WO2009133864A1 - 吸収性物品及び吸収性物品の製造方法 - Google Patents
吸収性物品及び吸収性物品の製造方法 Download PDFInfo
- Publication number
- WO2009133864A1 WO2009133864A1 PCT/JP2009/058307 JP2009058307W WO2009133864A1 WO 2009133864 A1 WO2009133864 A1 WO 2009133864A1 JP 2009058307 W JP2009058307 W JP 2009058307W WO 2009133864 A1 WO2009133864 A1 WO 2009133864A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- back sheet
- adhesive
- sheet
- absorbent article
- water
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15203—Properties of the article, e.g. stiffness or absorbency
- A61F13/15211—Properties of the article, e.g. stiffness or absorbency soluble or disintegratable in liquid
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/514—Backsheet, i.e. the impermeable cover or layer furthest from the skin
- A61F13/51401—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by the material
- A61F13/51405—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by the material treated or coated, e.g. with moisture repellent agent
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/514—Backsheet, i.e. the impermeable cover or layer furthest from the skin
- A61F13/51474—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by its structure
- A61F13/51484—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by its structure being inhomogeneous in the plane of the sheet, i.e. having zones of different properties or structures
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/514—Backsheet, i.e. the impermeable cover or layer furthest from the skin
- A61F13/51401—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by the material
- A61F2013/51409—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by the material being a film
- A61F2013/51433—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by the material being a film being biodegradable
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers of the pads
- A61F13/514—Backsheet, i.e. the impermeable cover or layer furthest from the skin
- A61F13/51456—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by its properties
- A61F2013/5147—Backsheet, i.e. the impermeable cover or layer furthest from the skin characterised by its properties the outer layer being adhesive itself
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
Definitions
- the present invention relates to an absorbent article comprising a front waistline member, a rear waistline member, and a crotch member connecting the front waistline member and the rear waistline member.
- absorbent articles such as panty liners and sanitary napkins
- those that are formed of a water-degradable (water-disintegrating) material and are dispersed in water when washed into a flush toilet for example, Patent Document 1.
- such an absorbent article includes a water-decomposable top sheet, a water-decomposable back sheet, and a water-decomposable absorber disposed between the top sheet and the back sheet.
- an adhesive is arranged on the outer surface of the back sheet that comes into contact with the underwear, and when the wearer attaches the absorbent article to the underwear, the adhesive adheres to the underwear, so that the absorbent article is attached to the underwear. Fixed.
- the water-decomposable back sheet is more adhesive than a non-water-degradable back sheet made of polyethylene or the like. Adhesive strength is low.
- this invention is made
- the manufacturing method of the absorbent article which suppresses that an adhesive peels from a back sheet, and an absorbent article The purpose is to provide.
- a first feature of the present invention is an absorbent article having a water-decomposable top sheet, a water-degradable back sheet, and a water-decomposable absorbent disposed between the top sheet and the back sheet.
- the back sheet an adhesive application region is formed, and the adhesive application region is provided so as to communicate from one surface of the back sheet to the other surface. To do.
- region of the said adhesive agent is provided so that it may be connected from the surface by the side of the said absorber of the said back surface sheet to the surface side surface contact
- the area of the adhesive application region on the surface on the absorber side may be equal to or larger than the area of the adhesive application region on the surface on the front surface side in contact with the underwear of the back sheet.
- 1st characteristic WHEREIN In the application area
- the second feature of the present invention is the production of an absorbent article having a water-decomposable top sheet, a water-degradable back sheet, and a water-decomposable absorbent disposed between the top sheet and the back sheet.
- the first adhesive is applied from the absorber side of the back sheet by the first roller, and the second roller is used.
- An application step of applying the second adhesive from the surface side that contacts the underwear of the back sheet, and a continuous body of the long surface sheet that is continuously transported and a continuous body of the long body that is continuously transported is to have a bonding and cutting step of cutting a predetermined length after bonding the body and the continuous body of the back sheet.
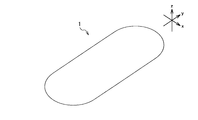
- FIG. 1 is a perspective view of the absorbent article 1 according to the first embodiment of the present invention as viewed from the side of a surface sheet (described later) that contacts the wearer's skin surface.
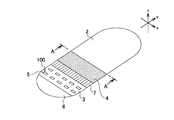
- FIG. 2 is a view for explaining the configuration of the absorbent article 1 of the present invention, and
- FIG. 3 is a cross-sectional view taken along the line AA ′ of the absorbent article 1 in FIG. In the present embodiment, as shown in FIGS.
- the width direction of the absorbent article 1 is shown as the X-axis direction
- the longitudinal direction of the absorbent article 1 is shown as the Y-axis direction
- the thickness of the absorbent article 1 is shown.
- the vertical direction is shown as the Z-axis direction.
- the planar direction of the absorbent article 1 indicates the X-axis direction and the Y-axis direction.
