WO2009122467A1 - Procédé pour réunir des éléments métalliques, produit à éléments métalliques réunis et procédé pour fabriquer une bosse pour connexion de circuit électrique - Google Patents
Procédé pour réunir des éléments métalliques, produit à éléments métalliques réunis et procédé pour fabriquer une bosse pour connexion de circuit électrique Download PDFInfo
- Publication number
- WO2009122467A1 WO2009122467A1 PCT/JP2008/002045 JP2008002045W WO2009122467A1 WO 2009122467 A1 WO2009122467 A1 WO 2009122467A1 JP 2008002045 W JP2008002045 W JP 2008002045W WO 2009122467 A1 WO2009122467 A1 WO 2009122467A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- metal
- copper
- silver
- gas
- hydrogen gas
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/20—Conductive material dispersed in non-conductive organic material
- H01B1/22—Conductive material dispersed in non-conductive organic material the conductive material comprising metals or alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/08—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools with one or more parts not made from powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/01—Manufacture or treatment
- H10W72/012—Manufacture or treatment of bump connectors, dummy bumps or thermal bumps
- H10W72/01265—Thermally treating
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/072—Connecting or disconnecting of bump connectors
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/073—Connecting or disconnecting of die-attach connectors
- H10W72/07331—Connecting techniques
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/073—Connecting or disconnecting of die-attach connectors
- H10W72/07331—Connecting techniques
- H10W72/07332—Compression bonding, e.g. thermocompression bonding
- H10W72/07333—Ultrasonic bonding, e.g. thermosonic bonding
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/20—Bump connectors, e.g. solder bumps or copper pillars; Dummy bumps; Thermal bumps
- H10W72/251—Materials
- H10W72/252—Materials comprising solid metals or solid metalloids, e.g. PbSn, Ag or Cu
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/20—Bump connectors, e.g. solder bumps or copper pillars; Dummy bumps; Thermal bumps
- H10W72/29—Bond pads specially adapted therefor
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/90—Bond pads, in general
- H10W72/951—Materials of bond pads
- H10W72/952—Materials of bond pads comprising metals or metalloids, e.g. PbSn, Ag or Cu
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
- H10W90/701—Package configurations characterised by the relative positions of pads or connectors relative to package parts
- H10W90/721—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors
- H10W90/722—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors between stacked chips
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
- H10W90/701—Package configurations characterised by the relative positions of pads or connectors relative to package parts
- H10W90/721—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors
- H10W90/724—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors between a chip and a stacked insulating package substrate, interposer or RDL
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
- H10W90/701—Package configurations characterised by the relative positions of pads or connectors relative to package parts
- H10W90/721—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors
- H10W90/726—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bump connectors between a chip and a stacked lead frame, conducting package substrate or heat sink
Definitions
- the present invention relates to a method for joining metal members using a paste-like metal particle composition comprising heat-sinterable metal particles and a volatile dispersion medium, a metal member assembly obtained by using the joining method, and
- the present invention also relates to a method for manufacturing a bump for connecting an electric circuit.
- a conductive / thermal conductive paste obtained by dispersing a metal powder such as silver, copper, or nickel in a liquid thermosetting resin composition is cured by heating to form a conductive / thermal conductive film. Therefore, formation of conductive circuits on printed circuit boards, formation of various electronic components such as resistors and capacitors, and electrodes of various display elements, formation of conductive films for electromagnetic wave shielding, capacitors, resistors, diodes, memories, arithmetic elements (CPU) and other chip components to substrates, formation of solar cell electrodes, especially formation of solar cell electrodes that cannot be processed at high temperatures due to the use of amorphous silicon semiconductors, multilayer ceramic capacitors, multilayer ceramic inductors It is used for forming external electrodes of chip-type ceramic electronic components such as multilayer ceramic actuators.
- the present inventors when heated, the paste-like silver composition composed of silver powder and a volatile dispersion medium volatilizes the volatile dispersion medium and sinters the silver powder, An international application was made to find out that it was solid silver having extremely high electrical conductivity and thermal conductivity, and useful for joining metal members and forming conductive circuits (WO2006 / 126614, WO2007 / 034833).
- JP 2007-083288 a copper paste or silver paste coated with an organic amine is applied to a metal layer (eg, a copper clad laminate) and a metal layer (eg, an electrode of an electronic device), and the coated surface is A method is disclosed in which both metal layers are brought into close contact with each other after the plasma treatment, and the metal layers are bonded together by heating and firing in a reducing atmosphere, but this is a complicated method.
- organic amines may volatilize during heating and firing, which may cause odor and safety and health problems.
- An object of the present invention is to provide a method of strongly joining metal members without corrosion or discoloration without plasma treatment in joining of metal members by sintering a paste-like metal particle composition. Further, it is to provide a metal member joined body in which the metal member is firmly joined without being corroded or discolored, and further, firmly joined to the electric circuit connecting pad portion or the electric circuit connecting electrode portion. Another object of the present invention is to provide a bump for connecting an electric circuit.
- This purpose is “[1] (A) Paste form comprising heat-sinterable metal particles having an average particle size of more than 0.1 ⁇ m and not more than 50 ⁇ m and coated with a non-amine water-repellent organic substance, and (B) a volatile dispersion medium A metal particle composition is interposed between a plurality of metal members, and the volatile dispersion medium is volatilized by heating at 70 ° C. or more and 400 ° C. or less in a reducing gas to sinter the metal particles.
- a method for joining metal members comprising joining metal members together.
- the reducing gas is hydrogen gas or a hydrogen gas-containing gas.
- the metal of the heat-sinterable metal particles is silver, silver alloy, copper or copper alloy, and the metal of the metal member is copper, silver, gold, platinum, palladium, or an alloy of each of these metals
- the non-amine water-repellent organic substance is a high / intermediate fatty acid or a derivative thereof
- the metal of the heat-sinterable metal particles is silver, a silver alloy, copper, or a copper alloy
- the metal of the metal member is copper Silver, gold, platinum, palladium, or an alloy of these metals
- the reducing gas is hydrogen gas or a hydrogen gas-containing gas
- the non-amine water-repellent organic substance is a high / intermediate fatty acid or a derivative thereof
- the metal of the heat-sinterable metal particles is silver, silver alloy, copper or
- the joining method according to [1], which is a copper alloy, and the metal of the metal member is copper, silver, gold, platinum, palladium, or an alloy of these metals.
- the hydrogen gas-containing gas is a mixture of hydrogen gas and inert gas, the concentration of hydrogen gas is 1 to 40% by volume, the high / intermediate fatty acid has 6 to 24 carbon atoms, and its derivatives are
- the joining method according to [8] which is a high / intermediate fatty acid metal salt (excluding an alkali metal salt), a high / intermediate fatty acid amide, or a high / intermediate fatty acid ester. Is achieved.
- This purpose is also “[10] Heat-sinterable metal particles having an average particle size of more than 0.1 ⁇ m and less than 50 ⁇ m and coated with a non-amine water-repellent organic substance are heated and fired in a reducing gas.
