変化物質40及び高吸収性ポリマー粒子を別個に散布又は投射する場合は、高吸収性ポリマー粒子を先に投射し、かつ粒子状変化の温度変化物質よりも早い初速度で投射することにより、高吸収性ポリマー粒子の多くを吸収体56内に侵入させるとともに、粒子状の温度変化物質40の多くが吸収要素50内の最も表面に近い側に厚い層を形成することができる。
また、吸収体56の表面に粒子状の温度変化物質40及び高吸収性ポリマー粒子を散布又は投射する場合だけでなく、高吸収性ポリマー粒子を含む吸収体56の表面に粒子状の温度変化物質40を散布又は投射する場合において、吸収体56の上側の高吸収性ポリマー密度を高くした場合でも、その上側に繊維集合体などからなる薄い層を設ける必要が無いという点で、高いさらっと感を得つつ高吸収性ポリマー粒子の脱出を防止するという、上記と同様の効果を得ることができる。
なお、前述の吸収要素50の表面(着用者面)側の吸収体包被シート58の合わせ目は、着用者に効果的に温度変化を感知させるため、合わせ目の重なり幅58Wは温度変化物質40の配置領域の幅40Wより狭く、かつ寸法が40mm以下、特に20mm以下となっていることが好ましい。このように狭くしていても、上記理由により、高吸収性ポリマー粒子が脱出することは無い。また、吸収体包被シート58の合わせ目は、排尿口に当接する幅方向の中央を含まないように、側部寄りに形成するのも好ましい形態である。
液透過性表面シート30の素材:不織布
液透過性表面シート30の厚み:0.1~0.5mm
液透過性表面シート30の目付けが10~40g/m2
吸収体包被シート58の素材:クレープ紙またはSMS不織布
吸収体包被シート58の厚み:0.05~0.2mm
吸収体包被シート58の目付け:5~25g/m2
温度変化物質の種類:尿への溶解により吸熱反応を起し、尿を冷却するもの。
温度変化物質の溶解度(温度20℃の100mlの水に対する):30g以上、特に50g以上
温度変化物質の目付け:300~800g/m2
温度変化物質を有する部分の面積:2,500~20,000mm2
温度変化物質により吸収体56に生じうる熱量変化の総量:50cal以上、特に150cal以上
温度変化物質を有する部分の単位面積当たりに生じうる熱量変化:1cal/cm2以上、特に2.5cal/cm2以上
温度変化した尿を吸収する高吸収性ポリマーの吸収速度:50秒以下、特に40秒以下
温度変化した尿を吸収する高吸収性ポリマーの目付けは50~400g/m2
温度変化した尿を吸収する高吸収性ポリマーを有する部分の面積:2,500~20,000mm2
液透過性表面シート30の素材:不織布
液透過性表面シート30の厚み:0.1~0.5mm
液透過性表面シート30の目付けが10~40g/m2
吸収体包被シート58の素材:クレープ紙またはSMS不織布
吸収体包被シート58の厚み:0.05~0.2mm
吸収体包被シート58の目付け:5~25g/m2
温度変化物質の種類:尿への溶解により吸熱反応を起し、尿を冷却するもの。
温度変化物質の溶解度(温度20℃の100mlの水に対する):30g以上、特に40g以上
温度変化物質の目付け:300~800g/m2
温度変化物質を有する部分の面積:2,500~20,000mm2
温度変化物質により温度変化シート42に生じうる熱量変化の総量:50cal以上、特に150cal以上
温度変化物質を有する部分の単位面積当たりに生じうる熱量変化:1cal/cm2以上、特に2.5cal/cm2以上
温度変化した尿を吸収する高吸収性ポリマーの吸収速度:50秒以下、特に40秒以下
温度変化した尿を吸収する高吸収性ポリマーの目付けは50~400g/m2
温度変化した尿を吸収する高吸収性ポリマーを有する部分の面積:2,500~20,000mm2
また、温度変化物質40を有する部分の前後両側及び幅方向両側のいずれか一方又は両方に、高吸収性ポリマーを有する部分が食み出していると、温度変化物質40を有する部分において冷却又は加熱した尿のうち、温度変化物質40を有する部分の周囲に拡散する分を高吸収性ポリマーにより効果的に吸収保持することができ、物品表面のより広い範囲に大きな温度変化をもたらすことができるため好ましい。例えば、吸収体56の全体に高吸収性ポリマー粒子を含む形態では、吸収体56の周縁部を食み出し部分として、その内側に温度変化物質を配置することで、上記構造とすることができる。高吸収性ポリマーを有する食み出し部分は、食み出し幅40xが15mm以上であると好ましい。
サンプルとして、図3に示す構造(以下、構造Aともいう)、図12に示す構造(構造Bともいう)、及び温度変化物質入りの市販品(キンバリークラーク社製「HUGGIES Pull-Ups TRAINING PANTS Cool Alert(2T-3Tサイズ)」。構造Bにおける温度変化シート42から高吸収性ポリマーを除いた構造に近いものである。)、基準品(構造Bにおける温度変化シート42を除いた形態)のパンツ型使い捨ておむつを用意した。構造Aについては、温度変化物質の目付けが異なるサンプル1~5を用意した。各サンプルの主な仕様は次の通りであった。
液透過性表面シート30:厚み2mm、目付け25g/m2のPE/PP複合繊維からなるエアスルー不織布。
吸収体包被シート58:厚み1mm、目付けが15g/m2のクレープ紙。
吸収体56の寸法:前後方向中央を基準として前側に205mmの位置から後側に190mmの位置まで、且つ幅方向中央を基準として、左側に70mmの位置から右側に70mmの位置まで。面積は55,300mm2。
温度変化物質40の種類:ソルビトール(溶解熱はマイナス26cal/g、東和化成工業株式会社製「ソルビット」)
温度変化物質40の溶解度(温度20℃の100mlの水に対する):70g。
温度変化物質40を有する部分の寸法:前後方向中央を基準として前側に160mmの位置から後側に40mmの位置まで、且つ幅方向中央を基準として、左側に50mmの位置から右側に50mmの位置までの矩形範囲。面積は20,000mm2。
温度変化物質40により吸収体に生じうる熱量変化の総量:208cal(ソルビトール400gsmの場合)。
温度変化物質40を有する部分の単位面積当たりの熱量変化:1.04cal/cm2(ソルビトール400gsmの場合)。
