WO2009099213A1 - 加熱殺菌包装用フィルム - Google Patents
加熱殺菌包装用フィルム Download PDFInfo
- Publication number
- WO2009099213A1 WO2009099213A1 PCT/JP2009/052102 JP2009052102W WO2009099213A1 WO 2009099213 A1 WO2009099213 A1 WO 2009099213A1 JP 2009052102 W JP2009052102 W JP 2009052102W WO 2009099213 A1 WO2009099213 A1 WO 2009099213A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- propylene
- block copolymer
- ethylene
- film
- ethylene block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F297/00—Macromolecular compounds obtained by successively polymerising different monomer systems using a catalyst of the ionic or coordination type without deactivating the intermediate polymer
- C08F297/06—Macromolecular compounds obtained by successively polymerising different monomer systems using a catalyst of the ionic or coordination type without deactivating the intermediate polymer using a catalyst of the coordination type
- C08F297/08—Macromolecular compounds obtained by successively polymerising different monomer systems using a catalyst of the ionic or coordination type without deactivating the intermediate polymer using a catalyst of the coordination type polymerising mono-olefins
- C08F297/083—Macromolecular compounds obtained by successively polymerising different monomer systems using a catalyst of the ionic or coordination type without deactivating the intermediate polymer using a catalyst of the coordination type polymerising mono-olefins the monomers being ethylene or propylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B25/08—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/14—Layered products comprising a layer of natural or synthetic rubber comprising synthetic rubber copolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/327—Layered products comprising a layer of synthetic resin comprising polyolefins comprising polyolefins obtained by a metallocene or single-site catalyst
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/80—Medical packaging
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31938—Polymer of monoethylenically unsaturated hydrocarbon
Definitions
- the present invention relates to a film for heat sterilization packaging excellent in total balance of properties such as transparency, seal strength, heat resistance, impact resistance and blocking resistance.
- a heat sterilization treatment is performed when a drug or food is stored in a film container.
- retort food is stored in a sterile state until the food is consumed by filling the film container, completely sealed, sterilized (referred to as retort treatment), and consumed.
- the heat sterilization treatment is usually performed by heating a drug or food filled in a film container and completely sealed for a certain period of time at a high temperature.
- polyethylene or polypropylene resin is generally used for the part of the film container where the drug or food comes into contact.
- Propylene block copolymers are mainly used for the resin used for the parts of these film containers that come into contact with the drug or food because heat resistance and impact resistance are required.
- An object of the present invention is to provide a film for heat sterilization packaging excellent in total balance of properties such as transparency, seal strength, blocking resistance, heat resistance and impact resistance.
- the present inventors have used a specific propylene / ethylene block copolymer (A) for a film for heat sterilization packaging, so that transparency, seal strength, blocking resistance, The present inventors have found that the total balance of characteristics such as heat resistance and impact resistance is excellent, and have completed the present invention.
- the heat sterilization packaging film of the present invention has a melt flow rate (MFR; ASTM D1238, 230 ° C., load 2.16 kg) in the range of 1 to 10 g / 10 min, and is measured by a differential scanning calorimeter (DSC).
- MFR melt flow rate
- the melting point is in the range of 150 to 170 ° C., the room temperature satisfying the following (1) to (3) and insoluble in the n-decane (Dinsol) of 90 to 80% by weight, and the room temperature satisfying the following (4) to (6) at least one outer layer comprising a propylene / ethylene block copolymer (A) composed of 10 to 20% by weight of a portion soluble in n-decane (Dsol); It has at least one intermediate layer or outer layer containing the propylene / ethylene block copolymer (B) which is not the same as the propylene / ethylene block copolymer (A).
- Molecular weight distribution (Mw / Mn) determined from Gin (Gpermeation Chromatography) of Dinsol is 3.5 or less
- Content of skeleton derived from ethylene in Dinsol is less than 13 mol%
- the sum of 2,1-insertion bond amount and 1,3-insertion bond amount of propylene in Dinsol is 0.2 mol% or less.
- the molecular weight distribution (Mw / Mn) obtained from GPC of Dsol is 3.5.
- the intrinsic viscosity [ ⁇ ] of Dsol in 135 ° C. decalin is 1.5 to 4.0 dl / g (6)
- the content of the skeleton derived from ethylene in Dsol is 15 to 35 mol%.
- the propylene / ethylene block copolymer (B) has a melt flow rate (MFR; ASTM D1238, 230 ° C., load 2.16 kg) in the range of 1 to 10 g / 10 min and a melting point of 140 to 170 ° C. 90-70 wt% of a portion insoluble in room temperature n-decane satisfying the following (i) to (iii) (Dinsol) and soluble in room temperature n-decane satisfying the following (iv) to (vi) It is preferably composed of 10 to 30% by weight (Dsol).
- MFR melt flow rate
- the molecular weight distribution (Mw / Mn) determined from GPC (gel permeation chromatography) of Dinsol is 3.5 or less.
- the content of the skeleton derived from ethylene in Dinsol is less than 13 mol%
- the sum of 2,1-insertion bond amount and 1,3-insertion bond amount of propylene in Dinsol is 0.2 mol% or less.
- the molecular weight distribution (Mw / Mn) obtained from GPC of Dsol is 3.5.
- the intrinsic viscosity [ ⁇ ] of Dsol in 135 ° C. decalin is 1.5 to 4.0 dl / g.
- the content of the skeleton derived from ethylene in Dsol is 15 to 45 mol%.
- the heat sterilization packaging film of the present invention further satisfies the following (a).
- the film for heat sterilization packaging of the present invention comprises an outer layer containing the propylene / ethylene block copolymer (A) and another outer layer containing the propylene / ethylene block copolymer (B).
- a film is mentioned.
- the ratio of the thickness of the outer layer containing the propylene / ethylene block copolymer (A) to the total thickness of the heat sterilization packaging film is 10 to 50%, and the propylene / ethylene block copolymer
- the thickness ratio of the other outer layer containing (B) is preferably 50 to 90% (however, the total thickness ratio of both outer layers is 100%).
- the ratio of the thickness of the outer layer containing the propylene / ethylene block copolymer (A) to the total thickness of the heat sterilization packaging film is 10 to 30%, and the propylene / ethylene block copolymer
- the proportion of the thickness of the intermediate layer containing (B) (the total thickness when there are two or more intermediate layers) is 40 to 80%, and the propylene / ethylene block copolymer (A) or the propylene / ethylene
- the thickness ratio of the other outer layer containing the block copolymer (B) is preferably 10 to 30% (however, the total thickness ratio of all layers is 100%).
- the heat sterilization packaging film of the present invention has a haze (HAZE) of 15% or less measured according to ASTM D-1003 using a 70 ⁇ m thick heat sterilization packaging film test piece. Is preferred.
- the heat sterilization packaging film of the present invention is preferably formed by polymerizing the propylene / ethylene block copolymer (A) and / or (B) in the presence of a metallocene catalyst.
- the film for heat sterilization packaging according to the present invention is particularly suitable for heat sterilization packaging because it is particularly excellent in transparency and impact resistance by using a specific propylene / ethylene block copolymer (A). It is done.
- the film for heat sterilization packaging of the present invention has a low bleed and excellent hygiene, so that the taste of food is good.
- the propylene / ethylene block copolymer (A) used in the present invention has a melt flow rate (MFR; ASTM D1238, 230 ° C., load 2.16 kg) of 1 to 10 g / 10 min, preferably 1.5 to 5 g / min. 90 to 80% by weight of a portion having a melting point of 150 to 170 ° C., preferably 150 to 165 ° C., more preferably 156 to 165 ° C. and insoluble in room temperature n-decane (Dinsol). And a portion soluble in room temperature n-decane (Dsol) from 10 to 20% by weight.
- MFR melt flow rate
- melt flow rate MFR; ASTM D1238, 230 ° C., load 2.16 kg
- melting point weight fraction of the insoluble portion (Dinsol) in room temperature n-decane in the propylene / ethylene block copolymer (A)
- the weight fraction of the portion soluble in room temperature n-decane (Dsol) can be appropriately changed by selecting a polymerization catalyst and polymerization conditions described later.
- the melting point is a value measured using a differential scanning calorimeter (DSC, manufactured by Perkin Elmer).
- the Dinsol satisfies the requirements (1) to (3), and the Dsol satisfies the requirements (4) to (6).
- the molecular weight distribution (Mw / Mn) determined from GPC of Dinsol is 3.5 or less, preferably 1.5 to 3.3.
- the content of the skeleton derived from ethylene in Dinsol is less than 13 mol%.
- the sum of the 2,1-insertion bond amount and 1,3-insertion bond amount of propylene in Dinsol is 0.2 mol.
- Mw / Mn Molecular weight distribution (Mw / Mn) determined from GPC of Dsol is 3.5 or less, preferably 1.5 to 3.3 (5)
- the intrinsic viscosity [ ⁇ ] of Dsol in 135 ° C. decalin is 1.5 to 4.0 dl / g, preferably 1.5 to 3.0 dl / g, more preferably 1.8 to 2.8 dl / g.
- the content of the skeleton derived from ethylene in Dsol is 15 to 35 mol%, preferably 15 to 25 mol%
- a suitable propylene / ethylene block copolymer (B) used in the present invention has a melt flow rate (MFR; ASTM D1238, 230 ° C., load 2.16 kg) of 1 to 10 g / 10 min, preferably 1.5 to Dinsol 90-70 wt. In the range of 5 g / 10 min, melting point 140-170 ° C., preferably 145-170 ° C., more preferably 146-165 ° C., insoluble in room temperature n-decane % And a portion soluble in room temperature n-decane (Dsol) from 10 to 30% by weight.
- MFR melt flow rate
- melt flow rate MFR; ASTM D1238, 230 ° C., load 2.16 kg
- melting point melting point
- the weight fraction of the portion soluble in room temperature n-decane (Dsol) can be appropriately changed by selecting a polymerization catalyst and polymerization conditions described later.
- the Dinsol preferably satisfies the requirements (i) to (iii), and the Dsol ⁇ ⁇ ⁇ preferably satisfies the requirements (iv) to (vi).
- the molecular weight distribution (Mw / Mn) determined from GPC of Dinsol is 3.5 or less, preferably 1.5 to 3.3.
- the content of the skeleton derived from ethylene in Dinsol is less than 13 mol%.
- the sum of the 2,1-insertion bond amount and 1,3-insertion bond amount of propylene in Dinsol is 0.2 mol. % Or less
- Molecular weight distribution (Mw / Mn) determined from GPC of Dsol is 3.5 or less, preferably 1.5 to 3.3
- V The intrinsic viscosity [ ⁇ ] of Dsol in decalin at 135 ° C.
- the content of the skeleton derived from ethylene in Dsol is 15 to 45 mol%, preferably 20 to 40 mol%, more preferably 25 to 40 mol%.
- the propylene / ethylene block copolymers (A) and (B) preferably further satisfy the following requirement (a).
- Molecular weight distribution (Mw / Mn) determined from GPC (gel permeation chromatography) of a portion (Dinsol) insoluble in room temperature n-decane of the propylene / ethylene block copolymer (A) or (B) used in the present invention Is 3.5 or less, preferably 1.5 to 3.3, more preferably 1.8 to 2.8.
- Mw / Mn molecular weight distribution obtained from GPC in the above range for the portion insoluble in room temperature n-decane (Dinsol) contained in the copolymer in this way, as described later as a catalyst. It is preferable to use a metallocene catalyst.
- the content of the skeleton derived from ethylene in the portion (Dinsol) insoluble in room temperature n-decane is less than 13 mol%, preferably 8 It is less than mol%, more preferably less than 3 mol%, still more preferably less than 1.5 mol%, and most preferably less than 0.5 mol%.
- the content of the skeleton derived from ethylene in Dinsol is 13 mol% or more, the transparency of the film is lowered.
- the intrinsic viscosity [ ⁇ ] of propylene / ethylene block copolymer (A) or (B) insoluble in room temperature n-decane (Dinsol) at 135 ° C. decalin is usually 1.8 to 3.5 dl / g. It is preferably 2.0 to 2.8 dl / g.
- the molecular weight distribution (Mw / Mn) determined from GPC of the portion soluble in room temperature n-decane (Dsol) of the propylene / ethylene block copolymer (A) or (B) used in the present invention is 3.5 or less, Preferably, it is 1.5 to 3.3.
- the catalyst is described below. It is preferred to use a metallocene catalyst.
- the intrinsic viscosity [ ⁇ ] in 135 ° C. decalin of the portion (Dsol) soluble in room temperature n-decane of the propylene / ethylene block copolymer (A) used in the present invention is 1.5 to 4.0 dl / g. , Preferably 1.5 to 3.0 dl / g, more preferably 1.8 to 2.8 dl / g.
- the intrinsic viscosity [ ⁇ ] in 135 ° C. decalin of the portion (Dsol) soluble in room temperature n-decane of the propylene / ethylene block copolymer (B) used in the present invention is 1.5 to 4.0 dl / g.
- a propylene / ethylene block copolymer having an intrinsic viscosity [ ⁇ ] in 135 ° C decalin of a portion soluble in n-decane at room temperature (Dsol) is higher than 4.0 dl / g is an ultra high molecular weight to high ethylene content.
- a small amount of propylene / ethylene copolymer rubber may be contained, and appearance defects such as a decrease in impact resistance of the obtained film and occurrence of fish eyes may occur.
- the content of the skeleton derived from ethylene in the part soluble in room temperature n-decane (Dsol) is 15 to 35 mol%, preferably 15 to 25%. Mol%.
- the content of the skeleton derived from ethylene in the part soluble in room temperature n-decane (Dsol) is 15 to 45 mol%, preferably 20 -40 mol%, more preferably 25-40 mol%, particularly preferably more than 25 mol% and 40 mol% or less.
- the heat sterilization packaging film of the present invention has the content of the skeleton derived from ethylene in the propylene / ethylene block copolymers (A) and (B) soluble in room temperature n-decane (Dsol) as described above. By making it within the proper range, it is difficult to reduce transparency and impact resistance, and it is possible to balance transparency and impact resistance, suitable for heat sterilization packaging films. become.
- the content (mol%) of the skeleton derived from ethylene in Dsol of the propylene / ethylene block copolymer (B) is the propylene / ethylene block copolymer (A).
- the content of skeleton derived from ethylene in Dsol (mol%) is preferably larger.
- a three-layer structure in which a layer containing a propylene / ethylene block copolymer (A) is an outer layer and a layer containing a propylene / ethylene block copolymer (B) is an intermediate layer sandwiched between the outer layers.
- the content of the skeleton derived from ethylene in Dsol of the outer propylene / ethylene block copolymer (A) is relatively small, and the content of Dpropyl of the inner propylene / ethylene block copolymer (B) in Dsol
- the transparency, heat resistance and heat sealability of both outer layers are improved, and the impact resistance of the intermediate layer is improved.
- the propylene / ethylene block copolymer (A) and / or (B) used in the present invention is preferably a propylene homopolymer or propylene in the first polymerization step ([Step 1]) in the presence of a metallocene catalyst. And a small amount of ethylene, a propylene copolymer rubber is produced by copolymerizing propylene and a larger amount of ethylene than the first step in the second polymerization step ([Step 2]). This is a propylene / ethylene block copolymer obtained by production.
- the metallocene catalyst used in the present invention includes a metallocene compound and at least one compound selected from compounds capable of reacting with an organometallic compound, an organoaluminum oxy compound and a metallocene compound to form an ion pair,
- a metallocene catalyst comprising a particulate carrier as required, preferably a metallocene catalyst capable of performing stereoregular polymerization such as isotactic or syndiotactic structure.
- the metallocene compounds the following crosslinkable metallocene compounds exemplified in the international application (WO01 / 27124 pamphlet) by the applicant of the present application are used.
- R 1 , R 2 , R 3 , R 4 , R 5 , R 6 , R 7 , R 8 , R 9 , R 10 , R 11 , R 12 , R 13 , R 14 are It is selected from a hydrogen atom, a hydrocarbon group, and a silicon-containing group, and each may be the same or different.
- Such hydrocarbon groups include methyl, ethyl, n-propyl, allyl, n-butyl, n-pentyl, n-hexyl, n-heptyl, n-octyl, n -Linear hydrocarbon group such as nonyl group, n-decanyl group; isopropyl group, tert-butyl group, amyl group, 3-methylpentyl group, 1,1-diethylpropyl group, 1,1-dimethylbutyl group, Branched hydrocarbon groups such as 1-methyl-1-propylbutyl group, 1,1-propylbutyl group, 1,1-dimethyl-2-methylpropyl group, 1-methyl-1-isopropyl-2-methylpropyl group A cyclic saturated hydrocarbon group such as a cyclopentyl group, a cyclohexyl group, a cycloheptyl group, a cycloocty
- Examples of the silicon-containing group include a trimethylsilyl group, a triethylsilyl group, a dimethylphenylsilyl group, a diphenylmethylsilyl group, and a triphenylsilyl group.
- the substituents R 5 to R 12 may be bonded to adjacent substituents to form a ring.
- substituted fluorenyl groups include benzofluorenyl group, dibenzofluorenyl group, octahydrodibenzofluorenyl group, octamethyloctahydrodibenzofluorenyl group, octamethyltetrahydrodicyclopentafluorenyl group, etc. Can be mentioned.
- R 1 , R 2 , R 3 and R 4 substituted on the cyclopentadienyl ring are preferably a hydrogen atom or a hydrocarbon group having 1 to 20 carbon atoms.
- the hydrocarbon group having 1 to 20 carbon atoms include the hydrocarbon groups described above. More preferably, R 3 is a hydrocarbon group having 1 to 20 carbon atoms.
- R 5 to R 12 substituted on the fluorene ring are preferably hydrocarbon groups having 1 to 20 carbon atoms.
- Examples of the hydrocarbon group having 1 to 20 carbon atoms include the hydrocarbon groups listed above.
- adjacent substituents may be bonded to each other to form a ring.
- Y that bridges the cyclopentadienyl ring and the fluorenyl ring is preferably a group 14 element of the periodic table, more preferably carbon, silicon, or germanium, and still more preferably a carbon atom.
- R 13 and R 14 substituted for Y are preferably hydrocarbon groups having 1 to 20 carbon atoms. These may be the same as or different from each other, and may be bonded to each other to form a ring. Examples of the hydrocarbon group having 1 to 20 carbon atoms include the hydrocarbon groups listed above. More preferably, R 14 is an aryl group having 6 to 20 carbon atoms.
- aryl group examples include the above-mentioned cyclic unsaturated hydrocarbon group, a saturated hydrocarbon group substituted with a cyclic unsaturated hydrocarbon group, and a heteroatom-containing cyclic unsaturated hydrocarbon group.
- R 13 and R 14 may be the same or different, and may be bonded to each other to form a ring.