- the absorbent article 1 is a water-decomposable absorbent article applied to, for example, a panty liner or a sanitary napkin.
- a water-decomposable absorbent article is an absorbent article that is configured to disperse by the water flow or water pressure when it is poured into a flush toilet or the like.
- the absorbent article 1 includes a water-decomposable top sheet 2, a water-decomposable back sheet 3, and a water-decomposable sheet disposed between the top sheet 2 and the back sheet 3.
- the absorbent body 4 and waterproof paper 7 are provided.
- water-decomposable or water-soluble adhesives 10 a to 10 b are applied to the absorber 4 on the surface on the top sheet 2 side and the surface on the back sheet 3 side in the thickness direction. ing.
- the top sheet 2 is joined to the absorber 4 by an adhesive 10 a applied to the absorber 4
- the back sheet 3 is joined to the absorber 4 by an adhesive 10 b applied to the absorber 4. is doing.
- the top sheet 2 has liquid permeability.
- the material of the top sheet 2 is preferably hydrophilic and does not irritate the skin.
- the top sheet 2 may be a water-decomposable non-woven fabric alone, or may be a material mainly composed of cellulosic hydrophilic fibers in order to prevent breakage due to fiber loss.
- a fiber blend in which a hydrophilic fiber is mixed in a weight ratio of 80 to 100% and a small hydrophobic fiber is mixed in a weight ratio of 0 to 20% is 20 g / m 2 or more and 50 g / m 2 or less. After adjusting in the range, the fibers are entangled by hydroentanglement.
- a wet spunlace nonwoven fabric in which the fibers are dried to have a thickness adjusted to a range of 0.3 mm to 1.0 mm and a fiber length of 1 to 20 mm can be used as the top sheet 2.
- the top sheet 2 is composed of 30% unbeaten pulp, 20% extra fine divided fibers, rayon having a fineness of 1.1 dtex and a fiber length of 9 mm, and a wet weight adjusted to a basis weight of 40 g / m 2.
- a spunlace nonwoven fabric can be used.
- the absorber 4 is configured to hold the body fluid excreted from the wearer.
- a material of the absorbent body 4 a water-decomposable nonwoven fabric that holds body fluid, hydrolyzed air-laid pulp, or water-degrading paper is used.
- hydrolyzed air-laid pulp in which pulp is mixed at 80%, hydrolyzable binder is mixed at 20%, and the basis weight is adjusted to 70 g / m 2 can be used as the absorbent body 4.
- the back sheet 3 is a sheet arranged on the underwear side in the absorbent article 1.
- a water-decomposable nonwoven fabric or a water-degrading paper containing water-dispersible fibers is used as a material for the back sheet 3.
- the following water-decomposable non-woven fabric and water-degrading paper can be mentioned.
- Water-decomposable non-woven fabric entangled with water-dispersible fibers having a relatively short fiber length by water jet treatment (2) Water-dispersible fibers such as pulp and rayon are used as raw materials, and fibers are formed with a water-soluble binder. After bonding each other, hydrolyzed paper (3) formed into a sheet shape as a raw material, hydrolyzed paper (4) formed into a sheet shape by hydrogen bonding between pulp fibers, and entangled with water dispersible fibers into a sheet shape
- the formed water disintegration paper may be coated with a biodegradable resin such as polylactic acid or polyvinyl alcohol on the underwear contact surface of the back sheet 3 so as to make the liquid difficult to bleed.
- the fibers are entangled by hydroentanglement.
- a wet spunlace in which the fibers are dried to adjust the thickness to a range of 0.1 to 1.0 mm and the fiber length to a range of 1 to 20 mm can be used as the back sheet 3.
- a wet spunlace nonwoven fabric composed of rayon with 30% beating pulp, 20% unbeaten pulp, a fineness of 1.1 dtex and a fiber length of 7 mm, and having a basis weight adjusted to 40 g / m 2 is used as a back sheet. 3 can be used.
- the back sheet 3 is provided with an adhesive 5 in order to fix the absorbent article 1 to the underwear of the wearer. Details of the configuration of the adhesive 5 will be described later.
- the waterproof paper 7 is disposed between the absorber 4 and the back sheet 3.
- the waterproof paper 7 is arrange
- the absorbent body 4 is composed of hydrolyzed air-laid pulp having a basis weight of 40 g / m 2
- the back sheet 3 is composed of 30% beaten pulp, 20% unbeaten pulp, a fineness of 1.1 dtex, and a fiber length of 7 mm.
- the absorbent article 1 When a wet spunlace nonwoven fabric that has not been subjected to a water repellent treatment adjusted to 40 g / m 2 is used, the absorbent article 1 is surface-treated with a paraffinic water repellent because of its low leakage resistance. A hydrolyzed nonwoven fabric having a basis weight of 40 g / m 2 may be added.
- the waterproof paper 7 may not be disposed on the absorbent article 1.