高吸収性ポリマーの吸収速度:35秒。
高吸収性ポリマーの目付け:150g/m2(吸収体56の厚み方向に均一に分散されている)。
高吸収性ポリマーを有する部分の寸法:(吸収体56の全体)。
(構造Bのサンプルの主な仕様)
温度変化シート42の上層42a:パルプ(目付け40g/m2)及び1.7dtexのPE/PETバイコンポーネント繊維(目付け10g/m2)。
温度変化シート42の下層42a:パルプ(目付け40g/m2)及び1.7dtexのPE/PETバイコンポーネント繊維(目付け10g/m2)。◇
温度変化シート42の中下層42d:高吸収性ポリマー43(目付け100g/m2)。
温度変化シート42の寸法:構造Aにおける温度変化物質を有する部分と同じ。
温度変化シート42における温度変化物質40を有する部分の寸法:温度変化シート42の全体。
温度変化シート42における高吸収性ポリマー43を有する部分の寸法:温度変化シート42の全体。
液透過性表面シート30:構造Aと共通。
吸収体包被シート58:構造Aと共通。
吸収体56の寸法:構造Aと共通。
温度変化物質40の種類:構造Aと共通。
温度変化物質40の溶解度(温度20℃の100mlの水に対する):構造Aと共通。
吸収体56における高吸収性ポリマーの吸収速度:構造Aと共通。
吸収体56における高吸収性ポリマーの目付け:構造Aと共通。
吸収体56における高吸収性ポリマーを有する部分の寸法:構造Aと共通。
温度37℃、量50ccの人工尿をビーカーに用意し、この人工尿を、サンプルの前後方向中央且つ幅方向中央の表面に対して約15cm上方から3秒程度で供給した後、サンプルの前後方向中央且つ幅方向中央の直径5cmの範囲を非接触型の温度計で所定時間毎に測定した。
<水溶性物質を含む層を有する実施形態>
図14に示されるように、吸収体56の表面シート30側に、体液との接触により着用者が感知し得る程度の温度変化を生じる温度変化物質40を含む温度変化層44が備えられるとともに、その下層に水溶性物質45を含む層46が備えられている形態も提案される。図示例では、図15に拡大して示すように、長手方向中間部の幅方向中央位置における、吸収体包被シート58によって囲繞された吸収体56の表面シート30側、すなわち使用面側に、温度変化物質40を含む層44と水溶性物質45を含む層46とからなる温度変化用別部材47が配設されている。
温度変化用別部材47は、吸収体56の長手方向及び幅方向の中間部に配設されている。特に温度変化用別部材47の幅方向位置は、幅方向中央位置であることが好ましい。男の子用の場合、温度変化用別部材47は長手方向において前側に位置することが好ましく、特に外装シート12の左右両側部の接合部の下端部を結ぶ線と吸収体56が交差する部分を含むように配置されていると、排尿口に近く、かつ弾性伸縮部材の作用によって温度変化用別部材47が常に体に押し当てられた状態となるため、どのような姿勢においても着用者に温度変化を感知させることができ、好ましい。また、女の子用の場合は、温度変化用別部材47は長手方向中央部分を含むように配置されていると、排尿口に近いため、好ましい。従って、男女兼用とする場合は、外装シート12の両側部の接合部の下端部を結ぶ線と吸収体56が交差する部分及び長手方向中央部分を含むように配置すると、排泄時に温度変化物質を含む層と体液との接触がより多く行われ、温度変化物質による温度変化が効果的に行われるようになるとともに、着用者の知覚が、温度変化による不快感を最も感知しやすい局部領域で行われるようになるため、着用者に温度変化を感知させ、育児者等が温度変化を感知することができるようになるため、好ましい。
また、温度変化物質40を含む層44には、高吸収性ポリマーが含有されていることが好ましい。これにより、体液吸収時に温度変化物質40を含む層44が膨張するようになるため、温度変化物質40を含む層44が着用者の身体に接触し易くなり、温度変化を確実に感知させることができるようになる。また、温度変化物質の作用により温度変化した体液が吸収体内に拡散する前に高吸収性ポリマーに保持され、着用者に感知可能な温度変化が持続するようになる。
水溶性物質45を含む層46としては、水溶性物質45を溶解させて可撓性を有するシート状に成形したものを使用することが好ましい。これにより、水溶性物質45が溶解するまで液を滞留する液滞留性に加えて、シート状成形体の構造特有の液通過阻害性を与えることができるようになる。ここで、この液通過阻害性を実証するため、透気速度の比較実験を行った。なお、本来であれば透液速度の比較実験を行うべきであるが、液体を通過させる実験では液滞留性と液通過阻害性の2つの要因が作用することから、液通過阻害性のみを比較するため、透気速度の実験を行った。実験では、JIS P 8117に基づきガーレー式デンソメータを用いて、ソルビトールの粉粒体をエアレイド不織布の層間に担持させたシート状物(1枚350g/m2、3mm厚)と、このシート状物に馬鈴薯澱粉を原料としたオブラート(1枚19g/m2、0.0175mm厚)を積層したオブラート積層体と、クレープ紙(1枚20g/m2、0.1mm厚・16枚重ね)の透気抵抗度(ガーレー)を計測した。その結果、次表1に示されるように、オブラート積層体の透気抵抗度は、シート状物やクレープ紙のそれに比べて桁違いに大きく、オブラートを積層することにより、シート状物の透気抵抗度は大きく向上し、液体の通過を阻害することが実証できた。このため、水溶性物質45を含む層46をオブラートなどのシート状の成形体構造とすることにより、水溶性物質45によって液の透過を妨げることができるようになる。

加熱して溶融した物質は液状化すると拡散しようとするため、水溶性物質45の粉粒体を積層シートの層間に担持させたシート状物を加熱するだけでは、シート状の成形体構造が形成されるとは限らない。この溶融時の粘度は、5~80P(ポアズ)であることが好ましい。粘度が5Pより低いと、溶融時に温度変化物質40が広範囲に拡散してしまい、一方粘度が80Pより高いと溶融時の流動性が悪く、溶解してもその場で滞留するため、いずれも良好なシート状の溶融固化体が形成されないおそれがある。使い捨ておむつは通常ポリエチレンやポリプロピレン等の熱可塑性樹脂を含むため、温度変化物質はこれらの樹脂と同じかそれよりも低い融点を有することが望ましい。一般的な熱可塑性樹脂の中で特に融点の低いポリエチレンは、通常100~130℃程度の融点を有するため、この場合の水溶性物質45の融点は130℃以下であることが好ましく、100℃以下であることがより好ましい。また、保管時に融解しないよう、70℃以上の融点を有することが好ましい。
