明 細 書 窒化物半導体ウェハーの加工方法と窒化物半導体ウェハー及び窒化物半導体デバイス の製造方法並びに窒化物半導体デバイス 技術分野
この発明は窒化物半導体ウェハーの外周加工方法 (チャンファー加工方法) に関する。 窒化ガリウム (G a N) 、 窒化アルミニウム (A 1 N) など 3族窒化物半導体はバンド ギャップが広く、 発光素子や電子デバイスとしての用途がある。 大きい G a N単結晶、 A 1 N単結晶は天然に存在しない。 異種材料の下地基板の上に原料ガスを流して気相反 応で合成する気相成長法、 あるいは窒素ガスを金属ナトリゥム中に溶解させ G aと反応 させることで合成するナトリゥムフラックス法や超臨界状態の NH3と G aを反応させ ることで合成するァモノサーマル法と呼ばれる液相法によって作られる。
初めの頃は自立した窒化ガリゥムあるいは窒化アルミニゥムなどのウェハーが得られ なかったので、 サフアイャウェハーの上に、 G a N、 I n G a N、 A 1 G a N薄膜など 3族窒化物半導体薄膜をェピタキシャル成長させて発光素子を作っていた。 その後 G a Nの広い自立結晶基板が気相成長法や液相成長法によって製造可能になってきた。 現在 は、 1インチ直径 (約 2 5 mm) や 2インチ直径 (約 5 0 mm) の自立した G a Nゥェ ノヽ一、 A 1 Nウェハー、 A 1 G a Nウェハー、 あるレ、は I n G a Nウェハーが作られる。 気相あるいは液相成長させて作った結晶 (a s — g r o w n) は、 表面が平坦でなく 厚みもばらついている。 これを研削、 研磨して表面を平滑にしてミラーウェハーとする。
半導体ウェハーはその上に各種のデバイスが作られる基板となるので、 表面は平滑でク ラックや反りがないということが条件となる。
ウェハーの外周部が尖っているとそこから欠けたりするのでウェハーの外周部は面取 りをする。 これをチャンファーという。 G a Nなどの窒化物半導体結晶は脆くて硬いの でチャンファーには特別の工夫が必要である。
背景技術
シリ コン (S i ) ウェハーでも G a A sウェハーでも取扱いに便利なように円形の基 板が多く利用される。 G a N基板などの窒化物基板でも円形のウェハーが製造される。 半導体ウェハーはミラーウェハーにするために表面が研磨される。 目的に応じて、 両面 をミラーにする場合もあるし、 片面だけをミラーにする場合もある。
面の研磨とは別に、 ウェハーの外周部の研削、 研磨もある。 ウェハーの側周縁が尖つ ていると欠け易いし細かい屑片ができて表面を傷つけたり汚したりするからである。 そ こで、 ウェハーの側周縁を面取りする。 側周縁だけでなくウェハーの側面も研削 '研磨 することもある。 ウェハーの外周部(面の周辺部および側面)を斜めに研削する作業を チャンファー或いはチャンファリングと言う。 ベべリングと呼ぶこともあり、 これらは 同義である。
S i ウェハーでもチャンファーが成される。 しかし、 S i ウェハーと G a Nウェハー などの窒化物半導体ウェハーは、 硬さ、 脆さ、 堅牢さ等が異なるし化学的な特性も相違 する。 S i よりも G a Nなどの窒化物結晶は硬くて脆い。 〇 & 1^の0 3面などの 1 I I 族面を化学的にエッチングすることは困難である。
S i ウェハーで利用されるチャンファー技術を直ちに G a Nなどの窒化物半導体ゥェ ハーのチャンファーに転用することはできない。 S i ウェハーで確立されたチャンファ 一技術が G a Nなどの窒化物半導体ウェハーでも使えるということはない。
各々の半導体ウェハーは化学的、 機械的な特性が異なるから独自のチャンファー技術 が要求される。 各々の半導体に最適のチャンファー方法を試行錯誤して、 一から探して いかなくてはならない。
特許文献 1は、 これまで実在しなかった窒化ガリウムの自立基板を E LO (E p i t a x i a l L a t e r a l O v e r g r o w t h) によって初めて作ることができ たので、 外周部を面取りし、 オリエンテーションフラット (OF) を付けたというもの である。 E LOは下地基板として (1 1 1 ) G a A sウェハーを採用する。 G a A s ゥ ェハーの上に蜂の巣状に分布する細かい窓のある S i 〇2マスクを付け、 その上に HV P E法で G a N薄膜を横方向成長させ、 転位を減らし、 マスクの上で結晶粒が合体した 後は C面成長させる。
気相成長を続け 1 0 0 m以上の厚みの G a N結晶にし、 G a A s下地基板を除去し て、 自立 G a N基板とする。 それは 1枚の矩形に近い結晶であるが、 円形に研削して円 形のウェハーとすることができる。 方位と表裏を区別できるために、 側周の (1— 1 0 0 ) 面或いは (2— 1— 1 0) 面に O F (O r i e n t a t i o n F l a t ) , I F ( I d e n t i f i c a t i o n F l a t ) を付ける。
特許文献 1は側周縁に 5° 〜3 0° の傾斜角で面取りしたり、 半径 0. l mm〜0. 5 mmで円形断面に面取りするということを述べている。 前者の場合は円錐台面の砥面 を持つ円形砥石を回転させ、 G a Nウェハーの外周部を円形砥石に (外接) 接触させ、
外周部を 5 ° 〜3 0 ° の傾斜をなすように削っていくのである。 円形砥石は樹脂で固定 砥粒を台面に保持したレジンボンド砥石である。
或いは半径 0 . l m n!〜 0 . 5 mmの半円断面凹部を持つ糸コマ状の円形の砥石を回 転させ、 G a Nウェハーの外周部を当てて (外接) 回転させることによって半円形断面 の面取りをすることもできる。
しかしレジンボンド砥石で外周部をチャンファーするとウェハーが割れたり、 クラッ クが発生したりすることが分かった。 レジンボンドというのは榭脂によって砥粒を固定 した砥石とレヽぅことである。
特許文献 2では、 異種基板の上に窒化ガリゥムを成長させ基板を除去して自立した G a Nウェハーとした G a N基板は、 下地基板と G a Nの熱膨張率や格子定数の違いのた めに反りが大きい、 ということを問題にしている。 ウェハーの中心と周辺部の高さの差 は ± 4 0 μ Π!〜 ± 1 0 0 μ mにもなる、 と述べている。
ウェハーを研磨すると研磨面に加工変質層ができる。 研磨によって加工変質層を導入 すると加工変質層が面を広げる作用があって、 それによつて反りを小さくすることがで きる、 と言っている。 また加工変質層をエッチングして薄くすると面を押し広げる作用 が減るとも言っている。 そうすると表面と裏面の研磨とエッチングを組み合わせること によって窒化ガリゥムウェハーの反りを減らすことができる、 とレヽう。
つまり裏面側 (窒素面) が凹に反っている場合、 裏面側を研磨すると加工変質層が裏 面側にできそれが裏面を広げようとする。 それによつて裏面側が凸になり反りの方向が 逆転する。 それでは逆に困るので、 裏面側をエッチングして加工変質層を除去する。 加 ェ変質層が薄くなると裏面を押し広げる力が減るので反りが減る。
ただし、 表面側 (G a面) は堅牢であり、 研磨が難しい、 と述べている。 表面側はェ ツチングも難しいが、 表面 (G a面) は塩素プラズマによる ドライエッチングが可能で ある、 という。 窒化ガリウムウェハーで、 研削研磨後に、 加工変質層が表面側で 1 0 m厚み、 裏面側で 5 0 μ m厚みで存在することがある。 裏面側は、 研磨とエッチングの 組み合わせによって加工変質層を 1 0 / m〜5 0 mの間の適当な値に調整できるから、 反りをかなり少なくすることができる。
特許文献 2の実施例 1は、 表面方向に 5 0; u m深さの凹の反りがある G a Nウェハー を表面研削して表面方向に 3 0 / mの凸である反りにし、 表面をドライエッチングして 表面側に 2 0 μ πιの凹である反りのウェハーとし、 さらに裏面を研削、 ドライエツチン グして表面側に 5 μ ηιの凹である少ない反りのウェハーとしている。 特許文献 2は研削、 ツチングの組み合わせによって最終的に 2インチウェハー換算で反りを + 3 0 m〜 — 2 0 に減少させることができると主張している。
正は表面が凸になる反り、 負は表面が凹になる反りだとして定義されている。 よって 特許文献 2は G a Nウェハーにおいて、 表面凸反りが 3 0 μ mから、 表面凹反りが 2 0 μ mという凹凸反りの範囲に入れることができると述べているのである。
特許文献 3は、 レジンボンドダイヤモンド砥石を G a Nウェハーのエッジに外接回転 させて G a Nウェハーのチャンファーを行うと、 G a Nは脆く硬い材料であるからエツ ジが欠けたりウェハーが割れたりするので望ましくないと述べている。
特許文献 3はそこで、 砥石を付着させたテープ砥石をウェハーのエッジの長手方向に 接触させウェハーを回転させることによってウェハーの面取りをするというテープ砥石 チャンファリング法を提案している。 砥石が摩耗するとテープを少しずつ送り新しい砥 面を出してエッジ研磨を同じ状態で行うようにできる。 エッジはテープに内接するから
接触圧が小さく衝撃も掛からない。 レジンボンド砥石を外接回転させる手法に比べて歩 留まりが向上すると説明している。
本願の図 1 1は特許文献 3 (特開 2 0 04— 3 1 9 9 5 1号) によって初めて提案さ れたテープチャンファー装置の斜視図である。 本願の図 1 2はテープ砥石とエッジの接 触部分の断面図である。
ウェハー Wは回転盤 (図示しない) に真空チャック等で固定してある。 テープ砥石 T にエッジ Sが内接している。 内接部分の中心角は 4 0° 〜9 0° であるとしている。 弾 力性のあるテープとの接触であるからエツジが破損したり割れたりすることを防ぐこと ができると述べている。
特許文献 1 :特開 2 0 0 2— 3 5 6 3 9 8 「窒化ガリウムウェハー」 (特願 2 0 0 1 - 1 6 6 9 04)
特許文献 2 :特開 2 0 0 5— 1 3 6 1 6 7 「窒化物半導体基板の製造方法と窒化物半 導体基板」 (特願 2 0 0 3— 3 7 04 3 0)
特許文献 3 :特開 20 04— 3 1 9 9 5 1 「エツジ研磨した窒化物半導体基板とエツ ジ研磨した G a N自立基板及び窒化物半導体基板のェッジ加工方法」 (特願 2 0 0 3— 2 7 5 9 3 5)
窒化ガリウムなどの窒化物半導体自立結晶が気相成長法や液相成長法で製造できるよ うになつた。 液相成長法では大型結晶を得るのは困難である。 気相成長法によって広い 下地基板の上に窒化ガリゥムを厚く堆積させ窒化ガリゥムの部分をワイヤーソ一で切断 し窒化ガリウムの大型自立結晶基板を作製することができる。 これを裏面研削、 チャン ファー、 表面研削 ·研磨して窒化物半導体ミラーウェハーとする。
研削によって厚い (1 0 μ Γη〜5 θ ί ΐη ) 加工変質層が接触部分に発生する。 裏面研 削では裏面に、 外周研削では外周部に、 表面研削では表面に加工変質層ができる。 加工 変質層は結晶構造の乱れを持つ表面層である。 転位も多量に含む。 不純物を含むもので はない。 加工変質層が表面、 裏面に残ってはいけないので表面、 裏面の加工変質層はェ ツチングによって殆ど除去される。 この発明は外周部の研削 (チャンファー) を問題に する。 S iや G a A sなど従来の半導体ウェハーのチャンファーにはダイヤモンド砥粒 を樹脂や金属で基盤に固定したレジンボンド砥石ゃメタルボンド砥石が使われてきた。 これらは鋭利で硬く堅牢でチャンファー時間は短くて済む。 S i、 G a A sウェハーは 柔らかく靭性もあるのでレジンボンド、 メタルボンド砥石が適するのである。 しかしこ れらは G a Nチャンファーに転用できない。 レジンボンド砥石やメタルボンド砥石によ つて G a Nウェハーをチャンファーすると、 割れ欠けの (クラック) 発生率が高く、 厚 い加工変質層を生じ、 大きい反りを引き起こすことが分かってきた。 G a Nは硬度が高 く靭性が低く脆いから衝撃に弱い。 クラック発生率が高いのは、 レジンボンド、 メタル ボンド砥石は基盤に対する砥粒の固定が硬直しており砥粒とウェハーの接触衝撃を吸収 できないからである。 レジンボンド、 メタルボンド砥石によるチャンファーによって割 れ欠けが頻繁に起こり、 そうでなかったとしても外周部に 2 0 m〜5 0 もの厚い 加工変質層 Mができる。 また反りも大きくなる。 反りの曲率半径は l m以下ということ もある。 高硬度高脆性の G a Nウェハーのチャンファーには従来のレジンボンド、 メタ ルボンド砥石は不適である。
窒化物半導体ウェハーを割れ欠けしないように外周研削する加工方法を提供すること が本発明の第 1の目的である。 反りの少ない窒化物半導体ウェハーを得るための外周研 削加工方法を提供することが本発明の第 2の目的である。 外周部の加工変質層厚みを制
御した窒化物半導体の外周研削加工方法を提供することが本発明の第 3の目的である。 基板作製プロセス歩留まりの高い窒化物半導体の外周研削加工方法を提供することが本 発明の第 4の目的である。 デバイス面内歩留まりの高い外周研削加工方法を提供するこ とが本発明の第 5の目的である。 また、 デバイス面内歩留まりの高い窒化物半導体ゥェ ハーを得る事が本発明の第 6の目的である。 なお本出願では、 ウェハーの表面、 裏面の 平面の外側の領域を周辺部とし、 平面と側面の角を側周縁とし、 平面の周辺部と側面を 含めて外周部とする。 発明の開示
本発明の窒化物半導体ウェハーは、 ァズグロゥンの基板の裏面を研削、 エッチングし、 ダイヤモンドあるいはダイヤモンドと酸化物の混合砥粒を柔軟なボンディング材で固定 した砥石によって外周研削 (チャンファー) して、 ウェハー外周部の加工変質層の厚み を 0 . 5 μ π!〜 1 0 μ m、 特に望ましくは 1 π!〜 3 mとし、 表面を研削、 研磨、 ェ ツチングしたものである。 柔軟なボンディング材というのはゴム、 或いは発泡樹脂であ る。 ダイヤモンド砥粒の粒径はある程度細かくて 3 0 0 0番手から 6 0 0番手である。 またダイヤモンド砥粒に酸化物砥粒を混合して酸化物の化学的作用とダイヤモンドの機 械的作用の複合作用で研削する。 ダイヤモンド砥粒の機械的効果に加えて酸化物の化学 的効果で表面を除去するのでこれをメカノケミカル効果という。 酸化物砥粒は F e 2 0 3、 C u O、 M n〇2、 C r 2 O 3、 Z n〇などである。 柔軟性に富む砥石でチャンファ 一するので時間が長く掛かる場合もある。
細かいダイャモンド砥粒と酸化物砥粒を柔軟な材料で基盤に付けた砥石でチヤンファ 一することによって、 ウェハー外周へかかる衝撃を和らげ、 割れ欠け (クラック) の発
生を防ぎ、 加工変質層の厚みを低減し、 反りを抑える。 外周部への機械衝撃を緩和する ためにゴムボンド、 発泡樹脂ボンド砥石を利用する。 外周部に発生する加工変質層 Mの 厚み dは、 外周部が受けた衝撃を測定する尺度にもなる。 ダイヤモンド砥粒が粗くボン ド材が硬直していると衝撃力が大きい。 そのとき外周部を後で観察すると加工変質層厚 み dが厚くなつている。 ダイヤモンド砥粒が細かくボンド材が柔軟であると衝撃力が小 さい。 そのとき外周部を後で観察すると加工変質層厚み dが薄くなっている。
低番手砥粒を樹脂、 金属で基盤に固定したレジンボンド、 メタルボンドなど硬質の砥 石で外周部を削ると加工変質層厚み dが 2 0 μ π!〜 5 0 mにもなる。 この場合は衝撃 が強すぎ割れ欠けが起こる。 本発明が d = 0. 5 m〜 1 0 mになるように柔軟な砥 石で優しくチャンファーすることによって、 割れ欠け、 反りを抑制している。 柔軟な砥 石にするためゴム、 発泡樹脂をボンド剤とし、 粒径の小さい高番手のダイヤモンド砥粒 を使い、 酸化物を混ぜるようにする。 割れ欠け、 反りの少ない G a Nウェハーのチャン ファーが可能となる。 適当な優柔性の砥石でチャンファーすると、 外周部加工変質層厚 み dが 0. 5 μ π!〜 Ι Ο μπιになる。 この厚みの加工変質層により反りを抑制し、 デバ イスの歩留まりを向上することができる。