- a metal member assembly characterized by being formed by bonding.
- the reducing gas is hydrogen gas or a hydrogen gas-containing gas
- the non-amine water-repellent organic substance is a high / intermediate fatty acid or a derivative thereof
- the metal of the heat-sinterable metal particles is silver, silver alloy, copper or
- the metal member assembly according to [10] which is a copper alloy
- the metal of the metal member is copper, silver, gold, platinum, palladium, or an alloy of these metals.
- the hydrogen gas-containing gas is a mixture of hydrogen gas and inert gas, the concentration of hydrogen gas is 1 to 40% by volume, the high / intermediate fatty acid has 6 to 24 carbon atoms, and its derivatives are
- the metal member assembly according to [11] which is a high / intermediate fatty acid metal salt (excluding alkali metal salts), a high / intermediate fatty acid amide, or a high / intermediate fatty acid ester. Is achieved.
- the metal member bonded body is coated with the non-amine water-repellent organic material using the above bonding method, that is, “(A) The average particle diameter is larger than 0.1 ⁇ m and not larger than 50 ⁇ m in [1].
- the paste-like metal particle composition comprising the heated sinterable metal particles and (B) the volatile dispersion medium is interposed between the plurality of metal members, and heated at 70 ° C. to 400 ° C. in a reducing gas.
- the metal member joining method is characterized in that the volatile dispersion medium is volatilized and the metal particles are sintered to join together a plurality of metal members. ] To [12].
- This purpose is also “[13] (A) Paste form comprising heat-sinterable metal particles having an average particle size of more than 0.1 ⁇ m and not more than 50 ⁇ m and coated with a non-amine water-repellent organic substance, and (B) a volatile dispersion medium
- the metal particle composition is applied in the form of dots on an electric circuit connecting pad on a semiconductor element or an electric circuit connecting electrode on a substrate, and the volatilization is effected by heating at 70 ° C. to 400 ° C. in a reducing gas.
- a method for producing a bump for connecting an electric circuit comprising volatilizing a conductive dispersion medium and sintering the metal particles to form bumps made of metal particles on a semiconductor element or a substrate.
- the reducing gas is hydrogen gas or a hydrogen gas-containing gas
- the non-amine water-repellent organic substance is a high / intermediate fatty acid or derivative thereof
- the metal of the heat-sinterable metal particles is silver, silver alloy, copper or It is a copper alloy
- the metal of the electric circuit connecting pad part or the electric circuit connecting electrode part on the substrate is copper, silver, gold, platinum, palladium, or an alloy of these metals.
- the hydrogen gas-containing gas is a mixture of hydrogen gas and inert gas, the concentration of hydrogen gas is 1 to 40% by volume, the high and intermediate fatty acids have 6 to 24 carbon atoms, and their derivatives are
- the volatile dispersion medium in the composition is volatilized by heating the paste-like metal particle composition even when joining between metal members that are easily oxidized and corroded or discolored.
- the heat-sinterable metal particles (A) are sintered and become solid, and the metal member can be firmly bonded without being corroded or discolored.
- the average particle diameter is larger than 0.1 ⁇ m and not more than 50 ⁇ m between the plurality of metal members.
- the metal members are firmly bonded without being corroded or discolored. According to the method for manufacturing an electric circuit connecting bump of the present invention, even if the electric circuit connecting pad part on the semiconductor element or the electric circuit connecting electrode part on the substrate is oxidized and easily made corroded or discolored, A bump made of metal particles firmly bonded to them is formed.
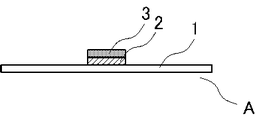
- FIG. 2 is a sectional view taken along line XX in FIG.
- a Test specimen for measuring bonding strength 1 Copper substrate 2 Paste-like silver particle composition or paste-like copper particle composition (solid silver or solid copper after heat sintering) 3 Silver chip or copper chip
- the joining method of the present invention comprises (A) heat-sinterable metal particles having a mean particle size of more than 0.1 ⁇ m and not more than 50 ⁇ m and coated with a non-amine water-repellent organic substance, and (B) a volatile dispersion medium.
- the paste-like metal particle composition is interposed between a plurality of metal members, and the volatile dispersion medium is volatilized by heating at 70 ° C. to 400 ° C. in a reducing gas to sinter the metal particles.
- a plurality of metal members are joined together.
- the average particle size of the heat-sinterable metal particles (A) is larger than 0.1 ⁇ m and not larger than 50 ⁇ m.
- This average particle diameter is an average particle diameter of primary particles obtained by a laser diffraction / scattering particle size distribution measurement method.
- the average particle diameter exceeds 50 ⁇ m, the sinterability of the heat-sinterable metal particles is lowered, so that the average particle diameter is preferably small. For this reason, it is preferable that it is 20 micrometers or less, and it is especially preferable that it is 10 micrometers or less.
- the average particle size is 0.1 ⁇ m or less, the surface activity is too strong, the storage stability of the paste-like metal particle composition is lowered, and the bonding strength at the time of heat sintering becomes non-uniform.
- the diameter is greater than 0.1 ⁇ m.
- the average particle size is preferably 0.2 ⁇ m or more. That is, the average particle size range of the heat-sinterable metal particles (A) is preferably 0.2 to 10 ⁇ m.
- the material of the heat-sinterable metal particles is solid at room temperature, and only needs to be easily sintered by heating.
- Gold, silver, copper, palladium, nickel, tin, aluminum, and alloys of these metals are exemplified.
- a metal compound is illustrated.
- silver, copper, and nickel are preferable, silver, silver alloy, copper, and copper alloy are more preferable, and silver or copper is preferable in terms of heat-sinterability, thermal conductivity of the sintered product, and conductivity.
- the silver particles may have a part of the surface or inside thereof that may be silver oxide or silver peroxide, and the entire surface may be silver oxide or silver peroxide.
- the copper particles may have copper oxide on the surface or part of the inside, or the entire surface may be copper oxide.
- the heat-sinterable metal particles are usually made of a single material, but may be a mixture of particles made of a plurality of materials.
- Heat-sinterable metal particles are made of metal (for example, copper, nickel, or aluminum) particles whose surfaces are plated with the heat-sinterable metal (for example, silver), and the surface is made of the heat-sinterable metal (for example, silver).
- Plated resin for example, epoxy resin, polyethersulfone resin
- the shape of the heat-sinterable metal particles is not particularly limited, and examples thereof include a spherical shape, an elliptical spherical shape, a spindle shape, a granular shape, a substantially cubic shape, a flake shape, and an indefinite shape.
- the shape is preferably spherical, granular or flaky from the viewpoint of storage stability.
- Preferred heat-sinterable metal particles are silver particles made by the reduction method and copper particles made by the reduction method. Many methods for producing silver particles by the reduction method have been proposed.