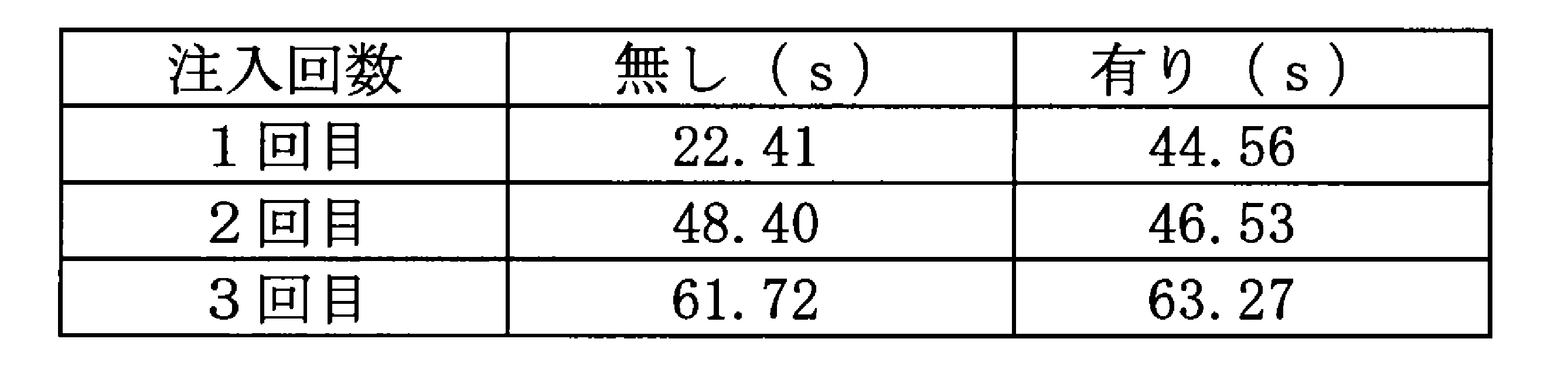
図17~図20に示されるように、吸収体56における幅方向中央部のうち、少なくとも股間部から腹側部分にわたる部分に温度変化物質が融着され、且つ吸収体56における温度変化物質の融着部分48の周囲には温度変化物質が融着されていない形態も提案される。温度変化物質は、吸収体56に融着されていると移動することがなくなり、所定の領域(この場合は股間部)で確実に機能するようになる。また、融着されていない部分と比較してコシ(剛性)が高くなるため、温度変化物質を確実に保持する温度変化物質融着部分に皺や折れ曲がり等の変形が起こり難く、股間部から腹側部分にわたる部分が身体に良好にフィットするようになる。
また、温度変化物質の融着部分48は、鼠蹊部に沿い且つ鼠蹊部よりも幅が広くなるように、ウエスト側に向かうにつれて幅が拡大する形状を有しているのが好ましい。図20中の符号49が幅拡大部分を示している。温度変化物質の融着部分48をこのような形状にすることによって、股間部における縦皺及び鼠蹊部に沿う皺が入り難く、股間部から腹側部分にかけてのフィット性がより一層のものとなる。幅拡大部分49より後側は、図示形態では一定の幅とされているが、脚周りに沿う曲線状をなしていても良い。
なお、本形態では、吸収要素50における吸収体包被シート58内において、高吸収性ポリマーを少なくとも表面側層に含む吸収体56の、表面側層に温度変化物質が配置され、温度変化物質が吸収体の表面または表面側層に融着されているのが好ましい。このように構成されていると、表面シート30を通過し、吸収体56の表面に到達した尿は、温度変化物質により冷却または加熱された後、表面側層に含まれる高吸収性ポリマーにより吸収され、この高吸収性ポリマーを含む吸収体56の表面側層の温度が物品表面側に効果的に伝達され、装着者に温度変化を知覚させることになる。
また、温度変化物質の溶融時の粘度が低いと、吸収体56の繊維間隙に浸透し難くなるため吸収体56に対する付着力が低下する。この観点から、温度変化物質としては、溶融時の温度(例えば70~130℃)における粘度が5~80ポアズのものが好ましい。
なお、初期吸収量とは、繊維集合体や高吸収性ポリマー(SAP)等の吸収材料が本来の吸収力を発揮する前に一時的に吸収保持できる水(あるいは尿等の体液)の量のことである。高吸収性ポリマー粒子や、水溶性の温度変化物質は1gあたりの初期吸収量を1ccとし、パルプ等のセルロース系の繊維やオレフィン系の合成繊維は、長時間吸収させても吸収量がほとんど変わらないため、1gあたりの保水量をもって1gあたりの初期吸収量とし、これらを各素材使用量に応じて積算することにより算出することができる。本発明では、吸収体56の上層56Aにおける初期吸収量(吸収体包被シート58の吸収分は含まないものとする)は70cc以上であることが好ましく、100cc以上であることがより好ましい。
(繊維1gあたりの保水量の測定方法)
1.200ccビーカーに20℃のイオン交換水200ccを入れる。
2.その中に繊維集合体1gを入れ、ガラス棒で30秒間攪拌する。
3.内径62mmのブフナー漏斗を支持台にセットし、ビーカー内の試料および水を10秒間で流し込み、自然ろ過する。
4.底面が直径60mmで、重さ1450gの円筒形の重りを試料の上に載せ、1分間放置する。(10cm四方あたりの荷重は5kgとなる。)
5.繊維の重量を量り、前後の重量差から繊維の保水量(1g=1ccとする)を求め、この保水量を繊維1gあたりに換算して、繊維1gあたりの保水量とする。
なお、試料が不織布等のシート状物である場合は、1gのシートを長さ20mm×幅2mmで、厚さ2mm以下にカットしたものを用いて測定する。
<断熱層に関する実施形態>
図27~図29に示されるように、吸収体56と液不透過性シート11(裏面側シートに相当する)との間には断熱層57が設けられた形態も提案される。断熱層57は、基本的に吸収要素50と同様の構造を採用することができる。この場合において、断熱層57を吸収要素50と全く同じ構成としても良いが、必要に応じて一部の素材や寸法、含有量、物性等を吸収要素50に対して異ならしめることもできる。断熱層57は各種の不織布により構成しても良い。特に、断熱層57を構成する繊維の密度は、吸収要素50を構成する繊維の密度よりも低くなっていることが好ましい。
特に好ましいのは、断熱層57の繊維密度が0.5~1.5g/m3となり、吸収体56の繊維密度が2.25~6.75g/m3の範囲内で断熱層57の繊維密度の4.5倍以上となるように吸収体56及び断熱層57を構成する形態である。
また、最初の排尿の大部分を吸収体56内に保持するために、吸収体56を構成する繊維の親水度及び/又は保水量を、断熱層57を構成する繊維の親水度及び/又は保水量よりも高くすることも好ましい。吸収体56を構成する繊維の保水量は、8cc/g以上、特に10cc/g以上が好ましく、断熱層57を構成する繊維の保水量は、8cc/g以下、特に5cc/g以下が好ましい。繊維1gあたりの保水量の測定方法については前述のとおりである。
また、断熱層57は吸収体56で温度変化した尿を引き寄せないよう液保持性が低いことが望ましいが、吸収体56と同様に高吸収性ポリマーを含有させることもできる。
サンプルとして、図27に示す構造のパンツ型使い捨ておむつを2種類作製した。一方のサンプル(実施例1)は、断熱層57を、セルロースアセテートトウを開繊した繊維集合体で形成し、その繊維密度は0.8g/cm3、繊度は4.4dtexとした。他方のサンプル(実施例2)は、断熱層57が繊維密度3.7g/cm3のフラッフパルプ(高吸収性ポリマー含有せず)からなるものとした。また比較例として、断熱層57を有しないこと以外は実施例1と同様のサンプルを作製した。各例において、断熱層の種類及び有無以外の仕様は下記のとおり共通とした。