窒化ガリウム自立結晶 (ァズグロゥンウェハー) から出発する加工の工程全般を説明 する。 図 1の順にウェハ一を加工する。 厚み調整のため裏面 (窒素面) 研削 (Α) をす る。 これによつて裏面に厚い加工変質層 Μが発生する。 加工変質層 Μというのは結晶構 造が歪んだ層をいう。 多数の転位が存在する。 加工変質層は C L (力ソードルミンネセ ンス) によって他の部分と区別して観察できる。 C L観察で厚み dを測ることもできる。 加工変質層は不純物を含む層ではない。 加工変質層が裏面に厚く残るのは望ましくない。 加熱した KOH、 N a OH、 H3P04水溶液で裏面 (窒素面) をエッチング (B) す
1 る。 これによつて裏面の加工変質層を除去する。 なお、 裏面研削は研磨で代替すること もできる。
高番手のダイヤモンド砥粒、 或いはダイヤモンド砥粒と酸化物をゴム又は発泡樹脂で ボンドした柔軟性ある砥石で窒化ガリウムウェハーの外周部を研削する (C ) 。 ウェハ 一外周部の研削をチャンファー加工と呼ぶ。 チャンファーするのはウェハーの割れ、 欠 けを防ぐためである。
G a Nウェハーのチャンファーに使用する砥石はゴム砥石が好ましいと本発明者は考 える。 ゴム砥石というのは、 砥石基盤にゴムをボンディング剤として砥粒を固定したも のである。 砥粒はダイヤモンドなど硬質の素材である。 ゴムをボンディング剤とするの で、 ゴムボンディング砥石或いはゴムボンド砥石というべきであるが、 ここでは簡単に ゴム砥石と呼ぶ。 砥粒がゴムだということではない。 G a Nウェハーの外周研削にゴム 砥石を使用するのは本発明が初めてである。
チャンファーの後、 ウェハーの表面を研削 (D ) 、 研磨 (E ) する。 研削では表面に 1 0 μ π!〜 5 0 μ mの厚い加工変質層 Μができる。 研磨では表面に 0 . 1 μ π!〜 2 0 mの加工変質層ができる。 ェピタキシャル成長用の基板としては、 表面粗さが平滑で、 表面に加工変質層 Mが存在しないものが望まれる。 そのため研削後に研磨工程で表面を 平滑化する。 更に、 気相エッチング (F ) によって表面の加工変質層 Mがなくなるまで 除去する。 ウェハー加工はそのように裏面研削 A、 裏面エッチング B、 チャンファー C、 表面研削 D *研磨 E、 気相エッチング (F ) の工程からなる。 本発明の工夫は裏面研削 A、 表面研削 D ·研磨 Eにはない。 本発明はチャンファー工程 Cを改良するものである。 本発明の骨子は、 窒化物半導体ウェハー外周部を、 高番手ダイヤモンド砥粒あるいは ダイヤモンド砥粒と酸化物砥粒をゴム、 発泡樹脂で固定したゴム砥石あるいは発泡レジ
1 ンボンド砥石でチャンファー加工し、 外周部の加工変質層厚みを 0. 5' π!〜 1 0 m、 特に望ましくは 1 μ ηι〜3 mにしたことにある。 外周部の加工変質層を 0. 5 μ π!〜 1 0 μ πιに抑えることによって、 クラック発生、 反りが少なくなる。 後の工程における チッビングも減り、 製品歩留まりも上がる。
以下により詳しく述べる。 研削によって結晶表面には格子構造の乱れた加工変質層 M が必ず発生する。 加工変質層 Mの厚み dは、 研削に使われる固定砥粒の粒子が大きい程 厚くなり、 又加工負荷が強い程厚くなる。 その反対に研削に使われる固定砥粒が小さく、 加工負荷が弱い程、 加工変質層 Mは薄くなる。
ウェハーの加工は、 図 1に示すように、 裏面研削 A、 裏面エッチング B、 外周研削 (チャンファー) C、 表面研削 D、 研磨 E、 表面エッチング Fの順で行う。 研削条件に もよるが裏面研削 Aによって、 1 0 n!〜 5 0 Ai m程度のかなり厚い加工変質層 Mが裏 面に発生する。 加工変質層が厚く残留するのは望ましくない。 裏面の加工変質層を加熱 した KOH、 N a〇H、 又は H3 P 04水溶液で除去する。
N面と G a面は化学的、 物理的な性質が異なる。 裏面 (窒素面; N面; 0 0 0— 1 面) は表面より物理的化学的に弱くて KOH、 N a OH、 又は H 3 P O 4水溶液で除去 できる。 裏面をエッチングできるものであれば、 他のアルカリ、 酸を用いても良い。 表 面 (G a面; 0 0 0 1面) は化学的により堅固で KOH、 N a OH、 又は H3 P 04水 溶液では除去できない。 従って裏面と表面では加工変質層除去の手段が異なる。
次いでウェハ一の外周部をチャンファーする。 砥粒をゴムで固めたゴム (ボンド) 砥 石あるいは発泡樹脂で砥粒を固めた発泡レジンボンド砥石を回転させ、 ウェハー外周部 に接触させ外周部を面取りする。 固定砥粒はダイヤモンド砥粒、 或いはダイヤモンドと 酸化物の混合砥粒である。 ゴムボンド砥石、 発泡レジンボンド砥石が含むダイヤモンド
砥粒の番手は例えば 6 0 0番〜 3 0 0 0番とする。 番手というのは砥粒の平均の直径の 大きさを表す用語である。 数字が大きいほど細かい砥粒を意味する。 チャンファーによ つてウェハーの外周部が面取りされるが、 同時に外周部に加工変質層が発生する。 加工 変質層の厚み dを 0. 5 μ m〜 1 0 mとする。 より好ましくは d = 1 n!〜 3 μ mと する。 ダイヤモンド砥粒の粒径が大きい (番手が小さい) 砥石でチャンファーすると d が 2 0 !〜 5 0 z mになり、 反りが大きく しばしば研削中に割れ欠けが生ずる (クラ ック) 。 砥粒の粒径を小さくすると dを減らすことができるがそれだけでは不十分であ る。 酸化物砥粒を加えてダイヤモンドの機械作用を緩和するのも有効である。 酸化物に は F e 2O3、 C r 2〇3、 Mn02、 Cu0、 Z nO、 F e 3 O 4などの化学的に不安定 な酸化物を用いることができる。 本発明者が初めて金属酸化物で、 ある種の砥粒が化学 作用を持ち、 それが窒化物の研削を促進する効果を有することを発見した。 これを本発 明者はメカノケミカノレ研肖 ij (me c h a n o c h e m i c a 1 g r i n d i n g) と 名付けた。
メカノケミカル研削は、 酸化物砥粒による酸化等の反応により窒化物の表面を軟質化 し、 研削の負荷を低減する方法であり、 研削加工時の加工変質層やクラックを抑制でき る。
酸化物といっても S i 02、 A 1 203のような安定な酸化物は不適でこれらはメカノ ケミカル研削の作用がない。 安定な酸化物を加えても dを 1 0 μ m以下にするにはなか なか至らない。 砥石基盤に砥粒を固定するボンディング材は柔軟性をもつゴムあるいは 発泡樹脂にする。 ダイヤモンド砥粒の番手を高く、 酸化物砥粒を加え、 ボンド材を柔軟 にする、 という 3つの条件を相補的に組み合わせることで dを 1 0 μ ηι以下にすること ができる。 本発明は窒化物半導体ウェハーのチャンファーに初めてゴムボンド砥石、 発
泡樹脂ボンド砥石の使用を提案する。 本発明は窒化物半導体ウェハーのチャンファーに 初めて酸化物砥粒混合砥石を提案する。
この後更に表面を研削する。 表面に加工変質層が入る。 表面はデバイスをその上に作 る面であるからミラー状態でなければならない。 そのため表面を研磨する。 研磨には粗 い砥粒を使う粗研磨と、 細かい砥粒を使う仕上げ研磨を行うことができる。 例えば粗研 磨には粒径 3 0 !〜 3 / mの砥粒を用いることができ、 仕上げ研磨には 3 /z m〜0 . 1 μ πιの砥粒を用いることができる。 研磨によってウェハーの表面に加工変質層が入る c なお、 平面加工である研削、 研磨は生産性と表面品質の両立のために表面について段階 的に実施することが多いが、 どちらかを省略することもできる。 この場合、 研削には番 手が 3 0 0 0番〜 8 0 0 0番の砥石を用い、 研磨には 3 0 /z n!〜 1 5; u mの砥粒を用い ることができる。 研削で高番手の砥石を用いる事により研磨を省略することや、 研磨で 粗い砥粒を用いることにより研削を省略することもできる。 この場合、 研削には番手が 3 0 0 0番〜 8 0 0 0番の砥石を用い、 研磨には 3 0 μ πι〜1 5 // mの砥粒を用いるこ とができる。
加工変質層はこの段階で表面と外周部に存在する。 気相エッチングによって表面だけ 加工変質層を除去する。 加工変質層の除去は、 化学機械研磨 (C M P ) により実施して もよレ、。 外周部には 0 . 5 / m〜1 0 / m、 より好ましくは 1 π!〜 3 μ mの厚みの加 ェ変質層が残留する。 外周部は平面である表面、 裏面と異なり、 加工変質層をエツチン グで除去して厚みを制御することは困難である。 ウェハーの加工は、 上記の工程の他に、 窒化物インゴッ トをスライスして基板を作製し、 その後に裏面エッチング B、 外周研削 C , 表面研磨 E、 気相エッチング Fを実施することもできる。 スライスにより厚みを調 整することができるため、 裏面研削 A、 表面研削 Dを省略することができる。 スライス
時に加工変質層が生成するため、 裏面および表面のエッチングは実施する。 この場合、 例えばスライス→裏面ェッチング B→気相ェッチング F→外周研削 C→表面研磨 E→気 相エッチング Fの工程となる。 気相エッチング Fは 1回でもよい。 また 2回目のエッチ ングは C M Pにより代替することができる。 なお、 外周研削 Cはインゴットの状態で実 施してからスライスすることもできる。
細かいダイヤモンド砥粒、 或いはダイヤモンド砥粒の他に酸化物を柔軟なボンディン グ材で基盤に固定したゴムボンド砥石、 発泡樹脂ボンド砥石によって窒化物半導体ゥェ ハーをチャンファーしたので、 ウェハー割れゃクラック発生を抑制することができる。 ウェハー外周部の加工変質層を 0 . 5 μ ΐη〜 1 θ Αί Πΐ、 より好ましくは 1 !〜 3 // m 厚みとしたので、 反りの小さい窒化物半導体ウェハーを得ることができる。 クラック発 生率も少なく基板製造歩留まりを増強できる。 更に窒化物半導体基板の上に作製したデ バイスの歩留まりも向上させることができる。
加工変質層厚み dはチャンファーの機械衝撃の強さを後で判定する尺度にもなり、 そ れが 0 . 5 μ ιη〜 1 0 μ ηιだということは砥石とウェハー外周の接触が柔軟で衝撃が弱 かったということを意味する。 図面の簡単な説明
図 1は、 下地基板の上に気相成長し下地基板を除去したァズグロゥンの窒化物半導体 円形結晶からミラーウェハーを製造する工程を示す工程図。
図 2は、 G a Νウェハーの加工変質層の厚み dとウェハーの反り Uの関係についての 実験結果を示すグラフ。 横軸は対数表示した外周部加工変質層の厚み (d : μ ηι) で縦 軸は反り U m) である。
図 3は、 G a Nウェハーの外周部加工変質層の厚み dと基板作製プロセス歩留まり Y (実線) 及びクラック発生率 C (破線) の測定結果を示すグラフ。 横軸は対数表示した 外周部加工変質層の厚み (d : z m) 、 右縦軸はクラック発生率 C (%) 、 左縦軸は基 板作製プロセス歩留まり Y (%) である。
図 4は、 G a Nウェハーの外周部加工変質層の厚み dと、 ウェハーの上に作製したデ バイスの面内歩留まり Qの関係について測定結果を示すグラフ。 横軸は対数表示した外 周部加工変質層の厚み (d ; μ πι) 、 縦軸はデバイス面内歩留まり Q (%) である。 図 5は、 本発明の方法によって製造された外周部に 0. 5 μ π!〜 1 0 μ πι、 より好ま しくは 1 μ m〜 3 μ mの厚みの加工変質層を有する G a Nウェハーの断面図。
図 6は、 本発明の方法によって製造された外周部に 0. 5 πι〜 1 0 μ ΐη、 より好ま しくは 1 / m〜 3 μ mの厚みの加工変質層を有し側面にも加工変質層を有する G a Nゥ ェハーの断面図。
図 7は、 本発明の方法によって製造された外周部に 0. 5 i m〜 1 0 m、 より好ま しくは 1 μ II!〜 3 mの厚みの加工変質層を有し側面の加工変質層を完全に除去してい る G a Nウェハーの断面図。
図 8は、 本発明の方法によって製造された外周部に 0. 5 μ Γη〜 1 0 πι、 より好ま しくは 1 !〜 3 mの厚みの加工変質層を有し側面にも加工変質層を有する G a Nゥ ェハーの断面図。
図 9は、 ウェハーの外周部 (側面を含む) をゴム砥石によって丸く形成するチャンフ ァー加工を示す断面図。
図 1 0は、 ウェハーの外周部をゴム砥石によって傾斜面となるようにするチャンファ 一加工を示す断面図。
図 1 1は、 特開 2 0 0 4— 3 1 9 9 5 1 (特願 2 0 0 3— 2 7 5 9 3 5) によつて提 案されたテープ砥石の長手方向に G a Nウェハーの外周部を広く接触させウェハーを回 転させることにより外周部を研磨するチャンファ一加工装置を示す斜視図。
図 1 2は、 特開 2 0 0 4— 3 1 9 9 5 1 (特願 2 0 0 3— 2 7 5 9 3 5) によつて提 案されたテープ砥石の長手方向に G a Nウェハーの外周部を広く接触させ、 ウェハーを 回転させることにより外周部を研磨するチャンファー加工装置を示す断面図。
図 1 3は、 水平面に置いた直径 Dのウェハー Wの中心の高さ Uによって反りを定義す ることを示す断面図。
図 1 4は、 試料 1〜1 1についての加工変質層厚み d (μ ηι) とウェハー反り U (μ m) の関係を示すグラフ。 数字は試料番号である。 〇は合格の試料、 Xは不合格の試料 (以下同じ) 。
図 1 5は、 試料 1〜 1 1についての加工変質層厚み d m) とクラック発生率 C (%) の関係を示すグラフ。 数字は試料番号である。
図 1 6は、 試料 1〜1 1についての加工変質層厚み d (^ m) とデバイス歩留まり Q (%) の関係を示すグラフ。 数字は試料番号である。
図 1 7は、 試料 1 2〜1 8についての酸化物砥粒比率 (w t %) とウェハー外周部酸 素量 O ( a t %) の関係を示すグラフ。 酸化物砥粒比率 +ダイヤモンド砥粒比率 = 1 0 0 %。
図 1 8は、 試料 1 2〜 1 8についての酸化物砥粒比率 (w t %') とウェハー外周部加 ェ変質層厚み d (μ m) の関係を示すグラフ。
図 1 9は、 試料 1 2〜1 8についての酸化物砥粒比率 (w t %) とチッビング発生率 P (%) の関係を示すグラフ。
図 20は、 試料 1 2〜 1 8についての酸化物砥粒比率 (w t%) とデバイス歩留まり Q (%) の関係を示すグラフ。
図 2 1は、 試料 1 9〜26について加工変質層厚み d (μ m) とウェハー外周部金属 量 m (a t %) の関係を示すグラフ。
図 22は、 試料 1 9〜26について加工変質層厚み d m) とチッビング発生率 p (%) の関係を示すグラフ。
図 23は、 試料 1 9〜26について加工変質層厚み d ( m) とデバイス歩留まり Q (%) の関係を示すグラフ。
図 24は、 試料 1〜 26について加工変質層厚み d (μπι) と外周部面粗度 R a (μ m) の関係を示すグラフ。
図 25は、 発光素子デバイスを作製するために本発明の窒化ガリゥムウェハーの上に n— G a N薄膜、 n— A 1 G a N薄膜、 発光層、 p— A l G a N薄膜、 p— G a N薄膜 をェピタキシャノレ成長させたェピタキシャルウェハーの断面図。
図 26は、 発光素子デバイスを作製するために本発明の窒化ガリゥムウェハーの上に G a N薄膜、 A l G a N薄膜、 G a I n N薄膜をェピタキシャル成長させ、 p側電極と n側電極を形成したデバイスの 1素子分の断面図。
図 27は、 デバイスチップをェピダウン (p側が下に n側が上に) にパッケージのス テムに Au S n半田で固定し、 n側電極をワイヤでリードビンに接続した発光素子デバ イスの縦断面図。