- an aqueous solution of a reducing agent such as formalin is added to an aqueous solution of silver nitrate by adding an aqueous solution of sodium hydroxide to an aqueous solution of silver nitrate. It is produced by reducing silver to form a silver particle dispersion, filtering the dispersion, washing the filtration residue with water, and drying.
- the copper particles obtained by the reduction method are usually prepared by contact-reacting a copper sulfate aqueous solution and a hydrazine aqueous solution to reduce and precipitate copper powder, washing with pure water, and drying (see, for example, JP-A-59-59). 11630).
- the surface of the heat-sinterable metal particles is coated or treated with a non-amine water-repellent organic substance.
- the non-amine water-repellent organic material preferably has excellent lubricity, and includes high / intermediate fatty acids, high / intermediate fatty acid metal salts (excluding alkali metal salts), high / intermediate fatty acid amides and high / intermediate fatty acid esters. Illustrated. High and intermediate fatty acids are particularly preferred in terms of coating effect and treatment effect.
- the higher fatty acid is a fatty acid having 15 or more carbon atoms, and includes pentadecanoic acid, hexadecanoic acid (palmitic acid), heptadecanoic acid, octadecanoic acid (stearic acid), 12-hydroxyoctadecanoic acid (12-hydroxystearic acid), eicosanoic acid ( Linear saturated fatty acids such as arachidic acid), docosanoic acid (behenic acid), tetracosanoic acid (lignoceric acid), hexacosanoic acid (serotic acid), octacosanoic acid (montanic acid); 2-pentylnonanoic acid, 2-hexyldecanoic acid, 2- Examples include branched saturated fatty acids such as heptyldodecanoic acid and isostearic acid; unsaturated fatty acids such as palmitoleic acid, oleic acid, iso
- Intermediate fatty acids are fatty acids having 6 to 14 carbon atoms, such as hexanoic acid (caproic acid), heptanoic acid, octanoic acid (caprylic acid), nonanoic acid (pelargonic acid), decanoic acid (capric acid), undecanoic acid, Linear saturated fatty acids such as dodecanoic acid (lauric acid), tridecanoic acid, tetradecanoic acid (myristic acid); isohexanoic acid, isoheptanoic acid, 2-ethylhexanoic acid, isooctanoic acid, isononanoic acid, 2-propylheptanoic acid, isodecanoic acid, Illustrative examples include branched saturated fatty acids such as isoundecanoic acid, 2-butyloctanoic acid, isododecanoic acid and isotridecanoic acid; and unsaturated fatty acids such as 10-unde
- the coating amount of the non-amine water-repellent organic substance varies depending on the particle size, specific surface area, shape, etc. of the metal particles, but is preferably 0.01 to 3% by weight of the heat-sinterable metal particles (A), preferably 0.1 to 2% by weight is more preferred. If the amount is too small, the heat-sinterable metal particles (A) tend to agglomerate and the storage stability is lowered.As a result, the bonding strength at the time of heat-sintering becomes uneven, and if too large, the heat-sinterable metal particles (A) This is because the heat sinterability of) decreases.
- the adhesion amount of the non-amine water-repellent organic substance can be measured by a usual method. For example, a method of measuring weight loss by heating above the boiling point of a non-amine water-repellent organic substance in nitrogen gas, heating sinterable metal particles (A) in an oxygen stream and heating sinterable metal particles (A) (A) in an oxygen stream and heating sinterable metal particles (A) (A) is changed to carbon dioxide and quantitative analysis is performed by infrared absorption spectroscopy.
- flaky heat-sinterable metal particles with non-amine water-repellent organic substances adhered to them are placed in a ball mill with spherical metal particles and non-amine water-repellent organic substances, and the metal particles are beaten with balls.
- a ball mill with spherical metal particles and non-amine water-repellent organic substances, and the metal particles are beaten with balls.
- Amine-based water-repellent organic materials are put together with ceramic balls into a rotary drum device (for example, a ball mill), and metal particles are beaten with the balls, so that flake-like heat-sintered with non-amine-based water-repellent organic materials attached.
- Metal particles can be produced.
- non-amine water-repellent organic substances such as high / intermediate fatty acids, high / intermediate fatty acid metal salts (except alkali metal salts), high / intermediate fatty acid esters, and high / intermediate fatty acid amides for improving lubricity And adheres to the surface of the flaky heat-sinterable metal particles.
- the surface of the heat-sinterable metal particles (A) may be covered with more than half of such high / intermediate fatty acid, but it is preferable that the surface is covered entirely.
- the heat-sinterable metal particles (A) whose metal surface is coated with a non-amine water-repellent organic substance exhibit water repellency.
- the heat-sinterable metal particles (A) whose surfaces are coated with a non-amine water-repellent organic substance are immersed in the solution of the non-amine-type water-repellent organic substance, and then the metal particles are taken out and dried. It can also be manufactured.
- the volatile dispersion medium (B) is blended in order to make powdery metal particles into a paste.
- the paste form includes a cream form and a slurry form.
- the heat-sinterable metal particles (A) are silver particles or copper particles
- the dispersion medium is volatilized during sintering, the silver particles and copper particles are easily sintered and can be easily used as a bonding agent. Because.
- the boiling point of the volatile dispersion medium is preferably 60 ° C to 300 ° C. When the boiling point is less than 60 ° C., the solvent easily evaporates during the preparation of the paste-like metal particle composition, and when the boiling point is higher than 300 ° C., the volatile dispersion medium (B) remains even after heating. Because it might be.
- Such a volatile dispersion medium (B) is composed of a volatile hydrocarbon compound composed of carbon atoms and hydrogen atoms, a volatile organic compound composed of carbon atoms, hydrogen atoms and oxygen atoms, carbon atoms, hydrogen atoms and nitrogen atoms. It is selected from volatile organic compounds, volatile organic compounds composed of carbon atoms, hydrogen atoms, oxygen atoms and nitrogen atoms, a mixture of hydrophilic volatile organic compounds of the volatile organic compounds and water, and the like. These are all liquid at room temperature.
- the water is preferably pure water, and its electric conductivity is preferably 100 ⁇ S / cm or less, more preferably 10 ⁇ S / cm or less.
- the pure water production method may be a normal method, and examples include an ion exchange method, a reverse osmosis method, and a distillation method.
- volatile organic compounds composed of carbon atoms, hydrogen atoms and oxygen atoms
- Monohydric alcohol ethylene glycol monomethyl ether (methyl cellosolve, methyl carbitol), ethylene glycol monoethyl ether (emethyl cellosolve, ethyl carbitol), ethylene glycol monopropyl ether (propyl cellosolve, propyl carbitol), ethylene glycol mono Ethers such as butyl ether (butyl cellosolve, butyl carbitol), propylene glycol monomethyl ether, methylmethoxybutanol Volatile monohydric alcohols having binding; benzyl alcohol, volatile aralkyl alcohols such as 2-phenylethyl alcohol, ethylene glycol, propylene glycol, volatile polyhydric aliphatic alcohols such as glycerin are exemplified.