液透過性表面シート30:厚み2mm、目付け25g/m2のPE/PP複合繊維からなるエアスルー不織布。
吸収体56:繊維密度3.7g/cm3のフラッフパルプ(高吸収性ポリマーを分散含有)。
吸収体56の寸法:前後方向中央を基準として前側に205mmの位置から後側に190mmの位置まで、且つ幅方向中央を基準として、左側に70mmの位置から右側に70mmの位置まで。面積は55,300mm2。厚みは2mm。
吸収体包被シート58:厚み1mm、目付けが15g/m2のクレープ紙。
温度変化物質40の種類:ソルビトール(溶解熱はマイナス26cal/g、東和化成工業株式会社製「ソルビット」)
温度変化物質40の溶解度(温度20℃の100mlの水に対する):70g。
温度変化物質40を有する部分の寸法:前後方向中央を基準として前側に160mmの位置から後側に40mmの位置まで、且つ幅方向中央を基準として、左側に50mmの位置から右側に50mmの位置までの矩形範囲。面積は20,000mm2。
温度変化物質40により吸収体56に生じうる熱量変化の総量:208cal(ソルビトール400gsmの場合)。
温度変化物質40を有する部分の単位面積当たりの熱量変化:1.04cal/cm2(ソルビトール400gsmの場合)。
高吸収性ポリマーの吸収速度:35秒。
吸収体56における高吸収性ポリマーの目付け:150g/m2(吸収体56の厚み方向に均一に分散されている)。
高吸収性ポリマーを有する部分の寸法:(吸収体56の全体)。
各サンプルで温度37℃のお湯を入れたビーカーを包み(サンプル内面をビーカーに接触させる)、温度20℃、湿度50%RHの雰囲気下に保持し、ビーカー内のお湯の温度を温度計で所定時間毎に測定した。測定結果を図36に示した。このグラフからも判るように、本発明に係る実施例1及び実施例2のサンプルは、比較例と比べて断熱性が高く、より長時間にわたりおむつ内部の温度を維持できることが判明した。この結果から、温度変化物質による温度変化を行ったときの温度変化維持についても、同様の結果となることが予測される。
Claims (14)
- 液透過性表面シートと裏面側シートとの間に、高吸収性ポリマーと繊維集合体とからなる吸収体を吸収体包被シートで包んでなる吸収要素が介在されてなる吸収部分を、股間部を含む部位に備えた使い捨て吸収性物品において、
前記吸収体と前記液透過性表面シートとの間に、尿との接触により尿を冷却又は加熱する温度変化物質及び高吸収性ポリマーを含有する温度変化層を有するか、または、
前記吸収体は、裏面側よりも表面側のほうが前記高吸収性ポリマーの密度が高く、その表面上に、尿との接触により尿を冷却又は加熱する温度変化物質を含有する温度変化層を有する、
ことを特徴とする使い捨て吸収性物品。 - 前記温度変化物質を有する部分の周縁は前記吸収体の周縁に対して中央側に離間しており、その前後両側及び幅方向両側の少なくとも一方に、前記高吸収性ポリマーを有する部分を備えた、請求項1記載の使い捨て吸収性物品。
- 前記液透過性表面シートは、厚みが0.5mm以下、且つ目付けが10~40g/m2の不織布からなり、
前記吸収体包被シートは、厚みが0.2mm以下、且つ目付けが5~25g/m2のクレープ紙または不織布からなり、
前記液透過性表面シートと前記温度変化層との間における、少なくとも前記高吸収性ポリマーを有する部分と重なる部分には、他の部材を有しないものであり、
前記温度変化物質は尿への溶解により吸熱反応を起し、尿を冷却するものであり、且つ温度20℃の100mlの温度20℃の100mlの水への溶解度が30g以上であり、
前記温度変化物質の目付けは300~800g/m2であり、
前記温度変化物質を有する部分の面積は2,500~20,000mm2であり、
前記温度変化物質により前記吸収体に生じうる熱量変化の総量は50cal以上であり、
前記温度変化物質を有する部分の単位面積当たりの熱量変化は1cal/cm2以上であり、
前記高吸収性ポリマーは吸収速度が50秒以下であり、
前記高吸収性ポリマーの目付けは50~400g/m2であり、
前記高吸収性ポリマーを有する部分の面積は2,500~20,000mm2である、
請求項2記載の使い捨て吸収性物品。 - 前記温度変化層の下層に水溶性物質を含む層が備えられた、請求項3記載の使い捨て吸収性物品。
- 前記水溶性物質を含む層は、前記水溶性物質を主原料とした成形体によって構成されている、請求項4記載の使い捨て吸収性物品。
- 前記水溶性物質を含む層は、前記水溶性物質を担持させた透液性のシート状物によって構成されている、請求項5記載の使い捨て吸収性物品。
- 前記吸収体の幅方向中央部のうち、少なくとも前記股間部から前記腹側部分にわたる部分に前記温度変化物質が融着され、且つ前記吸収体における前記温度変化物質の融着部分の周囲には前記温度変化物質が融着されていない、請求項3記載の使い捨て吸収性物品。
- 展開状態における腹側部分のウエスト端縁から背側部分のウエスト端縁までの前後方向長さとして定まる製品長をLとしたとき、
少なくとも前記腹側部分のウエスト側端縁から股間側に0.15~0.80Lの範囲にわたり、前記吸収体が設けられており、
少なくとも前記腹側部分のウエスト側端縁から股間側に0.25~0.45Lの範囲にわたり、前記温度変化物質の融着部分が設けられている、
請求項7記載の使い捨て吸収性物品。 - 前記温度変化物質の融着部分は、鼠蹊部に沿い且つ鼠蹊部よりも幅が広くなるように、ウエスト側に向かうにつれて幅が拡大する形状を有している、請求項8記載の使い捨て吸収性物品。
- 前記吸収体の股間部に脚周りに沿う括れ部が設けられており、展開状態における前記吸収体の前後方向長さをY、幅をXとしたとき、前記括れ部の前後方向長さが0.2~0.3Yであり、前記括れ部における最も幅が狭い部分の幅が0.6~0.75Xであり、
前記腹側部分における前記温度変化物質の融着部分のウエスト側端縁の幅は0.4~0.7Xであり、
前記温度変化物質の融着部分のうち前記幅が拡大する部分の股間側端が、前記括れ部の最も幅の狭い部分と同位置か、又はこれよりも腹側に位置しており、