- release paper 6 that protects the adhesive force of the adhesive 5 is disposed in the absorbent article 1 according to the present embodiment.
- the release paper 6 is peeled off when the absorbent article 1 is used.
- an application region 100 of the adhesive 5 is formed on the back sheet 3 in order to fix the absorbent article 1 to the wearer's underwear.
- the application region 100 of the adhesive 5 is provided so as to communicate from one surface of the back sheet 3 to the other surface.
- the application region 100 of the adhesive 5 is applied to the underwear of the back sheet 3 from the surface (one surface) 31 on the absorber 4 side of the back sheet 3 in the thickness direction. It is provided so as to communicate with the surface 32 (the other surface) on the surface side in contact therewith. That is, the application region 100 of the adhesive 5 is formed across the surface 31 on the absorber 4 side of the back sheet 3, the inside of the back sheet 3, and the surface 32 on the side in contact with the underwear of the back sheet 3. Yes.
- the application region 100 of the adhesive 5 includes the material (for example, non-woven fiber) of the back sheet 3 and the adhesive 5. Specifically, the application region 100 of the adhesive 5 is formed by infiltrating the adhesive 5 into the gaps (between fibers) of the material (for example, nonwoven fabric fibers) of the back sheet 3.
- the adhesive 5 is applied to the back sheet 3 with a low viscosity, and is cured while penetrating between the fibers of the back sheet 3.
- the application region 100 of the adhesive 5 can physically fix the fibers of the back sheet 3, the interlayer strength (strength between fibers) of the back sheet 3 can be increased.
- the amount of the adhesive 5 is preferably in the range of application areas 100 one per 10g / m 2 ⁇ 250g / m 2 of adhesive 5, specifically, of 50g / m 2 ⁇ 150g / m 2 A range is preferred.
- the amount of the adhesive per application area 100 of the adhesive 5 is 50 g / m 2 or less, most of the adhesive 5 penetrates into the back sheet 3. Therefore, the application amount of the adhesive 5 remaining on the surface of the back sheet 3 on the underwear contact side is decreased, and the adhesion to the underwear tends to be low, which is not preferable.
- it is 150 g / m 2 or more, the adhesive 5 that has not penetrated into the back sheet 3 will remain excessively on the surface of the back sheet 3. Therefore, the adhesive force between the adhesive 5 and the underwear is increased, and the adhesive 5 may be broken, which is not preferable.
- Examples of the material of the adhesive 5 include styrene-ethylene / butadiene-styrene block copolymer (SEBS), styrene-butadiene-styrene block copolymer (SBS), and styrene-isoprene-styrene block copolymer (SIS).
- SEBS styrene-ethylene / butadiene-styrene block copolymer
- SBS styrene-butadiene-styrene block copolymer
- SIS styrene-isoprene-styrene block copolymer
- a pressure sensitive adhesive mainly composed of synthetic rubber or a heat sensitive adhesive mainly composed of synthetic rubber such as EVA is used.
- a biodegradable adhesive or a water-soluble adhesive may be used.
- the back sheet 3 can be dispersed from the portion where the application region 100 of the adhesive 5 is not formed.
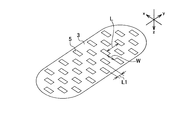
- the application region 100 of the adhesive 5 is intermittently provided in the plane direction on the surface 32 that contacts the underwear of the back sheet 3. Specifically, as shown in FIG. 4, the application region 100 of the adhesive 5 is intermittently applied at intervals L with respect to the longitudinal direction of the back sheet 3 and at intervals W with respect to the width direction of the back sheet 3. ing.
- the application region 100 of the adhesive 5 is scattered all over the surface 32 that contacts the underwear of the back sheet 3.
- region 100 of the adhesive agent 5 is apply
- the interval between the application regions 100 of the adhesive 5 is longer than the maximum fiber length in the back sheet 3.
- the interval L ⁇ b> 1 between the adjacent application regions 100 is formed to be longer than the length of the nonwoven fabric fiber that is the material of the back sheet 3. ing. According to this configuration, when the back sheet 3 is dispersed in water, the adhesives 5 can be prevented from being connected by the fibers.
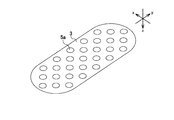
- the shape of the application region 100 of the adhesive 5 may be rectangular as shown in FIG. 4 or circular as shown in the example of FIG. Furthermore, the shape of the application area 100 of the adhesive 5 may be an ellipse, a gourd, a square, a rectangle, a bowl, or the like. Further, the dimension in the planar direction of the application region 100 of the adhesive 5 may be a square with a side length of 1 to 10 mm, a circle with a diameter of 1 to 10 mm, or the like.
- Examples of a method for intermittently applying the application region 100 of the adhesive 5 to the back sheet 3 include a slot coating method, a spray coating method, a porous coating method, a roll coater method, and a gravure method.