- volatile organic compounds composed of carbon atoms, hydrogen atoms and nitrogen atoms include volatile alkyl nitriles such as acetonitrile and propionitrile.
- volatile organic compounds composed of carbon atoms, hydrogen atoms, oxygen atoms and nitrogen atoms include volatile carboxylic acid amides such as acetamide and N, N-dimethylformamide.
- Other examples include low molecular weight volatile silicone oils and volatile organic modified silicone oils.
- the blending amount of the volatile dispersion medium (B) is an amount sufficient to make the heat-sinterable metal particles (A) into a paste at room temperature.
- the amount sufficient to make a paste varies, but the specific For example, the amount is 3 to 30 parts by weight per 100 parts by weight of the heat-sinterable metal particles (A).
- non-metallic powder other than the heat-sinterable metal particles (A), metal compound, metal complex, thixotropic agent, Additives such as stabilizers and colorants may be added in small amounts or in trace amounts.
- the paste-like metal particle composition used in the present invention comprises (A) a heat-sinterable metal particle having an average particle size of greater than 0.1 ⁇ m and 50 ⁇ m or less and coated with a non-amine water-repellent organic substance, and (B)
- the volatile dispersion medium can be easily manufactured by putting it into a mixer and stirring and mixing it until it becomes a uniform paste.
- the paste-like metal particle composition used in the present invention is a mixture of heat-sinterable metal particles (A) and a volatile dispersion medium (B), and is paste-like at room temperature.
- the paste form includes a cream form and a slurry form. By making it into a paste, it can be discharged in a thin line from a cylinder or nozzle, and printing with a metal mask is easy.
- the thickness of the paste-like metal particle composition interposed between a plurality of metal members is not particularly limited as long as the necessary bonding strength is exhibited by heat sintering of the heat sinterable metal particles (A). . Usually, it is 5 ⁇ m or more and 1200 ⁇ m or less.
- the applied paste-like metal particle composition volatilizes the volatile dispersion medium in the composition by heating, and the heat-sinterable metal particles (A) sinter. It is a to-be-joined body to join.
- the material of the metal member include gold, silver, copper, platinum, palladium, nickel, tin, aluminum, and alloys of these metals. Among these, copper, silver, gold, platinum, palladium, or an alloy of these metals is preferable in terms of conductivity and bondability.
- the metal member may be plated with the metal. Examples of the metal member include a lead frame, a printed circuit board, a semiconductor chip, and a heat sink, all or part of which is made of metal.
- the paste-like metal particle composition is interposed between a plurality of metal members, and the volatile dispersion medium is volatilized by heating at 70 ° C. or more and 400 ° C. or less in a reducing gas.
- the metal particles are sintered to join a plurality of metal members.
- the paste-like metal particle composition is interposed between metal members and heated in a gas containing oxygen gas, there are problems such as corrosion and discoloration due to oxidation of the metal members.
- an inert gas there is a problem that the metal particles in the paste-like metal particle composition are not sufficiently sintered and the bonding strength is lowered.
- the heat-sinterable metal particles for heat-sinterable metal particles (A) in the paste-like metal particle composition used for joining and the surface metal of the metal member are preferably the same metal or metal alloy. Then, it is preferable that the metals are easy to form an alloy.
- the reducing gas examples include hydrogen gas, carbon monoxide, and ammonia decomposition gas, but hydrogen gas is preferable.
- the reducing gas need not be a pure product, and may be a mixture with an inert gas.
- Specific examples of the inert gas include helium gas, argon gas, and nitrogen gas, and nitrogen gas is particularly preferable.
- the ratio of the reducing gas component to the inert gas component in the reducing gas is not limited, but when the reducing gas component is hydrogen gas, it is more preferably 1 to 40% by volume.
- the ratio of hydrogen gas is less than 1% by volume, the effect of reducing and removing the surface oxides of easily oxidized metal members such as copper and copper alloys is poor, and heating in the paste-like metal particle composition
- the sinterability of the sinterable metal particles (A) is not sufficient and the bonding strength is reduced. This is because if the ratio of hydrogen gas exceeds 40% by volume, the danger of handling as a combustible gas increases.
- the reducing gas is a reducing gas called a forming gas composed of 5 to 15% by volume of hydrogen gas and 95 to 85% by volume of nitrogen gas.
- the reducing gas does not contain oxygen gas, even if it is contained, the reducing gas is preferably as small as possible in order to prevent oxidation and danger of the metal member, and particularly preferably 100 ppm or less.
- the metal member does not corrode or discolor due to oxidation, and the paste-like metal particle composition is heated and fired in the paste-like metal particle composition.
- the cohesive metal particles (A) can be sufficiently sintered to firmly join the metal members.
- the volatile dispersion medium is volatilized.
- the paste-like metal particle composition of the present invention is heated to a temperature equal to or higher than the sintering temperature of the heat-sinterable metal particles (A), whereby the volatile dispersion medium (B) is volatilized, and the metal particles ( A) sinters and becomes a solid metal having excellent conductivity and thermal conductivity, and joins metal members together. Pressure or ultrasonic vibration may be applied during the heating of the paste-like metal particle composition.
- the volatile dispersion medium (B) is volatilized, and then the heat-sinterable metal particles (A) may be sintered together, and with the volatilization of the volatile dispersion medium (B), the heat-sinterable metal particles ( A) may be sintered together.
- the heat-sinterable metal particles (A) are silver particles, since silver has inherently high strength and extremely high electrical and thermal conductivity, the sintered product of silver particles also has high strength and extremely high. It has electrical conductivity and thermal conductivity.
- the heat-sinterable metal particles (A) are copper particles, copper originally has extremely high electrical and thermal conductivity, so the sintered product of copper particles also has extremely high electrical and thermal conductivity.
- the heating temperature at this time may be a temperature at which the volatile dispersion medium (B) is volatilized and the heat-sinterable metal particles (A) can be sintered, and is usually 70 ° C. or higher, and more preferably 150 ° C. or higher. .
- the temperature must be 400 ° C. or less, more preferably 300 ° C. It is as follows.
- the volatile dispersion medium (B) is volatilized by heating, and the heat-sinterable metal particles (A) are sintered together.
- the metal members that were in contact such as a gold-plated substrate, silver substrate, silver-plated metal substrate, copper substrate, aluminum substrate, nickel-plated substrate, tin-plated metal substrate, etc. Since it adheres firmly to a substrate and firmly adheres to a metal part such as an electrode on an electrically insulating substrate, the bonding method of the present invention is an electronic component, an electronic device, an electrical component, and an electrical device having a metal substrate and a metal part. It is useful for joining such as.
- Such bonding includes bonding of chip parts such as capacitors and resistors and circuit boards, bonding of semiconductor chips such as diodes, memories, ICs, and CPUs to lead frames or circuit boards, and high-heat generation CPU chips and cooling plates.