前記温度変化物質の融着部分の後端は、前記括れ部の後端と同位置、又はこれよりも背側に位置するとともに、その幅が、前記腹側部分における前記温度変化物質の融着部分のウエスト側端縁の幅の0.7倍以下で、且つ0.5X以下である、
請求項9記載の使い捨て吸収性物品。 - 前記吸収要素と前記裏面側シートとの間に断熱層が設けられた、請求項3記載の使い捨て吸収性物品。
- 前記吸収体は繊維密度が2.25~6.75g/m3の繊維集合体から形成されており、
前記断熱層は繊維密度が0.5~1.5g/m3の繊維集合体から形成されており、且つ
前記吸収体の繊維密度が前記断熱層の繊維密度の4.5倍以上である、
請求項11記載の使い捨て吸収性物品。 - 前記断熱層は前記吸収体とは別に、前記断熱層より繊維密度の高い繊維集合体からなる断熱層包被シートにより包まれている、請求項12記載の使い捨て吸収性物品。
- 前記断熱層は、前記吸収体の裏面のうち50%以上の面積を覆っている、請求項13記載の使い捨て吸収性物品。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08867323.1A EP2241299B1 (en) | 2007-12-28 | 2008-12-26 | Disposable absorbent article |
| US12/810,587 US8853487B2 (en) | 2007-12-28 | 2008-12-26 | Disposable absorbent article with temperature changing layer |
| CN200880123195.1A CN101917948B (zh) | 2007-12-28 | 2008-12-26 | 一次性吸收性物品 |
| KR1020107016757A KR101528952B1 (ko) | 2007-12-28 | 2008-12-26 | 일회용 흡수성 물품 |
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007-340939 | 2007-12-28 | ||
| JP2007340939A JP4394719B2 (ja) | 2007-12-28 | 2007-12-28 | 使い捨て吸収性物品 |
| JP2008-049943 | 2008-02-29 | ||
| JP2008-051294 | 2008-02-29 | ||
| JP2008051294A JP5191250B2 (ja) | 2008-02-29 | 2008-02-29 | 使い捨て吸収性物品 |
| JP2008049943A JP4415053B2 (ja) | 2008-02-29 | 2008-02-29 | 使い捨ておむつ |
| JP2008051292A JP4435240B2 (ja) | 2008-02-29 | 2008-02-29 | 使い捨て吸収性物品 |
| JP2008-051292 | 2008-02-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009084642A1 true WO2009084642A1 (ja) | 2009-07-09 |
Family
ID=40824355
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2008/073763 Ceased WO2009084642A1 (ja) | 2007-12-28 | 2008-12-26 | 使い捨て吸収性物品 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8853487B2 (ja) |
| EP (1) | EP2241299B1 (ja) |
| KR (1) | KR101528952B1 (ja) |
| CN (1) | CN101917948B (ja) |
| WO (1) | WO2009084642A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101816600A (zh) * | 2009-11-06 | 2010-09-01 | 尤妮佳股份有限公司 | 一次性穿着物品 |
| AU2011210934B2 (en) * | 2010-01-29 | 2015-05-21 | Unicharm Corporation | Absorbent article |
| WO2018097771A1 (en) | 2016-11-23 | 2018-05-31 | Essity Hygiene And Health Aktiebolag | Absorbent article with folded edges to enclose elastic elements and method for manufacturing an absorbent article with folded edges |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8486038B2 (en) * | 2006-03-03 | 2013-07-16 | The Procter & Gamble Company | Disposable pull-on garment |
| US9017241B2 (en) | 2010-04-09 | 2015-04-28 | The Procter & Gamble Company | Methods and apparatuses for tucking side panels of absorbent articles |
| US8870732B2 (en) | 2010-04-09 | 2014-10-28 | The Procter & Gamble Company | Methods and apparatuses for tucking side panels of absorbent articles |