- a fluorenylidene group, a 10-hydroanthracenylidene group, a dibenzocycloheptadienylidene group, and the like are preferable.
- the substituent selected from R 1 , R 4 , R 5 or R 12 and R 13 or R 14 at the bridging part are bonded to each other to form a ring. May be.
- M is preferably a Group 4 transition metal of the periodic table, more preferably Ti, Zr, or Hf.
- Q is selected from the same or different combinations from a halogen atom, a hydrocarbon group, an anionic ligand, or a neutral ligand capable of coordinating with a lone electron pair.
- j is an integer of 1 to 4, and when j is 2 or more, Qs may be the same or different from each other.
- the halogen atom include a fluorine atom, a chlorine atom, a bromine atom, and an iodine atom
- specific examples of the hydrocarbon group include the same as those described above.
- anionic ligand examples include alkoxy groups such as methoxy, tert-butoxy and phenoxy, carboxylate groups such as acetate and benzoate, and sulfonate groups such as mesylate and tosylate.
- neutral ligands examples include organophosphorus compounds such as trimethylphosphine, triethylphosphine, triphenylphosphine, diphenylmethylphosphine, tetrahydrofuran, diethyl ether, dioxane, 1,2-dimethoxy. And ethers such as ethane. It is preferable that at least one Q is a halogen atom or an alkyl group.
- Such bridged metallocene compounds include diphenylmethylene (3-tert-butyl-5-methyl-cyclopentadienyl) (fluorenyl) zirconium dichloride, diphenylmethylene (3-tert-butyl-5-methyl-cyclopentadienyl).
- an ion pair reacts with an organometallic compound, an organoaluminum oxy compound, and a transition metal compound used together with the Group 4 transition metal compound represented by the general formula [I].
- an organometallic compound an organoaluminum oxy compound, and a transition metal compound used together with the Group 4 transition metal compound represented by the general formula [I].
- the propylene / ethylene block copolymer (A) and / or (B) in the present invention uses a polymerization apparatus in which two or more reaction apparatuses are connected in series, and uses the following two steps ([Step 1] and [Step]). 2]) is carried out continuously.
- propylene is homopolymerized or copolymerized with propylene and a small amount of ethylene at a polymerization temperature of 0 to 100 ° C. and a polymerization pressure of normal pressure to 5 MPa gauge pressure.
- the content of the skeleton derived from ethylene in Dinsol in the propylene-based polymer produced in [Step 1] is obtained by homopolymerizing propylene or by reducing the amount of ethylene fed to propylene.
- [Step 2] copolymerizes propylene and ethylene at a polymerization temperature of 0 to 100 ° C. and a polymerization pressure of normal pressure to 5 MPa gauge pressure.
- the propylene / ethylene copolymer rubber produced in [Step 2] is made the main component of Dsol by increasing the amount of ethylene fed to propylene.
- the requirements (1) to (3) and (i) to (iii) related to Dinsol are the requirements (4) to (6) related to Dsol by adjusting the polymerization conditions in [Step 1].
- (Iv) to (vi) and (a) can be satisfied by adjusting the polymerization conditions in [Step 2].
- the physical properties that the propylene / ethylene block copolymer (A) or (B) used in the present invention should satisfy are often determined by the chemical structure of the metallocene catalyst used. Specifically, requirements (1) and (i) molecular weight distribution (Mw / Mn) determined from GPC of Dinsol, requirements (3) and (iii) 2,1-insertion bond amount of propylene in Dinsol, 3- Sum of insertion bond amount, requirements (4) and (iv) molecular weight distribution (Mw / Mn) determined from GPC of Dsol, and melting point of propylene / ethylene block copolymer (A) or (B) Primarily, it can be adjusted to satisfy the requirements of the present invention by appropriately selecting the metallocene catalyst used.
- the metallocene catalyst preferably used in the present invention is as described above.
- the composition ratio of Dinsol and Dsol and the propylene / ethylene block copolymer (A) or (B) It is possible to appropriately adjust the melt flow rate (MFR; ASTM D1238, 230 ° C., load 2.16 kg).
- the propylene / ethylene block copolymer (A) and / or (B) used in the present invention includes the propylene-based polymer produced in [Step 1] of the above method and [Step 2] of the above method.
- Propylene / ethylene copolymer rubbers to be produced may be produced separately in the presence of a metallocene compound-containing catalyst and then blended by physical means.
- ⁇ Elastomer (E)> An elastomer (E) can be added to the film for heat sterilization packaging of the present invention for the purpose of imparting properties such as impact resistance, transparency and flexibility.
- Elastomer (E) includes ethylene / ⁇ -olefin random copolymer (Ea), ethylene / ⁇ -olefin / nonconjugated polyene random copolymer (Eb), hydrogenated block copolymer (Ec) ), Propylene / ⁇ -olefin copolymer (Ed), other elastic polymers, and mixtures thereof.
- the content of the elastomer (E) in the heat sterilization packaging film of the present invention varies depending on the properties to be imparted, but is usually 0 to 20% by weight, preferably 1 to 10% by weight.
- the ethylene / ⁇ -olefin random copolymer rubber (Ea) is a random copolymer rubber of ethylene and an ⁇ -olefin having 3 to 20 carbon atoms.
- the molar ratio of the structural unit derived from ethylene to the structural unit derived from ⁇ -olefin (structural unit derived from ethylene / ⁇ - The structural unit derived from olefin) is usually 95/5 to 15/85, preferably 80/20 to 25/75.
- the melt flow rate (MFR; ASTM D1238, 230 ° C., load 2.16 kg) of the ethylene / ⁇ -olefin random copolymer (Ea) is usually 0.1 g / 10 min or more, preferably Within the range of 0.5-30 g / 10 min.
- the ethylene / ⁇ -olefin / non-conjugated polyene random copolymer (Eb) is a random copolymer rubber of ethylene, an ⁇ -olefin having 3 to 20 carbon atoms and a non-conjugated polyene.
- Examples of the ⁇ -olefin having 3 to 20 carbon atoms include those described above.
- Non-conjugated polyethylenes include 5-ethylidene-2-norbornene, 5-propylidene-5-norbornene, dicyclopentadiene, 5-vinyl-2-norbornene, 5-methylene-2-norbornene, 5-isopropylidene-2-norbornene
- Acyclic dienes such as norbornadiene; 1,4-hexadiene, 4-methyl-1,4-hexadiene, 5-methyl-1,4-hexadiene, 5-methyl-1,5-heptadiene, 6-methyl-1, Chain non-conjugated dienes such as 5-heptadiene, 6-methyl-1,7-octadiene, 7-methyl-1,6-octadiene; and trienes such as 2,3-diisopropylidene-5-norbornene .
- 1,4-hexadiene, dicyclopentadiene, and 5-ethylidene-2-norbornene are preferably used.
- the structural unit derived from ethylene is usually 94.9 to 30 mol%, preferably 89.5 to 40 mol%.
- the structural unit derived from ⁇ -olefin is usually 5 to 45 mol%, preferably 10 to 40 mol%, and the structural unit derived from non-conjugated polyene is usually 0.1 to 25 mol%, preferably 0.5 to 20 mol%.
- the total of the structural unit derived from ethylene, the structural unit derived from ⁇ -olefin, and the structural unit derived from non-conjugated polyene is 100 mol%.
- the melt flow rate (MFR; ASTM D1238, 230 ° C., load 2.16 kg) for the ethylene / ⁇ -olefin / non-conjugated polyene random copolymer (Eb) is 0.05 g / 10 min or more, preferably 0 Within the range of 1-30 g / 10 min.
- Specific examples of the ethylene / ⁇ -olefin / non-conjugated polyene random copolymer (Eb) include an ethylene / propylene / diene terpolymer (EPDM).
- the hydrogenated block copolymer (Ec) is a hydrogenated block copolymer having a block form represented by the following formula (a) or (b), and the hydrogenation rate is usually 90 mol%. More preferably, the hydrogenated block copolymer is 95 mol% or more.
- Examples of the monovinyl-substituted aromatic hydrocarbon constituting the polymerization block represented by X in the above formula (a) or formula (b) include styrene, ⁇ -methylstyrene, p-methylstyrene, chlorostyrene, and lower alkyl-substituted styrene. And styrene such as vinyl naphthalene or derivatives thereof. These can be used alone or in a combination of two or more.
- Examples of the conjugated diene constituting the polymer block represented by Y in the formula (a) or (b) include butadiene, isoprene, chloroprene and the like. These can be used alone or in a combination of two or more.
- n is usually an integer of 1 to 5, preferably 1 or 2.
- Specific examples of the hydrogenated block copolymer (Ec) include styrene / ethylene / butene / styrene block copolymer (SEBS), styrene / ethylene / propylene / styrene block copolymer (SEPS), and styrene.
- SEBS styrene / ethylene / butene / styrene block copolymer
- SEPS styrene / ethylene / propylene / styrene block copolymer
- SEP ethylene propylene block copolymer
- the block copolymer before hydrogenation can be produced, for example, by a method in which block copolymerization is performed in an inert solvent in the presence of a lithium catalyst or a Ziegler catalyst.
- a detailed production method is described in, for example, Japanese Patent Publication No. 40-23798.
- the hydrogenation treatment can be performed in an inert solvent in the presence of a known hydrogenation catalyst.
- a known hydrogenation catalyst Detailed methods are described in, for example, Japanese Patent Publication Nos. 42-8704, 43-6636, and 46-20814.
- the proportion of the 1,2-bond amount in the polybutadiene block is usually 20 to 80% by weight, preferably 30 to 60% by weight.
- a commercially available product can also be used as the hydrogenated block copolymer (Ec).
- the propylene / ⁇ -olefin copolymer rubber (Ed) is a random copolymer rubber of propylene and an ⁇ -olefin having 4 to 20 carbon atoms.
- the structural unit derived from is usually 95/5 to 5/95, preferably 80/15 to 20/80.
- the melt flow rate (MFR; ASTM D1238, 230 ° C., load 2.16 kg) for the propylene / ⁇ -olefin random copolymer rubber (Ed) is usually 0.1 g / 10 min or more, preferably 0.5 Within the range of ⁇ 30 g / 10 min.
- Elastomer (E) can also be used individually by 1 type, and can also be used in combination of 2 or more type.
- the elastomer (E) is usually used in an amount within the range of 0 to 20 parts by weight, preferably 1 to 10 parts by weight with respect to 100 parts by weight of the propylene / ethylene block copolymer (A). To do.
- ⁇ Polyethylene resin (C)> The film for heat sterilization packaging of the present invention is added with a polyethylene resin (C) together with the elastomer (E) or in place of the elastomer (E) for the purpose of imparting functions such as impact resistance, transparency and flexibility. You may do it.
- a density of 0.900 to 0.930 kg / manufactured by copolymerizing ethylene and an ⁇ -olefin of C4 or higher in the presence of a metallocene catalyst is preferred. It is preferred to add m 3 linear low density polyethylene.
- the content of the polyethylene resin (C) in the heat sterilization packaging film of the present invention varies depending on the properties to be imparted, but is usually in the range of 0 to 20% by weight, preferably 1 to 10 parts by weight.
- Polyethylene resin (C) can also be used individually by 1 type, and can also be used in combination of 2 or more type.
- the amount of the propylene / ethylene block copolymer varies depending on the properties to be imparted, Usually, it is in the range of 80 to 99% by weight, preferably 90 to 99% by weight.
- the total amount of the elastomer (E) and the polyethylene resin (C) is usually 0 to 20 parts by weight, preferably 1 to 10 parts by weight with respect to 100 parts by weight of the propylene / ethylene block copolymer (A). .
- the ratio of an elastomer and a polyethylene resin can be arbitrarily adjusted according to the objective.
- a propylene resin (P) may be added to the heat sterilization packaging film of the present invention.
- the propylene resin (P) used here is a propylene homopolymer, propylene / ethylene copolymer, propylene different from the propylene / ethylene block copolymer (A) or (B) used in the present invention.
- the ⁇ -olefin an ⁇ -olefin having 4 to 20 carbon atoms can be used.
- the film for heat sterilization packaging of the present invention is an additive such as vitamins, antioxidants, heat stabilizers, weathering stabilizers, slip agents, antiblocking agents, etc., as long as the purpose of the present invention is not impaired. May be included.
- the pellets are obtained using a single or twin screw extruder, and then obtained.
- Various molded bodies can be obtained by various methods such as extrusion molding, injection molding, injection stretch molding, and the like using the pellets obtained.
- Examples of the method for producing the heat sterilization packaging film of the present invention include a multilayer inflation film molding method, a multilayer T die cast film molding method, a press molding method, an extrusion laminating method, a dry laminating method, and the like. There is a T-die cast film forming method.
- the heat sterilization packaging film of the present invention may be a composite film.
- the composite film include a film in which the film for heat sterilization packaging of the present invention is laminated on a base material.
- the substrate include cellophane, paper, paperboard, woven fabric, aluminum foil, polyamide resin such as nylon 6 and nylon 66, polyester resin such as polyethylene terephthalate and polybutylene terephthalate, and stretched polypropylene.
- the dry lamination method, the wet lamination method, the sand lamination method, the hot-melt lamination method is mentioned, for example.
- a laminate using the film for heat sterilization packaging of the present invention has (1) a layer containing a polyester resin, (2) a layer made of aluminum, a layer containing a polyester resin on which inorganic fine particles are deposited, and inorganic fine particles deposited. At least one layer selected from the group consisting of a layer containing a polyamide-based resin, (3) a layer containing a polyamide-based resin, and (4) a film for heat sterilization packaging of the present invention in this order.
- a layer containing a polyester resin / a layer made of aluminum / a layer containing a polyamide resin / the film for heat sterilization packaging of the present invention A layer containing a polyester resin / a layer containing a polyester resin on which inorganic fine particles are deposited / a layer containing a polyamide resin / the film for heat sterilization packaging of the present invention, Layer containing polyester resin / Layer containing polyamide resin on which inorganic fine particles are deposited / Layer containing polyamide resin / Film for heat sterilization packaging of the present invention Layer containing polyester resin / Layer made of aluminum / Inorganic fine particles Deposited layer containing polyamide resin / Layer containing polyamide resin / Film for heat sterilization packaging of the present invention Layer containing polyester resin / Layer containing polyester resin with inorganic fine particles deposited / Layer made of aluminum / Examples thereof include a layer containing a polyamide resin on which inorganic fine particles are deposited / a layer containing a polyamide resin on which inorganic
- the polyester resin is not particularly limited as long as it is a commonly used polyester resin, but polyethylene terephthalate (PET) is preferably used.
- PET polyethylene terephthalate
- the polyamide resin is not particularly limited as long as it is a commonly used polyamide resin, but nylon 6, nylon 66, or the like is preferably used.
- the film for heat sterilization packaging of the present invention comprises at least one outer layer containing a propylene / ethylene block copolymer (A) satisfying the above-mentioned requirements, and propylene which is not the same as the propylene / ethylene block copolymer (A).
- -It has the at least 1 or more intermediate
- the propylene / ethylene block copolymer (B) which is not the same as the propylene / ethylene block copolymer (A) preferably satisfies the above-described requirements.
- outer layer and “intermediate layer” are concepts representing only the positional relationship of outer layer / intermediate layer ... / outer layer.
- outer layer in the case of a layer configuration such as A layer / B layer / C layer, the A layer and the C layer are outer layers, and the B layer is an intermediate layer.
- a layer and the B layer are outer layers.
- the film for heat sterilization packaging of the present invention has an outer layer containing the above-described propylene / ethylene block copolymer (A), excellent transparency and strength can be obtained.
- the heat sterilization packaging film of the present invention has a heat seal layer containing a propylene / ethylene block copolymer (A)
- excellent transparency and heat seal strength can be obtained.
- the film for heat sterilization packaging of the present invention has an intermediate layer or an outer layer containing the above-described propylene / ethylene block copolymer (B), more excellent impact resistance can be obtained.
- the ratio of the thickness of the outer layer containing the propylene / ethylene block copolymer (A) to the total thickness of the heat sterilization packaging film is 10% to 50%.
- the thickness ratio of the other outer layer containing the ethylene block copolymer (B) is preferably 50% to 90% (however, the total thickness ratio of both outer layers is 100%).
- the outer layer containing the above-mentioned propylene / ethylene block copolymer (A) and the above-mentioned propylene / ethylene block copolymer (B) are included.
- examples thereof include a film comprising at least one intermediate layer and another outer layer containing the propylene / ethylene block copolymer (A) described above or the propylene / ethylene block copolymer (B) described above.
- the ratio of the thickness of the outer layer containing the propylene / ethylene block copolymer (A) to the total thickness of the heat sterilization packaging film is 10% to 30%.
- the proportion of the thickness of the intermediate layer containing the ethylene block copolymer (B) (the total thickness when there are two or more intermediate layers) is 40% to 80%, and the propylene / ethylene block copolymer (A ) Or another outer layer containing the propylene / ethylene block copolymer (B) has a thickness ratio of 10% to 30% (however, the total thickness ratio of all layers is 100%). Is preferred.
- the outer layer containing the propylene / ethylene block copolymer (A) contains 80% by weight or more, preferably 90% by weight or more of the propylene / ethylene block copolymer (A).
- the intermediate layer or outer layer containing the propylene / ethylene block copolymer (B) contains 80% by weight or more, preferably 90% by weight or more of the propylene / ethylene block copolymer (B).
- These layers may contain the above-described elastomer (E), polyethylene resin (C), propylene-based resin (P), and additives as necessary.
- the film for heat sterilization packaging of the present invention has a multilayer structure of an outer layer containing a propylene / ethylene block copolymer (A) and at least one intermediate layer containing a propylene / ethylene block copolymer (B).
- a heat sterilization packaging film having a multilayer structure for example, a propylene / ethylene block copolymer (A) is used as both outer layers, and a propylene / ethylene block copolymer (B) is used as an intermediate layer.
- a layered film for heat sterilization packaging can be mentioned. In this case, as long as the propylene / ethylene block copolymer (A) used as both outer layers satisfies the requirements of the present invention, the outer layers may be the same or different.
- the propylene / ethylene block copolymer (A) and / or the propylene / ethylene block copolymer (B) is polymerized in the presence of a metallocene catalyst. Improves the interlayer adhesive strength in a multilayer film.
- the layers are joined together at the die portion of the film forming machine to form a multi-layer film.
- an interface is generated between the layers.
- the shear rate increases, so that the soluble part (rubber component) of n-decane of the propylene / ethylene block copolymer is greatly deformed and stretched.
- the interlayer strength tends to decrease, and the heat seal strength tends to decrease compared to a single-layer film using the same resin.
- the propylene / ethylene block copolymer (A) and / or the propylene / ethylene block copolymer (B) is polymerized in the presence of a metallocene catalyst, A decrease in heat seal strength due to a decrease in interlayer strength as described above can be prevented.
- the decrease in heat seal strength due to the decrease in interlayer strength It becomes stronger than the multilayer film using only the block copolymer.