図 28は、 試料 1 2〜 1 8についてのウェハー外周部の酸素量〇 (a t%) とチッピ ング発生率 P (%) の関係を示すグラフ。
図 2 9は、 試料 1 2〜 1 8についてのウェハー外周部の酸素量 O ( a t %) とデバイ ス歩留まり Q (%) の関係を示すグラフ。
図 3 0は、 試料 1 9〜2 6についてのウェハー外周部の金属量 m ( a t %) とチッピ ング発生率 p (%) の関係を示すグラフ。
図 3 1は、 試料 1 9〜2 6についてのウェハー外周部の金属量 m ( a t %) とデバイ ス歩留まり Q (%) の関係を示すグラフ。 発明を実施するための最良の形態
窒化物基板は、 I I I族窒化物 (例えば G a N、 A 1 N、 I n N、 A 1 G a N、 I n G a N) で構成されている。 G a Nの場合には、 H V P E法やフラックス法ゃァモノサ 一マル法によって成長させる。 A 1 Nの場合には、 HV P E法や昇華法やフラックス法 で成長させる。 I n Nは HV P E法で成長させる。 成長した窒化物のインゴッ トから、 ワイヤーソーゃブレードソーでスライスして基板を得る。 平面加工は研削、 研磨により 行う。 エッチングはゥエツトエッチング或いはドライエッチングで行う。
直径 5ィンチ (1 2. 7 c m) 、 厚さ 8 5 0 ^α ηιの G a N基板について、 ゴム (ボン ド) 砥石、 多孔質レジンボンド砥石によって、 外周の面取り加工 (チャンファー:外周 研削) を行った。 無発泡のレジンボンド砥石やメタルボンド砥石、 電着砥石は硬すぎて 窒化物半導体ウェハーチャンファーに不適である。 ゴム砥石のボンド材は、 加工時の弾 性変形、 除去性の観点からクロ口プレン系ゴム (CR : c h l o r o p r e n e . r u b b e r ) を用いた。 ゴム硬度は加工時のクラック、 ダメージを抑制する観点から 4 0 〜 6 0と低硬度のものがよい。
多孔質レジンボンド砥石は空孔率が 2 0〜5 0%を用いた。 レジンボンドを多孔質に するためには、 原料に炭酸カルシウムなどの炭酸塩を混合し、 焼成時にガスを発生させ ることによってなされる。 砥粒固定のためのレジンとしては例えばポリビニールアルコ ール (PVA : p o l y v i n y l a l c o h o l ) やフエノーノレを用いる。
砥石に固定する砥粒はダイヤモンド砥粒を用いた。 アルミナ (A 1 203) 砥粒、 シ リコンカーバイ ド (S i C) 砥粒、 ボロンナイ トライ ド (BN) 砥粒でダイヤモンド砥 粒を代替することが可能である。 ダイヤモンド、 アルミナ、 シリコンカーバイ ド、 ポロ ンナイ トライ ドは殆ど作用が同じなので、 ダイヤモンドを代表例にして以後説明する。 ダイヤモンド砥粒の番手 (#) は 2 20番から 6 0 0 0番を用いた。 番手は砥粒粒径を 表す尺度である。 高番手ほど細粒を、 低番手ほど粗粒を意味する。
粗い砥粒を使うと短時間で加工することができるが、 クラック (研削中の割れ欠け) 、 反りが大きくなる。 細かい砥粒を使うと時間がかかり過ぎ、 反り、 クラックも却って増 えることがある。 ボンド材中の固定砥粒の含有率は体積比で 3〜 2 0%とした。
ウェハー外周の面取り部の加工変質層厚み dは、 0. 5 π!〜 1 ◦ mが良い。 加工 変質層の厚み dが 0. 5 μ πιより小あるいは 1 0 μπιより大では反りが増加する。 また、 クラックの発生率が増加する。 加工変質層はより好ましくは 1〜3 μπιがよレ、。 反りは 外周の加工変質層と結晶の内部応力、 表面、 裏面の加工変質層により影響される。 また、 ウェハーの直径、 厚みにより反りは影響される。 加工変質層は、 劈開面の C L (カソ一 ドルミネセンス) 、 ΤΕΜ (透過型電子顕微鏡) で評価することができる。
外周の面取り部の粗さは、 R a (算術平均粗さ) 基準で R a 0. 0 7 im〜R a 3 /z mが良い。 R aは面粗度の表現法のひとつで、 全ての測定点の高さの平均高さからのズ レの絶対値を積算し平均したものである。 Rm s (二乗平均粗さ) は、 全ての測定点の
高さの平均高さからのズレの 2乗の平均の平方根である。 表面の凹凸の不規則性によつ てそれぞれ異なり R aと Rm sは一致しないし比例もしない。 粗さが R a O . 0 7 μ m より小あるいは R a 3 / mより大では、 最終製品の基板の外周部の不純物の量が増加し た。 不純物は砥粒のボンドや基板を保持するワックスから発生する。 外周部の粗さはよ り好ましくは R a O . 1 5 m〜R a 1 μ mが良い。 外周部の粗さは波長 6 5 8 nmの 半導体レーザを用いたレーザ顕微鏡で 3 0 μ m口 ( 3 0 ^ mX 3 0 μ m) の範囲で測定 した。
番手の極めて高いダイャモンド砥粒を用レ、る砥石で窒化ガリウムウェハーをチャンフ ァーできる。 番手のあまり高くないダイヤモンド砥粒単独砥石によるチャンファーでは 機械的作用が強すぎ外周部が荒れる。 外周部の粗さを低減させるためには、 ダイヤモン ド砥粒と酸化物砥粒 (粉末) との複合砥粒の砥石を用いるのがよい。 化学反応を誘起さ せるために不安定な酸化物粉末を選ぶ。 酸化物の化学的作用により、 必要なダイヤモン ド砥粒の機械的作用を減らし衝撃を軽減できる。 酸化物砥粒は、 F e 2〇3、 F e 3〇4、 C r 2O3、 C u O、 C o 304、 Mn O2、 Z n Oから選ばれる砥粒を用いることができ る。 酸化物砥粒は化学作用と機械作用からなるメカノケミカル効果を持つ。 酸化物砥粒 のメカノケミカル効果により表面の除去を促進し、 ダイヤモンド砥粒だけのときょり低 い負荷 (衝撃) で面取り加工 (チャンファー) を実施することができる。 そのため平滑 でダメージの少ない表面が得られる。 シリカ (S i〇2) 、 アルミナ (A 1 203) など 安定な酸化物砥粒は適さない。 なお、 窒化物基板の (0 0 0 1 ) 面 (G a面) は安定で あり、 化学的耐久性が高い。 そのためメカノケミカル効果での研削加工は効率が低い。 外周研削では、 (0 0 0 1 ) 面から傾斜した面を対象とするために化学的な耐久性が低 く、 効率的なメカノケミカル研削が実現できる。
研削雰囲気と酸化物との影響によつて酸素が外周部へ混入する。 外周の面取り部の酸 素量は 3 a t %〜2 0 a t %が良い。 酸素量が 3 a t %より小では、 チッビングが生じ 易い。 2 0 a t %より大では、 外周部の素子の不良発生率が増加する。 外周部の酸素量 は、 酸化物砥粒の配合比によって制御することができる。 また、 加工後の洗浄時に、 洗 浄液の酸化効果の調整により、 制御することができる。 好ましくは酸素量が 5 a t %〜 1 5 a t %であるのが良い。 外周部の組成は、 AE S (Au g e r E l e c t r o n S p e c t r o s c o p y) により測定できる。
前記の基板を用いて、 様々の半導体デバイスを形成することができる。 たとえば発光 素子デバイスを作るには、 n型 G a N結晶基板の上に厚さ 1 μ mの n型 G a N層、 厚さ 1 5 011 ^1の1 型八 1。 a。 9N層、 発光層、 厚さ 2 0!^!の 型 1。 2G a 0. 8N層、 厚さ 1 5 0 nmの p型 G a N層を順次積層したェピウェハーを作る。 発光層は 厚さ 1 0!!!!!の。 a N層で形成される障壁層の 4層と、 厚さ 3 nmの G a 0. 85 I n 0. 15 N層で形成される井戸層の 3層とが交互に積層された多重量子井戸構造のものとす る (図 2 5) 。
さらに、 n型基板裏面 ( (0 0 0— 1 ) 面) に n側電極、 p— G a N層上面に p側電 極を付ける。 例えば 2mm角の LEDチップとしパッケージのステムに付ける。 基板裏 面側をステムに付ける (ェピアップ) 場合、 n側電極は広く し、 p型電極は狭く形成す る。 光は p側から外部へ出る。 p側をステムに付ける (ェピダウン) 場合、 n型電極は 狭く、 p側電極を広く し、 p側をステムに接合する (図 2 6) 。 ェピダウンでステムに 付ける (図 2 7) と G a Nは透明なので G a N基板側から光を外部へ出すことができる。 発光層がステムに近くステム金属を伝わって熱が逃げるので放熱性が良い。 G a Nの熱
伝導率が良いので G a N基板からも放熱が進む。 サフアイャより G a Nの熱伝導率が高 いので、 G a N基板発光素子は大型チップで大出力にするのに適している。 実施例 1
1. 多様な加工変質層厚みの G a Nウェハーの作製
気相成長法によって作製した複数枚の 2インチ (約 5 0 mm φ) 円形窒化ガリウムゥ ェハーを準備した。 ドーパントはシリ コン (S i ) 或いは酸素 (O) で n型の基板であ る。 これを表面ミラーウェハーにするため次の加工を行った。 図 1にその工程図を示す ( A. 裏面研削、
B. KOH裏面エッチング、
C. 6 0 0番手〜 3 000番手のゴム砥石によるチャンファー、
D. 表面研削、
E. 研磨 (粗、 仕上げ) 、
F. 気相エッチング
A. 裏面研削はウェハー Wの厚みを所定の範囲の値にするための工程である。 裏面 (窒 素面) 研削によってウェハー厚みが減少する。 それとともに研削によって加工変質層 M が裏面に発生する。 加工変質層 Mは目視ゃ走査電子顕微鏡 (S EM) 観察では分からな レ、。 力ソードルミネッセンス (C L) や蛍光顕微鏡あるいは透過型電子顕微鏡 (TE M) によって識別できる。 表面近くで C Lや蛍光顕微鏡で発光しない部分、 あるいは、 TEMの明視野像で周囲よりも喑ぃ部分が加工変質層 Mである。 加工変質層 Mの厚み d も C Lや蛍光顕微鏡、 あるいは TEMによって測定できる。 例えば S EMと C Lで同一
位置を観察し、 加工の影響を受ける表面近くの非発光部領域の厚みから評価する。 この 過程で導入される裏面の加工変質層 Mは d = 1 0 m〜5 0 μ mである。
B . 加工変質層 Mが残るのは望ましくないから裏面の加工変質層 Mを除去する。 Bの エッチングは、 裏面研削で生じた加工変質層 Mを除くものである。 濃度 2 5 %の K O H 溶液を 9 0 °Cに加熱して 1 0分〜 1 2 0分間エッチングする。 時間を変えて、 エツチン グ量を 1 β m〜 5 0 μ m程度の範囲で変える。
C . チャンファーはウェハー Wの外周部を斜めに或いは丸く面取りするものである。 チャンファーにレジンボンド砥石を使うと、 先述のように外周部から割れたりクラック が入ったりする。 特許文献 3のテープ砥石を使うと時間がかかる。 そこで割れやクラッ クを防ぐために本発明はゴム砥石を使う。
ゴム砥石は、 固定砥粒をゴムによって基盤に固定したものである。 ウェハーに外接さ せて砥石を回転させてウェハーの外周部を傾斜面に或いは丸い曲面になるよう面取りす る。
図 9は円曲面を持つ鼓型ゴム砥石 Gによってウェハー Wの外周部 (側面を含む) Eを チャンファーしている状態を示す。 これは側面を含む外周部 Eを丸く面取りする。 図 1 0は傾斜円錐面を持つ円錐台形型ゴム砥石 Hによってウェハーの外周部 Eをチヤ ンファーしている様子を示す。 これは上下縁を 2回面取りする。 角型に傾斜した面取り をする。 この場合は、 ウェハーの側面はチャンファーされない。 なお、 砥石の形状は 上記鼓型、 円錐台形に限定されず、 小型の砥石を変位して外周加工を実施することによ り、 ウェハー外周部の面取り形状を形成しても良い。
チャンファーは初め 6 0 0番手のゴム砥石を使う。 次いで 2 0 0 0番手のゴム砥石を 用いる。 6 0 0番手のゴム砥石でチャンファーすると、 外周部 Eの面粗度が R a 0 . 3
μ m程度になる。 2 0 0 0番手のゴム砥石でチャンファーするとウェハーの外周部が R a 0 . 0 7 程度の面粗度になる。 これによつて外周部 Eは平滑になる。 チャンファ 一によつて外周部 Eに加工変質層 Mが生ずる。
D . 表面研削によって厚みが約 6 0 0〜5 5 0 μ mであったウェハー Wの厚みを 5 0 0 At π!〜 5 2 0 μ m程度にする。 研削量は時間によって変えることができる。 例えば 5
8 0 μ mの厚みのウェハーを 5 1 0 mまで表面研削すると約 6 0分かかる。 これによ つてウェハー Wの表面に加工変質層 Mが生ずる。
E . 研磨は、 表面の粗研磨と仕上げ研磨よりなる。 粗研磨と仕上げ研磨によって表面 が平滑面となる。 表面、 外周部に加工変質層 Mが存在する。 加工変質層 Mの厚み dは研 削量によって異なるが 1 0 μ m〜 5 0 m程度である。
F . ウェハー表面の加工変質層の除去は、 メカノケミカルポリッシュ (M C P ) 、 電 解研磨、 液相エッチング及び気相エッチング等の種々可能であるが、 今回は、 高温にし た塩素を含むガスを使った気相エッチングによって加工変質層 Mを除去した。 表面 (G a面) は化学的にも物理的にも裏面 (N面) より堅固であって、 アルカリエッチングで は表面を腐食しにくレ、。 そこで表面の加工変質層除去は気相エッチングによった。
研削、 エッチングの条件を変えてウェハー外周部の加工変質層 Mの厚み dが異なるゥ ェハーを幾つも作った。 できた G a Nウェハーの外周部加工変質層 Mの厚みは d = 0 μ m〜 2 0 μ m程度である。
2 . 外周部加工変質層厚み dと反り Uの関係
ウェハーの反りの表現方法は幾つかある。 ウェハーの中心線の曲率半径 Rと力、 曲率
1 Z Rと力、 ウェハー中心の高さなどである。 ここでは反りは 2インチウェハー換算で 平坦面にウェハーを置いたときの中心の高さ Uで表している。
図 1 3に定義を示す。 U = D 2 8 Rの関係がある。 Dはウェハーの直径で、 Rは曲 率半径である。 ウェハーの反り Uをそれぞれ測定した。
そこで、 ウェハー外周部の加工変質層 Mの厚み dを変数として、 反り Uとの関係を調 ベた。 その結果を図 2に示す。 横軸は外周部加工変質層厚み d ( μ m) を対数表示した ものである。 縦軸は反り U ( i m) である。
他にも様々な因子があるが、 反り Uが外周部加ェ変質層厚み dのほぼ一価の関数で表 されるということが分かる。 反り Uは外周部加工変質層厚み dが 3 !!!〜 2 0 /z mの範 囲で単調に増加することが分かった。 d = 1 0 μ mで反りは 5 0 μ mになる。 d = 0 . 5 / n!〜 1 0 μ mで反りは 5 0 m未満である。 3 μ π!〜 1 μ mで極小となる。 外周部 加工変質層厚み dが 1 mより薄くなると反りが却って大きくなる傾向が見られた。 3 . 外周部加工変質層厚み dとクラック発生率 Cの関係
ウェハーのクラック発生率 Cも調べた。 図 3にその結果を示す。 図 3の横軸は外周部 加工変質層厚み dで、 右縦軸はクラック発生率 C (%) である。 破線がクラック発生率 を示す。 クラックは様々な因子によって起こるが、 これも外周部加工変質層の厚み dと ほぼ一義的な関係があることが分かった。
クラック発生率 C (%) は外周部加工変質層厚み dが 3 μ π!〜 1 0 μ mの範囲で単調 に増大する。 1 m→0 μ mでクラック発生率が上昇する。 d = 0 . 5 μ π!〜 1 0 At m でクラック発生率を 5 0 %以下にできる。 クラック発生を極小にする外周部加工変質層 の厚み dは 3 i m以下である。
4 . 外周部加工変質層厚み dと基板作製プロセス歩留まり Yの関係
基板作製プロセスの歩留まり Y (%) も調べた。 ウェハー (基板) 作製の出来映えは 多様な因子によって左右されるが、 基板作製プロセス歩留まり Υは外周部加工変質層の 厚み dとほぼ一義的な関係があるということが分かった。