- a method for intermittently applying the application region 100 of the adhesive 5 to the back sheet 3 include a slot coating method, a spray coating method, a porous coating method, a roll coater method, and a gravure method.
- region 100 of the adhesive agent 5 is from the surface 31 by the side of the absorber 4 of the back surface sheet 3 to the surface 32 of the side contact
- the adhesive 5 and the back sheet 3 are more strongly bonded, and the adhesive 5 is not easily detached from the back sheet 3.
- the absorbent article 1 according to the present invention, it is possible to prevent the adhesive 5 from peeling from the back sheet 3 when the absorbent article 1 is peeled off from the underwear.
- the back sheet 3 is formed of a plurality of layers of nonwoven fabric
- the wearer removes the absorbent article 1 from the underwear, that is, when a force in the peeling direction is applied, the interlayer strength of the back sheet 3 is weak. Then, the nonwoven fabric of the back sheet 3 peels off in layers (interlaminar separation), and a part of the nonwoven fabric and the adhesive 5 remain on the underwear.
- the adhesive 5 inside the back sheet 3 can fix the fibers of the back sheet 3 and increase the interlayer strength of the back sheet 3. It can suppress that a part of and adhesive 5 remain in underwear.
- the adhesive agent 5 when the application
- the interval between the application regions 100 of the adhesive 5 is longer than the maximum fiber length in the back sheet 3 in the planar direction of the back sheet 3.
- the fibers between the application regions 100 of the adhesive 5 are easily dispersed by physical impact such as water pressure. Further, it is not always necessary to use a water-soluble or biodegradable material that is easily affected by quality depending on conditions such as temperature and humidity as the material of the back sheet 3.
- the application region 100 of the adhesive 5 communicates from the surface 31 on the absorber 4 side of the back sheet 3 to the surface 32 on the surface side that contacts the underwear of the back sheet 3.
- the application region 100 is provided on the surface 31 on the absorber 4 side of the back sheet 3.
- region 100 of the adhesive agent 5 in the surface 31 at the side of the absorber 4 of the back surface sheet 3 is adhesion
- the adhesive force for bonding the back sheet 3 and the absorbent body 4 can be made larger than the adhesive force for bonding the back sheet 3 and the underwear.
- the absorbent article 1 when the absorbent article 1 is peeled from the underwear, it is possible to more reliably suppress the adhesive 5 from being peeled off from the back sheet 3 and remaining in the underwear. Furthermore, when the absorbent article 1 is peeled from the underwear, the back sheet 3 and the absorbent body 4 are peeled off and the back sheet 3 can be suppressed from remaining on the underwear.
- FIG. 6 is a cross-sectional view of the absorbent article 11 according to the second embodiment.
- the absorbent article 11 according to the present embodiment is configured in the same manner as the absorbent article according to the first embodiment, except for the configuration of the application region 100 of the adhesive 5 formed on the back sheet 3.
- the application region 100 of the adhesive 5 communicates with the back sheet 3 by the application region 100a of the first adhesive 5a and the application region 100b of the second adhesive 5b. It is formed as follows.
- the first adhesive 5 a is applied from the absorbent body 4 side of the back sheet 3 and the second adhesive 5 b is in contact with the underwear of the back sheet 3 in the application region 100 of the adhesive 5. It has been applied.
- the application area 100a of the first adhesive 5a is an area where the first adhesive 5a is applied from the surface 31 on the absorber 4 side of the back sheet 3, and the application area 100b of the second adhesive 5b is the second adhesive.
- the agent 5b is applied from the surface 32 on the side in contact with the underwear of the back sheet 3.
- the first adhesive 5 a and the second adhesive 5 b are applied at substantially the same position in the planar direction of the back sheet 3.
- the application region 100 of the adhesive 5 is formed by joining the application region 100a of the first adhesive 5a and the application region 100b of the second adhesive 5b in the thickness direction.
- the first adhesive 5 a is applied from the surface 31 on the absorber 4 side of the back sheet 3
- the second adhesive 5 b is applied from the surface 32 side that contacts the underwear of the back sheet 3.
- an application region 100 of the adhesive 5 in a more permeated state is formed inside the back sheet 3.
- the absorbent article 11 it is possible to suppress the adhesive 5 from peeling from the back sheet 3 when the absorbent article 11 is peeled off from the underwear.
- the adhesive 5 can also be used as an assembly adhesive for joining the back sheet 3 and the absorber 4.
- the area of the application region 100a of the first adhesive 5a on the surface 31 on the absorber 4 side of the back sheet 3 is equal to the application region 100b of the second adhesive 5b on the surface 32 on the side of the back sheet 3 that contacts the underwear. You may form so that it may become an area or more.
- the adhesive 5 can be more reliably suppressed from being peeled off from the back sheet 3 and remaining in the underwear. Furthermore, when the absorbent article 11 is peeled from the underwear, the back sheet 3 and the absorbent body 4 are peeled off, and the back sheet 3 can be suppressed from remaining on the underwear.