- a propylene / ethylene block copolymer (A) is included. It is preferable to use a film so that the outer layer becomes a heat seal layer.
- the outer layer containing the propylene / ethylene block copolymer (A) is referred to as a “heat seal layer”, the propylene / ethylene block copolymer (A) or the above.
- Another outer layer containing the propylene / ethylene block copolymer (B) may be referred to as a “lami layer”.
- the thickness of the heat sterilization packaging film of the present invention is usually 20 to 200 ⁇ m, preferably 40 to 150 ⁇ m.
- the ratio of the thickness of each layer to the total thickness of the heat sterilization packaging film is within the above range, from the viewpoint of heat sealability, heat resistance and impact strength of the film. preferable.
- a skeleton derived from ethylene in a portion soluble in room temperature n-decane (Dsol) in the propylene / ethylene block copolymer (B) used as the intermediate layer is preferably higher than the content of the skeleton derived from ethylene in the portion soluble in room temperature n-decane (Dsol) in the propylene / ethylene block copolymer (A) used as the outer layer.
- an existing propylene block copolymer for heat sterilization packaging may be used as the intermediate layer or outer layer.
- homopolypropylene or random polypropylene polymerized in the presence of a metallocene catalyst may be used as the outer layer.
- the transparency of the heat sterilization packaging film of the present invention is such that the haze (HAZE) measured in accordance with ASTM D-1003 using a test piece of heat sterilization packaging film having a thickness of 70 ⁇ m is 15% or less, preferably Is 10% or less. If the transparency exceeds 15%, it is difficult to confirm the contents, which is not preferable.
- the heat seal strength of the package and heat resistance during heat sterilization treatment are required, so the melting point of the propylene / ethylene block copolymer (A) is 150 to 170 ° C., preferably 150 to It is 165 ° C., more preferably 156 to 165 ° C. A melting point of less than 150 ° C. is not preferable from the viewpoint of heat sterilization treatment (heat resistance).
- the amount of the portion soluble in room temperature n-decane (Dsol) is 10 to 20% by weight. If this amount is less than 10% by weight, it is not preferable from the viewpoint of impact resistance, and if it exceeds 20% by weight, it is not preferable from the viewpoint of heat seal strength.
- the melting point of the propylene / ethylene block copolymer (B) is 140 to 170 ° C., preferably 145 to 170 ° C., more preferably 146 to 165 ° C.
- a melting point of less than 140 ° C. is not preferable from the viewpoint of heat sterilization treatment (heat resistance).
- the amount of the portion soluble in n-decane at room temperature (Dsol) is 10 to 30% by weight, preferably 20 to 30% by weight. If this amount is less than 10% by weight, it is not preferable from the viewpoint of impact resistance, and if it exceeds 30% by weight, it is not preferable from the viewpoint of safety and health.
- the melt flow rate (MFR; ASTM D1238, 230 ° C., load 2.16 kg) of the propylene / ethylene block copolymers (A) and (B) is 1 to 10 g / 10 min. It is preferably 1.5 to 5 g / 10 min.
- the melt flow rate (MFR; ASTM D1238, 230 ° C., load 2.16 kg) is within this range, it is preferable from the viewpoints of moldability and impact resistance.
- the heat sterilization packaging film of the present invention and the laminate or composite film using the heat sterilization packaging film of the present invention are suitably used as a retort food packaging film, particularly a retort curry or pasta sauce packaging film. . Moreover, it can be used not only as a retort food packaging film but also as a medical product packaging film, particularly as an infusion packaging film or a medicine packaging film.
- the present invention will be described in detail based on examples, but the present invention is not limited to the examples.
- the measuring method of the physical property in an Example and a comparative example is as follows.
- M1 Melt flow rate (MFR) The melt flow rate (MFR) was measured according to ASTM D1238 (230 ° C., load 2.16 kg).
- n-decane soluble part (Dsol) 200 ml of n-decane was added to 5 g of a sample of the final product (that is, the propylene / ethylene block polymer of the present invention) and dissolved by heating at 145 ° C. for 30 minutes. It was cooled to 20 ° C. over about 3 hours and left for 30 minutes. Thereafter, the precipitate (hereinafter, n-decane insoluble portion: Dinsol) was filtered off. The filtrate was put in about 3 times the amount of acetone to precipitate the components dissolved in n-decane (precipitate (A)). The precipitate (A) and acetone were separated by filtration, and the precipitate was dried. Even when the filtrate side was concentrated to dryness, no residue was observed.
- a sample of the final product that is, the propylene / ethylene block polymer of the present invention
- n-decane soluble part amount (wt%) [precipitate (A) weight / sample weight] ⁇ 100.
- M4 Mw / Mn measurement [weight average molecular weight (Mw), number average molecular weight (Mn)] Measurement was performed as follows using GPC-150C Plus manufactured by Waters.
- the separation columns were TSKgel GMH6-HT and TSKgel GMH6-HTL, the column size was 7.5 mm in inner diameter and 600 mm in length, the column temperature was 140 ° C., and o-dichlorobenzene (Wako Pure Chemical Industries) was used as the mobile phase.
- the film was sampled into strips having a width of 15 mm. Sealing was performed under the conditions of heat sealing, sealing time of 1 second, pressure of 0.2 MPa ⁇ G (MPa ⁇ G means gauge pressure, hereinafter the same), and seal width of 5 mm.
- the upper temperature of the seal bar was varied, the both ends of the film heat-sealed at 70 ° C. were pulled at 200 mm / min, the maximum strength was measured, and a graph plotting the relationship between the upper temperature and the heat seal strength was created. From this plot, the strength at which the heat seal strength is maximized was measured as the maximum heat seal strength.
- Heat seal sample A sample of the above film sampled into a strip of 15 mm width was used. Heat sealing conditions: Sealing was performed with a sealing time of 1 second, a pressure of 0.2 MPa ⁇ G (MPa ⁇ G means gauge pressure, hereinafter the same), and a seal width of 5 mm.
- the upper temperature of the seal bar was varied, the both ends of the film heat-sealed at 70 ° C. were pulled at 200 mm / min, the maximum strength was measured, and a graph plotting the relationship between the upper temperature and the heat seal strength was created. From this plot, the strength at which the heat seal strength is maximized was measured as the interlayer strength.
- prepolymerization catalyst 404 g of the solid catalyst component prepared in (2) above 218 mL of triethylaluminum, and 100 liters of heptane were inserted into an autoclave with a stirrer having an internal volume of 200 liters, and the internal temperature was maintained at 15 to 20 ° C. 1212 g was inserted and reacted with stirring for 180 minutes. After completion of the polymerization, the solid component was settled, the supernatant was removed, and washed twice with heptane. The obtained prepolymerized catalyst was resuspended in purified heptane and adjusted with heptane so that the solid catalyst component concentration was 4 g / L. This prepolymerized catalyst contained 3 g of polyethylene per 1 g of the solid catalyst component.
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 100 L and further polymerized.
- Propylene was supplied to the polymerization vessel at 15 kg / hour, and hydrogen was supplied so that the hydrogen concentration in the gas phase was 0.09 mol%.
- Polymerization was performed at a polymerization temperature of 70 ° C. and a pressure of 3.0 MPa / G.
- the obtained slurry was transferred to a sandwiching tube having an internal volume of 2.4 liters, gasified, gas-solid separated, and then propylene homopolymer powder was sent to a 480 liter gas phase polymerization vessel to produce an ethylene / propylene block Copolymerization was performed.
- Polymerization was performed at a polymerization temperature of 70 ° C. and a pressure of 1.1 MPa / G. After the polymerization, it was vacuum dried at 80 ° C. to obtain a propylene / ethylene block copolymer (A1).
- Table 1 shows the physical properties of the resulting propylene / ethylene block copolymer (A1).
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 100 liters and further polymerized.
- Propylene was supplied at 15 kg / hour, and hydrogen was supplied to the polymerization reactor so that the hydrogen concentration in the gas phase was 0.09 mol%.
- Polymerization was performed at a polymerization temperature of 70 ° C. and a pressure of 3.0 MPa / G.
- the obtained slurry was transferred to a sandwiching tube having an internal volume of 2.4 liters, gasified, gas-solid separated, and then propylene homopolymer powder was sent to a 480 liter gas phase polymerization vessel to produce an ethylene / propylene block Copolymerization was performed.
- Polymerization was performed at a polymerization temperature of 70 ° C. and a pressure of 0.9 MPa / G. After the polymerization, it was vacuum dried at 80 ° C. to obtain a propylene / ethylene block copolymer (A2).
- Table 1 shows the physical properties of the resulting propylene / ethylene block copolymer (A2).
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 100 liters and further polymerized.
- Propylene was supplied to the polymerization vessel at 15 kg / hour, and hydrogen was supplied so that the hydrogen concentration in the gas phase was 0.09 mol%.
- Polymerization was performed at a polymerization temperature of 70 ° C. and a pressure of 3.0 MPa / G.
- the obtained slurry was transferred to a sandwiching tube having an internal volume of 2.4 liters, gasified, gas-solid separated, and then propylene homopolymer powder was sent to a 480 liter gas phase polymerization vessel to produce an ethylene / propylene block Copolymerization was performed.
- Polymerization was performed at a polymerization temperature of 70 ° C. and a pressure of 1.0 MPa / G. After the polymerization, vacuum drying was performed at 80 ° C. to obtain a propylene-based block copolymer (B1). Table 1 shows the physical properties of the resulting propylene-based block copolymer (B1).
- the resulting diphenylmethylene (3-tert-butyl-5-methylcyclopentadienyl) (2,7-tert-butylfluorenyl) zirconium dichloride / MAO / SiO 2 / toluene slurry was 99% in n-heptane. Substitution was performed and the final slurry volume was 4.5 liters. This operation was performed at room temperature.
- prepolymerization catalyst 404 g of the solid catalyst component prepared in (2) above 218 mL of triethylaluminum, and 100 liters of heptane were inserted into an autoclave with a stirrer having an internal volume of 200 liters, and the internal temperature was maintained at 15 to 20 ° C. After inserting 606 g, the reaction was carried out with stirring for 180 minutes. After completion of the polymerization, the solid component was settled, the supernatant was removed, and washed twice with heptane. The resulting prepolymerized catalyst was resuspended in purified heptane and adjusted with heptane so that the solid catalyst component concentration was 6 g / liter. This prepolymerized catalyst contained 3 g of polyethylene per 1 g of the solid catalyst component.
- the obtained slurry was sent to a vessel polymerization vessel with a stirrer having an internal volume of 100 liters, and further polymerized.
- Propylene was supplied at 15 kg / hour, and hydrogen was supplied to the polymerization reactor so that the hydrogen concentration in the gas phase was 0.02 mol%.
- Polymerization was performed at a polymerization temperature of 70 ° C. and a pressure of 3.0 MPa / G.
- the slurry was then transferred to a 5 liter four-necked flask and 260 ml of toluene was added.
- 2830 ml of methylaluminoxane (hereinafter referred to as MAO) -toluene solution (Albemarle 10 wt% solution) was introduced into the solution, and the mixture was stirred at room temperature for 30 minutes. The temperature was raised to 110 ° C. over 1 hour, and the reaction was carried out for 4 hours. After completion of the reaction, it was cooled to room temperature. After cooling, the supernatant toluene was extracted and replaced with fresh toluene until the replacement rate reached 95%.
- MAO methylaluminoxane
- the solid component was allowed to settle, and the supernatant was removed and washed with heptane twice.
- the resulting prepolymerized catalyst was resuspended in purified heptane and adjusted with heptane so that the solid catalyst component concentration was 2 g / liter.
- This prepolymerized catalyst contained 10 g of polyethylene per 1 g of the solid catalyst component.
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 1000 liters, and further polymerized.
- propylene was supplied at 45 kg / hour
- ethylene was supplied so that the ethylene concentration in the gas phase was 0.35 mol%
- hydrogen was supplied in the gas phase so that the hydrogen concentration was 0.12 mol%.
- Polymerization was performed at a polymerization temperature of 72 ° C. and a pressure of 3.1 MPa / G.
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 500 liters, and further polymerized.
- propylene was supplied at a rate of 10 kg / hour
- ethylene was supplied so that the ethylene concentration in the gas phase was 0.35 mol%
- hydrogen was supplied in the gas phase so that the hydrogen concentration was 0.12 mol%.
- Polymerization was performed at a polymerization temperature of 71 ° C. and a pressure of 3.0 MPa / G.
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 500 liters, and further polymerized.
- propylene was supplied at a rate of 10 kg / hour
- ethylene was supplied so that the ethylene concentration in the gas phase was 0.35 mol%
- hydrogen was supplied in the gas phase so that the hydrogen concentration was 0.12 mol%.
- Polymerization was performed at a polymerization temperature of 70 ° C. and a pressure of 3.0 MPa / G.
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 500 liters for copolymerization.
- propylene was supplied at 10 kg / hour, and hydrogen was supplied so that the hydrogen concentration in the gas phase was 0.11 mol%.
- Polymerization was performed by supplying ethylene so as to maintain a polymerization temperature of 62 ° C. and a pressure of 2.9 MPa / G.
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 1000 liters, and further polymerized.
- propylene was supplied at 45 kg / hour
- ethylene was supplied so that the ethylene concentration in the gas phase part was 0.5 mol%
- hydrogen was supplied so that the hydrogen concentration in the gas phase part was 0.13 mol%.
- Polymerization was performed at a polymerization temperature of 72 ° C. and a pressure of 3.1 MPa / G.
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 500 liters, and further polymerized.
- propylene was supplied at 10 kg / hour
- ethylene was supplied so that the ethylene concentration in the gas phase part was 0.5 mol%
- hydrogen was supplied so that the hydrogen concentration in the gas phase part was 0.13 mol%.
- Polymerization was performed at a polymerization temperature of 71 ° C. and a pressure of 3.0 MPa / G.
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 500 liters, and further polymerized.
- propylene was supplied at 10 kg / hour
- ethylene was supplied so that the ethylene concentration in the gas phase part was 0.5 mol%
- hydrogen was supplied so that the hydrogen concentration in the gas phase part was 0.13 mol%.
- Polymerization was performed at a polymerization temperature of 70 ° C. and a pressure of 3.0 MPa / G.
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 500 liters for copolymerization.
- propylene was supplied at 10 kg / hour, and hydrogen was supplied so that the hydrogen concentration in the gas phase was 0.11 mol%.
- Polymerization was performed by supplying ethylene so as to maintain a polymerization temperature of 60 ° C. and a pressure of 2.9 MPa / G.
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 1000 liters, and further polymerized.
- propylene was supplied at 45 kg / hour
- ethylene was supplied so that the ethylene concentration in the gas phase part was 0.5 mol%
- hydrogen was supplied so that the hydrogen concentration in the gas phase part was 0.18 mol%.
- Polymerization was performed at a polymerization temperature of 72 ° C. and a pressure of 3.1 MPa / G.
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 500 liters, and further polymerized.
- propylene was supplied at 10 kg / hour
- ethylene was supplied so that the ethylene concentration in the gas phase part was 0.5 mol%
- hydrogen was supplied so that the hydrogen concentration in the gas phase part was 0.18 mol%.
- Polymerization was performed at a polymerization temperature of 71 ° C. and a pressure of 3.0 MPa / G.
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 500 liters, and further polymerized.
- propylene was supplied at 10 kg / hour
- ethylene was supplied so that the ethylene concentration in the gas phase part was 0.5 mol%
- hydrogen was supplied so that the hydrogen concentration in the gas phase part was 0.18 mol%.
- Polymerization was performed at a polymerization temperature of 70 ° C. and a pressure of 3.0 MPa / G.
- the obtained slurry was sent to a vessel polymerization vessel equipped with a stirrer having an internal volume of 500 liters for copolymerization.
- propylene was supplied at 10 kg / hour, and hydrogen was supplied so that the hydrogen concentration in the gas phase was 0.09 mol%.
- Polymerization was performed by supplying ethylene so as to maintain a polymerization temperature of 51 ° C. and a pressure of 2.9 MPa / G.
- Example 1 Heat stabilizer IRGANOX 1010 (Ciba Geigy Co., Ltd.) 0.1 part by weight, heat stabilizer IRGAFOS 168 (Ciba Geigy Co., Ltd.) with respect to 100 parts by weight of the propylene / ethylene block copolymer (A2) produced in Production Example 2 (Registered trademark) 0.1 parts by weight and calcium stearate 0.1 parts by weight were mixed with a tumbler. Then, it melt-kneaded at 230 degreeC using the Nakatani Machinery Co., Ltd. biaxial extruder (same direction biaxial kneader), and prepared the pellet-shaped polypropylene resin composition. The prepared resin composition was used for a heat seal layer and a lami layer.
- Thermal stabilizer IRGANOX1010 (registered trademark of Ciba Geigy Co., Ltd.) 0.1 part by weight and thermal stabilizer IRGAFOS168 (Ciba Geigy Co., Ltd.) registered with 100 parts by weight of the propylene-based block copolymer (B1) produced in Production Example 3 (Trademark) 0.1 part by weight and calcium stearate 0.1 part by weight were mixed with a tumbler. Then, it melt-kneaded at 230 degreeC using the Nakatani Machinery Co., Ltd. biaxial extruder (same direction biaxial kneader), and prepared the pellet-shaped polypropylene resin composition. This prepared resin composition was used for the intermediate layer.
- pellet-shaped polypropylene resin compositions were used in a three-layer three-layer cast extruder (65 mm ⁇ ⁇ 3) equipped with a feed block type T die (die width 800 mm, lip opening 1.7 mm) manufactured by SHI Modern Machinery. And extruded. Extrusion conditions were a die set temperature of 250 ° C., a chill roll temperature of 30 ° C., and a processing speed of 50 m / min. As described above, the resin composition containing the propylene / ethylene block copolymer (A2) is used for the heat seal layer and the laminate layer, and the resin composition containing the propylene-based block copolymer (B1) is used for the intermediate layer, A three-layer film was produced.
- the thickness ratios of the heat seal layer, the intermediate layer, and the laminate layer were 20%, 60%, and 20% in this order.
- the total thickness of the three-layer film was 70 ⁇ m.
- the haze (HAZE), impact strength, maximum seal strength, blocking resistance and interlayer strength of the obtained film were measured. Table 3 shows the measurement results.
- Example 2 The propylene / ethylene block copolymer (A2) was changed to the propylene / ethylene block copolymer (A1) produced in Production Example 1, and the ratio of the thicknesses of the heat seal layer, the intermediate layer and the laminate layer was 15% in order, 70 A three-layer film was produced in the same manner as in Example 1 except that the percentages were changed to% and 15%.
- the haze (HAZE), impact strength, maximum seal strength, blocking resistance and interlayer strength of the obtained film were measured. Table 3 shows the measurement results.