図 3の実線の曲線が基板作製プロセス歩留まりと外周部加工変質層厚み dの関係を示 す。 基板作製プロセス歩留まり Yは外周部加工変質層厚み dが 3 // m〜l 0 mの間で 8 0%〜7 5%程度である。 d = 0. 5 n!〜 1 0 mで基板作製プロセス歩留まり Y は 7 2〜 8 0 %である。 d = 1 0 mで 7 6 %である。 1 0 μ π!〜 20 μ mではもっと 落ちるので図示していない。
外周部加工変質層厚み dが 1 μ ηιで基板作製プロセス歩留まり Yが 7 5 %程度に低下 する。 dが 0 μ ηιへ下がると基板作製プロセス歩留まり Υが 6 0%程度に低下する。 基板作製プロセス歩留まり Υを 7 2〜8 0%に維持するには◦. 5 / m〜l 0 x m程 度の外周部加工変質層厚み dが適している。
5. 外周部加工変質層厚み dとデバイス面内歩留まり Qの関係
ウェハーの上に発光素子などのデバィスを作製してデバイスの面内歩留まり Qも調べ た。 デバイス面内歩留まり Qもウェハーの外周部加工変質層 Mの厚み dと強い関係があ ることが分かった。
図 4に測定結果を示す。 厚み dが 1. Ί μ m程度で極大の 8 0 %程度となる。 dが 3 mを越えるとデバイス面内歩留まり Qは低下していく。 反対に外周部加工変質層厚み dが 0 mに近づく とデバイス面内歩留まり Qは 5 0%を経て 4 0%以下に急激に低下 する。 デバイス面内歩留まり Qを 6 0%以上にするには外周部加工変質層の厚み dを 0. 5 μ m〜 1 0 // m程度にしなければならない。 デバイス面内歩留まり Qを 7 0 %以上に するには dを 1 μ m〜 5 μ m程度にしなければならない。
外周部加工変質層厚み d = 0 μ mが良いように思えるが、 上の結果からはそうではな いことが分かる。 d = 0 . 5 m〜 1 0 μ m、 特に望ましくは 1〜 3 μ mの外周部加工 変質層が残留しているのが良いということが明らかになる。
反り U、 基板作製プロセス歩留まり Y、 クラック発生率 C、 デバイス面内歩留まり Q の全てを勘案し、 表面に残留する外周部加工変質層 Mの厚み dは 1 m〜3 Ai mにする のが良いということが分かる。
上記は 2インチの G a Nウェハーに対して、 裏面研削、 裏面エッチング、 外周研削、 表面研削、 表面研磨、 気相エッチングを実施した場合について記載した。 G a Nインゴ ッ トからスライスしてウェハーを得て、 裏面エッチング、 外周研削、 表面研磨、 気相ェ ツチングを実施した場合についても、 同じ結果が得られた。
上記は G a Nウェハーについて記載したが、 A 1 Nや A 1 G a Nあるいは I n G a N などの窒化物ウェハーでも同じ結果が得られた。
本発明はそのような結果の堆積に基づいて、 気相成長したァズグロゥンの窒化物半導 体ウェハーを裏面研削、 チャンファー、 表面研削研磨してミラーウェハーに加工する際、 ゴム砥石或いは発泡樹脂砥石でチャンファーしウェハー外周部の加工変質層を 0 . 5 μ m〜l 0 // πι、 より好ましくは 1 πι〜3 μ πι残留させるという手法を提案する。
図 5〜図 8はそのような手法で作製された窒化物半導体ウェハー Wの概略の断面図を 示す。
図 5は円形研磨面を持つ鼓型ゴム砥石 (G ) でチャンファーしたウェハーの表面の加 ェ変質層 Μを完全に除去し、 外周部に 0 . 5 μ π!〜 1 0 μ m、 好ましくは 1 m〜 3 μ mの加工変質層 Μを残留させている。
図 6は円形研磨面を持つ鼓型ゴム砥石 (G) でチャンファーしたウェハーの表面の加 ェ変質層 Mを完全に除去し、 外周部 (側面を含む) に 0. 5 π!〜 1 0 / m、 好ましく は 1 m〜 3 μ mの加工変質層 Μを残留させている。
図 7は傾斜円錐面を持つ円錐台形型ゴム砥石 (Η) でチャンファーしたウェハーの表 面及び側面の加工変質層 Μを完全に除去し、 外周部に 0. 5 μ π!〜 1 0 μ ηι、 好ましく は 1 m〜 3 μ mの加工変質層 Μを残留させている。
図 8は傾斜円錐面を持つ円錐台形型ゴム砥石 (Η) でチャンファーしたウェハーの表 面の加工変質層 Μを完全に除去し、 外周部 (側面を含む) に 0. 5 i m〜1 0 i m好ま しくは 1 μ m〜3 μ mの加工変質層 Μを残留させている。 実施例 2
実施例 2 ;試料 1〜: 1 1、 表 1 ;図 1 4、 1 5、 1 6
チャンファーはウェハーが大口径になるほど困難になる。 クラック、 反りの問題が生 じやすく、 半導体デバイスを形成した際に、 歩留まりが低下しやすい。 本発明が大口径 ウェハーに適用可能であれば有用性は一層増大する。
そこで実施例 2〜4では、 直径 5インチ厚み 8 5 0 μ mの大口径大厚みの G a Nゥェ ハーに 1段階チャンファーを行った 2 6例を述べる。 5インチ径 G a Nウェハーは本発 明が初めて提案するもので類例がない。 図 1 4〜図 2 4に数字で試料番号を印した。 〇 は合格、 Xは不合格の試料である。 窒化ガリウムウェハーの加工のうち、 試料 1〜2 6 の全てに共通である工程についてここで説明する。
G a N基板の加工
図 1の工程図に示すように、 G a Nウェハ一の裏面研削 (A) をし、 それによつて裏 面にできた加工変質層を KOHで除去し (B) 、 外周部を加工 (C ; チャンファー加 ェ:研削の一種) し、 表面を研削し (D) 、 表面を研磨し (E) 、 表面にできた加工変 質層を気相エッチング (F) で除去する工程を行なう。 本発明は Cのチャンファーに特 徴があるが全工程 A〜Fを説明する。
( 1 ) G a N基板の成形加工
HV P E法により成長させた直径 5インチ (1 2 7 mm) の n型 G a Nインゴッ ト (ドーパント : O) をワイヤーソ一で (0 0 0 1 ) 面に平行な面で切り出して厚さ 8 5 Ο μ πιの基板を得た。 得られた基板に対して裏面研削を行った (工程 A) 。 研削は # 6 0 0のダイヤモンド砥石を用いた。 研削によって裏面に加工変質層ができた。 研削後に 濃度 1 5 %の KOH水溶液で 5 0°Cのエッチングを実施し加工変質層を除去した (工程 B) 。 裏面のエッチングは、 エッチング速度が十分あれば、 N a OH、 H3 P 04等の、 その他のアルカリ、 酸の水溶液を用いることができる。 また、 ドライエッチングでの加 ェ変質層除去も可能であった。 エッチング後の基板について、 表 1に示す砥石を用いて、 G a N基板の面取り加工 (工程 C) を実施した。 その後に表面の研磨加工を実施した。
( 2) G a N基板表面のラップ、 CMP (化学機械研磨)
G a N基板 (窒化物結晶) の N原子面側の C面 (裏面; (0 0 0— 1 ) 面) をセラミ ック製の結晶ホルダーにワックスで取り付けた。 ラップ装置に直径 6 0 0 mmの定盤を 設置し、 スラリー供給口からダイヤモンドの遊離砥粒が分散されたスラリーを定盤に供 給しながら、 定盤をその回転軸を中心に回転させ、 結晶ホルダ一上に重りを載せること により、 G a N基板表面を定盤に押しつけながら G a N基板を結晶ホルダーの回転軸を
中心にして回転させ、 n型 G a Nの表面 (G a原子面側; C面 (0 0 0 1 ) 面) のラッ ビングを行った。
ここで定盤としては、 銅定盤、 錫定盤を用いた。 砥粒粒径が 9 /z m、 3 / m、 2 μ m の 3種類のダイヤモンド砥粒 (遊離砥粒) を準備し、 ラッピングの進行とともに砥粒径 を段階的に小さく していった。 研磨圧力は 1 0 0 gZc m2〜5 0 0 gZ c m2とした, G a N基板及び定盤の回転数は何れも 3 0回 Zm i n〜 6 0回 Zm i nとした。 かかる ラッビングにより G a N結晶基板の表面は鏡面になった。
ポリッシュ装置に設置された直径 6 0 0mmの定盤上にポリシングパッ ドを設置し、 スラリー液供給口から砥粒が分散されたスラリーをポリシングパッドに供給しながら、 回転軸を中心にしてポリシングパッ ドを回転させると共に、 結晶ホルダ一上に重りを載 せることにより、 G a N基板をポリシングパッドに押しつけながら G a N基板を結晶ホ ルダ—の回転軸を中心として回転させ、 G a Nの表面 (G a原子面の C面 (0 0 0 1 ) 面) の CMP (化学機械研磨) を行った。
スラリ一は、 砥粒として粒径 2 μ mの A 1 203粒子を水に分散させて A 1 2〇3含有 量を 5質量%とし、 p H調整剤として HN03を添加して、 ^^を2〜4に調整するこ とにより作製した。 また、 ポリシングパッドとしては、 ポリウレタンのスエードパッド を用いた。 定盤としてはステンレス鋼定盤を用いた。 ポリシング圧力は 5 0 gZc m2 〜6 0 0 gZc m2とした。 G a N基板及びポリシングパッドの回転数はいずれも 3 0 回 Zm i n〜 7 0回 i nとした。
(3) G a N基板の表面のドライエッチ、 洗浄
CMP処理を行った基板について、 塩素含有ガスを用いて、 I C P— R I E装置でド ライエッチングを実施した。 エッチングガスには塩素を用いた。
ドライエッチング処理を行った基板について、 希釈 K〇H水溶液と I PA (イソプロ ピルアルコール) で洗浄を実施した。 最終状態の基板について、 加工変質層、 粗さ、 反 り、 酸素量、 金属量、 チッビングの評価を行った。 表面の粗さはいずれも R a 1. 5 n mであった。 裏面の粗さはいずれも R a 5. 6 μ πιであった。 他の結果を表 1、 2、 3 に示す。
(4) η型 G a Ν基板を含む L EDデバイス
n型 G a N基板は、 比抵抗 1 X 1 0— 2 Ω c m、 キヤリャ密度 3 X 1 018Zc m3のも のを用いた。 n型 G a N基板を MOC VD装置内に設置し、 n型 G a N基板の表面 ( (0 0 0 1 ) 面) 側に、 MOC VD法により、 厚さ 1 μ mの η型 G a N層 (ドーパン ト :, S i ) 、 厚さ 1 5 0 11111の11型 1 0. a 0. 9N層 (ドーパント : S i ) 、 発光 層、 厚さ 2 0 11111の 型八 1 0. 2G a 0. 8N (ドーパント : Mg ) および厚さ 1 5 0 η mの ρ型 G a N層 (ドーノ、。ント : Mg) を順次形成しェピタキシャルウェハーを得た。 これの 1素子分を図 2 5に示す。 発光層は、 厚さ 1 0 n mの G a N層で形成される障壁 層の 4層と、 厚さ 3 nmの G a 0. 85 I n 0. i 5 N層で形成される井戸層の 3層が交互に 積層された多重量子井戸構造とした。
つぎに n型の G a N結晶基板の他方の裏面 ( (0 0 0— 1 ) 面、 N面) に第 1の電極 として、 厚さ 2 0 0 1^1の丁 i層、 厚さ l O O O nmの A 1層、 厚さ 2 0 0 ^!!の丁 i 層、 厚さ 2 0 0 0 nmの Au層から形成される積層構造を形成し、 窒素雰囲気中で加熱 することにより、 直径 1 0 0 μ mの n側電極を形成した。 一方 p型 G a N層上に第 2の 電極として、 厚さ 4 nmの N i層、 厚さ 4 n mの A u層から形成される積層構造を形成 し、 不活性ガス雰囲気中で加熱することにより、 p側電極を形成した。 図 2 6に電極を 形成した一素子分のウェハーの断面図を示す。 上記半導体ウェハーを 2 mm角にチップ
ィ匕した後に、 上記 p側電極を A u S nで形成された半田層でステムにボンディングした さらに、 上記 n側電極をリードピンとワイヤでボンディングして、 LEDとしての構成 を有する半導体デバイスを得た (図 2 7) 。
ェピダウンであるのは、 G a N基板が透明であるから基板側から光を出すことができ しかも発熱する発光層がステムに近く熱伝導によってステムからパッケージを通じて放 熱できるからである。 サフアイャ基板 (4 0WZmK) より G a Nは熱伝導率 (2 1 0 W/mK) が約 5倍高くて基板を通って上部からも放熱が促進される。 G a N基板の優 れた特長を遺憾なく発揮できる。 得られた LEDの光出力を、 注入電流 4 Aの条件で積 分球を用いて測定した。 電流を流すと素子の発光層から周りに光が出る。 一部の光が上 向きに出て基板を通り外部へ出る。 一部の光は下向きに出てステムで反射されて外部へ 出る。 パッケージ側面に当たった光も上向きに反射されて外部へ出る。 2mm角の大き いチップで、 ェピダウンで固定され下向き光も上へ反射されるから大出力の発光素子と なる。
発光素子の光出力は以下のように測定した。 積分球内に配置された発光素子に所定の 電流 (4 A) を注入し、 その発光素子から出た殆ど全ての光を積分球で集め集光点に置 いたディテクタに集光された光パワーを測定した。 LEDとしては、 光出力が大きい方 が高性能なデバイスとなる。 光出力が 2 W以上で良好な特性と判断し、 2 W未満だと不 良と判定した。 以上の加工、 デバイス作製、 検査は試料 1〜2 6に共通である。
試料 1〜 1 1はダイャ砥粒番手、 ボンド材、 酸化物比率を様々に変えて外周部の加工 変質層厚みを多様にし、 反り、 クラック、 デバイス歩留まりを調べた。
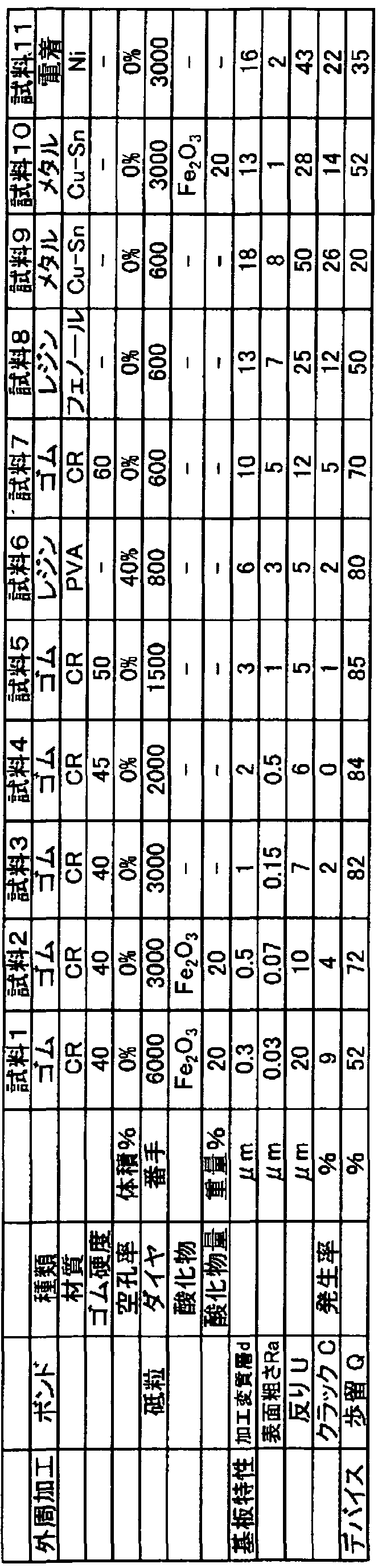
表 1の最上欄は試料番号である。 試料番号は 1から 1 1まである。 基板特性はウェハ 一毎に測定した値である。 試料毎に外周加工、 基板特性、 デバイス特性について表にし てある。
表 1の 2行目から下の外周加工と記した部分が、 加工に用いる砥石の物性を示す。 外 周加工は研削であり、 砥粒を固定した砥石を回転させ、 外周に接触させて行う。 ボンド というのは砥粒を基盤に固定する材料である。 通常、 砥石としては樹脂や金属によって 砥粒を固定するレジンボンド、 メタルボンド砥石あるいは砥粒を電着した電着砥石が頻 用される。 しかし本発明ではレジンボンド砥石、 メタルボンド砥石、 電着砥石などを用 いない。 これらは砥粒を基盤に剛直固定してしまうので望ましくない。
本発明はゴムボンド砥石、 発泡レジンボンド砥石によって外周加工 (研削) する。 比 較のためレジンボンド砥石、 メタルボンド砥石、 電着砥石によっても外周加工した。 材 質の欄はボンド材料の材質を示す。 C Rというのはクロロプレンゴム (c h l o r o p r e n e r u b b e r ) のことである。 ゴムボンドの硬度をつぎの欄に示す。 レジン ボンド、 メタルボンドの場合はもつと硬度が高く測定方法が異なる。 樹脂 (レジン) そ のものだとなお弾力性に乏しく不可なので、 樹脂を発泡させてさらに弾力性を高めると 有用になる。 発泡させるとレジンと気泡の複合物になる。 気孔の体積比率を空孔率 (体 積%) という。 空孔率で柔軟性を評価できる。
表中に酸化物砥粒の種類とその重量%を示す。 1 0 0 %から酸化物砥粒の重量%を引 いたものがダイヤモンド砥粒の重量%である。
基板特性の欄には、 外周加工後の 4つの基板の特性を示す。 一番目は外周部の加工変 質層の厚さ (μ πι) である。 C L (力ソードルミネセンス) によって加工変質層の部分 を他の部分と区別できる。 外周部に残った加工変質層の厚さを C Lによって測定する。
二番目の欄は表面粗さ (R a) で mが単位である。 3番目の欄は基板の反りで、 平坦 面に外周部が接するようウェハーを置いたときの中央部の高さ Hで反りを表現する。 広 い面積 (大きい直径) をもつウェハーであるから高さで表した反りの値は大きいが曲率 で表現するとかなり小さい。 二次関数で反りを近似したとすると曲率半径が Rでウェハ 一の直径を Dとすると中央部の高さを Uとして、 R = D2 8 Uである。 たとえば反り 高さ U= 2 0 μ mとすると、 D= 1 2 7mmとして、 R= 1 0 0mである。 曲率に直す と 1 ZR= 0. 0 1 m— 1である。