| US9545342B2 (en) * | 2010-09-08 | 2017-01-17 | Fit Assist Medical Inc. | Multifunctional medical monitoring system |
| US9439549B2 (en) * | 2010-12-08 | 2016-09-13 | Georgia-Pacific Nonwovens LLC | Dispersible nonwoven wipe material |
| MX353338B (es) | 2010-12-08 | 2018-01-09 | Georgia Pacific Nonwovens Llc | Material de limpieza no tejido dispersable. |
| US10562281B2 (en) * | 2011-08-02 | 2020-02-18 | Kimberly-Clark Worldwide, Inc. | Cooling signal device for use in an absorbent article |
| CN103284844B (zh) * | 2012-02-28 | 2016-05-18 | 金红叶纸业集团有限公司 | 吸收性用品 |
| JP5608708B2 (ja) * | 2012-06-11 | 2014-10-15 | 花王株式会社 | 吸収性物品 |
| US9095479B2 (en) * | 2012-07-30 | 2015-08-04 | Sca Hygiene Products Ab | Disposable absorbent product with coated element and related methods |
| JP5936560B2 (ja) | 2013-01-18 | 2016-06-22 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP6118703B2 (ja) * | 2013-10-04 | 2017-04-19 | ユニ・チャーム株式会社 | 吸収性物品 |
| CN104906615B (zh) * | 2014-03-10 | 2019-08-02 | 金红叶纸业集团有限公司 | 除臭片材及其制造方法 |
| PL3233006T3 (pl) * | 2014-12-19 | 2020-06-15 | Essity Hygiene And Health Aktiebolag | Wyrób chłonny |
| RU2658252C1 (ru) | 2014-12-19 | 2018-06-19 | Ска Хайджин Продактс Аб | Впитывающее изделие |
| CN106236392A (zh) * | 2016-09-14 | 2016-12-21 | 天津市中科健新材料技术有限公司 | 一种防漏吸收制品 |
| JP6192794B1 (ja) * | 2016-11-08 | 2017-09-06 | ユニ・チャーム株式会社 | 吸収性物品 |
| EP3554439B1 (en) | 2016-12-19 | 2021-11-10 | The Procter & Gamble Company | Absorbent article with absorbent core |
| EP3787581A4 (en) | 2018-04-30 | 2022-01-19 | Kimberly-Clark Worldwide, Inc. | ABSORBENT ARTICLES AND MANUFACTURING PROCESS FOR ENHANCED SIDE WELD ABSORBENT ARTICLES |
| WO2020097756A1 (en) * | 2018-11-12 | 2020-05-22 | The Procter & Gamble Company | Absorbent articles comprising wetness indicators |
| CN113164302B (zh) * | 2018-12-04 | 2022-07-01 | 王子控股株式会社 | 吸收性物品 |
| CN111184607A (zh) * | 2020-02-21 | 2020-05-22 | 湖北丝宝股份有限公司 | 一种吸收制品 |
| CN114145912B (zh) * | 2021-12-31 | 2025-04-11 | 福建恒安集团有限公司 | 一种干爽瞬吸、定格潮涌的卫生巾 |
| JP7795424B2 (ja) * | 2022-06-24 | 2026-01-07 | 日本製紙クレシア株式会社 | アウター型紙おむつ及びモレ検知方法 |
| CN116849925B (zh) * | 2023-05-23 | 2024-07-30 | 露乐健康科技股份有限公司 | 一种便于判断吸湿状态的吸收性物品 |
| US12121430B1 (en) * | 2023-11-28 | 2024-10-22 | Chi Chen HSIEN | Reusable diaper |
| US12201504B1 (en) * | 2023-11-28 | 2025-01-21 | Thomas C. Chan | Reusable diaper with feces sensing |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10511278A (ja) * | 1994-12-22 | 1998-11-04 | キンバリー クラーク ワールドワイド インコーポレイテッド | トイレット躾け補助物 |
| JPH10511279A (ja) * | 1994-12-22 | 1998-11-04 | キンバリー クラーク ワールドワイド インコーポレイテッド | 温度変化を生じるトイレット訓練補助具 |
| JP2003533244A (ja) * | 2000-02-15 | 2003-11-11 | ザ、プロクター、エンド、ギャンブル、カンパニー | 相変化材料を有する吸収製品 |