- Example 3 A three-layer film was produced in the same manner as in Example 1, except that the propylene-based block copolymer (B1) was changed to the propylene-based block copolymer (B2) produced in Production Example 4.
- the haze (HAZE), impact strength, maximum seal strength, blocking resistance and interlayer strength of the obtained film were measured. Table 3 shows the measurement results.
- Example 4 Heat stabilizer IRGANOX 1010 (Ciba Geigy Co., Ltd.) 0.1 part by weight, heat stabilizer IRGAFOS 168 (Ciba Geigy Co., Ltd.) with respect to 100 parts by weight of the propylene / ethylene block copolymer (A2) produced in Production Example 2 (Registered trademark) 0.1 parts by weight and calcium stearate 0.1 parts by weight were mixed with a tumbler. Then, it melt-kneaded at 230 degreeC using the Nakatani Machinery Co., Ltd. biaxial extruder (same direction biaxial kneader), and prepared the pellet-shaped polypropylene resin composition. This prepared resin composition was used for a heat seal layer.
- 100 parts by weight of the propylene-based block copolymer (B2) produced in Production Example 4 is 0.1 parts by weight of thermal stabilizer IRGANOX 1010 (registered trademark of Ciba Geigy Corp.) and heat stabilizer IRGAFOS 168 (registered by Ciba Geigy Corp.). (Trademark) 0.1 part by weight and calcium stearate 0.1 part by weight were mixed with a tumbler. Then, it melt-kneaded at 230 degreeC using the Nakatani Machinery Co., Ltd. biaxial extruder (same direction biaxial kneader), and prepared the pellet-shaped polypropylene resin composition. This prepared resin composition was used for the intermediate layer.
- thermal stabilizer IRGANOX 1010 registered trademark of Ciba Geigy Corp.
- IRGAFOS 168 registered by Ciba Geigy Corp.
- Thermal stabilizer IRGANOX 1010 (Ciba Geigy Co., Ltd.) 0.1 parts by weight, heat stabilizer IRGAFOS 168 (Ciba Geigy Co., Ltd.) with respect to 100 parts by weight of the propylene / ethylene block copolymer (A1) produced in Production Example 1 (Registered trademark) 0.1 parts by weight and calcium stearate 0.1 parts by weight were mixed with a tumbler. Then, it melt-kneaded at 230 degreeC using the Nakatani Machinery Co., Ltd. biaxial extruder (same direction biaxial kneader), and prepared the pellet-shaped polypropylene resin composition. This prepared resin composition was used for the lami layer.
- pellet-shaped polypropylene resin compositions were used in a three-layer three-layer cast extruder (65 mm ⁇ ⁇ 3) equipped with a feed block type T die (die width 800 mm, lip opening 1.7 mm) manufactured by SHI Modern Machinery. And extruded. Extrusion conditions were a die set temperature of 250 ° C., a chill roll temperature of 30 ° C., and a processing speed of 50 m / min.
- the resin composition containing the propylene / ethylene block copolymer (A2) is used for the heat seal layer
- the resin composition containing the propylene-based block copolymer (B2) is used for the intermediate layer
- the propylene / ethylene is used.
- a resin composition containing the block copolymer (A1) was used for the lami layer to produce a three-layer film.
- the thickness ratios of the heat seal layer, the intermediate layer, and the laminated layer were 30%, 50%, and 20% in this order.
- the total thickness of the three-layer film was 70 ⁇ m.
- the haze (HAZE), impact strength, maximum seal strength, blocking resistance and interlayer strength of the obtained film were measured. Table 3 shows the measurement results.
- Heat stabilizer IRGANOX 1010 (Ciba Geigy Co., Ltd.) 0.1 part by weight, heat stabilizer IRGAFOS 168 (Ciba Geigy Co., Ltd.) with respect to 100 parts by weight of the propylene / ethylene block copolymer (A2) produced in Production Example 2 (Registered trademark) 0.1 parts by weight and calcium stearate 0.1 parts by weight were mixed with a tumbler. Then, it melt-kneaded at 230 degreeC using the Nakatani Machinery Co., Ltd. biaxial extruder (same direction biaxial kneader), and prepared the pellet-shaped polypropylene resin composition. The prepared resin composition was used for a heat seal layer, an intermediate layer, and a lami layer.
- pellet-shaped polypropylene resin compositions were used in a three-layer three-layer cast extruder (65 mm ⁇ ⁇ 3) equipped with a feed block type T die (die width 800 mm, lip opening 1.7 mm) manufactured by SHI Modern Machinery. And extruded. Extrusion conditions were a die set temperature of 250 ° C., a chill roll temperature of 30 ° C., and a processing speed of 50 m / min. As described above, a resin composition containing the propylene / ethylene block copolymer (A2) was used for the heat seal layer, the intermediate layer, and the intermediate layer to produce a three-layer film.
- A2 propylene / ethylene block copolymer
- the thickness ratios of the heat seal layer, the intermediate layer, and the laminate layer were 20%, 60%, and 20% in this order.
- the total thickness of the three-layer film was 70 ⁇ m.
- the haze (HAZE), impact strength, maximum seal strength, blocking resistance and interlayer strength of the obtained film were measured. Table 4 shows the measurement results.
- Comparative Example 2 A three-layer film was produced in the same manner as in Comparative Example 1 except that the propylene / ethylene block copolymer (A2) was changed to the propylene-based block copolymer (B2) produced in Production Example 4.
- the haze (HAZE), impact strength, maximum seal strength, blocking resistance and interlayer strength of the obtained film were measured. Table 4 shows the measurement results.
- Comparative Example 3 Comparative Example 1 except that the propylene / ethylene block copolymer (A2) was changed to a commercially available retort brand (manufactured by Prime Polymer Co., Ltd .: F-274NP (melting point: 161 ° C., MFR; 3 g / 10 min)). A three-layer film was produced in the same manner as described above. The haze (HAZE), impact strength, maximum seal strength, blocking resistance and interlayer strength of the obtained film were measured. Table 4 shows the measurement results.
- Heat stabilizer IRGANOX 1010 (Ciba Geigy Co., Ltd.) 0.1 part by weight, heat stabilizer IRGAFOS 168 (Ciba Geigy Co., Ltd.) with respect to 100 parts by weight of the propylene / ethylene block copolymer (A2) produced in Production Example 2 (Registered trademark) 0.1 parts by weight and calcium stearate 0.1 parts by weight were mixed with a tumbler. Then, it melt-kneaded at 230 degreeC using the Nakatani Machinery Co., Ltd. biaxial extruder (same direction biaxial kneader), and prepared the pellet-shaped polypropylene resin composition.
- the pellet-shaped polypropylene resin composition was a single-layer molding machine with a T-die (die width 800 mm, lip opening 1.7 mm) manufactured by SHI Modern Machinery Co., Ltd. (65 mm ⁇ , feed block removed) ). Extrusion conditions were a die set temperature of 250 ° C., a chill roll temperature of 30 ° C., a processing speed of 20 m / min, and a film thickness of 70 ⁇ m. The haze (HAZE), impact strength, maximum seal strength, blocking resistance, and interlayer strength of the obtained single layer film were measured. Table 5 shows the measurement results.
- Comparative Example 5 A monolayer film was produced in the same manner as in Comparative Example 4 except that the propylene / ethylene block copolymer (A2) was changed to the propylene-based block copolymer (B2) produced in Production Example 4.
- the haze (HAZE), impact strength, maximum seal strength, blocking resistance and interlayer strength of the obtained film were measured. Table 5 shows the measurement results.
- Comparative Example 6 Comparative Example 4 except that the propylene / ethylene block copolymer (A2) was changed to a commercially available retort brand (manufactured by Prime Polymer Co., Ltd .: F-274NP (melting point: 161 ° C., MFR; 3 g / 10 min)). A monolayer film was produced in the same manner as described above. The haze (HAZE), impact strength, maximum seal strength, blocking resistance and interlayer strength of the obtained film were measured. Table 5 shows the measurement results.
- This resin composition was used as a heat seal layer, intermediate layer and laminar layer resin.
- This resin composition was extruded using a three-layer three-layer cast extruder (65 mm ⁇ ⁇ 3) equipped with a feed block type T die (die width 800 mm, lip opening 1.7 mm) manufactured by SHI Modern Machinery Co., Ltd.
- a heat seal layer, an intermediate layer, and a laminate layer were used under the conditions of a temperature of 230 ° C., a chill roll temperature of 30 ° C., and a processing speed of 50 m / min, and a ratio of each layer was 20/60/20% to produce a three-layer film having a thickness of 70 ⁇ m.
- the haze (HAZE), impact strength, maximum seal strength, blocking resistance and interlayer strength of the obtained film were measured. The results are shown in Table 6.
- This resin composition was used as a heat seal layer, intermediate layer and laminar layer resin.
- This resin composition was extruded using a three-layer three-layer cast extruder (65 mm ⁇ ⁇ 3) equipped with a feed block type T die (die width 800 mm, lip opening 1.7 mm) manufactured by SHI Modern Machinery Co., Ltd.
- a heat seal layer, an intermediate layer, and a laminate layer were used under the conditions of a temperature of 230 ° C., a chill roll temperature of 30 ° C., and a processing speed of 50 m / min, and a ratio of each layer was 20/60/20% to produce a three-layer film having a thickness of 70 ⁇ m.
- the haze (HAZE), impact strength, maximum seal strength, blocking resistance and interlayer strength of the obtained film were measured. The results are shown in Table 6.
- Example 5 100 parts by weight of the propylene / ethylene block copolymer (A3) produced in Production Example 5 is 0.1 parts by weight of thermal stabilizer IRGANOX 1010 (registered trademark of Ciba-Geigy Corp.), heat stabilizer IRGAFOS168 (Ciba-Geigy Corp.) ) Registered trademark) 0.1 parts by weight and 0.1 parts by weight of calcium stearate were mixed in a tumbler and then melted at 190 ° C. using a twin screw extruder (same direction twin screw kneader) manufactured by Nakatani Machinery Co., Ltd.
- thermal stabilizer IRGANOX 1010 registered trademark of Ciba-Geigy Corp.
- IRGAFOS168 Ciba-Geigy Corp.
- a polypropylene resin composition in the form of pellets was prepared by kneading and used as a heat seal layer and lami layer resin.
- Thermal stabilizer IRGANOX 1010 registered trademark of Ciba Geigy Co., Ltd.
- thermal stabilizer IRGAFOS168 Ciba Geigy Co., Ltd.
- B3 propylene-based block copolymer
- a pellet-shaped polypropylene resin composition was prepared and used as an intermediate layer resin. These were extruded using a three-layer three-layer cast extruder (65 mm ⁇ ⁇ 3) equipped with a feed block type T die (die width 800 mm, lip opening 1.7 mm) manufactured by SHI Modern Machinery Co., Ltd., and a die set temperature of 230 ° C.
- a heat seal layer and the resin composition containing the propylene block copolymer (B3) as an intermediate A layer and a resin composition containing a propylene / ethylene block copolymer (A3) were used for the lami layer, and a ratio of each layer was 20/60/20% to produce a three-layer film having a thickness of 70 ⁇ m.
- the haze (HAZE), impact strength, maximum seal strength, blocking resistance and interlayer strength of the obtained film were measured. The results are shown in Table 6.
- Example 6 100 parts by weight of the propylene / ethylene block copolymer (A3) produced in Production Example 5 is 0.1 parts by weight of thermal stabilizer IRGANOX 1010 (registered trademark of Ciba-Geigy Corp.), heat stabilizer IRGAFOS168 (Ciba-Geigy Corp.) ) Registered trademark) 0.1 parts by weight and 0.1 parts by weight of calcium stearate were mixed in a tumbler and then melted at 190 ° C. using a twin screw extruder (same direction twin screw kneader) manufactured by Nakatani Machinery Co., Ltd.
- thermal stabilizer IRGANOX 1010 registered trademark of Ciba-Geigy Corp.
- IRGAFOS168 Ciba-Geigy Corp.
- a polypropylene resin composition in the form of pellets was prepared by kneading and used as a heat seal layer and lami layer resin.
- Thermal stabilizer IRGANOX 1010 registered trademark of Ciba Geigy Co., Ltd.
- a pellet-shaped polypropylene resin composition was prepared and used as an intermediate layer resin. These were extruded using a three-layer three-layer cast extruder (65 mm ⁇ ⁇ 3) equipped with a feed block type T die (die width 800 mm, lip opening 1.7 mm) manufactured by SHI Modern Machinery Co., Ltd., and a die set temperature of 230 ° C.
- Example 7 100 parts by weight of the propylene / ethylene block copolymer (A3) produced in Production Example 5 is 0.1 parts by weight of thermal stabilizer IRGANOX 1010 (registered trademark of Ciba-Geigy Corp.), heat stabilizer IRGAFOS168 (Ciba-Geigy Corp.) ) Registered trademark) 0.1 parts by weight and 0.1 parts by weight of calcium stearate were mixed in a tumbler and then melted at 190 ° C. using a twin screw extruder (same direction twin screw kneader) manufactured by Nakatani Machinery Co., Ltd. A pellet-shaped polypropylene resin composition was prepared by kneading and used as a heat seal layer resin.
- Thermal stabilizer IRGANOX 1010 registered trademark of Ciba Geigy Co., Ltd.
- heat stabilizer IRGAFOS168 Ciba Geigy Co., Ltd.
- calcium stearate 0.1 parts by weight are mixed with a tumbler and then melt kneaded at 190 ° C. using a twin screw extruder (same direction twin screw kneader) manufactured by Nakatani Machinery Co., Ltd.
- a pellet-shaped polypropylene resin composition was prepared and used as an intermediate layer resin.
- 100 parts by weight of the propylene / ethylene block copolymer (A4) produced in Production Example 6 is 0.1 parts by weight of thermal stabilizer IRGANOX 1010 (registered trademark of Ciba Geigy Corp.), heat stabilizer IRGAFOS168 (Ciba Geigy Corp.) ) Registered trademark) 0.1 parts by weight and 0.1 parts by weight of calcium stearate were mixed in a tumbler and then melted at 190 ° C. using a twin screw extruder (same direction twin screw kneader) manufactured by Nakatani Machinery Co., Ltd.
- a polypropylene resin composition in the form of pellets was prepared by kneading and used as a lamellar layer resin.
- the resin composition containing the propylene / ethylene block copolymer (A3) under the conditions of a chill roll temperature of 30 ° C. and a processing speed of 50 m / min is a sealing layer, and the resin composition containing the propylene block copolymer (B3) is an intermediate layer.
- a resin composition containing a propylene / ethylene block copolymer (A4) was used for the lamellar layer, and a ratio of each layer was 20/60/20% to produce a three-layer film having a thickness of 70 ⁇ m.
- the haze (HAZE), impact strength, maximum seal strength, blocking resistance, and interlayer strength of the obtained film were measured. The results are shown in Table 6.