クラックとレヽうのは、 外周研削中にウェハーが欠けたり割れたりするというものであ る。 クラック発生率というのは、 同じ条件の試料ウェハーのうち研削中に欠け割れが生 じたものの枚数の全体の枚数に対する比である。 試料 1〜 1 1は様々の条件で外周研削 し、 後のウェハーの反り、 クラック発生率、 デバイス歩留まりを試験したものである。 デバイスの欄では 1枚の G a Nウェハーから取れた素子のうちの良好なものの比率を 歩留まりとして示す。 素子は大型の発光ダイオードで 2 mm角のチップ (面積 4 mm 2) である。 通常製造販売される汎用発光ダイオードは 3 0 0 μ n!〜 5 0 0 m角であ る。 それらに比べて 1 5倍〜 4 0倍の面積をもつ大きい発光ダイオードである。 直径 1 2 7 mmのウェハーの面積は約 1 2 0 0 Omm 2であるから、 チップ約 3 0 0 0個分の 面積がある。 チップをサンプリングしてパッケージに収容し、 通電試験して歩留まりを 調べた。 面積 (2 mm角) が大きいので確率論的に通常の面積のチップ (0. 3〜0. 5 mm角) より歩留まりは低くなるが、 それでもかなり高い歩留まりで良好な大型発光 ダイオードを製造することができた。
図 1 4は試料 1〜 1 1について加工変質層厚み d m) とウェハー反り U (μ m) の関係を示すグラフである。 図中の数字は試料番号を表す。 矢印で示す d = 0. 5 μ m
〜1 0 i mというのは本発明で提案する dの範囲である。 矢印で示す d = 1〜3 μ mと いうのは特に望ましい範囲である。 図 1 5は試料 1〜1 1について加工変質層厚み d
(μΐη) とクラック発生率 C (%) の関係を示すグラフである。 図 1 6は試料 1〜1 1 について加工変質層厚み d (Ai m) とデバイス歩留まり Q (%) の関係を示すグラフで ある。
試料 1 (F e 2O3 ; ゴム砥石; d = 0 · 3 // m ; Q = 5 2 %)
5インチ直径 (1 2 7mm) で 8 5 0 μ m厚みの円形 G a Nウェハーを裏面研削 (A) 、 裏面エッチング (B) の後、 クロロプレンゴム (CR) をボンディング材料と するゴム砥石を用いて外周研削した (チャンファー C) 。 砥粒を基板に固定するボンデ ィング材にゴムを使うのでゴムボンド砥石というべきであろうが簡単にゴム砥石と呼ぶ。 かといつてゴムで研削するのでなく研削材の主体はダイャモンド砥粒である。 ボンディ ング材のゴムは発泡できないので空孔率は 0 %である (レジンボンドの場合は発泡可能 である) 。 ゴムは配合比によって硬度を変化させることができる。 このゴム砥石のゴム 硬度は 4 0である。
固定砥粒はダイヤモンド砥粒と三二酸化鉄 (F e 203) 砥粒である。 酸化物 (F e 2 03) 砥粒の比率は 2 0重量%である。 残り 8 0重量%はダイヤモンド砥粒である。 ダ ィャモンド砥粒は 6 0 0 0番手のものを用いた。 番手 (#) というのは砥粒の大小を示 す値で、 数字が大きいほど細かい粒子を示す。
6 0 00番手は平均粒径約 2. 5 mのダイヤモンド砥粒である。 外周研削によって できた外周部の加工変質層の厚みは 0. 3 x mである。 外周研削後 (チャンファー後) の外周部の面粗度は R a 0. 0 3 / Π1であった。 チャンファーの後表面研削 (D) し、 表面を研磨 (E) し、 表面をエッチング (F) して表面の加工変質層を除き表面を平滑
にした。 ウェハーの反りは 2 0 μ mである。 クラックとレ、うのは外周研削の時のウェハ 一欠け割れを意味する。 クラック発生率 C (%) というのは外周研削時にウェハーが欠 けたり割れたり したウェハーの数を全体のウェハーの数で割り 1 0 0を掛けたものであ る。 最後の欄のデバイス歩留まり (Q) というのは、 そのような G a Nウェハーの上に 前述の方法で発光ダイオード (2mm角) を作り、 チップ分離しチップをステムに付け ワイヤボンディングしパッケージに収納して L ED素子とし、 通電試験 (4 A) して発 光の大きさを調べて合格品 (出力 2 W以上) の数を全体のチップ数で割ったものである。 試料 1は歩留まり Qが 5 2%であるから良くない。 不合格なのでグラフでは試料 1を X で示す。 加工変質層の厚みが d = 0. 3 / mで少ないから素子歩留まりが低いのであろ うと推量される。 加工変質層厚み dを増やすには砥石の目をより粗くするか加工負荷を 増加すれば良い。
試料 2 ( F e 2 O 3 ; ゴム砥石; d = 0. 5 μ m; Q = 7 2 %)
5インチ直径 (1 2 7mm) で 8 5 0 μ m厚みの円形 G a Nウェハーを裏面研削 (A) 、 裏面エッチング (B) の後、 クロロプレンゴム (CR) を材料とするゴム砥石 を用いて外周研削した (チャンファー C) 。 ゴム砥石の空孔率は 0%である。 ゴム硬度 は 4 0である。 固定砥粒は 8 0 w t %のダイャモンド砥粒と 2 0 w t %の三二酸化鉄 (F e 203) 砥粒である。 ダイヤモンド砥粒は試料 1よりすこし粗い 3 0 0 0番手の ものを用いた。 約 5 / m平均粒径のダイヤモンド砥粒である。 チャンファー後の外周部 の加工変質層の厚みは d = 0. 5 / mである。 より目の粗い砥石を使ったので加工変質 層厚み dが増えた。 外周研削後の外周部の面粗度は R a 0. 0 であった。 粗い砥 石を使ったので面粗度が大きくなつたのである。 チャンファーのあと表面研削 (D) し、 表面を研磨 (E) し、 表面をエッチング (F) して表面の加工変質層を除き表面を平滑
にした。 ウェハーの反り (中心部の周辺部に対する高さ U) は 1 0 mである。 反りが 少なくなつている。 反りの曲率半径は R= 200 mである。 クラック発生率 Cは 4%で ある。 試料 1の半分以下である。 この基板の上に多数の発光ダイオードを作りチップ分 離しステムに搭載し電極を付けて通電試験 (4A) し発光量を調べたことによるデバイ ス歩留まりは Q= 72%である。 優れて高い歩留まりである。 合格なのでグラフでは試 料 2を〇で示す。 グラフ中の試料の〇Xは以下同じである。 外周面粗度は R a 0. 07 / mで試料 1より粗く、 外周部の加工変質層厚みが 0. 5 mmと試料 1より厚い。 高い 歩留まりの原因は外周部の粗さ、 加工変質層厚みによると考えられる。
試料 3 (酸化物砥粒なし; ゴム砥石; d = 1 m; Q = 82 %)
これまでと同じ 5インチ直径 (1 27mm) で 850 m厚みの円形 G a Nウェハ一 を裏面研削 (A) 、 裏面エッチング (B) 'の後、 クロロプレンゴム (CR) を材料とす るゴム砥石を用いて外周研削した (チャンファー c) 。 ゴム砥石の空孔率は 0%である c 硬度は 40である。 酸化物砥粒は用いない。 固定砥粒はダイヤモンド砥粒だけである。 ダイヤモンド砥粒は試料 2と同じ 3000番手のものを角いた。 チャンファー後の外周 部の加工変質層の厚みは d= 1 Ai mである。 ダイヤモンドが 1 00%で酸化物砥粒がな レ、。 機械的研削作用が大きく加工変質層厚み dが増えた。 外周研削後の外周部の面粗度 は R a O. 1 5 /zmであった。 ダイヤモンド 1 00 %だから機械的作用が大きく外周面 が粗くなつたのである。 チャンファーのあと表面研削 (D) し、 表面を研磨 (E) し、 表面をエッチング (F) して表面の加工変質層を除去し表面を平滑にした。 ウェハーの 反りは U= 7 μ mである。 試料 1、 2に比べて反りが大きくなつている。 反りの曲率半 径は R= 286 mである。 外周面の加工変質層が 1 μ mあるので反りが減った。 クラッ ク発生率 Cは 2%である。 試料 1、 2より少ない。 加工変質層が d = 1 mあるからで
ある。 試料 1、 2と同じようにして発光ダイオードを作製した製品歩留まりは Q= 8
2%であった。 加工変質層厚みが d = 1 i mであり、 試料 1、 2より大きい。 それで反 り、 クラック発生、 歩留まりの全ての点で改善されている。
試料 4 (酸化物砥粒なし; ゴム砥石; d = 2 / m ; Q= 84%)
同じ寸法形状 (5インチ径、 8 5 0 μ πι厚) の G a Νウェハーを裏面研削 (A) 、 裏 面エッチング (B) ののち、 クロロプレンゴム (CR) を材料とするゴム砥石を用いて 外周研削した (チャンファー C) 。 空孔率は 0%である。 硬度は少し硬く 4 5である。 固定砥粒はダイャモンド砥粒だけである。 ダイャモンド砥粒は試料 1、 2、 3より粗い
2 0 0 0番手 (平均粒径 7〜8 μ η ) のものを用いた。 チャンファー後の外周部の加工 変質層の厚みは d = 2 μ πιである。 試料 3に比べダイヤモンド砥粒がより粗いので機械 的研削作用が大きく加工変質層厚み dが増えた。 外周研削後の外周部の面粗度は R a 0.
5 mであった。 目の粗いダイヤモンド砥粒の砥石を使ったので外周面がより粗くなつ たのである。 チャンファーのあと表面研削 (D) し、 表面を研磨 (E) し、 表面をエツ チング (F) して表面の加工変質層を除去し表面を平滑にした。 ウェハーの反りは U = 6 μ πιである (R= 3 3 3m) 。 試料 1、 2、 3に比べて反りが小さくなつている。 外 周面の加工変質層が 2 mあるので反りが減った。 クラック発生率 Cは 0%である。 試 料 1、 2、 3より少ない。 全ての試料の中で最良のクラック抑制効果がある。 加工変質 層 d = 2 μ πιがクラック最小を与える。 試料 1、 2、 3と同じようにして発光ダイォー ドを作製した製品歩留まりは Q= 84%であった。 加工変質層厚みが d = 2 mであり、 試料 1、 2、 3より大きレ、。 それで反り、 クラック発生、 歩留まりの全ての点で改善さ れている。 加工変質層の厚みは d = 2 μ mの近傍が最良の結果を与える。
試料 5 (酸化物砥粒なし; ゴム砥石; d = 3 m ; Q = 8 5 %)
5インチ径 8 5 0 μ m厚の G a Nウェハーを裏面研削 (A) 、 裏面エッチング (B) ののち、 クロロプレンゴム (CR) を材料とするゴム砥石を用いて外周研削した (チヤ ンファー C) 。 空孔率は 0%である。 硬度は少し高く 5 0である。 固定砥粒はダイヤモ ンド砥粒だけである。 ダイャモンド砥粒は試料 1〜 4より粗い 1 5 0 0番手 (平均粒径 1 0 ^ m) のものを用いた。 チャンファー後の外周部の加工変質層の厚みは d = 3 m である。 試料 1〜4に比べダイヤモンド砥粒がより粗いので機械的研削作用が大きく加 ェ変質層厚み dがさらに増えた。 外周研削後の外周部の面粗度は R a Ι μπιであった。 目の粗いダイヤモンド砥粒の砥石を使ったので外周面がより粗くなった。 チャンファー のあと表面研削 (D) し、 表面を研磨 (Ε) し、 表面をエッチング (F) して表面の加 ェ変質層を除去し表面を平滑にした。 ウェハーの反りは U= 5 mである (R= 4 0 0 m) 。 試料 1〜 5の中で最小である。 dが大きいので反りが減った。 クラック発生率 C は 1 %である。 この点でも d = 3 mはよい結果を与えることが分かる。 このウェハー の上に発光ダイォードを作製しチップ分離しパッケージに収納し発光試験した製品 (デ バイス) 歩留まりは Q= 8 5%であった。 製品歩留まりは試料 5が最高である。 反り、 クラック発生、 デバイス歩留まりの点で d = 3 mは好ましい値である。
試料 6 (酸化物砥粒なし; レジンボンド; d = 6 m; Q = 8 0 %)
これまでと同じ寸法形状の (5インチ径 8 5 0 μ m厚の) G a Nウェハーを裏面研削 (A) 、 裏面エッチング (B) の後、 ポリビニールアルコーノレ (PVA) をボンド材と する砥石を用いて外周研削した (チャンファー C) 。 これは樹脂をボンディング材とす るのでゴム砥石でなく レジンボンド砥石である。 ボンディング材の PVA樹脂を発泡さ せ硬度を下げている。 空孔率は 40%である。 空孔が多いので柔軟なボンドとなってい る。 ゴム砥石と同じ手法では硬度を測定できない。 固定砥粒はダイャモンド砥粒だけで
4 ある。 試料 1 5より粗レヽ8 0 0番手 (平均粒径 1 9 m) のものを用いた。 チャンフ ァ一後の外周部の加工変質層の厚みは d = 6 μ mである。 試料 5に比べダイヤモンド砥 粒がより粗いので機械的研削作用が大きく加工変質層厚み dが二倍に増えた。 外周研削 後の外周部の面粗度は R a 3 / mであった。 目の粗いダイヤモンド砥粒の砥石を使った ので外周面がより粗くなつたのである。 チャンファーのあと表面研削 (D) し、 表面を 研磨 (E) し、 表面をエッチング (F) して表面の加工変質層を除去し表面を平滑にし た。 ウェハーの反りは U= 5 μ mである (R = 4 0 0m) 。 反りは最小で試料 5と同等 である。 最小 Uを与えるのは 4 5 / mの dであろう。 外周面の加工変質層が試料 1 4より厚いので試料 1 4より反りが減った。 クラック発生率 Cは 2 %である。 試料 1 2より少なく試料 4 5より大きく試料 3と同等である。 ゴム砥石でなくても発泡させ 柔軟性を増やしたレジンをボンドとする砥石でもクラックの発生を抑制できるというこ とが分かる。 これまでの試料と同じようにして発光ダイォードを作製した製品歩留まり は Q= 8 0 %であった。 高い製品歩留まりである。
試料 1 6の結果は加工変質層厚み d = 1 3 μ m程度が、 クラック抑制、 反り抑制、 素子歩留まり向上という観点から優れて良い条件であることを示唆する。 特に加工変質 層厚み d 2 μ mが最大のクラック抑制を与え、 歩留まりも高いことが分かる。
試料 7 (酸化物砥粒なし: d = 1 0 // m ; Q= 7 0 %)
5インチ径 8 5 0 μ m厚の G a Nウェハーを裏面研削 (A) 、 裏面エッチング (B) の後、 クロロプレンゴム (CR) を材料とするゴム砥石を用いて外周研削した (チャン ファー C) 。 空孔率は 0 %である。 硬度は高く硬く 6 0である。 固定砥粒はダイヤモン ド砥粒だけである。 ダイャモンド砥粒は試料 1 6より粗い 6 0 0番手 (平均粒径 2 5 H m) のものを用いた。 チャンファー後の外周部の加工変質層の厚みは d = 1 0 μ mで
ある。 試料 1 6の間でもっとも厚い。 試料 6に比べダイヤモンド砥粒がより粗いので、 機械的研削作用が大きく外周加工変質層厚み dがさらに増えた。 外周研削後の外周部の 面粗度は R a 5 i mであった。 目の粗いダイヤモンド砥粒の砥石を使ったので外周面が より粗くなつた。 チャンファーのあと表面研削 (D) し、 表面を研磨 (E) し、 表面を エッチング (F) して表面の加工変質層を除去し表面を平滑にした。 ウェハーの反りは U= l 2 μ mである (R = 1 7 Om) 。 試料 2 6に比べて反りが大きくなつている。 外周面加工変質層が増えると却って反りが大きくなる。 クラック発生率 Cは 5%である。 試料 1より小さく試料 2 6より大きい。 dく 2 μ ιηで dが減るとクラック発生率は増 え、 dが増えるとクラック発生は減る。 d = 2 ^ mで最小になり、 これより dが増える とクラック発生率 Cは却って増えるということが分かる。 発光ダイオードを作製した製 品歩留まりは Q= 7 0%であった。 dが大きすぎて製品歩留まりが低下している。 歩留 まりが 8 2%以上 (Q≥ 8 2%) でなければならないとすると、 加工変質層の望ましい 厚み dは 1 μ m≤ d≤ 3 μ mである。 歩留まりが 7 0 %以上であれば良いとすると、 許 される dの範囲は 0. 5 d≤ 1 0 μ mに広がる。 その場合、 試料 1は不合格 (X) 、 試料 2 7は合格 (〇) である。 試料 2 5 7からゴム砥石のゴム硬度は 4 0 6 0の範囲が適することが分かる。