- the absorbent article 11 (refer FIG. 6) which comprises the absorber 4 interposed in can be manufactured.
- FIG. 7 although the case where the machine conveyance direction MD of the absorbent article 11 and the width direction of the absorbent article 11 are parallel will be described as an example, such a direction is limited to this. is not.
- step S ⁇ b> 1 coating process
- the absorbent body line 40 the surface on the surface sheet 2 side and the absorbent body 4 with respect to the continuous body of the elongated absorbent body 4 that is continuously conveyed.
- the water-decomposable or water-soluble adhesives 10a to 10b are applied to the surface on the back sheet 3 side.
- the first adhesive 5a is applied from the absorber 4 side of the back sheet 3 by the first roller R1 in a predetermined application region in the continuous body of the long back sheet 3 continuously conveyed.
- the 2nd adhesive agent 5b is apply
- the first adhesive 5 a is placed at the same position in the planar direction on the surface 31 on the absorber 4 side of the back surface sheet 3 and the surface 32 on the side in contact with the underwear of the back surface sheet 3.
- the second adhesive 5b are applied.
- the adhesives 5a to 5b applied to the respective surfaces permeate from both sides of the back sheet 3 into the inside, and the adhesives 5a to 5b are joined to each other inside the back sheet 3. Therefore, since the adhesives 5a to 5b communicate with the back sheet 3, the interlayer strength of the back sheet 3 is increased, and the adhesives 5a to 5b themselves are not easily detached from the back sheet 3.
- the predetermined application region is a region where the first adhesive 5a and the second adhesive 5b are intermittently applied in the planar direction.
- the predetermined application areas are a plurality of application areas 100a to 100b of the adhesives 5a to 5b applied at intervals L in the longitudinal direction of the absorbent article 11 and applied at intervals W in the width direction.
- the interval between the adjacent application regions 100a to 100b is applied so as to be longer than the maximum fiber length of the material (for example, non-woven fabric) of the back sheet 3.
- the shape of the application areas 100a to 100b of the adhesives 5a to 5b may be a square shape or a circular shape.
- the adhesives 5a to 5b are applied to the back sheet 3 by a direct coating method. Specifically, the adhesives 5a to 5b are in direct contact with the surface 31 on the absorber 4 side and the surface 32 on the underwear side of the back sheet 3 from the nozzles of the first roller R1 and the second roller R2. It is applied by the direct coating method. That is, the distance from the nozzle of the first roller R1 and the nozzle of the second roller R2 to the surface 31 on the absorber 4 side and the surface 32 on the underwear side of the back sheet 3 is zero.
- the adhesives 5a to 5b are applied to the absorber 31 side surface 31 and the underwear side surface 32 of the back sheet 3 while the viscosity is low, and the adhesives 5a to 5b are applied to the back sheet 3. Penetrate inside.
- region 100a of the 1st adhesive agent 5a in the surface 31 by the side of the absorber 4 of the back surface sheet 3 is the 2nd adhesive agent in the surface 32 of the side contact
- step S2 the top sheet line 20 that transports the long top sheet 2, the absorbent line 40 that transports the long absorbent body 4, and the long waterproof paper 7 are transported.
- the waterproof paper line 70, the back sheet line 30 that transports the long back sheet 3, and the release paper line 60 that transports the long release paper 6 join together.
- the continuous body of paper 6 is bonded.
- the continuous body of each sheet is stacked and bonded by an embossing roller or thermocompression bonding using ultrasonic waves, and the continuous body of the long absorbent article 11 is formed.
- the waterproof paper 7 and the back sheet 3 are bonded by an adhesive 5 a formed on the back sheet 3. That is, since the application area
- step S3 cutting step
- the continuous body of absorbent articles 11 bonded in step S2 is cut into a predetermined length.
- the absorbent article 11 is formed by cutting a continuous body of the absorbent article 11 at intervals of a predetermined length along a direction intersecting the MD direction (CD direction). Note that the interval of the predetermined length is the dimension in the width direction of the absorbent article 11.
- the adhesives 5a to 5b can be prevented from peeling from the back sheet 3 when the absorbent article 11 is peeled off from the underwear. Furthermore, according to the absorbent article 11 which concerns on this embodiment, it can suppress that the back surface sheet 3 delaminates.
- the adhesive 5a to 5b is prevented from peeling from the back sheet 3.
- a manufacturing method can be provided.
- the first adhesive 5a is applied from the surface 31 on the absorber 4 side of the back sheet 3 by the first roller R1 in the continuous body of the back sheet 3.
- the first adhesive 5 a applied from the surface 31 on the absorbent body 4 side can be used as an adhesive for bonding the back sheet 3 and the absorbent body 4.
- the panty liner has been described as an example of the absorbent article.