| JP2004525730A (ja) * | 2001-05-14 | 2004-08-26 | ザ プロクター アンド ギャンブル カンパニー | 温度変化要素を有する着用可能物品 |
| WO2006071524A1 (en) * | 2004-12-29 | 2006-07-06 | Kimberly-Clark Worldwide, Inc. | Absorbent article featuring a temperature change member |
| WO2006108002A1 (en) * | 2005-04-04 | 2006-10-12 | The Procter & Gamble Company | Absorbent article having dryness indicating graphic |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5269775A (en) * | 1992-06-12 | 1993-12-14 | The Procter & Gamble Company | Trisection topsheets for disposable absorbent articles and disposable absorbent articles having such trisection topsheets |
| US6572600B1 (en) * | 2000-02-15 | 2003-06-03 | The Procter & Gamble Company | Disposable article with deactivatable adhesive |
| US6565549B1 (en) * | 2000-02-15 | 2003-05-20 | The Procter & Gamble Company | Absorbent article with thermally activatable adhesives |
| EP1250941A1 (en) * | 2001-04-17 | 2002-10-23 | The Procter & Gamble Company | Articles comprising a mint odor-free cooling agent |
| US20050222546A1 (en) * | 2004-04-01 | 2005-10-06 | The Procter & Gamble Company | Disposable absorbent article having refastenable side seams and a wetness sensation member |
| US20070191797A1 (en) | 2006-02-10 | 2007-08-16 | Roe Donald C | Absorbent article with sensation member |
| US7250548B2 (en) * | 2003-06-16 | 2007-07-31 | Kimberly-Clark Worldwide, Inc. | Absorbent article with temperature change member disposed on the outer cover and between absorbent assembly portions |
| US20060024132A1 (en) * | 2004-08-02 | 2006-02-02 | Seman Todd J | Tactile warning system |
| US20060142713A1 (en) * | 2004-12-29 | 2006-06-29 | Long Andrew M | Absorbent article featuring a temperature change member |
| US7956235B2 (en) * | 2004-12-29 | 2011-06-07 | Kimberly-Clark Worldwide, Inc. | Absorbent article featuring a temperature change member |
| US20060293632A1 (en) * | 2004-12-29 | 2006-12-28 | Kimberly-Clark Worldwide, Inc. | Absorbent article featuring a non-abrasive temperature change member |
-
2008
- 2008-12-26 WO PCT/JP2008/073763 patent/WO2009084642A1/ja not_active Ceased
- 2008-12-26 EP EP08867323.1A patent/EP2241299B1/en not_active Not-in-force
- 2008-12-26 CN CN200880123195.1A patent/CN101917948B/zh not_active Expired - Fee Related
- 2008-12-26 KR KR1020107016757A patent/KR101528952B1/ko not_active Expired - Fee Related
- 2008-12-26 US US12/810,587 patent/US8853487B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10511278A (ja) * | 1994-12-22 | 1998-11-04 | キンバリー クラーク ワールドワイド インコーポレイテッド | トイレット躾け補助物 |
| JPH10511279A (ja) * | 1994-12-22 | 1998-11-04 | キンバリー クラーク ワールドワイド インコーポレイテッド | 温度変化を生じるトイレット訓練補助具 |
| JP3922722B2 (ja) | 1994-12-22 | 2007-05-30 | キンバリー クラーク ワールドワイド インコーポレイテッド | 温度変化を生じるトイレット訓練補助具 |