試料 8 (酸化物砥粒なし; レジンボンド; d 1 3 μ m; Q = 5 ◦ %)
5インチ径 8 5 0 m厚の G a Nウェハーを裏面研削 (A) 、 裏面エッチング (B) の後、 フエノール樹脂をボンド材とする砥石を用いて外周研削した (チャンファー C) 樹脂をボンディング材とするのでゴム砥石でなく レジンボンド砥石である。 試料 6と異 なりフエノール樹脂をボンディング材とする。 発泡させない。 空孔率は 0%である。 ゴ ム砥石と同じ手法では硬度を測定できない。 固定砥粒はダイヤモンド砥粒だけである。
試料 1〜 6より粗く試料 7と同じ 6 0 0番手 (平均粒径 2 5 m) のダイャモンド砥粒 を用いた。 チャンファー後の外周部の加工変質層の厚みは d = 1 3 i mである。 試料 7 に比べダイヤモンド砥粒の番手は同じであるが、 砥石を基盤に固定するボンディング材 が無発泡のフエノール樹脂で試料 7より硬い。 機械的研削作用が大きく加工変質層厚み dが試料 7より大きい。 外周研削後の外周部の面粗度は R a 7 μ ηιであった。 目の粗い ダイヤモンド砥粒と、 より硬いボンディング樹脂の砥石を使ったので外周面がより粗く なったのである。 チャンファーのあと表面研削 (D) し、 表面を研磨 (Ε). し、 表面を エッチング (F) して表面の加工変質層を除去し表面を平滑にした。 ウェハーの反りは U= 2 5 である (R= 8 O m) 。 クラック発生率 Cは 1 2 %である。 試料:!〜 7よ り大きい。 無発泡のレジンボンド砥石は硬すぎクラックが発生してよくないことが分か る。 発光ダイオードを作製した製品歩留まりは Q= 5 0 %であった。 低い製品歩留まり である。 歩留まりが Q≥ 7 0 %を要求する場合、 試料 8は不合格である。
試料 1〜8の結果は、 クラック抑制、 反り抑制、 素子歩留まり向上という観点から加 工変質層厚み d = 0. 5 μ π!〜 1 0 w in程度が望ましいということを意味する。 特に d = 1〜3 z m程度が優れて良い条件であることが分かる。
試料 9 (酸化物砥粒なし; メタルボンド; d = 1 8 m; Q = 2 0 %)
5インチ径 8 5 0 μ m厚の G a Nウェハーを裏面研削 (A) 、 裏面エッチング (B) の後、 銅錫合金 (C u— S n) をボンド材とする砥石を用いて外周研削した (チャンフ ァー C) 。 金属をボンディング材とするのでゴム砥石でなくメタルボンド砥石である。 空孔率は 0 %である。 ゴム砥石と同じ手法では硬度を測定できない。 固定砥粒はダイヤ モンド砥粒だけである。 試料 1〜 6より粗く試料 7、 8と同じ 6 0 0番手 (平均粒径 2 5 μ m) のダイヤモンド砥粒を用いた。 チャンファー後の外周部の加工変質層の厚みは
JP2009/053112
44
(1 = 1 8 μ πιである。 試料 7、 8に比べダイヤモンド砥粒の番手は同じであるが、 砥石 を基盤に固定するボンディング材が銅錫合金でゴムや樹脂より硬いから、 機械的研削作 用が大きく加工変質層厚み dが試料 7、 8より大きい。 外周研削後の外周部の面粗度は R a 8 i mであった。 目の粗いダイヤモンド砥粒とより硬いボンディング樹脂の砥石を 使ったので外周面がより粗くなつたのである。 チャンファーのあと表面研削 (D) し、 表面を研磨 (E) し、 表面をエッチング (F) して表面の加工変質層を除去し表面を平 滑にした。 ウェハーの反りは U= 5 0 μ mである (R = 4 0 m) 。 クラック発生率 Cは 2 6 %である。 試料 1〜 8より大きい。 メタルボンド砥石は硬すぎて外周研削に向かな いということが分かる。 発光ダイォードを作製した製品歩留まりは Q= 2 0 %であった。 極めて低い製品歩留まりである。 試料 9は不合格である。
試料 1〜 9の結果から、 加工変質層厚み dが 2 π!〜 6 mで反り Uは極小になり、 6 μ m以上では dとともに反り Uも増えることが分かる。 クラック発生率 Cは d = 2 μ mで極小で、 dが 2 // m以上では dとともに増加する。 製品歩留まりは d = 1〜 3 / m で高くそれ以下でも以上でも歩留まりは低下する。
試料 1 0 (F e 2〇3 ; メタノレボンド; d = 1 3 /z m ; Q= 5 2 %)
5インチ径 8 5 0 m厚の G a Nウェハーを裏面研削 (A) 、 裏面エッチング (B) の後、 銅錫合金 (C u— S n) をボンド材とする砥石を用いて外周研削した (チャンフ ァー C) 。 メタルボンド砥石である。 空孔率は 0 %である。 固定砥粒はダイヤモンド砥 粒と F e 2 O 3砥粒である。 ダイャモンド砥粒 8 0%、 F e 2 O 3砥粒 2 0 %の配合比
(重量。 /0) である。 ダイヤモンド砥粒は試料 2と同じ細かい 3 0 0 0番手 (平均粒径 5 μ m) を用いた。 この比率も試料 2と同じである。 試料 2と違うのはボンディング材で ある。 試料 2はクロロプレンゴム (C R) 、 試料 1 0は銅錫がボンディング材である。
TJP2009/053112
45 ゴムボンド砥石とメタルボンド砥石の違いを明かにするためである。 チャンファ一後の 外周部の加工変質層の厚みは d = 1 3 μ mである。 同じメタルボンドの試料 9 (d = 1 8 μ m) に比べ dが下がっている (1 3 μ πι) のはダイヤモンド砥粒が細かいことによ る。 試料 2 (d = 0. 5 / m) より大きいのは、 ゴムボンディングとメタルボンディン グの違いによる。 砥粒の番手、 配合比が同じであるのに dが 0. 5 μ πιと 1 3 μ ιηとい うように大きく相違する。 それは弾力性に富むゴムボンディングが優れて良いというこ とである。 外周研削後の外周部の面粗度は R a 1 μ mであった。 目の細かいダイヤモン ド砥粒と酸化物砥粒を使うので面粗度は小さい。 金属ボンドなので試料 2より面粗度は 大きくなつた。 チャンファーのあと表面研削 (D) し、 表面を研磨 (E) し、 表面をェ ツチング (F) して表面の加工変質層を除去し表面を平滑にした。 ウェハーの反りは U = 2 8 / mである (R= 8 0 m) 。 クラック発生率 Cは 1 4%である。 試料;!〜 8より 大きく試料 9より小さレ、。 目の細かいダイヤモンド砥粒を使っても、 メタルボンド砥石 はボンド部分が硬すぎて外周研削に向かないということが分かる。 発光ダイォードを作 製した製品歩留まりは Q== 5 2%であった。 低い製品歩留まりである。 要求製品歩留ま り Qを 8 2%以上とすると dの範囲は 1 m≤ d 3 m、 7 0%以上とすると dの範 囲は 0. 5 m≤ d≤ 1 0 zmとなり、 試料 1 0は不合格である。 要求される製品歩留 まりが 5 0%以上とすると、 0. 3 ;u m≤ d≤ 1 3 μηιの範囲の dが許される。
試料 1 1 (酸化物なし;電着; d = 1 6 m; Q = 3 5 %)
5インチ径 8 5 0 μ m厚の G a Nウェハーを裏面研削 (A) 、 裏面エッチング (B) の後、 ダイヤモンド砥粒を電着した砥石を用いて外周研削した (チャンファー C) 。 電 着砥石である。 空孔率は 0%である。 固定砥粒は細かい 3 0 0 0番手ダイヤモンド砥粒 1 00%である。 試料 1 0と違うのは酸化物を含まないこととボンディング材が違うこ
9 053112
46 とである。 同じ番手のダイヤモンド砥石を固定したものであるがボンディング材を用い ず電着する。 チャンファー後の外周部の加工変質層の厚みは d = 1 6 μ mである。 試料 1 0より dが大きくなるのは、 電着のため剛性が増えたのとダイヤモンド砥粒比率が高 いからである。 外周研削後の外周部の面粗度は R a 2 μ mであった。 電着なので試料 3 より面粗度は大きくなつた。 チャンファーのあと表面研削 (D ) し、 表面を研磨 (E ) し、 表面をエッチング (F ) して表面の加工変質層を除去し表面を平滑にした。 ウェハ 一の反りは U = 4 3 μ mである (R = 4 6 m ) 。 クラック発生率 Cは 2 2 %である。 反 り、 クラック発生率 Cとも、 試料 9に次いで大きく、 加工変質層厚み dと強い相関があ ることを示唆する。 目の細かいダイヤモンド砥粒を使っても電着砥石は硬過ぎて外周研 削に向かないということが分かる。 発光ダイオードを作製した製品歩留まりは Q = 3 5 %であつた。 許容できないほど低い製品歩留まりである。
試料 1〜1 1を見ると、 外周部の表面粗さは加工変質層厚み dと一義的な相関はなく、 ダイヤモンド砥粒の大きさと比率に強く依存するようである。 砥粒サイズが大きい (番 手が小さい) ほど面粗度 R aは大きい。 酸化物砥粒を含む場合は、 ダイヤモンド砥粒の みの場合より R aは小さレ、。 試料 2、 3、 1 0、 1 1を比べてボンディング剤がゴムの 時に最も面粗度は低いが、 メタルでも電着でもあまり大きな差はない。 さらに面粗度 R aと反り、 クラック発生率 C、 歩留まりとの間には強い相関はないようである。 反り、 クラック発生率、 歩留まりを支配しているのは加工変質層厚み dであることが分かる。 製品歩留まり Qが 7 0 %以上を望むなら加工変質層厚み dを 0 . 5 μ π!〜 1 0 μ τηに しなければならないということが分かる。 歩留まり Qが 8 2 %以上を期待するなら加工 変質層厚み dは 1 rx!〜 3 μ mにしなければならない。 反り (高さ U ) を最小にするの は d = 3 μ π!〜 6 μ mである。 クラック発生率 Cを最小にするのは d = 2 μ mである。
9053112
47 これらの値は高い製品歩留まりを与える dの値の範囲に含まれる。 だから高い歩留まり、 低いクラック発生率、 小さい反りを与えるには d = 0. 5 n!〜 1 0 μ mがよレ、。 さら に望ましいのは d二 1〜3 mである。
加工変質層 dの厚みはダイヤモンド砥粒の比率が大きいと増え、 ダイヤモンド砥粒が 粗いほど増える。 加工変質層厚み dが大きいのは、 電着、 メタルボンド、 レジンボンド、 ゴムボンドの順である。 d = 0. 5 μ n!〜 1 0 / mを与えるには柔らかいゴムボンドが 良い。 レジンボンドでも発泡させて柔軟にしたものは利用できる (試料 6) 。 ダイヤモ ンド砥石の番手は 3 0 0 0番〜 6 0 0番の程度である。 dをさらに減らすにはダイヤモ ンドの比率を減らし酸化物砥粒を増やすのが有効である。 酸化物砥粒は化学的作用で窒 化物の表面に軟質層を形成するため、 外周研削加工の負荷を低減して加工変質層を抑制 することができる。 d = 0. 5 μ n!〜 1 0 mに対応する外周面粗度は R a 0. 0 7 μ rr!〜 R a 5 / mである。 d = 1 m〜 3〃 mに対応する外周面面粗度は R a 0. 1 5 μ m〜R a 1 z mである。
図 1 4を見ると、 外周部加工変質層厚み dが 1 O i mより大きいと反りが 1 2 /i mを 越え、 dが 0. 3 m以下で反りが 20 μ mを越えることがわかる。 反りを 1 2 m以 下にするには d = 0. 5 m〜 1 0 /X mにすればよいことが分かる。 d = 1〜 3 μ mだ と反りを 7 m〜 5 ιηに抑制できる。
図 1 5を見ると、 外周部加工変質層厚み dが 1 0 μ πιを越えるとクラック発生率じが 5%を越える。 dが 0. 3 m以下でクラック発生率 Cが 9%を越える。 Cを 5%〜 0%にするには dが 0. 5 z m〜 1 0 mとすればよレヽ。 d = 1〜 3〃 mなら Cを 2 % 〜0%にできる。
図 1 6を見ると、 外周部加工変質層厚み dが 1 0 μ mを越えるとデバイス歩留まり Q が 7 0 %未満となる。 dが 0 . 3 m以下で 5 2 %以下となる。 Qを 7 0 %以上とする には d = 0 . 5 μ m〜: I 0 mとすればよレヽ。 d = 1〜 3 μ mであれば Qを 8 2 %以上 にできる。 実施例 3 実施例 3 ;試料 1 2〜: I 8 :表 2 :図 1 7、 1 8、 1 9、 2 0、 2 8、 2 9 試料 1 2〜 1 8はダイヤ砥粒は 1 0 0 0番手に、 ゴム砥石のゴム硬度は 5 0に固定し. 酸化物を変えて外周研削し、 外周部の酸素量、 チッビング、 デバイス歩留まりについて 試験したものである。 ウェハーの準備、 加工の順、 デバイス作製は実施例 2と同じであ る。 外周部の酸素濃度がウェハーやデバイスの出来具合にどのように影響するのかを調 ベた。 表 2にその結果を示す。 外周部酸素量は原子比率 (a t %) で示す。 チッビング というのは平面加工 (研削、 研磨) のときにウェハーの外周部が欠けたり割れたりする ものである。 デバイス歩留まりは、 そのウェハー上に 2 m m角の発光ダイオードを作製 し、 通電試験して発光させたときの合否によって評価している。
表 2 試料 1 2試料 1 3試料 1 4 試料 1 5 試料 1 6 試料 1 7 試料 1 8 外周加工 ポンド 種類 ゴム ゴム ゴム ゴム ゴム ゴム ゴム
材質 CR CR CR CR CR CR CR ゴム硬度 50 50 50 50 50 50 50 空孔率 体積% 0% 0% 0% 0% 0% 0% 0% 砥粒 ダイヤ 番手 1000 1000 1000 1000 1000 1000 1000 酸化物 - Fe203 Cr203 Fe203 Cr203 MnOz Fe203 酸化物量 - 20 20 30 30 40 60 基板特性 加工変 SSd m 5 2.5 2 2 1.5 1.5 1
表面粗さ Ra U m 1.5 0.5 0.5 0.5 0.5 0.5 0.5 組 成 酸素量 0 at % 1 3 5 10 15 20 25 チッビング発生率 P % 25 5 3 2 3 5 15 デバイス 歩留 Q % 73 78 85 84 85 80 61
外周研削に関し、 クラック発生率と製品歩留まりで評価したとき外周部加工変質層厚 みが d = 0. 5 // m〜: 1 0 μιη、 特に d = 1〜 3 /x mであるのが望ましいということと、 ボンディング剤としてゴムが最適で発泡レジンでも可能であることが試料 1〜 1 1で明 らかになつた。 ボンディング材につレ、ては明かになつたが砥粒をどうするかという問題 がある。 砥粒としてダイヤモンド 1 0 0%も可能であるが、 ダイヤモンドと酸化物砥粒 の組み合わせとしてもよい。 試料 5〜6の中間の番手 1 0 00のダイヤモンド砥粒と酸 化物砥粒の混合砥粒をもつ砥石で外周研削し表面研削、 表面研磨、 表面エッチングした。 その工程でのチッビング発生率、 最終製品歩留まりを調べた。 クラックは外周研削での ウェハー外周部の割れ欠けを意味する。 チッビングというのはその後の表面加工でのゥ ェハー外周部の割れ欠けを意味する。 酸化物砥粒は化学的作用で窒化物の表面に軟質層 を形成するため、 外周研削加工の負荷を低減することができる。 そのような利点の他に、 外周研削後の平面加工において外周部の酸化層の存在がチッビングを防ぐ作用があると いうことも分かってきた。 酸化物砥粒で外周研削すると、 酸化物が存在することにより ウェハーに靭性を与え平面加工での破損の確率を減らすようである。