- the packaging film for heat sterilization of the present invention is suitably used for a retort food package such as curry or pasta sauce, particularly a retort food package capable of confirming the contents. Moreover, it can be used not only as a retort food packaging film but also as a medical product packaging film, particularly as an infusion packaging film or a medicine packaging film.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Graft Or Block Polymers (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Transition And Organic Metals Composition Catalysts For Addition Polymerization (AREA)
Abstract
Description
この要求を満たす加熱殺菌包装体を得るために、これまで種々の加熱殺菌包装用フィルムが提案されているが(例えば、特許文献1~3参照)、透明性、シール強度、耐ブロッキング性、耐熱性および耐衝撃性の全ての要求に対して、バランスよく優れたフィルムは得られていない。
本発明の加熱殺菌包装用フィルムは、メルトフローレート(MFR;ASTM D1238、230℃、荷重2.16kg)が1~10g/10分の範囲にあり、示差走査熱量計(DSC)で測定される融点が150~170℃の範囲にあり、下記(1)~(3)を満たす室温n-デカンに不溶な部分(Dinsol )90~80重量%と、下記(4)~(6)を満たす室温n-デカンに可溶な部分(Dsol )10~20重量%とから構成されるプロピレン・エチレンブロック共重合体(A)を含む少なくとも一つ以上の外層と、
該プロピレン・エチレンブロック共重合体(A)と同一でないプロピレン・エチレンブロック共重合体(B)を含む少なくとも一つ以上の中間層または外層とを有することを特徴とする。
(2)Dinsol 中のエチレンに由来する骨格の含有量が13モル%未満
(3)Dinsol 中のプロピレンの2,1-挿入結合量と1,3-挿入結合量との和が0.2モル%以下
(4)Dsol のGPCから求めた分子量分布(Mw/Mn)が3.5以下
(5)Dsol の135℃デカリン中における極限粘度[η]が1.5~4.0dl/g
(6)Dsol 中のエチレンに由来する骨格の含有量が15~35モル%。
(ii)Dinsol 中のエチレンに由来する骨格の含有量が13モル%未満
(iii)Dinsol 中のプロピレンの2,1-挿入結合量と1,3-挿入結合量との和が0.2モル%以下
(iv)Dsol のGPCから求めた分子量分布(Mw/Mn)が3.5以下
(v)Dsol の135℃デカリン中における極限粘度[η]が1.5~4.0dl/g
(vi)Dsol 中のエチレンに由来する骨格の含有量が15~45モル%。
(a)前記プロピレン・エチレンブロック共重合体(B)のDsol 中のエチレンに由来する骨格の含有量(モル%) > 前記プロピレン・エチレンブロック共重合体(A)のDsol 中のエチレンに由来する骨格の含有量(モル%)。
本発明の加熱殺菌包装用フィルムに用いる、特定のプロピレン・エチレンブロック共重合体(A)および(B)について説明する。
本発明において用いられるプロピレン・エチレンブロック共重合体(A)は、メルトフローレート(MFR;ASTM D1238、230℃、荷重2.16kg)が1~10g/10分、好ましくは1.5~5g/10分の範囲にあり、融点が150~170℃、好ましくは150~165℃、より好ましくは156~165℃の範囲にあり、室温n-デカンに不溶な部分(Dinsol )90~80重量%と、室温n-デカンに可溶な部分(Dsol )10~20重量%とから構成される。ここで、プロピレン・エチレンブロック共重合体(A)におけるメルトフローレート(MFR;ASTM D1238、230℃、荷重2.16kg)、融点、室温n-デカンに不溶な部分(Dinsol )の重量分率、室温n-デカンに可溶な部分(Dsol )の重量分率は、後述する重合触媒や重合条件を選択することにより適宜変えることができる。なお、本発明において融点は、示差走査熱量計(DSC、パーキンエルマー社製)を用いて測定した値である。
(1)Dinsol のGPCから求めた分子量分布(Mw/Mn)が3.5以下、好ましくは1.5~3.3
(2)Dinsol 中のエチレンに由来する骨格の含有量が13モル%未満
(3)Dinsol 中のプロピレンの2,1-挿入結合量と1,3-挿入結合量との和が0.2モル%以下
(4)Dsol のGPCから求めた分子量分布(Mw/Mn)が3.5以下、好ましくは1.5~3.3
(5)Dsol の135℃デカリン中における極限粘度[η]が1.5~4.0dl/g、好ましくは1.5~3.0dl/g、より好ましくは1.8~2.8dl/g
(6)Dsol 中のエチレンに由来する骨格の含有量が15~35モル%、好ましくは15~25モル%
本発明において用いられる好適なプロピレン・エチレンブロック共重合体(B)は、メルトフローレート(MFR;ASTM D1238、230℃、荷重2.16kg)が1~10g/10分、好ましくは1.5~5g/10分の範囲にあり、融点が140~170℃、好ましくは145~170℃、より好ましくは146~165℃の範囲にあり、室温n-デカンに不溶な部分(Dinsol )90~70重量%と、室温n-デカンに可溶な部分(Dsol )10~30重量%とから構成されることが好ましい。ここで、プロピレン・エチレンブロック共重合体(B)におけるメルトフローレート(MFR;ASTM D1238、230℃、荷重2.16kg)、融点、室温n-デカンに不溶な部分(Dinsol )の重量分率、室温n-デカンに可溶な部分(Dsol )の重量分率は、後述する重合触媒や重合条件を選択することにより適宜変えることができる。
(ii)Dinsol 中のエチレンに由来する骨格の含有量が13モル%未満
(iii)Dinsol 中のプロピレンの2,1-挿入結合量と1,3-挿入結合量との和が0.2モル%以下
(iv)Dsol のGPCから求めた分子量分布(Mw/Mn)が3.5以下、好ましくは1.5~3.3
(v)Dsol の135℃デカリン中における極限粘度[η]が1.5~4.0dl/g、好ましくは2.0~3.5dl/g、より好ましくは2.0~3.0dl/g
(vi)Dsol 中のエチレンに由来する骨格の含有量が15~45モル%、好ましくは20~40モル%、より好ましくは25~40モル%
また、上記プロピレン・エチレンブロック共重合体(A)および(B)は、上記要件に加え、更に下記要件(a)を満たすことが好ましい。
以下、上記プロピレン・エチレンブロック共重合体(A)および上記好適なプロピレン・エチレンブロック共重合体(B)が備える上記要件(1)~(6)、(i)~(vi)および(a)について詳細に説明する。
本発明において用いられるプロピレン・エチレンブロック共重合体(A)または(B)の室温n-デカンに不溶な部分(Dinsol )のGPC(ゲルパーミエーションクロマトグラフィー)から求めた分子量分布(Mw/Mn)が3.5以下、好ましくは1.5~3.3、さらに好ましくは1.8~2.8である。このように該共重合体に含有される室温n-デカンに不溶な部分(Dinsol )について、GPCから求めた分子量分布(Mw/Mn)を上記範囲とするためには、触媒として後述するようなメタロセン触媒を用いるのが好ましい。そして、Mw/Mnが3.5よりも大きいと、低分子量成分が増える為、本発明の加熱殺菌包装用フィルムからのブリードアウトが発生し、加熱処理後の透明性が低下することもあり、また衛生性の観点からも好ましくない。
本発明において用いられるプロピレン・エチレンブロック共重合体(A)または(B)の室温n-デカンに不溶な部分(Dinsol )中のエチレンに由来する骨格の含有量が13モル%未満、好ましくは8モル%未満、より好ましくは3モル%未満、さらに好ましくは1.5モル%未満であり、最も好ましくは0.5モル%未満である。Dinsol 中のエチレンに由来する骨格の含有量が13モル%以上であると、フィルムの透明性が低下する。
本発明において用いられるプロピレン・エチレンブロック共重合体(A)または(B)の室温n-デカンに不溶な部分(Dinsol )中のプロピレンの2,1-挿入結合量と1,3-挿入結合量との和が0.2モル%以下、好ましくは0.1モル%以下である。Dinsol中のプロピレンの2,1-挿入結合量と1,3-挿入結合量との和が0.2モル%よりも多い場合、プロピレンとエチレンとの共重合性が低下し、その結果、室温n-デカンに可溶な部分(Dsol )中のプロピレン・エチレン共重合体ゴムの組成分布が広くなる為、耐衝撃性が低下し、さらに、加熱処理後に透明性が低下するなどの不具合が発生することがある。
本発明において用いられるプロピレン・エチレンブロック共重合体(A)または(B)の室温n-デカンに可溶な部分(Dsol )のGPCから求めた分子量分布(Mw/Mn)が3.5以下、好ましくは1.5~3.3である。このように該共重合体の室温n-デカンに可溶な部分(Dsol )について、GPCから求めた分子量分布(Mw/Mn)を上述のように狭くするためには、触媒として後述するようなメタロセン触媒を用いるのが好適である。そして、Mw/Mnが3.5よりも大きいと、Dsol に低分子量プロピレン・エチレン共重合体ゴムが増えるため、耐衝撃性の低下、加熱処理後の透明性悪化、保管時のブロッキング等の不具合が生ずる場合がある。
本発明において用いられるプロピレン・エチレンブロック共重合体(A)の室温n-デカンに可溶な部分(Dsol )の135℃デカリン中における極限粘度[η]が、1.5~4.0dl/g、好ましくは1.5~3.0dl/g、より好ましくは1.8~2.8dl/gである。本発明において用いられるプロピレン・エチレンブロック共重合体(B)の室温n-デカンに可溶な部分(Dsol )の135℃デカリン中における極限粘度[η]が、1.5~4.0dl/g、好ましくは2.0~3.5dl/g、より好ましくは2.0~3.0dl/gである。プロピレン・エチレンブロック共重合体(A)または(B)の室温n-デカンに可溶な部分(Dsol )の極限粘度[η]が前記範囲内であると、透明性と衝撃強度の点で好ましい。また、室温n-デカンに可溶な部分(Dsol )の135℃デカリン中における極限粘度[η]が4.0dl/gよりも高いプロピレン・エチレンブロック共重合体は、超高分子量乃至高エチレン量プロピレン・エチレン共重合体ゴムを微量に含む場合があり、得られるフィルムの耐衝撃性の低下やフィッシュアイ等が発生するなどの外観不具合が生ずることがある。
本発明において用いられるプロピレン・エチレンブロック共重合体(A)の室温n-デカンに可溶な部分(Dsol )中のエチレンに由来する骨格の含有量が15~35モル%、好ましくは15~25モル%である。また、本発明において用いられるプロピレン・エチレンブロック共重合体(B)の室温n-デカンに可溶な部分(Dsol )中のエチレンに由来する骨格の含有量が15~45モル%、好ましくは20~40モル%、より好ましくは25~40モル%であり、特に好ましくは25モル%を超え40モル%以下である。Dsol 中のエチレンに由来する骨格の含有量が15モル%よりも低いと、プロピレン・エチレンブロック共重合体をフィルムにしたときの透明性は向上するが耐衝撃性は低下し、また45モル%よりも高いと耐衝撃性は向上するがフィルムの透明性は低下する。
本発明の加熱殺菌包装用フィルムにおいては、上記プロピレン・エチレンブロック共重合体(B)のDsol 中のエチレンに由来する骨格の含有量(モル%)が、上記プロピレン・エチレンブロック共重合体(A)のDsol 中のエチレンに由来する骨格の含有量(モル%)よりも多いことが好ましい。特に、例えば、プロピレン・エチレンブロック共重合体(A)を含む層を両外層、プロピレン・エチレンブロック共重合体(B)を含む層を前記両外層に挟まれた中間層とする3層構成のフィルムの場合、外側のプロピレン・エチレンブロック共重合体(A)のDsol 中のエチレンに由来する骨格の含有量を相対的に少なく、内側のプロピレン・エチレンブロック共重合体(B)のDsol 中のエチレンに由来する骨格の含有量を相対的に多くすることで、両外層の透明性、耐熱性およびヒートシール性を向上させるとともに、中間層の耐衝撃性を向上させ、透明性と耐衝撃性、さらには耐熱性とヒートシール性のバランスにも優れた加熱殺菌包装用フィルムを得ることが可能になる。


本発明の加熱殺菌包装用フィルムには、耐衝撃性、透明性、柔軟性等の特性を付与する目的で、エラストマー(E)を添加することができる。
エチレン・α-オレフィンランダム共重合体ゴム(E-a)は、エチレンと炭素数3~20のα-オレフィンとのランダム共重合体ゴムである。エチレン・α-オレフィンランダム共重合体ゴム(E-a)においては、エチレンから誘導される構成単位とα-オレフィンから誘導される構成単位とのモル比(エチレンから誘導される構成単位/α-オレフィンから誘導される構成単位)は、通常は95/5~15/85、好ましくは80/20~25/75である。また、このエチレン・α-オレフィンランダム共重合体(E-a)についてのメルトフローレート(MFR;ASTM D1238、230℃、荷重2.16kg)は、通常は0.1g/10分以上、好ましくは0.5~30g/10分の範囲内にある。

本発明において上記のエラストマー(E)は、プロピレン・エチレンブロック共重合体(A)100重量部に対して、通常は0~20重量部、好ましくは1~10重量部の範囲内の量で使用する。
本発明の加熱殺菌包装用フィルムには、耐衝撃性、透明性、柔軟性等の機能を付与する目的で、エラストマー(E)と共に、あるいはエラストマー(E)の代わりにポリエチレン樹脂(C)を添加しても良い。
必要に応じて、本発明の加熱殺菌包装用フィルムには、プロピレン系樹脂(P)を添加しても良い。ここで使用されるプロピレン系樹脂(P)とは、本発明に用いられるプロピレン・エチレンブロック共重合体(A)または(B)とは異なるプロピレンの単独重合体、プロピレン・エチレン共重合体、プロピレン・α-オレフィン共重合体、プロピレン・エチレン・α-オレフィン共重合体、プロピレン・エチレンブロック共重合体、プロピレン・α-オレフィンブロック共重合体を指す。ここでα-オレフィンとは、炭素数4から炭素数20のα-オレフィンを使用することができる。
ポリエステル系樹脂を含む層/アルミニウムからなる層/ポリアミド系樹脂を含む層/本発明の加熱殺菌包装用フィルム、
ポリエステル系樹脂を含む層/無機微粒子が蒸着されたポリエステル系樹脂を含む層/ポリアミド系樹脂を含む層/本発明の加熱殺菌包装用フィルム、
ポリエステル系樹脂を含む層/無機微粒子が蒸着されたポリアミド系樹脂を含む層/ポリアミド系樹脂を含む層/本発明の加熱殺菌包装用フィルム
ポリエステル系樹脂を含む層/アルミニウムからなる層/無機微粒子が蒸着されたポリアミド系樹脂を含む層/ポリアミド系樹脂を含む層/本発明の加熱殺菌包装用フィルム
ポリエステル系樹脂を含む層/無機微粒子が蒸着されたポリエステル系樹脂を含む層/アルミニウムからなる層/無機微粒子が蒸着されたポリアミド系樹脂を含む層/ポリアミド系樹脂を含む層/本発明の加熱殺菌包装用フィルムが挙げられる。
ポリアミド系樹脂は、通常用いられるポリアミド系樹脂であれば特に限定されないが、ナイロン6やナイロン66等が好適に用いられる。
本発明の加熱殺菌包装用フィルムは、上述した要件を満たすプロピレン・エチレンブロック共重合体(A)を含む少なくとも一つ以上の外層と、該プロピレン・エチレンブロック共重合体(A)と同一でないプロピレン・エチレンブロック共重合体(B)を含む少なくとも一つ以上の中間層または外層とを有することを特徴としている。プロピレン・エチレンブロック共重合体(A)と同一でないプロピレン・エチレンブロック共重合体(B)は、上述した要件を満たすことが好ましい。
また、本発明の加熱殺菌包装用フィルムが、上述したプロピレン・エチレンブロック共重合体(B)を含む中間層または外層を有すると、より優れた耐衝撃性を得ることができる。
メルトフローレート(MFR)は、ASTM D1238(230℃、荷重2.16kg)に従って測定した。
示差走査熱量計(DSC、パーキンエルマー社製)を用いて測定を行った。ここで測定した第3stepにおける吸熱ピークを融点(Tm)と定義した。
第1step : 10℃/minで240℃まで昇温し、10min間保持する
第2step : 10℃/minで60℃まで降温する
第3step : 10℃/minで240℃まで昇温する。
最終生成物(すなわち、本発明のプロピレン・エチレンブロック重合体)のサンプル5gにn-デカン200mlを加え、145℃で30分間加熱溶解した。約3時間かけて、20℃まで冷却させ、30分間放置した。その後、析出物(以下、n-デカン不溶部:Dinsol )を濾別した。濾液を約3倍量のアセトン中入れ、n-デカン中に溶解していた成分を析出させた(析出物(A))。析出物(A)とアセトンを濾別し、析出物を乾燥した。なお、濾液側を濃縮乾固しても残渣は認められなかった。
n-デカン可溶部量(wt%)=〔析出物(A)重量/サンプル重量〕×100。