- chip parts such as capacitors and resistors and circuit boards
- semiconductor chips such as diodes, memories, ICs, and CPUs to lead frames or circuit boards
- high-heat generation CPU chips and cooling plates are exemplified.
- the heat-sinterable metal particles coated with a non-amine water-repellent organic substance having an average particle size of more than 0.1 ⁇ m and 50 ⁇ m or less are reduced between a plurality of metal members. It is characterized by being heated and sintered in a reactive gas. Metal member, heat sinterable metal particles having an average particle size greater than 0.1 ⁇ m and less than 50 ⁇ m and coated with a non-amine water-repellent organic substance, reducing gas, and heat sintering Is as described above.
- the thickness of the heat-sintered metal layer interposed between the plurality of metal members is not particularly limited as long as the necessary bond strength is exhibited. Usually, it is 3 ⁇ m or more and 1000 ⁇ m or less.
- the metal member assembly of the present invention is a metal member which is easily oxidized and corroded or discolored, the average particle size is between 0.1 ⁇ m and 50 ⁇ m or less between the plurality of metal members. Since the heat-sinterable metal particles coated with the water-repellent organic material are heat-sintered in a reducing gas, the metal member is firmly bonded without being corroded or discolored.
- a metal member joined body As such a metal member joined body, a joined body of a chip component such as a capacitor or a resistor and a circuit board, a joined body of a semiconductor chip such as a diode, memory, IC, or CPU and a lead frame or a circuit board, a high heat generating body A joined body of a CPU chip and a cooling plate is exemplified.
- the volatile dispersion medium (B) is volatilized by heating, and the heat-sinterable metal particles (A) are sintered together.
- the volatile dispersion medium is volatilized and the metal particles are sintered together, Metal bumps can be manufactured on a semiconductor element or substrate.
- the silver chip or the copper substrate on which the copper chip is mounted is placed in a gas flow furnace at room temperature, air is replaced with a predetermined gas, and a temperature rising rate from room temperature is 1 ° C./minute while flowing a predetermined gas at a flow rate of 1 liter / min.
- the temperature was raised to 300 ° C. in seconds, held at 300 ° C. for 1 hour, then cooled to room temperature and joined.
- the test specimen for bonding strength measurement thus obtained was set on a test specimen fixture of an adhesive strength tester, and the side surface of the silver chip or copper chip was pressed with a pressing bar of the adhesive strength tester at a thickness rate of 23 mm / min.
- the adhesive strength (unit: N (kgf)) was determined by the load when the joint was sheared and pressed.
- the average value of the four bond strengths was defined as the bond strength.
- Example 1 Commercially available silver particles produced by a reduction method and coated on the surface with stearic acid (shape: granular, average particle size of primary particles: 1.1 ⁇ m, amount of stearic acid as non-amine water-repellent organic substance: 0.3
- 2- (2butoxyethoxy) ethane acetate manufactured by Wako Pure Chemical Industries, Ltd., reagent grade 1
- reagent grade 1 2- (2butoxyethoxy) ethane acetate
- a mixed gas having a hydrogen gas concentration of 10% by volume and a nitrogen gas concentration of 90% by volume is used to produce a specimen for hardness measurement and a specimen for bonding strength measurement in a gas flow furnace.
- These test specimens were measured and evaluated for hardness, bonding strength, and oxidation of the copper substrate, and the results are summarized in Table 1. From the above results, it was found that this joining method is useful for strongly sintering the silver particles in the paste-like silver particle composition and strongly joining the copper substrate and the silver chip without being oxidized.
- Example 2 Into a ball mill, silver particles (shape: granular, average primary particle size: 1.0 ⁇ m, uncoated with non-amine water-repellent organic substance) produced by a commercially available reduction method are added, and oleic acid is added. By operation, flaky silver particles whose surfaces are coated with oleic acid (average particle size of primary particles: 3.0 ⁇ m, oleic acid amount of non-amine water-repellent organic substance: 0.3% by weight) are prepared. did.
- a pasty silver particle composition was prepared under the same conditions as in Example 1 except that the flaky silver particles were used in place of the silver particles used in Example 1.
- a mixed gas having a hydrogen gas concentration of 10% by volume and a nitrogen gas concentration of 90% by volume is used to produce a specimen for hardness measurement and a specimen for bonding strength measurement in a gas flow furnace. did.
- These test specimens were measured and evaluated for hardness, bonding strength, and oxidation of the copper substrate, and the results are summarized in Table 1. From the above results, it was found that this joining method is useful for strongly sintering the silver particles in the paste-like silver particle composition and strongly joining the copper substrate and the silver chip without being oxidized.
- Example 3 In Example 1, as the reducing gas, instead of the mixed gas having a hydrogen gas concentration of 10% by volume and a nitrogen gas concentration of 90% by volume, the hydrogen gas concentration is 5% by volume and the nitrogen gas concentration is 95% by volume.
- a test specimen for hardness measurement and a test specimen for joint strength measurement were prepared under the same conditions as in Example 1 except that a mixed gas was used. Hardness, joint strength, and oxidation of the copper substrate Were measured and evaluated, and the results are summarized in Table 1. From the above results, it was found that this joining method is useful for strongly sintering the silver particles in the paste-like silver particle composition and strongly joining the copper substrate and the silver chip without being oxidized.
- Example 4 In Example 1, as a reducing gas, instead of a mixed gas having a hydrogen gas concentration of 10% by volume and a nitrogen gas concentration of 90% by volume, the hydrogen gas concentration is 20% by volume and the nitrogen gas concentration is 80% by volume.
- a test specimen for hardness measurement and a test specimen for bonding strength measurement were prepared under the same conditions as in Example 1 except that a mixed gas was used, and the hardness, bonding strength, and oxidation of the copper substrate were measured. Measurement and evaluation were performed, and the results are summarized in Table 1. From the above results, it was found that this joining method is useful for strongly sintering the silver particles in the paste-like silver particle composition and strongly joining the copper substrate and the silver chip without being oxidized.
- Example 5 instead of the stearic acid-coated silver particles used in Example 1, silver particles produced by the reduction method and coated on the surface with lauric acid (shape: granular, average particle diameter of primary particles: 1.1 ⁇ m, non-amine system) A paste-like silver particle composition was prepared under the same conditions as in Example 1 except that the water-repellent organic substance lauric acid amount: 0.2 wt% was used.
- a mixed gas having a hydrogen gas concentration of 10% by volume and a nitrogen gas concentration of 90% by volume is used to produce a specimen for hardness measurement and a specimen for bonding strength measurement in a gas flow furnace.
- These test specimens were measured and evaluated for hardness, bonding strength, and oxidation of the copper substrate, and the results are summarized in Table 1. From the above results, it was found that this joining method is useful for strongly sintering the silver particles in the paste-like silver particle composition and strongly joining the copper substrate and the silver chip without being oxidized.