これを確かめるため、 種類と量の異なる酸化物砥粒をダイヤモンド砥粒に混合した砥 石を使って外周研削した。 砥石はゴム砥石に、 ダイヤモンド砥粒は 1 0 0 0番手に、 ゴ ム砥石のゴム硬度は 5 0に揃えた。 酸化物砥粒の種類と量を変えた。 図 1 7は、 試料 1 2〜 1 8において砥石に含まれるダイヤモンド砥粒 (1 00〜4 0 w t %) と酸化物砥 粒 (0〜6 0 w t %) の比率と、 チャンファー後窒化ガリウムウェハー外周の酸素量の 関係を示すグラフである。 図 1 8は、 試料 1 2〜1 8において砥石に含まれるダイヤモ ンド砥粒 (1 0 0〜4 0 w t %) と酸化物砥粒 (0〜6 0 w t %) の比率と、 チャンフ ァー後窒化ガリウムウェハ一外周の加工変質層厚みの関係を示すグラフである。 図 1 9
は、 試料 1 2〜 1 8において砥石に含まれるダイヤモンド砥粒 (1 0 0〜4 0 w t %) と酸化物砥粒 (0〜6 0 w t %) の比率と、 チャンファー後のウェハー平面加工におけ るチッビング発生率 pの関係を示すグラフである。 図 2 0は、 試料 1 2〜 1 8において 砥石に含まれるダイャモンド砥粒 ( 1 0 0〜 40 w t %) と酸化物砥粒 ( 0〜 6 0 w t %) の比率と、 デバイス歩留まり Qの関係を示すグラフである。 図 2 8は、 試料 1 2 〜 1 8においてウェハー外周部に含まれる酸素量 (a t %) と、 チャンファー後のゥェ ハー平面加工におけるチッビング発生率 P (%) の関係を示すグラフである。 図 2 9は、 試料 1 2〜 1 8においてウェハー外周部に含まれる酸素量 (a t %) と、 デバイス歩留 まり Q (%) の関係を示すグラフである。
試料 1 2 (酸化物なし; 0 % ; d = 5 ^ m; p = 2 5 %; Q = 7 3 %)
これまでと同じ 5インチ径、 8 5 0 m厚の G a Nウェハーを裏面研削 (A) 、 裏面 エッチング (B) の後、 1 0 0 0番手ダイヤモンド砥粒をクロロプレンゴム (CR) で 基盤に固定した砥石を用いて外周研削した (チャンファー C) 。 空孔率は 0%である。 ゴム硬度は 5 0である。 外周研削後の外周部の加工変質層厚みは d = 5 μ m、 面粗度は R a 1. 5 μ πιであった。 チャンファーのあと表面研削 (D) し、 表面を研磨 (Ε) し、 表面をエッチング (F) して表面の加工変質層を除去し表面を平滑にした。 ウェハー外 周部の酸素濃度は 0= 1 a t %である。 この酸素はチャンファー砥石からの混入でなく、 エッチング、 平面加工、 洗浄による酸化、 および雰囲気により自然酸化した可能性があ る。 チッビング発生率 pは 2 5 %である。 2 5 %のウェハーは無駄になる。 発光ダイォ ードを作製した製品歩留まりは Q= 7 3%であった。 ミラーウェハーに加工できた後の 歩留まりは高い。 しかしその前段階での平面加工時のチッビング発生率が高いのは望ま しくない。 より一層の工夫が必要である。
試料 1 3 ( F e 2 O 3 ; 2 0 w t % ; d = 2. 5 μ m ; p = 5 % ; Q = 7 8 %)
5インチ径 8 5 0 / m厚の G a Nウェハーを裏面研削 (A) 、 裏面エッチング (B) の後、 1 0 0 0番手ダイャモンド砥粒 8 0 w t %と三二酸化鉄 F e 2 O 3砥粒 2 0 w t %の混合物をクロロプレンゴム (C R) で基盤に固定した砥石を用いて外周研削した (チャンファー C) 。 空孔率は 0 %である。 ゴム硬度は 5 0である。 外周研削後の外周 部の加工変質層厚みは d == 2. 5 μ πι、 面粗度は R a O . 5 // mであった。 試料 1 2に 比べ dが半減している。 ダイヤモンド砥粒の量が少ないから機械的研削作用が弱くなり dが減った。 試料 1 2に比べ外周部面粗度も低い。 柔らかい酸化物砥粒の作用で外周面 がより平滑になった。 チャンファーのあと表面研削 (D) し、 表面を研磨 (E) し、 表 面をエッチング (F) して表面の加工変質層を除去し表面を平滑にした。 ウェハー外周 部の酸素濃度は〇= 3 a t %である。 試料 1 2の酸素濃度 (1 a t %) の 3倍である。 酸化物砥粒の影響と考えられる。 チッビング発生率 pは 5 %である。 試料 1 2に比べて チッビング発生率は 1 / 5である。 チッビング発生率が減ったのは外周部に酸化物が存 在するからと考えられる。 酸化物砥粒の化学作用でチャンファー時の内的な損傷を減ら しそれがチッビングを抑えたということである。 他の酸素残存試料でも同じことが言え る。 酸化物砥粒を使用する利点はここにある。 発光ダイオードを作製した製品歩留まり は Q= 7 8 %であった。 チッビングが低く製品歩留まりが高いので望ましい。
試料 1 4 (C r 203 ; 2 0 % ; d = 2 μ m ; p = 3 % ; Q = 8 5 %)
5インチ径 8 5 0 /z m厚の G a Nウェハーを裏面研削 (A) 、 裏面エッチング (B) の後、 1 0 0 0番手ダイヤモンド砥粒 8 0 w t %と三二酸化クロム C r 2〇3砥粒 2 0 1 %の混合物を〇1 (クロロプレンゴム) で基盤に固定した砥石を用いて外周研削し た (チャンファー C) 。 空孔率は 0 %である。 ゴム硬度は 5 0である。 試料 1 3と異な
るのはクロムの酸化物砥粒を使うことだけである。 外周研削後の外周部の加工変質層厚 みは d = 2 /x m、 面粗度は R a O . 5 μ πιであった。 試料 1 2に比べ dが少なく、 外周 部面粗度も低い。 ダイヤモンド砥粒の量が少ないから機械的研削作用が弱くなり dが減 り面粗度も低い。 酸化物砥粒の作用で表面がより平滑になった。 チャンファーのあと表 面研削 (D) し、 表面を研磨 (E) し、 表面をエッチング (F) して表面の加工変質層 を除去し表面を平滑にした。 ウェハー外周部の酸素濃度は 0= 5 a t %である。 試料 1 2の 5倍、 試料 1 3の 1. 7倍である。 チャンファーに酸化物砥粒を使用したので酸素 濃度が高い。 試料 1 2、 1 3の比較から F e 203より C r 2〇3の方が酸化効果が大き いことがわかる。 チッビング発生率 pは 3 %である。 試料 1 2に比べてチッビング発生 率は 1Z8である。 チッビング発生率が減ったのは外周部に酸化物が存在するからであ る。 酸化物砥粒を使用する利点である。 試料 1 3 (p = 5 %) より酸素量が多いのでチ ッビング発生率が少ないのであろう。 発光ダイォードを作製した製品歩留まりは Q= 8
5 %であった。 優れて高い歩留まりである。 チッビングが低く製品歩留まりが高いので 最も望ましい。
試料 1 5 ( F e 2 O 3 ; 3 0 % ; d = 2 μ m ; p = 2 %; Q = 8 4 %)
5インチ径 8 5 0 μ πι厚の G a Nウェハーを裏面研削 (A) 、 裏面エッチング (B) の後、 1 0 0 0番手ダイャモンド砥粒 7 0 w t %と F e 2 O 3砥粒 3 0 w t。/。の混合物 を CR (クロロプレンゴム) で基盤に固定した砥石を用いて外周研削した (チヤソファ 一 C) 。 空孔率は 0 %である。 ゴム硬度は 5 0である。 外周研削後の外周部の加工変質 層厚みは d二 2 μ m、 面粗度は R a 0. 5 μ mであった。 試料 1 4とほぼ同じである。 F e 203を使うが試料 1 3より F e 2 O 3砥粒が 3 0 %でダイャモンド砥粒の量が少な いから機械的研削作用が弱くなり dが減り面粗度も低い。 柔らかい酸化物砥粒の作用で
表面がより平滑になった。 チャンファーのあと表面研削 (D) し、 表面を研磨 (E) し、 表面をエッチング (F) して表面の加工変質層を除去し表面を平滑にした。 ウェハー外 周部の酸素濃度は 0= 1 0 a t %である。 F e 203を使う試料 1 3に比べより酸素濃 度が高いが F e 203砥粒比率が多いからである。 チッビング発生率 pは 2%である。 酸化物砥粒を使わない試料 1 2に比べてチッビング発生率は 1 1 2である。 酸化物砥 粒を用いる試料 1 3、 1 4に比べてもチッビング発生率は低い。 外周部酸素濃度がより 高いからである。 試料 1 2〜1 5からチッビング発生を減らしているのはウェハー外周 部に含まれた酸化物だということが分かる。 酸化物砥粒を使用する利点である。 発光ダ ィォードを作製した製品歩留まりは Q= 84%であった。 優れて高い歩留まりである。 チッビング発生率が低く製品歩留まりが高いので最も望ましい。
試料 1 6 ( C r 2 O 3 ; 3 0 % ; d = 1. 5 μ m; p = 3 %; Q = 8 5 %)
5インチ径 8 5 0 μ m厚の G a Nウェハーを裏面研削 (A) 、 裏面エッチング (B) の後、 1 0 0 0番手ダイャモンド砥粒 70 w t %と C r 2〇 3砥粒 3 0 w t %の混合物 を CR (クロロプレンゴム) で基盤に固定した砥石を用いて外周研削した (チャンファ 一 C) 。 空孔率は 0%である。 ゴム硬度は 5 0である。 外周研削後の外周部の加工変質 層厚みは d = l . 5 μ m、 面粗度は R a 0. 5 mであった。 試料 1 4と比べると C r 203砥粒比率が多いのでダイヤモンド砥粒比率が減り、 機械的研削作用が弱くなりカロ ェ変質層厚み dは減る。 面粗度 R aは試料 1 4、 1 5と同じである。 面粗度はダイヤモ ンド :酸化物砥粒比率で決まり、 酸化物の種類にはよらないということがわかる。 チヤ ンファーのあと表面研削 (D) し、 表面を研磨 (E) し、 表面をエッチング (F) して 表面の加工変質層を除去し表面を平滑にした。 ウェハー外周部の酸素濃度は O= 1 5 a t %である。 F e 203を 3 0%使う試料 1 5に比べより酸素濃度が高いが、 F e 203
より C r 203の方が酸化効果が大きいのであろう。 チッビング発生率 pは 3 %である。 発光ダイオードを作製した製品歩留まりは Q= 8 5%であった。 優れて高い歩留まりで ある。 チッビング発生率が低く製品歩留まりが高いので最も望ましい。 試料 1 4、 1 6 を比べると C r 203砥粒の比率が 2 0、 3 0 w t %であって相違するが、 p、 Qは変 わらない。 C r 203の好ましい添加量が 2 0〜3 O w t %にあるということである。 試料 1 7 (M n O 2 ; 4 0 %; d = 1. 5 μ m p = 5 %; Q = 8 0 %)
5インチ径 8 5 0 μ m厚の G a Nウェハーを裏面研削 (A) 、 裏面エッチング (B) の後、 1 0 0 0番手ダイャモンド砥粒 6 0 w t %と二酸化マンガン M n O 2砥粒 4 0 w t %の混合物を CR (クロロプレンゴム) で基盤に固定した砥石を用いて外周研削した (チャンファー C) 。 空孔率は 0%である。 ゴム硬度は 5 0である。 外周研削後の外周 部の加工変質層厚みは d == 1. 5 μ πι、 面粗度は R a O. 5 mであった。 試料 1 2と 比べるとダイャモンド砥粒比率が減り、 機械的研削作用が弱くなり加工変質層厚み dは 減る。 面粗度 R aは試料 1 3〜 1 6と同じである。 チャンファーのあと表面研削 (D) し、 表面を研磨 (E) し、 表面をエッチング (F) して表面の加工変質層を除去し表面 を平滑にした。 ウェハー外周部の酸素濃度は 0= 20 a t %である。 4 0%もの酸化物 を含む砥粒を使うので酸素濃度が高い。 チッビング発生率 pは 5%である。 発光ダイォ ードを作製した製品歩留まりは Q= 8 0%であった。 優れて高い歩留まりである。 チッ ビング発生率が低く製品歩留まりが高いので好ましい。 試料 1 2〜 1 7の結果から二酸 化マンガンの砥粒も外周研削砥石に利用できることがわかる。
試料 1 8 (F e 203 ; 6 0% ; d = 1 m; p = 1 5 % ; Q = 6 1 %)
5インチ径 8 5 0 m厚の G a Nウェハーを裏面研削 (A) 、 裏面エッチング (B) の後、 1 0 0 0番手ダイャモンド砥粒 4 0 w t %と F e 2 O 3砥粒 6 0 w t %の混合物
を CR (クロロプレンゴム) で基盤に固定した砥石を用いて外周研削した (チャンファ 一 C) 。 空孔率は 0%である。 ゴム硬度は 5 0である。 外周研削後の外周部の加工変質 層厚みは d = 1 m、 面粗度は R a 0. 5 mであった。 試料 1 3、 1 5と同じ? 6 2 03を使うが F e 2〇3砥粒が多くダイヤモンド砥粒の量が少ない。 機械的研削作用が弱 くなり dが減る。 チャンファーのあと表面研削 (D) し、 表面を研磨 (E) し、 表面を エッチング (F) して表面の加工変質層を除去し表面を平滑にした。 ウェハー外周部の 酸素濃度は O= 2 5 a t %である。 試料 1 3、 1 5に比べより酸素濃度が高い。 F e 2 03砥粒比率が多いからである。 チッビング発生率 pは 1 5%である。 発光ダイオード を作製した製品歩留まりは Q= 6 1 %であった。 高い歩留まりではない。 チッビング発 生率が高く (p = 1 5 %) 製品歩留まりが低い (Q= 6 1 %) ので不合格である。 試料 1 8は、 外周部の酸素濃度が高すぎると却ってチッビング発生率が増え、 製品歩留まり が下がるということを示唆する。 試料 1 2〜1 8の結果からチッビング発生率 pが 5% 以下で製品歩留まりが 7 0%以上であるためには、 外周部酸素量 Oは 3 a t %〜2 0 a t %であるということが分かる。 チッビング発生率 pが 5 %以下で製品歩留まりが 8 0%以上であるためには外周部酸素量は〇= 5 a t %〜2 0 a t %である。 結果として の酸素量と酸化物砥粒の配合比の関係は酸化物の種類によって異なるが、 酸化物砥粒は 2 0〜4 0 w t %がチッビングを減らすのに有効である。
図 1 7を見ると、 チャンファー砥石に付けた酸化物砥粒が多くなるほどウェハー外周 部酸素量が増えるということが分かる。 試料 1 3、 1 4の比較、 試料 1 5、 1 6の比較 から、 同じ重量比でも C r 203の方が F e 203より残留酸素量が多いことが分かる。 クロム酸化物が鉄酸化物ょり反応^~生に富むこと、 クロム酸化物が鉄酸化物よりも硬度が 高く研削時の影響が大きいことが考えられる。
5 図 1 8を見ると、 酸化物の比率が減るほど (ダイヤモンド比率が増えるほど) 加工変 質層厚み dが増えることがわかる。 ダイヤモンドの機械的作用が強く働き dが増える。 酸化物がダイヤモンドの機械的な破壊力を緩和していることが分かる。
図 1 9を見ると、 酸化物比率が 2 0 w t %〜40 w t %であるとチッビングを 5%以 下に抑えることができるということがわかる。 ダイヤモンド砥粒だけ (試料 1 2) の場 合は特にチッビングが頻度高く起こる。
図 2 8を見ると、 酸素量が 3 a t %〜20 a t %であるとチッビングを 5 %以下に抑 えることができるということが分かる。 ダイヤモンド砥粒だけで加工して酸素量が 1 a t %と少ない試料 1 2の場合は特にチッビングが頻度高く起こる。
図 2 0を見ると、 酸化物比率が 2 O w t %〜4 O w t %であるとデバイス歩留まりを 7 8%以上にできるということがわかる。
図 2 9を見ると、 酸素量が 3 a t %〜2 0 a t %であると、 デバイス歩留まりを 7 8%以上にできるということが分かる。 実施例 4
実施例 4 ;試料 1 9〜 2 6 ;表 3 ;図 2 1、 2 2、 2 3, 3 0, 3 1
G a Nウェハー外周研削に関しクラック発生率と製品歩留まりの観点から加工変質層 厚みが d = 0. 5 m〜: 1 0 μ m、 特に d = 1 μ π!〜 3 μ mが良いこと、 ゴムボンディ ング砥石が適していることがわかった。 チッビングを下げ、 歩留まりを上げるための望 ましい外周部酸素濃度 Oが 3 a t %〜20 a t %であることが分かった。 外周部の酸素 濃度を上げるためには砥石に酸化物砥粒を混合すると良いこともわかった。