ウォーターズ社製GPC-150C Plusを用い以下の様にして測定した。分離カラムは、TSKgel GMH6-HT及びTSKgel GMH6-HTLであり、カラムサイズはそれぞれ内径7.5mm、長さ600mmであり、カラム温度は140℃とし、移動相にはo-ジクロロベンゼン(和光純薬工業(株))および酸化防止剤としてBHT(和光純薬工業(株))0.025重量%を用い、1.0ml/分で移動させ、試料濃度は0.1重量%とし、試料注入量は500マイクロリットルとし、検出器として示差屈折計を用いた。標準ポリスチレンは、分子量がMw<1000およびMw>4×106については東ソー(株)製を用い、1000≦Mw≦4×106についてはプレッシャーケミカル社製を用いた。
Dinsol 、Dsol 中のエチレンに由来する骨格濃度を測定するために、サンプル20~30mgを(1,2,4-トリクロロベンゼン:重ベンゼン=2:1)溶液0.6mlに溶解後、炭素核磁気共鳴分析(13C-NMR)を行った。プロピレン、エチレン、α-オレフィンの定量はダイアッド連鎖分布より求めた。例えば、プロピレン-エチレン共重合体の場合、

デカリン溶媒を用いて、135℃で測定した。サンプル約20mgをデカリン15mlに溶解し、135℃のオイルバス中で比粘度ηspを測定した。このデカリン溶液にデカリン溶媒を5ml追加して希釈後、同様にして比粘度ηspを測定した。この希釈操作をさらに2回繰り返し、濃度(C)を0に外挿した時のηsp/Cの値を極限粘度として求めた。
(m7) 2,1-挿入結合量、1,3-挿入結合量
13C-NMRを用いて、特開平7-145212号公報に記載された方法に従って、プロピレンの2,1-挿入結合量、1,3-挿入結合量を測定した。
JIS K 6781に準じてフィルムのヒートシール強度の測定を行った。なお、引張速度は200mm/min、チャック間距離は80mmである。
ヒートシール条件、シール時間を1秒、圧力を0.2MPa・G(MPa・Gはゲージ圧を意味する。以後、同じ)、シール幅5mmに設定してシールした。シールバーの上部温度を変動させ、下部を70℃でヒートシールしたフィルムの両端を200mm/minで引張り、最大強度を測定し、上部温度-ヒートシール強度の関係をプロットした図を作成した。このプロット図より、ヒートシール強度が最大になる強度を最大ヒートシール強度として測定した。
フィルムを5cm×5cmにサンプリングし、所定温度下でインパクトテスター(下から上へハンマーを突きあげる方式)で面衝撃強度を測定した(ハンマーの条件:先端1インチ、3.0J)。
ASTM D-1003に準拠して測定した。
MD方向10cm×TD方向10cmのフィルムのチルロール面どうしを重ね合わせ、50℃の恒温槽に200g/cm2の荷重下で3日間保持する。その後、23℃、湿度50%の室内にて24時間以上状態調節した後、引張速度200mm/minで剥離させたときの剥離強度を測定し、剥離強度を試験片幅で割った値をブロッキング係数とし、耐ブロッキング性を評価した。ここで、ブロッキング係数が小さいほど、耐ブロッキング性に優れる。
フィルム製膜時にラミ層側(単層フィルムの場合は、反冷却ロール面側)にコロナ処理(45dyn)を施したフィルムを得た。該フィルムのラミ層側にO-PETフィルム(12μm)をドライラミネーターによりドライラミネート(接着剤:タケラックA315、塗布量3g/m2)した。その後、該フィルムを50℃で24時間放置し、ヒートシール面のヒートシール強度測定をJIS K 6781に準じて行い(引張速度は200mm/min、チャック間距離は80mm)、最大ヒートシール強度値を層間強度とした。
ヒートシール条件;シール時間を1秒、圧力を0.2MPa・G(MPa・Gはゲージ圧を意味する。以後、同じ)、シール幅5mmに設定してシールした。
(1)固体触媒担体の製造
1リットル枝付フラスコにSiO2300gをサンプリングし、トルエン800mLを入れ、スラリー化した後、5リットル4つ口フラスコへ移液をし、トルエン260mLを加えた。メチルアルミノキサン(以下、MAO)のトルエン溶液(10重量%溶液)を2830mL加え、室温下で30分間攪拌した。1時間かけて110℃まで昇温し、4時間反応させた。反応終了後、室温まで降温した。冷却後、上澄みトルエン液を除去し、再びトルエンを加え、置換率が95%になるまで、置換を行った。
グローブボックス内にて、5リットルの4つ口フラスコに[3-(1’,1’,4’,4’,7’,7’,10’,10’-オクタメチルオクタヒドロジベンゾ[b,h]フルオレニル)(1,1,3-トリメチル-5-tert-ブチル-1,2,3,3a-テトラヒドロペンタレン)]ジルコニウムジクロライドを2.0g秤取った。フラスコを外へ出し、トルエン0.46リットルと前記(1)で調製したMAO/SiO2/トルエンスラリー1.4リットルを窒素下で加え、30分間攪拌し担持を行った。得られた[3-(1’,1’,4’,4’,7’,7’,10’,10’-オクタメチルオクタヒドロジベンゾ[b,h]フルオレニル)(1,1,3-トリメチル-5-tert-ブチル-1,2,3,3a-テトラヒドロペンタレン)]ジルコニウムジクロライド/MAO/SiO2/トルエンスラリーはn-ヘプタンにて99%置換を行い、最終的なスラリー量を4.5リットルとした。この操作は、室温で行った。
前記(2)で調製した固体触媒成分404g、トリエチルアルミニウム218mL、ヘプタン100リットルを内容量200リットルの攪拌機付きオートクレーブに挿入し、内温15~20℃に保ちエチレンを1212g挿入し、180分間攪拌しながら反応させた。重合終了後、固体成分を沈降させ、上澄み液を除去し、ヘプタンで2回洗浄した。得られた前重合触媒を精製ヘプタンに再懸濁して、固体触媒成分濃度で4g/Lとなるよう、ヘプタンにより調整を行った。この前重合触媒は固体触媒成分1g当りポリエチレンを3g含んでいた。
内容量58リットルの管状重合器にプロピレンを30kg/時間、水素を1NL/時間、前記(3)で製造した触媒スラリーを固体触媒成分として6.2g/時間、トリエチルアルミニウム2.3ml/時間を連続的に供給し、気相の存在しない満液の状態にて重合した。管状反応器の温度は30℃であり、圧力は3.1MPa/Gであった。
重合方法を以下の様に変えた以外は、製造例1と同様の方法でプロピレン系ブロック共重合体を製造した。
内容量58リットルの管状重合器にプロピレンを30kg/時間、水素を1NL/時間、製造例1(3)で製造した触媒スラリーを固体触媒成分として6.2g/時間、トリエチルアルミニウム2.3ml/時間を連続的に供給し、気相の存在しない満液の状態にて重合した。管状反応器の温度は30℃であり、圧力は3.1MPa/Gであった。
重合方法を以下の様に変えた以外は、製造例1と同様の方法でプロピレン系ブロック共重合体を製造した。
内容量58リットルの管状重合器にプロピレンを30kg/時間、水素を1NL/時間、製造例1(3)で製造した触媒スラリーを固体触媒成分として6.2g/時間、トリエチルアルミニウム2.3ml/時間を連続的に供給し、気相の存在しない満液の状態にて重合した。管状反応器の温度は30℃であり、圧力は3.1MPa/Gであった。
(1)固体触媒担体の製造
1リットル枝付フラスコにSiO2300gをサンプリングし、トルエン800mLを入れ、スラリー化した後、5リットル4つ口フラスコへ移液をし、トルエン260mLを加えた。メチルアルミノキサン(以下、MAO)のトルエン溶液(10wt%溶液)を2830mL加え、室温下で30分間攪拌した。1時間かけて110℃まで昇温し、4時間反応させた。反応終了後、室温まで降温した。冷却後、上澄みトルエン液を除去し、再びトルエンを加え、置換率が95%になるまで、置換を行った。
グローブボックス内で、5リットル4つ口フラスコにジフェニルメチレン(3-t-ブチル-5-メチルシクロペンタジエニル)(2,7-t-ブチルフルオレニル)ジルコニウムジクロリドを2.0g秤取った。フラスコを外へ出し、トルエン0.46リットルと前記(1)で調製したMAO/SiO2/トルエンスラリー1.4リットルを窒素下で加え、30分間攪拌し担持を行った。得られたジフェニルメチレン(3-t-ブチル-5-メチルシクロペンタジエニル)(2,7-t-ブチルフルオレニル)ジルコニウムジクロリド/MAO/SiO2/トルエンスラリーはn-ヘプタンにて99%置換を行い、最終的なスラリー量を4.5リットルとした。この操作は、室温で行った。
前記(2)で調製した固体触媒成分404g、トリエチルアルミニウム218mL、ヘプタン100リットルを内容量200リットルの攪拌機付きオートクレーブに挿入し、内温15~20℃に保ちエチレンを606g挿入した後、180分間攪拌しながら反応させた。重合終了後、固体成分を沈降させ、上澄み液の除去し、ヘプタンで2回洗浄した。得られた前重合触媒を精製ヘプタンに再懸濁して、固体触媒成分濃度で6g/リットルとなるよう、ヘプタンにより調整を行った。この前重合触媒は固体触媒成分1g当りポリエチレンを3g含んでいた。
内容量58リットルのジャケット付循環式管状重合器にプロピレンを30kg/時間、水素を2NL/時間、前記(3)で製造した触媒スラリーを固体触媒成分として10.9g/時間、トリエチルアルミニウム2.5ml/時間を連続的に供給し、気相の存在しない満液の状態にて重合した。管状反応器の温度は30℃であり、圧力は3.1MPa/Gであった。
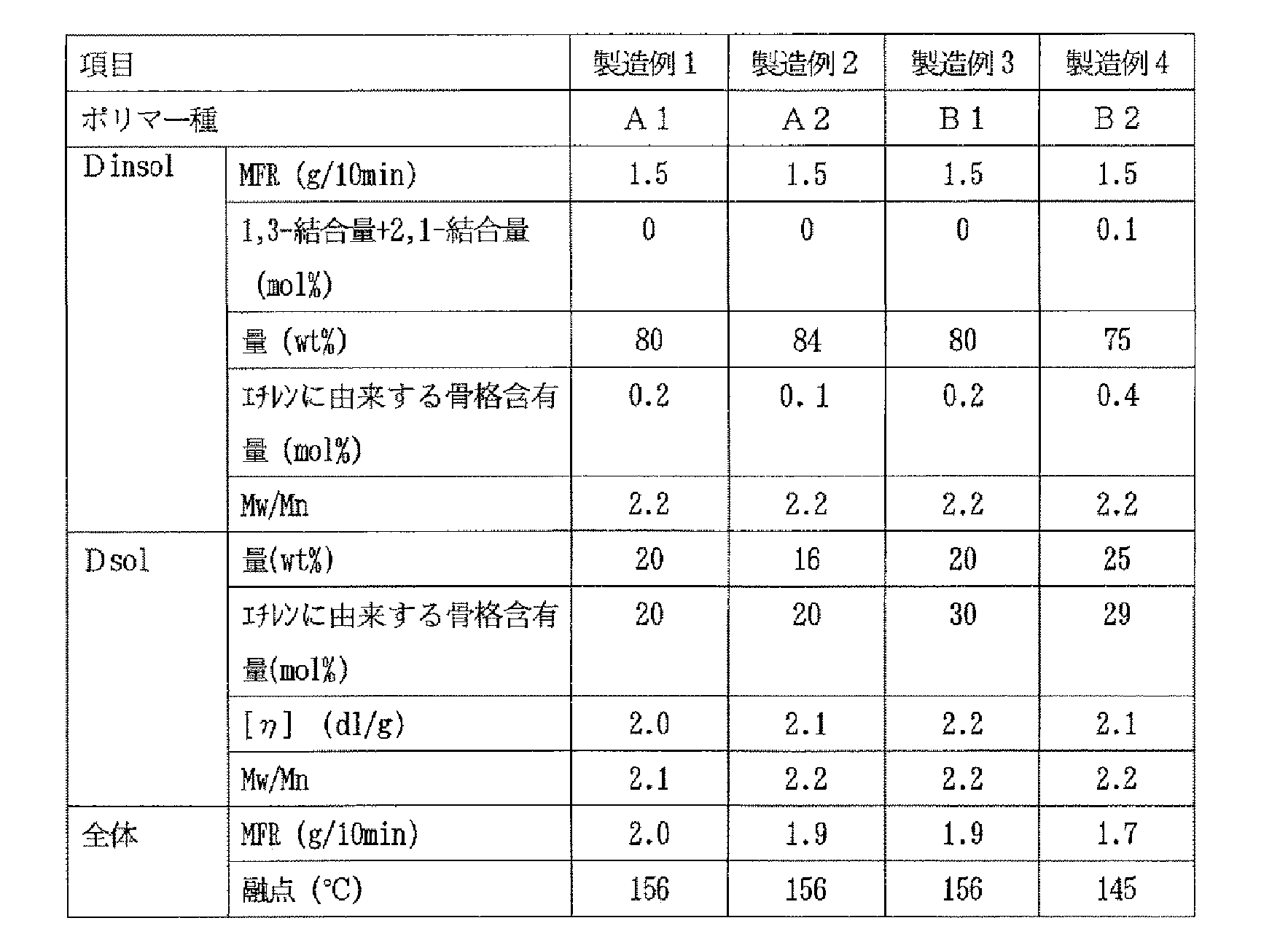
(1)固体触媒担体の製造
容量1リットル枝付フラスコにSiO2300gをサンプリングし、トルエン800mlを入れ、スラリー化した。
ここにメチルアルミノキサン(以下、MAO)-トルエン溶液(アルベマール社製10重量%溶液)を2830ml導入し、室温のままで、30分間攪拌した。1時間で110℃に昇温し、4時間反応を行った。反応終了後、室温まで冷却した。冷却後、上澄みトルエンを抜き出し、フレッシュなトルエンで、置換率が95%になるまで、置換を行った。
グローブボックス内にて、容量5リットルの4つ口フラスコにWO2006/0683085号の記載に従って合成された[3-(1’,1’,4’,4’,7’,7’,10’,10’-オクタメチルオクタヒドロジベンゾ[b,h]フルオレニル)(1,1,3-トリメチル-5-tert-ブチル-1,2,3,3a-テトラヒドロペンタレン)]ジルコニウムジクロライドを2.0g秤取った。フラスコをグローブボックスの外に出し、トルエン0.46リットルと上記(1)で調製したMAO/SiO2/トルエンスラリー1.4リットルとを窒素下で加え、30分間攪拌し担持を行った。
前記の(2)で調製した固体触媒成分202g、トリエチルアルミニウム109ml、ヘプタン100リットルを内容量200リットルの攪拌機付きオートクレーブに導入し、内温15~20℃に保ち、エチレンを2020g導入し、180分間攪拌しながら反応させた。
内容量58リットルの管状重合器にプロピレンを40kg/時間、水素を5Nリットル/時間、上記(3)で製造した触媒スラリーを固体触媒成分として1.6g/時間、トリエチルアルミニウム1.0g/時間を連続的に供給し、管状重合器内に気相の存在しない満液の状態にて重合した。管状反応器の温度は30℃であり、圧力は3.2MPa/Gであった。
重合方法を以下の様に変えた以外は、製造例1と同様の方法で行った。
(1) 本重合
内容量58リットルの管状重合器にプロピレンを40kg/時間、水素を5Nリットル/時間、製造例5の(3)で製造した触媒スラリーを固体触媒成分として1.6g/時間、トリエチルアルミニウム1.0g/時間を連続的に供給し、管状重合器内に気相の存在しない満液の状態にて重合した。管状反応器の温度は30℃であり、圧力は3.2MPa/Gであった。
重合方法を以下の様に変えた以外は、製造例1と同様の方法で行った。
(1) 本重合
内容量58リットルの管状重合器にプロピレンを40kg/時間、水素を5Nリットル/時間、製造例5の(3)で製造した触媒スラリーを固体触媒成分として1.6g/時間、トリエチルアルミニウム1.0g/時間を連続的に供給し、管状重合器内に気相の存在しない満液の状態にて重合した。管状反応器の温度は30℃であり、圧力は3.2MPa/Gであった。
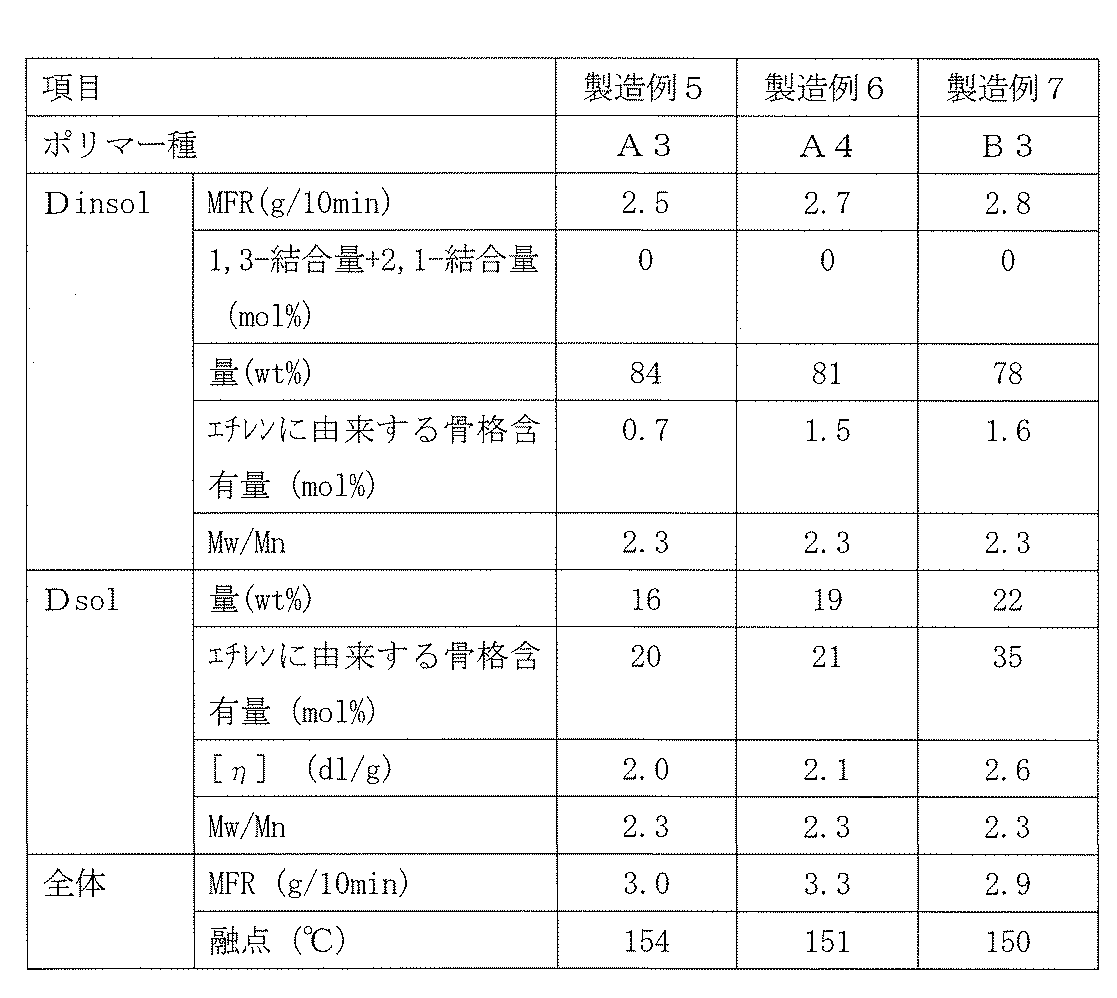
製造例2で製造したプロピレン・エチレンブロック共重合体(A2) 100重量部に対して、熱安定剤IRGANOX1010(チバガイギー(株)登録商標)0.1重量部、熱安定剤IRGAFOS168(チバガイギー(株)登録商標)0.1重量部、ステアリン酸カルシウム0.1重量部をタンブラーで混合した。その後、ナカタニ機械(株)製二軸押出機(同方向2軸混練機)を用いて230℃で溶融混練してペレット状のポリプロピレン樹脂組成物を調製した。この調製した樹脂組成物をヒートシール層用ならびにラミ層用とした。
プロピレン・エチレンブロック共重合体(A2)を製造例1で製造したプロピレン・エチレンブロック共重合体(A1)に変更し、ヒートシール層、中間層およびラミ層の厚みの割合を順に15%、70%および15%と変更した以外は実施例1と同様にして3層フィルムを製造した。得られたフィルムのヘイズ(HAZE)、インパクト強度、最大シール強度、耐ブロッキング性、層間強度を測定した。測定結果を表3に示す。
プロピレン系ブロック共重合体(B1)を製造例4で製造したプロピレン系ブロック共重合体(B2)に変更した以外は実施例1と同様にして3層フィルムを製造した。得られたフィルムのヘイズ(HAZE)、インパクト強度、最大シール強度、耐ブロッキング性、層間強度を測定した。測定結果を表3に示す。
製造例2で製造したプロピレン・エチレンブロック共重合体(A2) 100重量部に対して、熱安定剤IRGANOX1010(チバガイギー(株)登録商標)0.1重量部、熱安定剤IRGAFOS168(チバガイギー(株)登録商標)0.1重量部、ステアリン酸カルシウム0.1重量部をタンブラーで混合した。その後、ナカタニ機械(株)製二軸押出機(同方向2軸混練機)を用いて230℃で溶融混練してペレット状のポリプロピレン樹脂組成物を調製した。この調製した樹脂組成物をヒートシール層用とした。
製造例2で製造したプロピレン・エチレンブロック共重合体(A2) 100重量部に対して、熱安定剤IRGANOX1010(チバガイギー(株)登録商標)0.1重量部、熱安定剤IRGAFOS168(チバガイギー(株)登録商標)0.1重量部、ステアリン酸カルシウム0.1重量部をタンブラーで混合した。その後、ナカタニ機械(株)製二軸押出機(同方向2軸混練機)を用いて230℃で溶融混練してペレット状のポリプロピレン樹脂組成物を調製した。この調製した樹脂組成物をヒートシール層用、中間層用およびラミ層用とした。
プロピレン・エチレンブロック共重合体(A2)を製造例4で製造したプロピレン系ブロック共重合体(B2)に変更した以外は比較例1と同様にして3層フィルムを製造した。得られたフィルムのヘイズ(HAZE)、インパクト強度、最大シール強度、耐ブロッキング性、層間強度を測定した。測定結果を表4に示す。
プロピレン・エチレンブロック共重合体(A2)を市販されているレトルト銘柄((株)プライムポリマー製:F-274NP(融点;161℃、MFR;3g/10分))に変更した以外は比較例1と同様にして3層フィルムを製造した。得られたフィルムのヘイズ(HAZE)、インパクト強度、最大シール強度、耐ブロッキング性、層間強度を測定した。測定結果を表4に示す。
製造例2で製造したプロピレン・エチレンブロック共重合体(A2) 100重量部に対して、熱安定剤IRGANOX1010(チバガイギー(株)登録商標)0.1重量部、熱安定剤IRGAFOS168(チバガイギー(株)登録商標)0.1重量部、ステアリン酸カルシウム0.1重量部をタンブラーで混合した。その後、ナカタニ機械(株)製二軸押出機(同方向2軸混練機)を用いて230℃で溶融混練してペレット状のポリプロピレン樹脂組成物を調製した。
プロピレン・エチレンブロック共重合体(A2)を製造例4で製造したプロピレン系ブロック共重合体(B2)に変更した以外は比較例4と同様にして単層フィルムを製造した。得られたフィルムのヘイズ(HAZE)、インパクト強度、最大シール強度、耐ブロッキング性、層間強度を測定した。測定結果を表5に示す。
プロピレン・エチレンブロック共重合体(A2)を市販されているレトルト銘柄((株)プライムポリマー製:F-274NP(融点;161℃、MFR;3g/10分))に変更した以外は比較例4と同様にして単層フィルムを製造した。得られたフィルムのヘイズ(HAZE)、インパクト強度、最大シール強度、耐ブロッキング性、層間強度を測定した。測定結果を表5に示す。
製造例5で製造したプロピレン・エチレンブロック共重合体(A3) 100重量部に対して、熱安定剤IRGANOX1010(チバガイギー(株)登録商標)0.1重量部、熱安定剤IRGAFOS168(チバガイギー(株)登録商標)0.1重量部、ステアリン酸カルシウム0.1重量部をタンブラーにて混合後、ナカタニ機械(株)製二軸押出機(同方向2軸混練機)を用いて190℃にて溶融混練してペレット状のポリプロピレン樹脂組成物を調製した。この樹脂組成物を、ヒートシール層、中間層ならびにラミ層用樹脂とした。この樹脂組成物をSHIモダンマシナリー社製フィードブロック型のTダイ(ダイ幅800mm、リップ開度1.7mm)を備え付けた3種3層キャスト押出機(65mmφ×3)を用いて押出し、ダイ設定温度230℃、チルロール温度30℃、加工速度50m/分の条件でヒートシール層、中間層、ラミ層に使用し、各層の比率は20/60/20%の厚み70μの3層フィルムを製造した。得られたフィルムのヘイズ(HAZE)、インパクト強度、最大シール強度、耐ブロッキング性、層間強度を測定した。結果を表6に示す。