- Example 6 Commercially available copper particles manufactured by the reduction method and coated with stearic acid on the surface (shape: granular, average particle size of primary particles: 1.1 ⁇ m, amount of stearic acid as non-amine water-repellent organic substance: 0.3
- shape granular, average particle size of primary particles: 1.1 ⁇ m
- amount of stearic acid as non-amine water-repellent organic substance 0.3
- 2- (2butoxyethoxy) ethane acetate manufactured by Wako Pure Chemical Industries, Ltd., reagent grade 1
- a paste-like copper particle composition was prepared.
- a mixed gas having a hydrogen gas concentration of 10% by volume and a nitrogen gas concentration of 90% by volume is used to produce a specimen for hardness measurement and a specimen for bonding strength measurement in a gas flow furnace.
- These test specimens were measured and evaluated for hardness, bonding strength, and oxidation of the copper substrate and the copper chip, and the results are shown in Table 1. From the above results, it has been found that this joining method is useful for strongly sintering the copper particles in the paste-like copper particle composition and strongly joining the copper substrate and the copper chip without being oxidized.
- Example 7 Copper particles (shape: granular, average particle size of primary particles: 1.0 ⁇ m, uncoated with non-amine water-repellent organic substance) produced by a commercially available reduction method are put into a ball mill, and oleic acid is added. By operating, flaky copper particles whose surface is coated with oleic acid (average particle size of primary particles: 3.0 ⁇ m, oleic acid amount of non-amine water-repellent organic substance: 0.3% by weight) are prepared. did.
- a paste-like copper particle composition was prepared under the same conditions as in Example 6 except that the flaky copper particles were used instead of the copper particles used in Example 6.
- a mixed gas having a hydrogen gas concentration of 10% by volume and a nitrogen gas concentration of 90% by volume is used to produce a specimen for hardness measurement and a specimen for bonding strength measurement in a gas flow furnace. did.
- These test specimens were measured and evaluated for hardness, bonding strength, and oxidation of the copper substrate and the copper chip, and the results are shown in Table 1. From the above results, it has been found that this joining method is useful for strongly sintering the copper particles in the paste-like copper particle composition and strongly joining the copper substrate and the copper chip without being oxidized.
- Example 8 Metal mask having openings of 1 mm in length, 1 mm in width, and 100 ⁇ m in thickness at both ends of a copper wiring circuit (width 1 mm, length 50 mm, thickness 30 ⁇ m) formed on an alumina plate having a thickness of 1.2 mm
- the paste-like silver particle composition of Example 1 was printed and applied in dots.
- This alumina plate was placed in a gas flow furnace at room temperature, and as a reducing gas, a mixed gas having a hydrogen gas concentration of 10% by volume and a nitrogen gas concentration of 90% by volume was used. The temperature was raised from room temperature to 300 ° C. at a heating rate of 1 ° C./second while flowing in minutes, held at 300 ° C.
- a bump for circuit connection was manufactured.
- the electric resistance between the electric circuit connecting bumps formed at both ends of the electric circuit was measured, it was less than 0.05 ⁇ , and the electric conductivity was sufficiently practical.
- Example 9 Metal mask having openings of 1 mm in length, 1 mm in width, and 100 ⁇ m in thickness at both ends of a copper wiring circuit (width 1 mm, length 50 mm, thickness 30 ⁇ m) formed on an alumina plate having a thickness of 1.2 mm
- the paste-like copper particle composition of Example 6 was printed and applied in dots.
- This alumina plate was placed in a gas flow furnace at room temperature, and as a reducing gas, a mixed gas having a hydrogen gas concentration of 10% by volume and a nitrogen gas concentration of 90% by volume was used. The temperature is raised from room temperature to 300 ° C. at a heating rate of 1 ° C./second while flowing in minutes, held at 300 ° C.
- a bump for circuit connection was manufactured.
- the electric resistance between the electric circuit connecting bumps formed at both ends of the electric circuit was measured, it was less than 0.1 ⁇ , and the electric conductivity was sufficiently practical.
- Example 1 In Example 1, instead of the reducing gas having a hydrogen gas concentration of 10% by volume and a nitrogen gas concentration of 90% by volume, nitrogen gas (the nitrogen gas concentration is 99.99% by volume or more) was used.
- nitrogen gas the nitrogen gas concentration is 99.99% by volume or more
- Example 2 In Example 1, instead of the reducing gas having a hydrogen gas concentration of 10% by volume and a nitrogen gas concentration of 90% by volume, compressed air (nitrogen gas concentration is 78.0% by volume) was used. Under the same conditions as in Example 1, a specimen for hardness measurement and a specimen for joint strength measurement were prepared, and the hardness, the joint strength, and the oxidation of the copper substrate were measured and evaluated. 2 collectively.
- Example 3 In Example 1, instead of the reducing gas having a hydrogen gas concentration of 10% by volume and a nitrogen gas concentration of 90% by volume, a prepared gas having a nitrogen gas concentration of 98% by volume and an oxygen gas concentration of 2% by volume. A test body for hardness measurement and a test body for bonding strength measurement were prepared under the same conditions as in Example 1 except that the hardness, bonding strength, and oxidation of the copper substrate were measured and evaluated. The results are summarized in Table 2.
- Example 4 Silver particles (shape: granular, average primary particle size: 1.0 ⁇ m, uncoated with water repellent organic matter) produced by a commercially available reduction method were introduced into a ball mill, and benzotriazole (Wako Pure Chemical Industries, Ltd.) The product is operated by adding an isopropyl alcohol solution (made by Reagent Grade 1), and dried to obtain flaky silver particles whose surface is coated with benzotriazole (average particle size of primary particles: 4.2 ⁇ m, hydrophilic organic substance) Benzotriazole amount: 0.5% by weight) was prepared.
- a pasty silver particle composition was prepared under the same conditions as in Example 1 except that the benzotriazole-coated silver particles were used in place of the stearic acid-coated silver particles used in Example 1.
- a mixed gas having a hydrogen gas concentration of 10% by volume and a nitrogen gas concentration of 90% by volume is used to produce a specimen for hardness measurement and a specimen for bonding strength measurement in a gas flow furnace. did. These test specimens were measured and evaluated for hardness, bonding strength, and oxidation of the copper substrate, and the results are summarized in Table 2.
- Example 5 In Example 1, instead of silver particles whose surface is coated with stearic acid, silver particles whose surface is not coated with a water-repellent organic material (shape: granular, average particle size of primary particles: 1.1 ⁇ m) are used. Except that, a paste-like silver particle composition was prepared under the same conditions. As a reducing gas, a mixed gas having a hydrogen gas concentration of 10% by volume and a nitrogen gas concentration of 90% by volume was used to produce a specimen for hardness measurement and a specimen for bonding strength measurement in a gas flow furnace. . These test specimens were measured and evaluated for hardness, bonding strength, and oxidation of the copper substrate, and the results are summarized in Table 2.