- the present invention is not limited to the panty liner, and the absorbent article for women such as sanitary napkins and incontinence pads. It is also applicable to diapers.
- the absorbent article and the method for manufacturing an absorbent article according to the present invention can suppress the peeling of the adhesive from the back sheet when the absorbent article is peeled from the undergarment.
- Useful in absorbent articles such as napkins.
Landscapes
- Health & Medical Sciences (AREA)
- Vascular Medicine (AREA)
- Epidemiology (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Dermatology (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
Description
図1乃至図3を参照して、本発明の第1実施形態に係る吸収性物品について説明する。図1は、本発明の第1実施形態に係る吸収性物品1を、着用者の肌表面に当接する表面シート(後述)側から見た斜視図である。図2は、本発明の吸収性物品1の構成を説明するための図であり、図3は、図2における吸収性物品1のA-A´線断面図である。なお、本実施形態では、図1乃至3に示すように、吸収性物品1の幅方向をX軸方向として示し、吸収性物品1の長手方向をY軸方向として示し、吸収性物品1の厚さ方向をZ軸方向として示す。更に、吸収性物品1の平面方向は、X軸方向及びY軸方向を示す。
(2)パルプやレーヨンなどの水分散性繊維を素材として用い、水溶性のバインダーによって繊維同士を結合した後、シート状に形成した水解紙
(3)パルプを素材として用い、パルプ繊維同士の水素結合でシート状に形成した水解紙
(4)水分散性繊維を交絡させてシート状に形成した水解紙
また、裏面シート3の肌着当接面には、ポリ乳酸やポリビニルアルコールなどの生分解性樹脂を塗布して、液体が滲みにくくなるように撥水処理をしてもよい。
本発明の変形例について、上述した第1実施形態との相違点に着目して説明する。
図6を参照して、本発明の第2実施形態に係る吸収性物品について説明する。以下、本発明の第2実施形態に係る吸収性物品について、本発明の第1実施形態に係る吸収性物品との相違点に着目して説明する。図6は、第2実施形態に係る吸収性物品11の断面図である。
図7を参照して、本発明の第2の実施形態に係る吸収性物品11の製造方法について説明する。
第2実施形態に係る吸収性物品11では、接着剤5の塗布領域100において、裏面シート3の両面から、接着剤5a乃至5bを塗布するので、裏面シート3の内部に接着剤5a乃至5bをより確実に浸透させて、塗布領域100a乃至100bを形成する。したがって、接着剤5が、裏面シート3の繊維同士を固定するので、裏面シート3の層間強度を高くすることができる。
上述の実施形態では、吸収性物品としてパンティライナーを例に挙げて説明してきたが、本発明は、パンティライナーに限定されることはなく、生理用ナプキンや失禁バッド等の女性用の吸収性物品や、オムツにも適用可能である。
Claims (5)
- 水解性の表面シートと、水解性の裏面シートと、該表面シート及び該裏面シートの間に配置されている水解性の吸収体とを有する吸収性物品であって、
前記裏面シートにおいて、接着剤の塗布領域が形成されており、
前記接着剤の塗布領域は、前記裏面シートの一方の面から他方の面に連通するように設けられていることを特徴とする吸収性物品。 - 前記接着剤の塗布領域は、前記裏面シートの平面方向に間欠的に設けられており、
前記接着剤の塗布領域間の間隔は、前記裏面シートにおける最大繊維長よりも長いことを特徴とする請求項1に記載の吸収性物品。 - 前記接着剤の塗布領域は、前記裏面シートの前記吸収体側の面から前記裏面シートの肌着に当接する表面側の面に連通するように設けられており、
前記裏面シートの前記吸収体側の前記面における前記接着剤の塗布領域の面積が、前記裏面シートの肌着に当接する表面側の前記面における前記接着剤の塗布領域の面積以上であることを特徴とする請求項1に記載の吸収性物品。 - 前記接着剤の塗布領域において、第1接着剤が前記裏面シートの前記吸収体側から塗布され、第2接着剤が前記裏面シートの肌着に当接する表面側から塗布されていることを特徴とする請求項1に記載の吸収性物品。
- 水解性の表面シートと、水解性の裏面シートと、該表面シート及び該裏面シートの間に配置されている水解性の吸収体とを有する吸収性物品の製造方法であって、
連続搬送される長尺状の前記裏面シートの連続体における所定の塗布領域において、第1ローラによって前記裏面シートの前記吸収体側から第1接着剤を塗布し、第2ローラによって前記裏面シートの肌着に当接する表面側から第2接着剤を塗布する塗布工程と、
連続搬送される長尺状の前記表面シートの連続体と連続搬送される長尺状の前記吸収体の連続体と前記裏面シートの連続体とを接着した後に、所定長に切断する接着及び切断工程とを有することを特徴とする吸収性物品の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AU2009240979A AU2009240979A1 (en) | 2008-04-30 | 2009-04-27 | Absorptive article and method of manufacturing absorptive article |
| CN2009801156781A CN102014839A (zh) | 2008-04-30 | 2009-04-27 | 吸收性物品以及吸收性物品的制造方法 |
| EP09738801.1A EP2272477A4 (en) | 2008-04-30 | 2009-04-27 | ABSORBENT OBJECT AND METHOD FOR MANUFACTURING THE SAME |
| US12/990,282 US8791317B2 (en) | 2008-04-30 | 2009-04-27 | Absorbent article and method of manufacturing absorbent article |
| NZ589494A NZ589494A (en) | 2008-04-30 | 2009-04-27 | Water disintegrable absorbant article with adhesive region extending through backing sheet and method of manufacture. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008-119415 | 2008-04-30 | ||
| JP2008119415A JP5290615B2 (ja) | 2008-04-30 | 2008-04-30 | 吸収性物品及び吸収性物品の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009133864A1 true WO2009133864A1 (ja) | 2009-11-05 |