表 3
試料 1 9試料 20試料 21 試料 22 試料 23 試料 24 試料 25 試料 26 外周加工 ポンド 種類 ゴム ゴム ゴム ゴム ゴム ゴム メタル 電着 材質 CR CR CR CR CR CR Fe Ni ゴム硬度 55 55 55 55 55 55 - - 空孔率 体積% 0% 0% 0% 0% 0% 0% 0%
砥粒 ダイヤ 番手 600 600 600 600 600 600 1500 1500 酸化物 - Fe203 Cr203 ZnO CuO CuO 一 一 酸化物量 重量% - 20 20 20 20 50 - - 基板特性加工変 B層 d U m 9 7 7 7 7 5 12 14 表面粗さ Ra li m 4 2 2 2 2 2 4 4 組 成 金属: E m at % 0 0.1 0.2 3 5 8 10 12 チッビング 発生率 P % 22 8 4 7 15 15 25 30 亍バイス 歩留 Q % 90 92 90 88 85 65 35 22 試料 1 9 〜 2 6については、 酸化物の量と種類を変えた砥石を用いチャンファーしゥ ェハー外周にどの程度の金属不純物の存在が許容できるのかを調べた。 表 3において金 属量というのはチャンファ一後の試料の外周部の金属量のことである。
図 2 1は試料 1 9 〜 2 6について外周部加工変質層厚み dと外周部金属量 m ( a t %) の関係を示すグラフである。 破線の d = 1 0 mは本発明の臨界の値を示す。 図 2 2は試料 1 9 〜 2 6について外周部加工変質層厚み dとチッビング発生率 p (%) の関係を示すグラフである。 破線の d = 1 0 μ mは本発明の臨界の値を示す。 図 2 3は試料 1 9 〜 2 6について外周部加工変質層厚み dとデバイス歩留まり Q (%) の関係を示すグラフである。 破線の d = 1 0 μ mは本発明の臨界の値を示す。 図 3 0は試料 1 9 〜 2 6について外周部金属量 mとチッビング発生率 p (%) の関係を示 すグラフである。 図 3 1は試料 1 9 〜 2 6について外周部金属量 mとデバイス歩留まり Q (%) の関係を示すグラフである。
試料 1 9 (酸化物なし; 0 %; d = 9 m; p = 2 2 %; Q = 9 0 %)
これまでと同じ 5インチ径、 8 5 0 m厚の G a Nウェハーを裏面研削 (A) 、 裏面 エッチング (B ). の後、 6 0 0番手ダイヤモンド砥粒を C R (クロロプレンゴム) で基 盤に固定した砥石を用いて外周研削した (チャンファー C ) 。 空孔率は 0 %である。 ゴ
ム硬度は 5 5である。 外周研削後の外周部の加工変質層厚みは d = 9 m、 面粗度は R a 4 mであった。 チャンファーのあと表面研削 (D) し、 表面を研磨 (E) し、 表面 をエッチング (F) して表面の加工変質層を除去し表面を平滑にした。 ウェハー外周部 の金属濃度は m= 0 a t %である。 金属酸化物を使わないので金属不純物が入らない。 チッビング発生率 pは 2 2 %である。 2 2 %のウェハーは無駄になる。 発光ダイオード を作製した製品歩留まりは Q= 9 0%であった。 歩留まりはよいがその前段階での平面 研削時のチッビング発生が高いので望ましくない。 ダイヤモンド砥粒の粒径が比較的大 きいために機械的な衝撃が強く現れ、 内的な損傷を生じことが考えられる。
試料 2 0 (F e 203 ; 0. 1 % ; d = 7 μ m; p = 8 %; Q = 9 2 %)
5インチ径、 8 5 0 m厚の G a Nウェハーを裏面研削 (A) 、 裏面エッチング
(B) の後、 6◦◦番手ダイヤモンド砥粒を 8 0 w t %、 F e 203砥粒 2 0 w t %の 混合からなる砥粒を CR (クロロプレンゴム) で基盤に固定した砥石を用いて外周研削 した (チャンファー C) 。 空孔率は 0 %である。 ゴム硬度は 5 5である。 外周研削後の 外周部の加工変質層厚みは d = 7 μ ΐη、 面粗度は R a 2 μ mであった。 チャンファーの あと表面研削 (D) し、 表面を研磨 (E) し、 表面をエッチング (F) して表面の加工 変質層を除去し表面を平滑にした。 ウェハー外周部の金属濃度は m= 0. l a t %であ る。 チッビング発生率 pは 8 %である。 これは受容できる値である。 発光ダイオードを 作製した製品歩留まりは Q = 9 2 %であった。 チッビング発生率 pは低く歩留まり Qも 高い。 これは合格である。 鉄酸化物を使うので鉄 (F e ) が外周に 0. 1 a t %残留す る。 金属や酸素の存在は dを下げ pを下げる。 それは金属、 酸素自体が結晶を補強する こと、 チャンファーにおける内的な損傷を緩和することが考えられる。
試料 2 1 (C r 203 ; 0. 2 % ; ά = 7 μ τη ρ = 4 %; Q = 9 0 %)
5インチ径、 8 5 0 m厚の G a Nウェハーを裏面研削 (A) 、 裏面エッチング (B) の後、 6 0 0番手ダイヤモンド砥粒を 8 0 w t % C r 2〇3砥粒 2 0 w t %の 混合からなる砥粒を C R (クロロプレンゴム) で基盤に固定した砥石を用いて外周研削 した (チャンファー C) 。 空孔率は 0 %である。 ゴム硬度は 5 5である。 外周研削後の 外周部の加工変質層厚みは d = 7 μ m、 面粗度は R a 2 mであった。 チャンファーの あと表面研削 (D) し、 表面を研磨 (E) し、 表面をエッチング (F) して表面の加工 変質層を除去し表面を平滑にした。 ウェハー外周部の金属濃度は m= 0. 2 a t %であ る。 チッビング発生率 pは 4 %である。 これは受容できる値である。 発光ダイオードを 作製した製品歩留まりは Q = 9 0 %であった。 チッビング発生率 pは低く歩留まり Qも 高いからこれは合格である。 酸化クロムを使うので、 クロム (C r ) が外周に 0. 2 a t %残留する。 金属、 酸素の残留は pを下げ dを減らす。 酸素、 金属の存在は結晶構造 を補強するということ、 チャンファーにおける内的な損傷を緩和することが考えられる。 試料 2 2 (Z n O ; 3 %; d = 7 μ τη ρ = 7 % ; Q = 8 8 %)
5インチ径、 8 5 0 μ πι厚の G a Nウェハーを裏面研削 (A) 、 裏面エッチング (B) の後、 6 0 0番手ダイヤモンド砥粒を 8 0 w t % Z n O砥粒 2 0 w t %の混合 からなる砥粒を C R (クロロプレンゴム) で基盤に固定した砥石を用いて外周研削した (チャンファー C) 。 空孔率は 0%である。 ゴム硬度は 5 5である。 外周研削後の外周 部の加工変質層厚みは d = 7 m、 面粗度は R a 2 μ mであった。 チャンファーのあと 表面研削 (D) し、 表面を研磨 (E) し、 表面をエッチング (F) して表面の加工変質 層を除去し表面を平滑にした。 ウェハー外周部の金属濃度は m= 3 a t %である。 チッ ビング発生率 pは 7 %である。 これは受容できる値である。 発光ダイオードを作製した 製品歩留まりは Q 8 8 %であった。 チッピング発生率 pは低く歩留まり Qも高いから
これは合格である。 酸化亜鉛を使うので、 亜鉛 (Z n) が外周に 3 a t %残留する。 亜 鉛、 酸素の存在が pと dを下げる。 酸素、 金属の存在は結晶構造を補強すること、 チヤ ンファーにおける内的な損傷を緩和することが考えられる。
試料 2 3 (C u O ; 5 %; d = 7 μ m; p = 1 5 %; Q = 8 5 %)
5インチ径、 8 5 0 / m厚の G a Nウェハーを裏面研削 (A) 、 裏面エッチング
(B) の後、 6 00番手ダイヤモンド砥粒を 8 0 w t %、 C u O砥粒 2 0 w t %の混合 からなる砥粒を CR (クロロプレンゴム) で基盤に固定した砥石を用いて外周研削した
(チャンファー C) 。 空孔率は 0%である。 ゴム硬度は 5 5である。 外周研削後の外周 部の加工変質層厚みは d = 7 m、 面粗度は R a 2 μ mであった。 チャンファーのあと 表面研削 (D) し、 表面を研磨 (E) し、 表面をエッチング (F) して表面の加工変質 層を除去し表面を平滑にした。 ウェハー外周部の金属濃度は m= 5 a t %である。 チッ ビング発生率 pは 1 5%である。 発光ダイオードを作製した製品歩留まりは Q= 8 5% であった。 チッビング発生率 pは低いとはいえないが歩留まり Qが高いのでこれは許容 できる。
銅 (C u) は外周に 5 a t %残留する。 金属、 酸素の存在は pを下げ dを減らす。 酸 素、 金属の残留は結晶構造を補強するということ、 チャンファーにおける内的な損傷を 緩和することが考えられる。 試料 2 0〜2 3を比べると同じように酸化物の比率は 2 0 w t %であるのに、 残存金属量 mは、 C u ( 5 a t %) 、 Z n (3 a t %) 、 C r (0. 2 a t %) 、 F e (0. 1 a t %) の順序で多い。 これは化学反応の反応性や、 砥粒の 硬さ、 洗浄での除去されやすさの影響がある。
試料 24 ( C u〇 ; 8 % ; d = 5 μ m; p = 1 5 % ; Q = 6 5 %)
5インチ径、 8 5 0 μ m厚の G a Nウェハーを裏面研削 (A) 、 裏面エッチング (B) の後、 6 0 0番手ダイヤモンド砥粒を 5 0 w t %、 C u O砥粒 5 0 w t %の混合 からなる砥粒を CR (クロロプレンゴム) で基盤に固定した砥石を用いて外周研削した (チャンファー C) 。 空孔率は 0%である。 ゴム硬度は 5 5である。 外周研削後の外周 部の加工変質層厚みは d = 5 μ m、 面粗度は R a 2 μ mであった。 チャンファーのあと 表面研削 (D) し、 表面を研磨 (E) し、 表面をエッチング (F) して表面の加工変質 層を除去し表面を平滑にした。 ウェハー外周部の金属濃度は m= 8 a t %である。 チッ ビング発生率 pは 1 5%である。 発光ダイオードを作製した製品歩留まりは Q= 6 5% であった。 チッビング発生率 pが高く歩留まり Qが低いのでこれは不適である。 C u〇 を 5 0%も含ませると不純物が増加するのでデバイス歩留まりを下げるのであろう。 チ ッビング発生率 pを最小にする金属量は m= 0. 2 a t %、 歩留まり Qを最大にする金 属量は m= 0. 1である。 金属量が多ければ良いというものでもなく m== 0. :!〜 5 a t %が良い。 より好ましくは m= 0. :!〜 3 a t %である。
試料 1 9〜2 3を比較すると、 酸化物を適切量含ませた砥石で外周研削するほうがダ ィャモンド砥粒だけの砥石より後工程でのチッビング発生を減らすことができるという こと力 sわ力 る。
金属が外周に存在してチッビングを防止するのであろう。 製品歩留まりは変わらなレ、。 ダイャモンド砥粒が 1 0 0 %の試料 1 9で d = 9 μ m、 ダイヤモンド砥粒の比率が 8 0%である試料 2 0〜2 3は d = 7 i mであるから、 加工変質層の厚み dはダイヤモン ド砥粒の分量によって決まるようである。
試料 2 5 (酸化物なし; 1 0% ; d = 1 2 u rn ; p = 2 5%; Q = 3 5%)
5インチ径、 8 5 0 μ m厚の G a Nウェハーを裏面研削 (A) 、 裏面エッチング (B) の後、 1 5 0 0番手ダイヤモンド砥粒を 1 0 0 w t %の砥粒を鉄 (F e ) 系のポ ンディング材で基盤に固定したメタルボンド砥石を用いて外周研削した (チャンファー C) 。 外周研削後の外周部の加工変質層厚みは d == 1 2 μ m、 面粗度は R a 4 mであ つた。 加工変質層厚み d、 面粗度が大きいのはダイヤモンドの比率が高くてメタルボン ドだからである。 チャンファーのあと表面研削 (D) し、 表面を研磨 (E) し、 表面を エッチング (F) して表面の加工変質層を除去し表面を平滑にした。 ウェハー外周部の 金属濃度は m= l 0 a t %である。 酸化物砥粒はないがボンディング材が鉄であるから 外周部に 1 0 a t %の鉄が残留する。 チッビング発生率 pは 2 5 %である。 発光ダイォ ードを作製した製品歩留まりは Q= 3 5 %であった。 チッビング発生率 pは高く歩留ま り Qが低いのでこれは不適である。 チッビング発生率が高く歩留まりが低いのは加工変 質層 dが厚過ぎる (d = 1 2 ;z m) のと金属濃度が高過ぎる (1 0 a t %) からである。 その原因はメタルボンドだからである。 メタルボンド砥石は不適だということである。 試料 2 6 (酸化物なし; 1 2% ; d = 1 4 μ m; p = 3 0 %; Q = 2 2 %)
5インチ径、 8 5 0 μ m厚の G a Nウェハーを裏面研削 (A) 、 裏面エッチング
(B) の後、 1 5 0 0番手ダイヤモンド砥粒をニッケルを用いた電着によって基盤に固 定した電着砥石を用いて外周研削した (チャンファー C) 。 外周研削後の外周部の加工 変質層厚みは d = 1 4 m、 面粗度は R a 4 mであった。 加工変質層厚み d、 面粗度 が大きいのはダイヤモンドの比率が高くて剛性の高い電着砥石だからである。 チャンフ ァ一のあと表面研削 (D) し、 表面を研磨 (E) し、 表面をエッチング (F) して表面 の加工変質層を除去し表面を平滑にした。 ウェハー外周部の金属濃度は m= 1 2 a t % である。 酸化物砥粒はないがニッケルを用いて電着しているので、 ニッケルが一部削ら
れ外周部に 1 2 a t %のニッケルが残留する。 チッビング発生率 pは 3 0 %である。 発 光ダイォードを作製した製品歩留まりは Q= 2 2 %であった。 チッビング発生率 pは高 く歩留まり Qが低いのでこれは不適である。 チッビング発生率が高く歩留まりが低いの は加工変質層 dが厚過ぎる d = 1 4 / m) のと金属濃度が高過ぎる (1 2 a t %) から である。 その原因は電着砥石を用いた加工だからである。 電着砥石は不適だということ である。
試料 1 9〜2 6からチッビング発生率を 1 5 %以下にし、 製品歩留まりを 8 0 %以上 にするには、 加工変質層が 1 0 m以下で金属量 mが 0. l〜5 a t %であることがわ かる。 m= 0. :!〜 3 a t %ならチッビングを 8 %以下に、 歩留まりを 8 8 %以上にで きる。
図 2 4は試料 1〜2 6の全てについての加工変質層厚み d (μ m) と外周部面粗度 R a (μ ιη) の関係を示す。
dが大きくなると面粗度も大きくなる。 ダイヤモンド砥粒が粗く酸化物比率が小さい と物理作用が強くなるため dが大きくなり、 面粗度も大きくなる。 それで大体 dと R a は比例して増減する。
しかし dと R aが比例する主系列とは別に試料 1 0、 1 1のような比例関係から離脱 したものもある。 これはメタルボンド、 電着砥石のようにボンド剤が高剛性のものは、 面粗度は低くなっても加工変質層 dが厚くなるということである。
メタルボンド、 電着砥石は G a Nウェハーのチャンファーに不適である。 チャンファ 一加工の良否を判断するために外周部面粗度 R aよりも加工変質層厚み dの方が適して いることがわかる。 図 3 0は試料 1 9〜 2 6について外周部金属量 m ( a t %) とチッ ビング発生率 p (%) の関係を示す。 金属量が 0. 1 a t %〜5 a t %であればチッ
ビング発生率 pを 1 5%以下にできる。 図 3 1は試料 1 9〜2 6について外周部金属 (a t %) とデバイス歩留まり Q (%) の関係を示す。 外周部の金属量が 0〜5 a t であれば、 デバイス歩留まり Qを 8 5%以上にできる。