- Example 6 In Example 6, instead of the reducing gas having a hydrogen gas concentration of 10% by volume and a nitrogen gas concentration of 90% by volume, compressed air (nitrogen gas concentration is 78.0% by volume) was used. Under the same conditions as in Example 6, a specimen for hardness measurement and a specimen for joint strength measurement were prepared, and the hardness, the joint strength, and the oxidation of the copper substrate were measured and evaluated. 2 collectively.
- Example 7 In Example 6, instead of the reducing gas having a hydrogen gas concentration of 10% by volume and a nitrogen gas concentration of 90% by volume, nitrogen gas (the nitrogen gas concentration is 99.99% by volume or more) was used.
- nitrogen gas the nitrogen gas concentration is 99.99% by volume or more
- Example 7 instead of the reducing gas having a hydrogen gas concentration of 10% by volume and a nitrogen gas concentration of 90% by volume, compressed air (nitrogen gas concentration is 78.0% by volume) was used. Under the same conditions as in Example 7, a specimen for hardness measurement and a specimen for joint strength measurement were prepared, and the hardness, the joint strength, and the oxidation of the copper substrate were measured and evaluated. 2 collectively.
- the metal member joining method of the present invention can strongly join metal members that are easily oxidized and corroded or discolored without being plasma-treated without being oxidized, capacitors, resistors, This is useful for bonding chip components such as diodes, memories, and arithmetic elements (CPUs) to substrates, and for radiating heat dissipation members.
- the metal member assembly of the present invention is useful as an electronic component, an electronic device, an electrical component, an electrical device, or the like.
- the method for manufacturing a bump for connecting an electric circuit of the present invention is useful for efficiently manufacturing a metal bump on a semiconductor element or a substrate.
Landscapes
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Dispersion Chemistry (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Engineering & Computer Science (AREA)
- Composite Materials (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Powder Metallurgy (AREA)
Abstract
Cette invention porte sur un procédé pour réunir des éléments métalliques, caractérisé par le fait qu'il comprend l'interposition d'une composition de particules métalliques pâteuses, comprenant (A) des particules métalliques frittables à chaud ayant un diamètre de particule moyen de plus de 0,1 µm et pas supérieur à 50 µm et recouvertes d'un matériau organique hydrophobe de type non-amine, et (B) un milieu de dispersion volatil, entre une pluralité d'éléments métalliques, le chauffage de l'ensemble dans un gaz réducteur à une température de 70°C ou plus et de 400°C ou moins pour vaporiser le milieu de dispersion volatil et ainsi fritter les particules métalliques, ce par quoi la pluralité d'éléments métalliques sont réunis les uns aux autres. L'invention porte également sur un produit à éléments métalliques réunis produit à l'aide du procédé de réunion, et sur un procédé pour fabriquer une bosse pour connexion de circuit électrique.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010505047A JPWO2009122467A1 (ja) | 2008-04-04 | 2008-07-30 | 金属製部材の接合方法、金属製部材接合体、および、電気回路接続用バンプの製造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008-098693 | 2008-04-04 | ||
| JP2008098693 | 2008-04-04 | ||
| JP2008-133489 | 2008-05-21 | ||
| JP2008133489 | 2008-05-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009122467A1 true WO2009122467A1 (fr) | 2009-10-08 |
Family
ID=41134888
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2008/002045 Ceased WO2009122467A1 (fr) | 2008-04-04 | 2008-07-30 | Procédé pour réunir des éléments métalliques, produit à éléments métalliques réunis et procédé pour fabriquer une bosse pour connexion de circuit électrique |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2009122467A1 (fr) |
| WO (1) | WO2009122467A1 (fr) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011038128A (ja) * | 2009-08-06 | 2011-02-24 | Dowa Electronics Materials Co Ltd | 金属ナノ粒子分散液およびその製造方法、ならびに金属ナノ粒子凝集体およびその製造方法 |
| CN102249548A (zh) * | 2010-04-06 | 2011-11-23 | 富士胶片株式会社 | 包含扁平金属颗粒的组合物和热射线屏蔽材料 |
| WO2012053034A1 (fr) * | 2010-10-20 | 2012-04-26 | ニホンハンダ株式会社 | Procédé d'évaluation de la frittabilité à chaud de particules métalliques enduites de matière organique, procédé pour produire une pâte métallique frittable à chaud, et procédé de production d'un produit collé à des organes métalliques |
| WO2012052251A3 (fr) * | 2010-10-20 | 2012-11-01 | Robert Bosch Gmbh | Matériau de départ d'un assemblage par frittage et procédé de réalisation d'un assemblage par frittage |
| WO2012052252A3 (fr) * | 2010-10-20 | 2013-04-18 | Robert Bosch Gmbh | Matériau de départ d'un assemblage par frittage et procédé de réalisation d'un assemblage par frittage |
| JP2013247181A (ja) * | 2012-05-24 | 2013-12-09 | Ibaraki Univ | 金属ナノ粒子焼結体から成る機能性膜を形成する方法 |
| WO2014181372A1 (fr) * | 2013-05-08 | 2014-11-13 | 国立大学法人大阪大学 | Procede d'assemblage |
| EP2560197A4 (fr) * | 2010-03-19 | 2016-04-27 | Furukawa Electric Co Ltd | Élément de connexion conducteur et son procédé de fabrication |
| WO2019089728A1 (fr) * | 2017-11-01 | 2019-05-09 | E. I. Du Pont De Nemours And Company | Pâte conductrice pour soudure et procédé pour son utilisation dans la fabrication d'un dispositif électronique |