Family
ID=41255080
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/058307 Ceased WO2009133864A1 (ja) | 2008-04-30 | 2009-04-27 | 吸収性物品及び吸収性物品の製造方法 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US8791317B2 (ja) |
| EP (1) | EP2272477A4 (ja) |
| JP (1) | JP5290615B2 (ja) |
| KR (1) | KR20110008281A (ja) |
| CN (1) | CN102014839A (ja) |
| AR (1) | AR071228A1 (ja) |
| AU (1) | AU2009240979A1 (ja) |
| CL (1) | CL2009001043A1 (ja) |
| NZ (1) | NZ589494A (ja) |
| TW (1) | TW201002280A (ja) |
| WO (1) | WO2009133864A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140315034A1 (en) * | 2010-06-15 | 2014-10-23 | Asahi Kasei Chemicals Corporation | Absorbent Sheet and Method for Producing the Same |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5693118B2 (ja) | 2010-09-29 | 2015-04-01 | ユニ・チャーム株式会社 | 吸収性物品、及び当該吸収性物品の製造方法 |
| EP2726045B1 (en) * | 2011-06-28 | 2016-03-23 | Sca Hygiene Products AB | Absorbent article having intake structure |
| JP5896639B2 (ja) * | 2011-07-29 | 2016-03-30 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP6091135B2 (ja) * | 2012-09-28 | 2017-03-08 | ユニ・チャーム株式会社 | 水解性吸収性物品 |
| JP6026840B2 (ja) * | 2012-10-08 | 2016-11-16 | 株式会社サンツール | 体液吸収製品製造ラインにおけるデザインコート塗布システムおよび塗布方法。 |
| US9394637B2 (en) | 2012-12-13 | 2016-07-19 | Jacob Holm & Sons Ag | Method for production of a hydroentangled airlaid web and products obtained therefrom |
| WO2019189926A1 (ja) * | 2018-03-30 | 2019-10-03 | 株式会社高橋型精 | 使い捨て排泄物処理具 |
| JP7499647B2 (ja) * | 2020-08-26 | 2024-06-14 | 大王製紙株式会社 | 吸収性物品 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001145669A (ja) | 1999-11-19 | 2001-05-29 | Uni Charm Corp | 水解性の吸収性物品 |
| JP2005118533A (ja) * | 2003-09-26 | 2005-05-12 | Daio Paper Corp | 吸収性物品 |
| JP2008119415A (ja) | 2006-11-16 | 2008-05-29 | General Packer Co Ltd | 綿棒包装体 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3702610A (en) * | 1971-04-29 | 1972-11-14 | Kimberly Clark Co | Flushable web containing flushability indicator, and absorbent pads wrapped therewith |
| JPH0541527U (ja) * | 1991-11-07 | 1993-06-08 | 花王株式会社 | 生理用ナプキン |
| US5300358A (en) * | 1992-11-24 | 1994-04-05 | E. I. Du Pont De Nemours And Co. | Degradable absorbant structures |
| JP2002078733A (ja) * | 2000-06-28 | 2002-03-19 | Uni Charm Corp | 吸収性物品 |
| JP4502479B2 (ja) * | 2000-08-11 | 2010-07-14 | 花王株式会社 | 個装吸収性物品 |
| JP4197221B2 (ja) * | 2000-11-07 | 2008-12-17 | 花王株式会社 | 吸収性物品 |
| EP1448143B1 (en) * | 2001-11-29 | 2008-09-03 | Tredegar Film Products Corporation | Highly breathable water resistant composite |
| JP4212953B2 (ja) | 2003-05-23 | 2009-01-21 | ユニ・チャーム株式会社 | 水解性の吸収性物品 |
| US7432412B2 (en) * | 2004-12-28 | 2008-10-07 | Kao Corporation | Absorbent article |
| WO2006071159A1 (en) * | 2004-12-30 | 2006-07-06 | Sca Hygiene Products Ab | Absorbent article comprising a uv-curing adhesive and method for its production |
| US8502011B2 (en) * | 2008-06-24 | 2013-08-06 | Unicharm Corporation | Absorbent article and method of manufacturing the absorbent article |
-
2008
- 2008-04-30 JP JP2008119415A patent/JP5290615B2/ja not_active Expired - Fee Related
-
2009
- 2009-04-27 EP EP09738801.1A patent/EP2272477A4/en not_active Withdrawn
- 2009-04-27 AU AU2009240979A patent/AU2009240979A1/en not_active Abandoned