製造例7で製造されたプロピレン系ブロック共重合体(B3) 100重量部に対して、熱安定剤IRGANOX1010(チバガイギー(株)登録商標)0.1重量部、熱安定剤IRGAFOS168(チバガイギー(株)登録商標)0.1重量部、ステアリン酸カルシウム0.1重量部をタンブラーにて混合後、ナカタニ機械(株)製二軸押出機(同方向2軸混練機)を用いて190℃にて溶融混練してペレット状のポリプロピレン樹脂組成物を調製した。この樹脂組成物を、ヒートシール層、中間層ならびにラミ層用樹脂とした。この樹脂組成物をSHIモダンマシナリー社製フィードブロック型のTダイ(ダイ幅800mm、リップ開度1.7mm)を備え付けた3種3層キャスト押出機(65mmφ×3)を用いて押出し、ダイ設定温度230℃、チルロール温度30℃、加工速度50m/分の条件でヒートシール層、中間層、ラミ層に使用し、各層の比率は20/60/20%の厚み70μの3層フィルムを製造した。得られたフィルムのヘイズ(HAZE)、インパクト強度、最大シール強度、耐ブロッキング性、層間強度を測定した。結果を表6に示す。
製造例5で製造されたプロピレン・エチレンブロック共重合体(A3) 100重量部に対して、熱安定剤IRGANOX1010(チバガイギー(株)登録商標)0.1重量部、熱安定剤IRGAFOS168(チバガイギー(株)登録商標)0.1重量部、ステアリン酸カルシウム0.1重量部をタンブラーにて混合後、ナカタニ機械(株)製二軸押出機(同方向2軸混練機)を用いて190℃にて溶融混練してペレット状のポリプロピレン樹脂組成物を調製し、ヒートシール層ならびにラミ層用樹脂とした。製造例7で製造されたプロピレン系ブロック共重合体(B3) 100重量部に対して、熱安定剤IRGANOX1010(チバガイギー(株)登録商標)0.1重量部、熱安定剤IRGAFOS168(チバガイギー(株)登録商標)0.1重量部、ステアリン酸カルシウム0.1重量部をタンブラーにて混合後、ナカタニ機械(株)製二軸押出機(同方向2軸混練機)を用いて190℃にて溶融混練してペレット状のポリプロピレン樹脂組成物を調製し、中間層用樹脂とした。これらをSHIモダンマシナリー社製フィードブロック型のTダイ(ダイ幅800mm、リップ開度1.7mm)を備え付けた3種3層キャスト押出機(65mmφ×3)を用いて押出し、ダイ設定温度230℃、チルロール温度30℃、加工速度50m/分の条件でプロピレン・エチレンブロック共重合体(A3)を含む樹脂組成物をヒートシール層、プロピレン系ブロック共重合体(B3)を含む樹脂組成物を中間層、プロピレン・エチレンブロック共重合体(A3)を含む樹脂組成物をラミ層に使用し、各層の比率は20/60/20%の厚み70μの3層フィルムを製造した。得られたフィルムのヘイズ(HAZE)、インパクト強度、最大シール強度、耐ブロッキング性、層間強度を測定した。結果を表6に示す。
製造例5で製造されたプロピレン・エチレンブロック共重合体(A3) 100重量部に対して、熱安定剤IRGANOX1010(チバガイギー(株)登録商標)0.1重量部、熱安定剤IRGAFOS168(チバガイギー(株)登録商標)0.1重量部、ステアリン酸カルシウム0.1重量部をタンブラーにて混合後、ナカタニ機械(株)製二軸押出機(同方向2軸混練機)を用いて190℃にて溶融混練してペレット状のポリプロピレン樹脂組成物を調製し、ヒートシール層ならびにラミ層用樹脂とした。製造例7で製造されたプロピレン系ブロック共重合体(B3) 100重量部に対して、熱安定剤IRGANOX1010(チバガイギー(株)登録商標)0.1重量部、熱安定剤IRGAFOS168(チバガイギー(株)登録商標)0.1重量部、ステアリン酸カルシウム0.1重量部をタンブラーにて混合後、ナカタニ機械(株)製二軸押出機(同方向2軸混練機)を用いて190℃にて溶融混練してペレット状のポリプロピレン樹脂組成物を調製し、中間層用樹脂とした。これらをSHIモダンマシナリー社製フィードブロック型のTダイ(ダイ幅800mm、リップ開度1.7mm)を備え付けた3種3層キャスト押出機(65mmφ×3)を用いて押出し、ダイ設定温度230℃、チルロール温度30℃、加工速度50m/分の条件でプロピレン・エチレンブロック共重合体(A3)を含む樹脂組成物をヒートシール層、プロピレン系ブロック共重合体(B3)を含む樹脂組成物を中間層、プロピレン・エチレンブロック共重合体(A3)を含む樹脂組成物をラミ層に使用し、各層の比率は15/70/15%の厚み70μの3層フィルムを製造した。得られたフィルムのヘイズ(HAZE)、インパクト強度、最大シール強度、耐ブロッキング性、層間強度を測定した。結果を表6に示す。
製造例5で製造されたプロピレン・エチレンブロック共重合体(A3) 100重量部に対して、熱安定剤IRGANOX1010(チバガイギー(株)登録商標)0.1重量部、熱安定剤IRGAFOS168(チバガイギー(株)登録商標)0.1重量部、ステアリン酸カルシウム0.1重量部をタンブラーにて混合後、ナカタニ機械(株)製二軸押出機(同方向2軸混練機)を用いて190℃にて溶融混練してペレット状のポリプロピレン樹脂組成物を調製し、ヒートシール層用樹脂とした。製造例7で製造されたプロピレン系ブロック共重合体(B3) 100重量部に対して、熱安定剤IRGANOX1010(チバガイギー(株)登録商標)0.1重量部、熱安定剤IRGAFOS168(チバガイギー(株)登録商標)0.1重量部、ステアリン酸カルシウム0.1重量部をタンブラーにて混合後、ナカタニ機械(株)製二軸押出機(同方向2軸混練機)を用いて190℃にて溶融混練してペレット状のポリプロピレン樹脂組成物を調製し、中間層用樹脂とした。製造例6で製造されたプロピレン・エチレンブロック共重合体(A4) 100重量部に対して、熱安定剤IRGANOX1010(チバガイギー(株)登録商標)0.1重量部、熱安定剤IRGAFOS168(チバガイギー(株)登録商標)0.1重量部、ステアリン酸カルシウム0.1重量部をタンブラーにて混合後、ナカタニ機械(株)製二軸押出機(同方向2軸混練機)を用いて190℃にて溶融混練してペレット状のポリプロピレン樹脂組成物を調製し、ラミ層用樹脂とした。これらをSHIモダンマシナリー社製フィードブロック型のTダイ(ダイ幅800mm、リップ開度1.7mm)を備え付けた3種3層キャスト押出機(65mmφ×3)を用いて押出し、ダイ設定温度230℃、チルロール温度30℃、加工速度50m/分の条件でプロピレン・エチレンブロック共重合体(A3)を含む樹脂組成物をシール層、プロピレン系ブロック共重合体(B3)を含む樹脂組成物を中間層、プロピレン・エチレンブロック共重合体(A4)を含む樹脂組成物をラミ層に使用し、各層の比率は20/60/20%の厚み70μの3層フィルムを製造した。得られたフィルムのヘイズ(HAZE)、インパクト強度、最大シール強度、耐ブロッキング性、層間強度を測定した。結果を表6に示す。
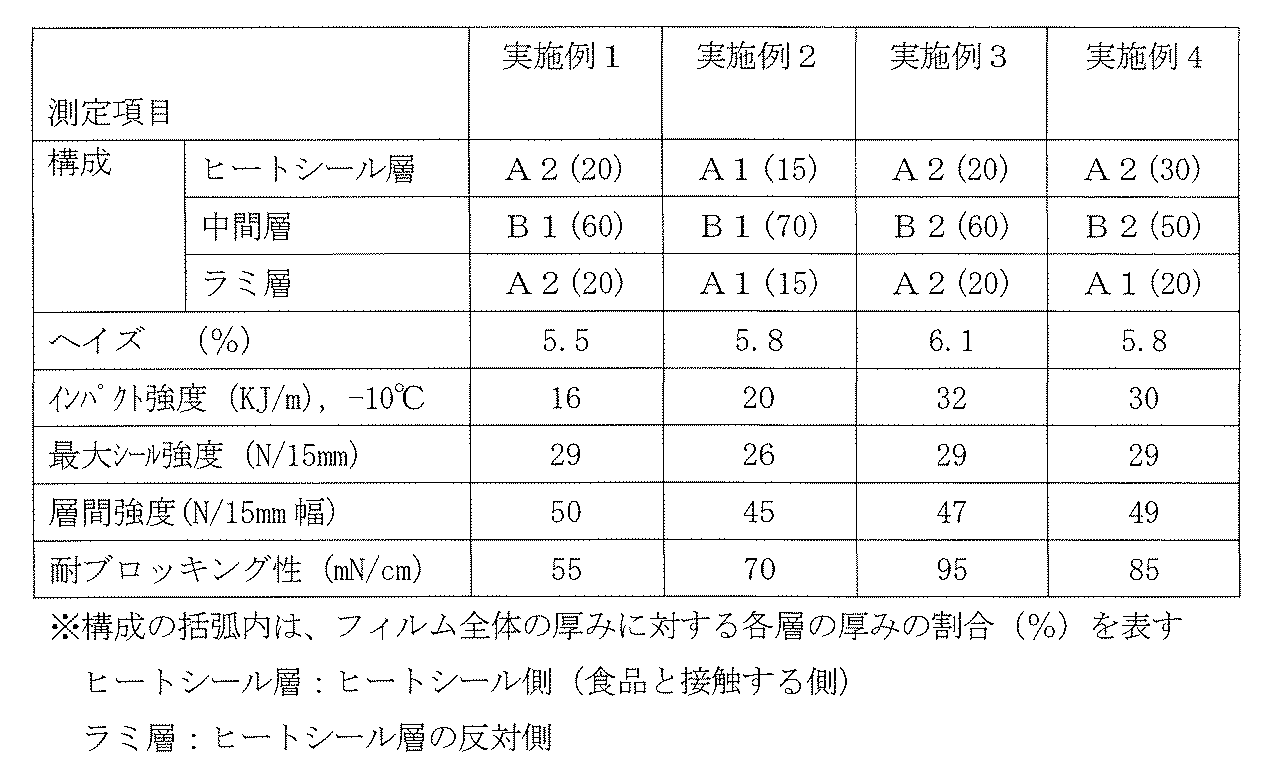
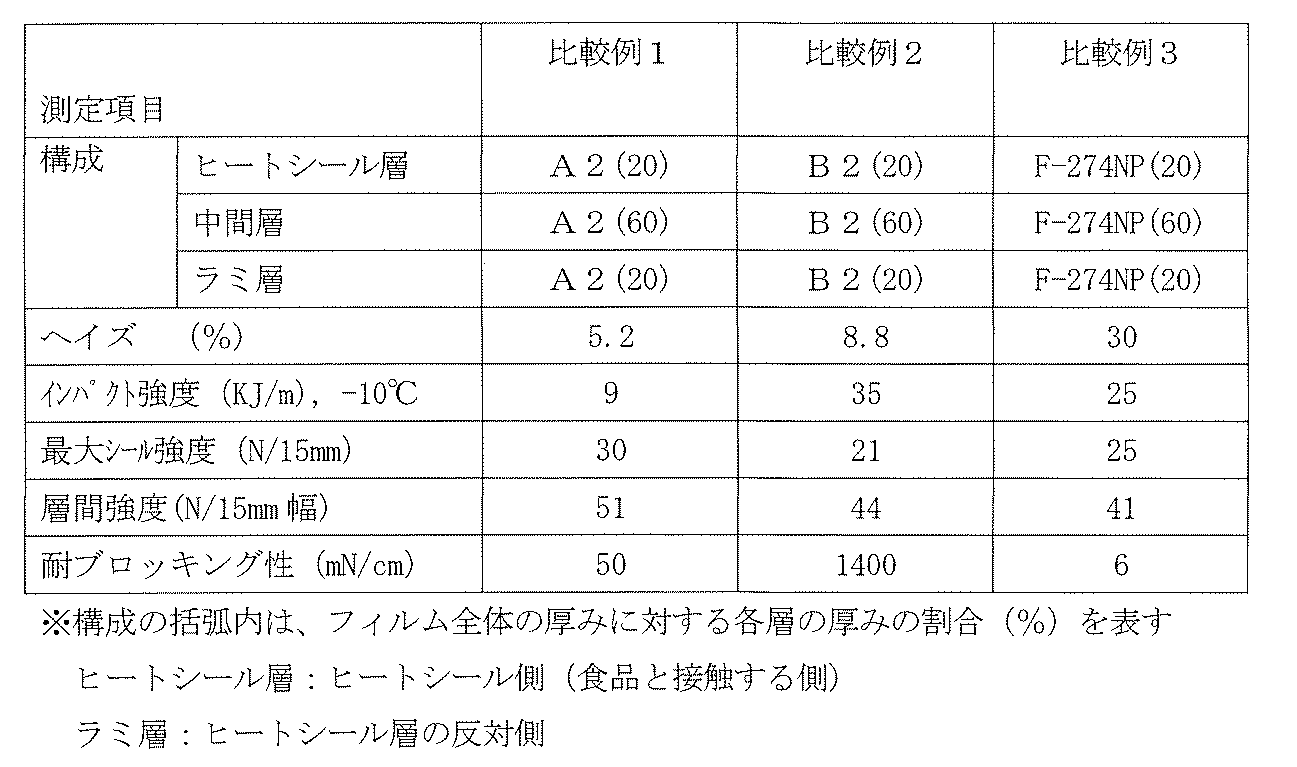

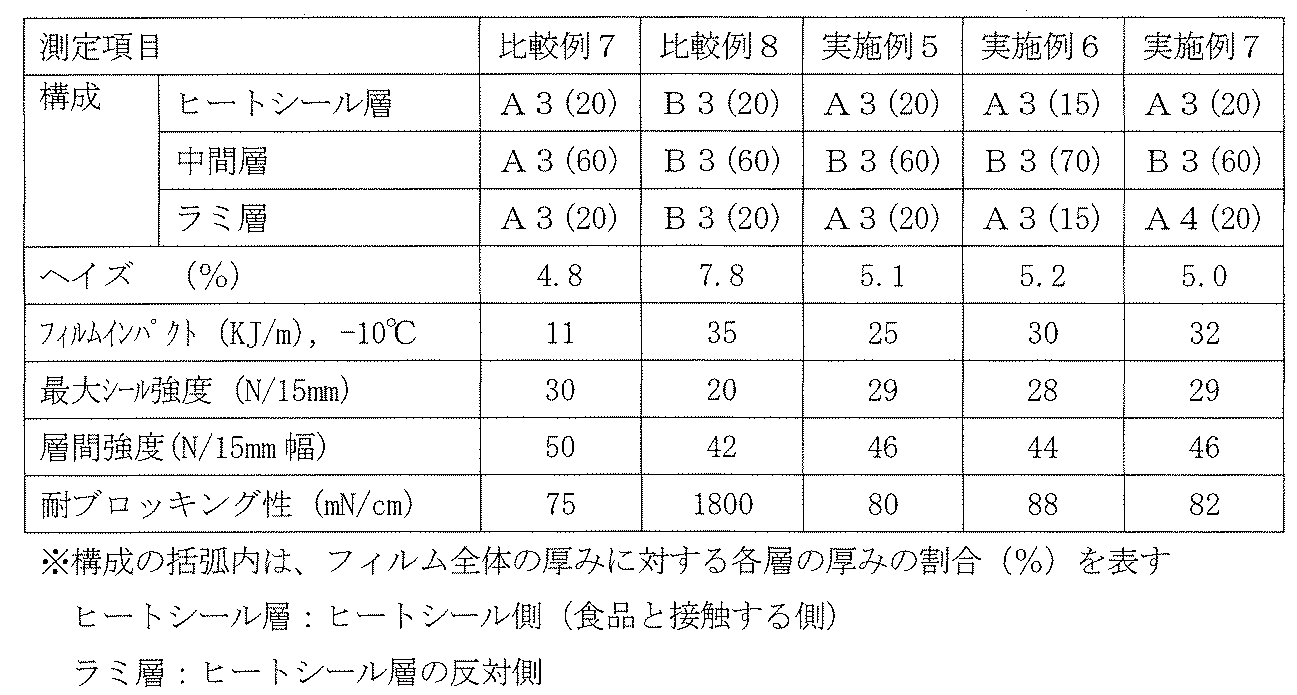
Claims (9)
- メルトフローレート(MFR;ASTM D1238、230℃、荷重2.16kg)が1~10g/10分の範囲にあり、
示差走査熱量計(DSC)で測定される融点が150~170℃の範囲にあり、
下記(1)~(3)を満たす室温n-デカンに不溶な部分(Dinsol )90~80重量%と
下記(4)~(6)を満たす室温n-デカンに可溶な部分(Dsol )10~20重量%とから構成されるプロピレン・エチレンブロック共重合体(A)を含む少なくとも一つ以上の外層と、
該プロピレン・エチレンブロック共重合体(A)と同一でないプロピレン・エチレンブロック共重合体(B)を含む少なくとも一つ以上の中間層または外層とを有することを特徴とする加熱殺菌包装用フィルム;
(1)Dinsol のGPC(ゲルパーミエーションクロマトグラフィー)から求めた分子量分布(Mw/Mn)が3.5以下
(2)Dinsol 中のエチレンに由来する骨格の含有量が13モル%未満
(3)Dinsol 中のプロピレンの2,1-挿入結合量と1,3-挿入結合量との和が0.2モル%以下
(4)Dsol のGPCから求めた分子量分布(Mw/Mn)が3.5以下
(5)Dsol の135℃デカリン中における極限粘度[η]が1.5~4.0dl/g
(6)Dsol 中のエチレンに由来する骨格の含有量が15~35モル%。 - 前記プロピレン・エチレンブロック共重合体(B)が、
メルトフローレート(MFR;ASTM D1238、230℃、荷重2.16kg)が1~10g/10分の範囲にあり、
融点が140~170℃の範囲にあり、
下記(i)~(iii)を満たす室温n-デカンに不溶な部分(Dinsol )90~70重量%と
下記(iv)~(vi)を満たす室温n-デカンに可溶な部分(Dsol )10~30重量%とから構成されることを特徴とする請求項1記載の加熱殺菌包装用フィルム;
(i)Dinsol のGPC(ゲルパーミエーションクロマトグラフィー)から求めた分子量分布(Mw/Mn)が3.5以下
(ii)Dinsol 中のエチレンに由来する骨格の含有量が13モル%未満
(iii)Dinsol 中のプロピレンの2,1-挿入結合量と1,3-挿入結合量との和が0.2モル%以下
(iv)Dsol のGPCから求めた分子量分布(Mw/Mn)が3.5以下
(v)Dsol の135℃デカリン中における極限粘度[η]が1.5~4.0dl/g
(vi)Dsol 中のエチレンに由来する骨格の含有量が15~45モル%。 - さらに下記(a)を満たすことを特徴とする請求項1または2に記載の加熱殺菌包装用フィルム;
(a)前記プロピレン・エチレンブロック共重合体(B)のDsol 中のエチレンに由来する骨格の含有量(モル%) > 前記プロピレン・エチレンブロック共重合体(A)のDsol 中のエチレンに由来する骨格の含有量(モル%)。 - 前記プロピレン・エチレンブロック共重合体(A)を含む外層と、
前記プロピレン・エチレンブロック共重合体(B)を含むもう一つの外層とからなることを特徴とする請求項1~3のいずれか1項に記載の加熱殺菌包装用フィルム。 - 前記加熱殺菌包装用フィルム全体の厚みに対する
前記プロピレン・エチレンブロック共重合体(A)を含む外層の厚みの割合が10~50%であり、前記プロピレン・エチレンブロック共重合体(B)を含むもう一つの外層の厚みの割合が50~90%である(ただし、両外層の厚みの割合の合計は100%である)ことを特徴とする請求項4に記載の加熱殺菌包装用フィルム。 - 前記プロピレン・エチレンブロック共重合体(A)を含む外層と、
前記プロピレン・エチレンブロック共重合体(B)を含む少なくとも一つ以上の中間層と、
前記プロピレン・エチレンブロック共重合体(A)または前記プロピレン・エチレンブロック共重合体(B)を含むもう一つの外層とを有することを特徴とする請求項1~3のいずれか1項に記載の加熱殺菌包装用フィルム。 - 前記加熱殺菌包装用フィルム全体の厚みに対する
前記プロピレン・エチレンブロック共重合体(A)を含む外層の厚みの割合が10~30%であり、前記プロピレン・エチレンブロック共重合体(B)を含む中間層の厚み(中間層が二つ以上ある場合はその合計の厚み)の割合が40~80%であり、前記プロピレン・エチレンブロック共重合体(A)または前記プロピレン・エチレンブロック共重合体(B)を含むもう一つの外層の厚みの割合が10~30%である(ただし、全ての層の厚みの割合の合計は100%である)ことを特徴とする請求項6に記載の加熱殺菌包装用フィルム。 - 厚さ70μmの加熱殺菌包装用フィルムの試験片を用いて、ASTM D-1003に準拠して測定したヘイズ(HAZE)が、15%以下であることを特徴とする請求項1~7のいずれか1項に記載の加熱殺菌包装用フィルム。
- 前記プロピレン・エチレンブロック共重合体(A)および/または(B)が、メタロセン触媒の存在下で重合されてなることを特徴とする請求項1~8のいずれか1項に記載の加熱殺菌包装用フィルム。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/735,686 US8257822B2 (en) | 2008-02-08 | 2009-02-06 | Film for thermal sterilization packaging |
| KR1020107018346A KR101199617B1 (ko) | 2008-02-08 | 2009-02-06 | 가열 살균 포장용 필름 |
| JP2009552551A JP5366835B2 (ja) | 2008-02-08 | 2009-02-06 | 加熱殺菌包装用フィルム |
| EP20090708733 EP2241438B1 (en) | 2008-02-08 | 2009-02-06 | Film for thermal sterilization packaging |
| CN200980101648.5A CN101909888B (zh) | 2008-02-08 | 2009-02-06 | 加热杀菌包装用膜 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008-028756 | 2008-02-08 | ||
| JP2008028756 | 2008-02-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009099213A1 true WO2009099213A1 (ja) | 2009-08-13 |
Family
ID=40952281
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/052102 Ceased WO2009099213A1 (ja) | 2008-02-08 | 2009-02-06 | 加熱殺菌包装用フィルム |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8257822B2 (ja) |
| EP (1) | EP2241438B1 (ja) |
| JP (1) | JP5366835B2 (ja) |
| KR (1) | KR101199617B1 (ja) |
| CN (1) | CN101909888B (ja) |
| WO (1) | WO2009099213A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009185237A (ja) * | 2008-02-08 | 2009-08-20 | Mitsui Chemicals Inc | 積層フィルム |
| US20110027531A1 (en) * | 2009-07-03 | 2011-02-03 | Nitto Denko Corporation | Laminated film and pressure-sensitive adhesive tape |
| JP2023550288A (ja) * | 2020-11-24 | 2023-12-01 | ロッテ ケミカル コーポレーション | 接着性能と成形性に優れたセルパウチ用プロピレン系多層フィルム |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2797742B1 (en) * | 2011-12-28 | 2017-07-05 | Dow Global Technologies LLC | Retortable easy opening seals for packaging film |
| KR101459677B1 (ko) | 2013-05-10 | 2014-11-13 | 한국식품연구원 | 레토르트 식품 포장용 적층 필름 |
| FI4304860T3 (fi) * | 2021-03-09 | 2025-04-08 | Polycine Gmbh | Korkean kylmäiskusitkeyden omaava joustava monikerroskalvo lääkepakkauksia varten |
| CN117087279B (zh) * | 2022-05-12 | 2025-12-19 | 中国石油化工股份有限公司 | 聚丙烯薄膜及其应用 |
| TWI813315B (zh) * | 2022-05-30 | 2023-08-21 | 南亞塑膠工業股份有限公司 | 蒸煮袋用聚丙烯薄膜 |
| TWI890008B (zh) * | 2022-10-24 | 2025-07-11 | 南亞塑膠工業股份有限公司 | 耐衝擊聚丙烯膜及其製造方法 |
| KR102800122B1 (ko) * | 2024-07-22 | 2025-04-28 | 주식회사 스테리코 | 의료폐기물 멸균처리 시스템 |
Citations (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4023798B1 (ja) | 1962-01-29 | 1965-10-19 | ||
| JPS428704B1 (ja) | 1963-12-26 | 1967-04-20 | ||
| JPS436636B1 (ja) | 1963-04-25 | 1968-03-12 | ||
| JPS4620814B1 (ja) | 1965-10-06 | 1971-06-11 | ||