| WO2020204118A1 (fr) * | 2019-04-03 | 2020-10-08 | 東洋製罐グループホールディングス株式会社 | Poudre de particules fines de cuivre métallique et son procédé de fabrication |
| JP2020169387A (ja) * | 2019-04-03 | 2020-10-15 | 東洋製罐グループホールディングス株式会社 | 金属銅微粒子粉末及びその製造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000309805A (ja) * | 1999-04-21 | 2000-11-07 | Nippon Sanso Corp | 連続式焼結炉およびその運転方法 |
| JP2007302953A (ja) * | 2006-05-11 | 2007-11-22 | Toyota Motor Corp | 接合材料及び接合方法 |
-
2008
- 2008-07-30 WO PCT/JP2008/002045 patent/WO2009122467A1/fr not_active Ceased
- 2008-07-30 JP JP2010505047A patent/JPWO2009122467A1/ja not_active Withdrawn
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000309805A (ja) * | 1999-04-21 | 2000-11-07 | Nippon Sanso Corp | 連続式焼結炉およびその運転方法 |
| JP2007302953A (ja) * | 2006-05-11 | 2007-11-22 | Toyota Motor Corp | 接合材料及び接合方法 |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011038128A (ja) * | 2009-08-06 | 2011-02-24 | Dowa Electronics Materials Co Ltd | 金属ナノ粒子分散液およびその製造方法、ならびに金属ナノ粒子凝集体およびその製造方法 |
| EP2560197A4 (fr) * | 2010-03-19 | 2016-04-27 | Furukawa Electric Co Ltd | Élément de connexion conducteur et son procédé de fabrication |
| US10177079B2 (en) | 2010-03-19 | 2019-01-08 | Furukawa Electric Co., Ltd. | Conductive connecting member and manufacturing method of same |
| CN102249548A (zh) * | 2010-04-06 | 2011-11-23 | 富士胶片株式会社 | 包含扁平金属颗粒的组合物和热射线屏蔽材料 |
| EP2383057A3 (fr) * | 2010-04-06 | 2012-05-30 | Fujifilm Corporation | Composition contenant des particules métalliques plates et matériau de protection contre les rayons de chaleur |
| WO2012052251A3 (fr) * | 2010-10-20 | 2012-11-01 | Robert Bosch Gmbh | Matériau de départ d'un assemblage par frittage et procédé de réalisation d'un assemblage par frittage |
| WO2012052252A3 (fr) * | 2010-10-20 | 2013-04-18 | Robert Bosch Gmbh | Matériau de départ d'un assemblage par frittage et procédé de réalisation d'un assemblage par frittage |
| WO2012053034A1 (fr) * | 2010-10-20 | 2012-04-26 | ニホンハンダ株式会社 | Procédé d'évaluation de la frittabilité à chaud de particules métalliques enduites de matière organique, procédé pour produire une pâte métallique frittable à chaud, et procédé de production d'un produit collé à des organes métalliques |
| EP3695921A1 (fr) * | 2010-10-20 | 2020-08-19 | Robert Bosch GmbH | Matériau de départ d'une liaison par frittage et procédé de fabrication de la liaison par frittage |
| JP2013247181A (ja) * | 2012-05-24 | 2013-12-09 | Ibaraki Univ | 金属ナノ粒子焼結体から成る機能性膜を形成する方法 |
| WO2014181372A1 (fr) * | 2013-05-08 | 2014-11-13 | 国立大学法人大阪大学 | Procede d'assemblage |
| JPWO2014181372A1 (ja) * | 2013-05-08 | 2017-02-23 | 国立大学法人大阪大学 | 接合方法 |
| WO2019089728A1 (fr) * | 2017-11-01 | 2019-05-09 | E. I. Du Pont De Nemours And Company | Pâte conductrice pour soudure et procédé pour son utilisation dans la fabrication d'un dispositif électronique |
| JP2019087553A (ja) * | 2017-11-01 | 2019-06-06 | デュポンエレクトロニクスマテリアル株式会社 | 接合用の導電性ペーストおよびこれを用いた電子デバイスの製造方法 |
| JP7037332B2 (ja) | 2017-11-01 | 2022-03-16 | デュポンエレクトロニクスマテリアル株式会社 | 接合用の導電性ペーストを用いた電子デバイスの製造方法 |
| WO2020204118A1 (fr) * | 2019-04-03 | 2020-10-08 | 東洋製罐グループホールディングス株式会社 | Poudre de particules fines de cuivre métallique et son procédé de fabrication |
| JP2020169387A (ja) * | 2019-04-03 | 2020-10-15 | 東洋製罐グループホールディングス株式会社 | 金属銅微粒子粉末及びその製造方法 |
| JP7643837B2 (ja) | 2019-04-03 | 2025-03-11 | 東洋製罐グループホールディングス株式会社 | 金属銅微粒子粉末及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2009122467A1 (ja) | 2011-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2009122467A1 (fr) | Procédé pour réunir des éléments métalliques, produit à éléments métalliques réunis et procédé pour fabriquer une bosse pour connexion de circuit électrique | |
| JP4685145B2 (ja) | 金属製部材接合体の製造方法および金属製部材接合体 | |
| JP4870223B1 (ja) | ペースト状銀粒子組成物、金属製部材接合体の製造方法および金属製部材接合体 | |
| JP4795483B1 (ja) | 金属製部材接合体の製造方法および金属製部材接合体 | |
| JP4470193B2 (ja) | 加熱焼結性銀粒子の製造方法、固形状銀の製造方法、金属製部材の接合方法、プリント配線板の製造方法および電気回路接続用バンプの製造方法 | |
| JP4353380B2 (ja) | ペースト状銀粒子組成物、固形状銀の製造方法、固形状銀、接合方法およびプリント配線板の製造方法 | |
| JP4247801B2 (ja) | ペースト状金属粒子組成物および接合方法 | |
| JP5301385B2 (ja) | 金属製部材用接合剤、金属製部材接合体の製造方法、金属製部材接合体および電気回路接続用バンプの製造方法 | |
| JP4633857B1 (ja) | 有機物被覆金属粒子の加熱焼結性の評価方法、加熱焼結性金属ペーストの製造方法、および金属製部材接合体の製造方法 | |
| JP5425962B2 (ja) | 加熱焼結性銀粒子の製造方法、ペースト状銀粒子組成物、固形状銀の製造方法、金属製部材の接合方法、プリント配線板の製造方法および電気回路接続用バンプの製造方法 | |
| JP4247800B2 (ja) | 可塑性を有する焼結性金属粒子組成物、その製造方法、接合剤および接合方法 | |
| JP5011225B2 (ja) | 金属製部材用接合剤、金属製部材接合体の製造方法、金属製部材接合体、および電気回路接続用バンプの製造方法 | |
| JP2010053377A (ja) | 金属製部材の接合方法および金属製部材接合体の製造方法 | |
| JP4347381B2 (ja) | 金属系被着体接着用ペースト状銀組成物、その製造方法および金属系被着体の接着方法 | |
| JP6118489B2 (ja) | ペースト状金属粒子組成物、金属製部材接合体の製造方法および多孔質金属粒子焼結物の製造方法 | |
| JP2010248617A (ja) | 多孔質銀製シート、金属製部材接合体の製造方法、金属製部材接合体、電気回路接続用バンプの製造方法および電気回路接続用バンプ | |
| JP4362742B2 (ja) | ペースト状金属粒子組成物の固化方法、金属製部材の接合方法およびプリント配線板の製造方法 | |
| KR20160140804A (ko) | 금속 페이스트 및 구조 요소들을 접합하기 위한 그것의 이용방법 | |
| JP2012218020A (ja) | 接合方法 | |
| JP7025603B1 (ja) | 接合用組成物の製造方法 | |
| JP6624620B1 (ja) | ペースト状銀粒子組成物、金属製部材接合体の製造方法および金属製部材接合体 | |
| JP6556302B1 (ja) | ペースト状銀粒子組成物、金属製部材接合体の製造方法および多孔質の銀粒子焼結物と樹脂硬化物の複合物の製造方法 | |
| WO2012053034A1 (fr) | Procédé d'évaluation de la frittabilité à chaud de particules métalliques enduites de matière organique, procédé pour produire une pâte métallique frittable à chaud, et procédé de production d'un produit collé à des organes métalliques | |
| JP6944734B2 (ja) | 接合体および電子装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08790309 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2010505047 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 08790309 Country of ref document: EP Kind code of ref document: A1 |