- 2009-04-27 US US12/990,282 patent/US8791317B2/en not_active Expired - Fee Related
- 2009-04-27 NZ NZ589494A patent/NZ589494A/en unknown
- 2009-04-27 WO PCT/JP2009/058307 patent/WO2009133864A1/ja not_active Ceased
- 2009-04-27 KR KR1020107026402A patent/KR20110008281A/ko not_active Withdrawn
- 2009-04-27 CN CN2009801156781A patent/CN102014839A/zh active Pending
- 2009-04-29 AR ARP090101525A patent/AR071228A1/es unknown
- 2009-04-30 CL CL2009001043A patent/CL2009001043A1/es unknown
- 2009-04-30 TW TW098114425A patent/TW201002280A/zh unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001145669A (ja) | 1999-11-19 | 2001-05-29 | Uni Charm Corp | 水解性の吸収性物品 |
| JP2005118533A (ja) * | 2003-09-26 | 2005-05-12 | Daio Paper Corp | 吸収性物品 |
| JP2008119415A (ja) | 2006-11-16 | 2008-05-29 | General Packer Co Ltd | 綿棒包装体 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2272477A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140315034A1 (en) * | 2010-06-15 | 2014-10-23 | Asahi Kasei Chemicals Corporation | Absorbent Sheet and Method for Producing the Same |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20110008281A (ko) | 2011-01-26 |
| TW201002280A (en) | 2010-01-16 |
| JP5290615B2 (ja) | 2013-09-18 |
| AR071228A1 (es) | 2010-06-02 |
| US8791317B2 (en) | 2014-07-29 |
| AU2009240979A1 (en) | 2009-11-05 |
| CL2009001043A1 (es) | 2010-10-01 |
| EP2272477A1 (en) | 2011-01-12 |
| JP2009268537A (ja) | 2009-11-19 |
| EP2272477A4 (en) | 2014-04-02 |
| CN102014839A (zh) | 2011-04-13 |
| NZ589494A (en) | 2012-06-29 |
| US20110144607A1 (en) | 2011-06-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5290615B2 (ja) | 吸収性物品及び吸収性物品の製造方法 | |
| JP7344145B2 (ja) | 吸収性物品 | |
| KR100787069B1 (ko) | 흡수성 물품 | |
| KR100822628B1 (ko) | 수해성 흡수성 물품 | |
| JP6080246B2 (ja) | 吸収性物品 | |
| JP5896639B2 (ja) | 吸収性物品 | |
| WO2014073376A1 (ja) | 吸収性物品 | |
| JP3748022B2 (ja) | 水解性の吸収性物品およびその製造方法 | |
| KR101166593B1 (ko) | 음순간 패드 | |
| JP4212953B2 (ja) | 水解性の吸収性物品 | |
| US20050177121A1 (en) | Surface side sheet and interlabial pad | |
| JP5140729B2 (ja) | 吸収性物品及び吸収性物品の製造方法 | |
| WO2010143620A1 (ja) | 吸収性物品 | |
| JP3883347B2 (ja) | 吸収性物品 | |
| JP2002263137A (ja) | 吸収性物品 | |
| JP5791332B2 (ja) | 吸収性物品および吸収性物品の製造方法 | |
| JP5080049B2 (ja) | シート部材、吸収性物品、陰唇間パッドおよびシート部材の製造方法 | |
| JP4566108B2 (ja) | 吸収性物品 | |
| JP2021194256A (ja) | 後処理テープ | |
| JP2001314444A (ja) | 吸収性物品 | |
| CN119499047A (zh) | 一种吸收芯体及其制备方法和应用 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980115678.1 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09738801 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 4219/KOLNP/2010 Country of ref document: IN Ref document number: 2009738801 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009240979 Country of ref document: AU Ref document number: 589494 Country of ref document: NZ |
|
| ENP | Entry into the national phase |
Ref document number: 20107026402 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2009240979 Country of ref document: AU Date of ref document: 20090427 Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12990282 Country of ref document: US |
|
| ENPW | Started to enter national phase and was withdrawn or failed for other reasons |
Ref document number: PI0907693 Country of ref document: BR Free format text: PEDIDO CONSIDERADO RETIRADO EM RELACAO AO BRASIL POR NAO ATENDER O ART. 9.2 DO ATO NORMATIVO 128 DE 05/03/97. |