| JPS61139441A (ja) * | 1984-12-11 | 1986-06-26 | チッソ株式会社 | ポリプロピレン系シ−トおよびそれを用いた加工物 |
| JPH05202152A (ja) * | 1989-12-21 | 1993-08-10 | Hoechst Ag | ポリプロピレン成形材料の製造方法 |
| JPH07145212A (ja) | 1993-11-22 | 1995-06-06 | Mitsui Petrochem Ind Ltd | プロピレン系重合体 |
| JPH08238732A (ja) * | 1995-03-07 | 1996-09-17 | Showa Denko Kk | 多層フィルム |
| JPH1191046A (ja) * | 1997-09-18 | 1999-04-06 | Idemitsu Petrochem Co Ltd | プロピレン系ランダム共重合体の多層フィルム |
| JPH11315109A (ja) | 1997-04-25 | 1999-11-16 | Mitsui Chem Inc | オレフィン重合用触媒、遷移金属化合物、オレフィンの重合方法およびα−オレフィン・共役ジエン共重合体 |
| JPH11349649A (ja) * | 1998-06-03 | 1999-12-21 | Mitsubishi Chemical Corp | プロピレン系ブロック共重合体 |
| WO2001027124A1 (en) | 1999-10-08 | 2001-04-19 | Mitsui Chemicals, Inc. | Metallocene compound, process for producing metallocene compound, olefin polymerization catalyst, process for producing polyolefin, and polyolefin |
| JP2003206325A (ja) * | 2001-11-09 | 2003-07-22 | Japan Polychem Corp | プロピレン系ブロック共重合体 |
| JP2004358683A (ja) | 2003-06-02 | 2004-12-24 | Japan Polypropylene Corp | 加熱殺菌処理食品包装用フィルム |
| JP2005271339A (ja) * | 2004-03-24 | 2005-10-06 | Toray Ind Inc | 積層ポリプロピレン系フィルム |
| JP2005298706A (ja) * | 2004-04-14 | 2005-10-27 | Mitsui Chemicals Inc | プロピレン系重合体 |
| WO2006068308A1 (ja) | 2004-12-22 | 2006-06-29 | Mitsui Chemicals, Inc. | プロピレン系重合体、該重合体を含む組成物及びこれらから得られる成形体 |
| JP2006188600A (ja) | 2005-01-06 | 2006-07-20 | Futamura Chemical Co Ltd | レトルト用ポリオレフィンフィルム |
| JP2007045048A (ja) | 2005-08-11 | 2007-02-22 | Toyobo Co Ltd | ポリプロピレン系複合無延伸フィルム |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US693928A (en) * | 1901-04-01 | 1902-02-25 | George Ulett | Spinning-top. |
| TW420693B (en) * | 1997-04-25 | 2001-02-01 | Mitsui Chemicals Inc | Olefin polymerization catalysts, transition metal compounds, and <alpha>-olefin/conjugated diene copolymers |
| WO2003040204A1 (en) * | 2001-11-09 | 2003-05-15 | Japan Polypropylene Corporation | Propylene block copolymer |
| JP2003145698A (ja) * | 2001-11-13 | 2003-05-20 | Dainippon Printing Co Ltd | 食品包装用積層体 |
| JP4243979B2 (ja) | 2003-06-02 | 2009-03-25 | 横浜ゴム株式会社 | シリカ配合ゴム組成物の混練方法 |
| JP4294381B2 (ja) * | 2003-06-06 | 2009-07-08 | 株式会社プライムポリマー | プロピレン系樹脂組成物 |
| JP2005178216A (ja) * | 2003-12-19 | 2005-07-07 | Toyobo Co Ltd | ポリプロピレン系多層シーラントフィルム、およびそのシーラントフィルムを用いたラミネートフィルム |
| JP4960103B2 (ja) * | 2004-11-29 | 2012-06-27 | 東レフィルム加工株式会社 | ポリプロピレン系フィルムおよびその積層体 |
| JP4306636B2 (ja) | 2005-04-07 | 2009-08-05 | ダイキン工業株式会社 | 空気調和装置 |
| EP2275457B1 (en) * | 2005-05-18 | 2016-11-23 | Mitsui Chemicals, Inc. | Propylene-based polymer composition, and molded products, sheets, films, laminates and non-woven fabrics obtained therefrom |
| JP2007238155A (ja) * | 2006-03-10 | 2007-09-20 | Toyobo Co Ltd | 含気ボイル用包装体 |
| JP2007237640A (ja) * | 2006-03-10 | 2007-09-20 | Toyobo Co Ltd | 積層フィルム |
| JP2008024751A (ja) * | 2006-07-18 | 2008-02-07 | Mitsui Chemicals Inc | 固体状チタン触媒成分、オレフィン重合用触媒およびオレフィン重合方法 |
| WO2009057747A1 (ja) * | 2007-11-01 | 2009-05-07 | Mitsui Chemicals, Inc. | 固体状チタン触媒成分、オレフィン重合用触媒およびオレフィンの重合方法 |
| CN102159608B (zh) * | 2008-09-22 | 2014-05-21 | 三井化学株式会社 | 丙烯系嵌段共聚物、包含该共聚物的组合物及由它们得到的成型体 |
-
2009
- 2009-02-06 WO PCT/JP2009/052102 patent/WO2009099213A1/ja not_active Ceased
- 2009-02-06 JP JP2009552551A patent/JP5366835B2/ja active Active
- 2009-02-06 KR KR1020107018346A patent/KR101199617B1/ko active Active
- 2009-02-06 CN CN200980101648.5A patent/CN101909888B/zh active Active
- 2009-02-06 EP EP20090708733 patent/EP2241438B1/en active Active
- 2009-02-06 US US12/735,686 patent/US8257822B2/en active Active
Patent Citations (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4023798B1 (ja) | 1962-01-29 | 1965-10-19 | ||
| JPS436636B1 (ja) | 1963-04-25 | 1968-03-12 | ||
| JPS428704B1 (ja) | 1963-12-26 | 1967-04-20 | ||
| JPS4620814B1 (ja) | 1965-10-06 | 1971-06-11 | ||
| JPS61139441A (ja) * | 1984-12-11 | 1986-06-26 | チッソ株式会社 | ポリプロピレン系シ−トおよびそれを用いた加工物 |
| JPH05202152A (ja) * | 1989-12-21 | 1993-08-10 | Hoechst Ag | ポリプロピレン成形材料の製造方法 |
| JPH07145212A (ja) | 1993-11-22 | 1995-06-06 | Mitsui Petrochem Ind Ltd | プロピレン系重合体 |
| JPH08238732A (ja) * | 1995-03-07 | 1996-09-17 | Showa Denko Kk | 多層フィルム |
| JPH11315109A (ja) | 1997-04-25 | 1999-11-16 | Mitsui Chem Inc | オレフィン重合用触媒、遷移金属化合物、オレフィンの重合方法およびα−オレフィン・共役ジエン共重合体 |
| JPH1191046A (ja) * | 1997-09-18 | 1999-04-06 | Idemitsu Petrochem Co Ltd | プロピレン系ランダム共重合体の多層フィルム |
| JPH11349649A (ja) * | 1998-06-03 | 1999-12-21 | Mitsubishi Chemical Corp | プロピレン系ブロック共重合体 |
| WO2001027124A1 (en) | 1999-10-08 | 2001-04-19 | Mitsui Chemicals, Inc. | Metallocene compound, process for producing metallocene compound, olefin polymerization catalyst, process for producing polyolefin, and polyolefin |
| JP2003206325A (ja) * | 2001-11-09 | 2003-07-22 | Japan Polychem Corp | プロピレン系ブロック共重合体 |
| JP2004358683A (ja) | 2003-06-02 | 2004-12-24 | Japan Polypropylene Corp | 加熱殺菌処理食品包装用フィルム |
| JP2005271339A (ja) * | 2004-03-24 | 2005-10-06 | Toray Ind Inc | 積層ポリプロピレン系フィルム |
| JP2005298706A (ja) * | 2004-04-14 | 2005-10-27 | Mitsui Chemicals Inc | プロピレン系重合体 |
| WO2006068308A1 (ja) | 2004-12-22 | 2006-06-29 | Mitsui Chemicals, Inc. | プロピレン系重合体、該重合体を含む組成物及びこれらから得られる成形体 |
| JP2006188600A (ja) | 2005-01-06 | 2006-07-20 | Futamura Chemical Co Ltd | レトルト用ポリオレフィンフィルム |
| JP2007045048A (ja) | 2005-08-11 | 2007-02-22 | Toyobo Co Ltd | ポリプロピレン系複合無延伸フィルム |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2241438A4 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009185237A (ja) * | 2008-02-08 | 2009-08-20 | Mitsui Chemicals Inc | 積層フィルム |
| US20110027531A1 (en) * | 2009-07-03 | 2011-02-03 | Nitto Denko Corporation | Laminated film and pressure-sensitive adhesive tape |
| JP2023550288A (ja) * | 2020-11-24 | 2023-12-01 | ロッテ ケミカル コーポレーション | 接着性能と成形性に優れたセルパウチ用プロピレン系多層フィルム |
| JP7830455B2 (ja) | 2020-11-24 | 2026-03-16 | ロッテ ケミカル コーポレーション | 接着性能と成形性に優れたセルパウチ用プロピレン系多層フィルム |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101909888B (zh) | 2014-02-12 |
| CN101909888A (zh) | 2010-12-08 |
| JP5366835B2 (ja) | 2013-12-11 |
| EP2241438A4 (en) | 2013-01-23 |
| JPWO2009099213A1 (ja) | 2011-05-26 |
| US20100310842A1 (en) | 2010-12-09 |
| US8257822B2 (en) | 2012-09-04 |
| KR20100106586A (ko) | 2010-10-01 |
| KR101199617B1 (ko) | 2012-11-08 |
| EP2241438A1 (en) | 2010-10-20 |
| EP2241438B1 (en) | 2014-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5366835B2 (ja) | 加熱殺菌包装用フィルム | |
| CN101410426B (zh) | 丙烯类无规嵌段共聚物、含有该共聚物的树脂组合物和由其形成的成型体 | |
| CN104640925B (zh) | 1‑丁烯‑α‑烯烃共聚物组合物 | |
| JP5455311B2 (ja) | 表面保護フィルム | |
| JP5249797B2 (ja) | Ptp包装用シート | |
| JP5108436B2 (ja) | 表面保護フィルム | |
| EP2650328B1 (en) | Modified polypropylene composition and laminate using same | |
| JP5424548B2 (ja) | レトルト食品包装用フィルム | |
| JP5221091B2 (ja) | Ptp包装用シート | |
| JP5530976B2 (ja) | 積層体 | |
| JP5221160B2 (ja) | 積層フィルム | |
| JP5224840B2 (ja) | ガス透過性フィルム | |
| JP5221093B2 (ja) | シュリンクフィルム | |
| JP5224763B2 (ja) | シュリンクラベル | |
| JP2009185240A (ja) | 熱成形用シート | |
| JP2009083229A (ja) | インモールド成形用ラベルおよびそれを用いた成形品 | |
| JP5060828B2 (ja) | ヒートシール性積層体 | |
| JP2010180344A (ja) | 表面保護フィルム用基材および表面保護フィルム | |
| JP5159352B2 (ja) | マット調延伸積層フィルム | |
| JP2009084376A (ja) | ブロー成形体 | |
| JP5117807B2 (ja) | 積層フィルム | |
| JP2002052668A (ja) | パウチ | |
| JP4980188B2 (ja) | 医療容器用プロピレン系ランダムブロック共重合体および該共重合体等からなる医療容器用シートまたは医療容器用フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980101648.5 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09708733 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009708733 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009552551 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12735686 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 5733/DELNP/2010 Country of ref document: IN |
|
| ENP | Entry into the national phase |
Ref document number: 20107018346 Country of ref document: KR Kind code of ref document: A |