| JP2003533244A (ja) * | 2000-02-15 | 2003-11-11 | ザ、プロクター、エンド、ギャンブル、カンパニー | 相変化材料を有する吸収製品 |
| JP2004525730A (ja) * | 2001-05-14 | 2004-08-26 | ザ プロクター アンド ギャンブル カンパニー | 温度変化要素を有する着用可能物品 |
| JP3830901B2 (ja) | 2001-05-14 | 2006-10-11 | ザ プロクター アンド ギャンブル カンパニー | 温度変化要素を有する使い捨て吸収性物品 |
| WO2006071524A1 (en) * | 2004-12-29 | 2006-07-06 | Kimberly-Clark Worldwide, Inc. | Absorbent article featuring a temperature change member |
| WO2006108002A1 (en) * | 2005-04-04 | 2006-10-12 | The Procter & Gamble Company | Absorbent article having dryness indicating graphic |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2241299A4 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101816600A (zh) * | 2009-11-06 | 2010-09-01 | 尤妮佳股份有限公司 | 一次性穿着物品 |
| AU2011210934B2 (en) * | 2010-01-29 | 2015-05-21 | Unicharm Corporation | Absorbent article |
| WO2018097771A1 (en) | 2016-11-23 | 2018-05-31 | Essity Hygiene And Health Aktiebolag | Absorbent article with folded edges to enclose elastic elements and method for manufacturing an absorbent article with folded edges |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2241299A4 (en) | 2012-01-18 |
| KR20100108573A (ko) | 2010-10-07 |
| EP2241299B1 (en) | 2013-12-04 |
| EP2241299A1 (en) | 2010-10-20 |
| US8853487B2 (en) | 2014-10-07 |
| KR101528952B1 (ko) | 2015-06-15 |
| CN101917948A (zh) | 2010-12-15 |
| CN101917948B (zh) | 2013-03-20 |
| US20100280472A1 (en) | 2010-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2009084642A1 (ja) | 使い捨て吸収性物品 | |
| JP5119003B2 (ja) | 使い捨ておむつ | |
| JP5118909B2 (ja) | 使い捨ておむつ | |
| JP2009148531A5 (ja) | ||
| JP5191250B2 (ja) | 使い捨て吸収性物品 | |
| JP5283462B2 (ja) | 使い捨て吸収性物品 | |
| WO2009133745A1 (ja) | 使い捨て吸収性物品 | |
| JP4528853B2 (ja) | 使い捨て吸収性物品 | |
| JP2010068989A5 (ja) | ||
| JP2010081954A5 (ja) | ||
| JP4435240B2 (ja) | 使い捨て吸収性物品 | |
| JP5305725B2 (ja) | 使い捨て吸収性物品 | |
| JP4452746B2 (ja) | 使い捨ておむつ | |
| JP2009172370A (ja) | 使い捨ておむつ | |
| JP4579313B2 (ja) | 使い捨て吸収性物品 | |
| JP2009207564A5 (ja) | ||
| JP4394719B2 (ja) | 使い捨て吸収性物品 | |
| JP5502287B2 (ja) | 使い捨て吸収性物品 | |
| JP2009160130A5 (ja) | ||
| JP7360293B2 (ja) | 吸収性物品 | |
| CN101909565B (zh) | 一次性尿布 | |
| JP4415053B2 (ja) | 使い捨ておむつ | |
| JP2024002725A (ja) | アウター型紙おむつ及びモレ検知方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200880123195.1 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08867323 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12810587 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 5102/DELNP/2010 Country of ref document: IN |
|
| ENP | Entry into the national phase |
Ref document number: 20107016757 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008867323 Country of ref document: EP |