WO2009145135A1 - グリース封入軸受 - Google Patents
グリース封入軸受 Download PDFInfo
- Publication number
- WO2009145135A1 WO2009145135A1 PCT/JP2009/059512 JP2009059512W WO2009145135A1 WO 2009145135 A1 WO2009145135 A1 WO 2009145135A1 JP 2009059512 W JP2009059512 W JP 2009059512W WO 2009145135 A1 WO2009145135 A1 WO 2009145135A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- bearing
- grease
- temperature
- tempering
- test
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/62—Selection of substances
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M161/00—Lubricating compositions characterised by the additive being a mixture of a macromolecular compound and a non-macromolecular compound, each of these compounds being essential
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M169/00—Lubricating compositions characterised by containing as components a mixture of at least two types of ingredient selected from base-materials, thickeners or additives, covered by the preceding groups, each of these compounds being essential
- C10M169/06—Mixtures of thickeners and additives
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
- C21D1/32—Soft annealing, e.g. spheroidising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/40—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for rings; for bearing races
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/64—Special methods of manufacture
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/66—Special parts or details in view of lubrication
- F16C33/6603—Special parts or details in view of lubrication with grease as lubricant
- F16C33/6633—Grease properties or compositions, e.g. rheological properties
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2217/00—Organic macromolecular compounds containing nitrogen as ingredients in lubricant compositions
- C10M2217/04—Macromolecular compounds from nitrogen-containing monomers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- C10M2217/045—Polyureas; Polyurethanes
- C10M2217/0456—Polyureas; Polyurethanes used as thickening agents
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2227/00—Organic non-macromolecular compounds containing atoms of elements not provided for in groups C10M2203/00, C10M2207/00, C10M2211/00, C10M2215/00, C10M2219/00 or C10M2223/00 as ingredients in lubricant compositions
- C10M2227/06—Organic compounds derived from inorganic acids or metal salts
- C10M2227/066—Organic compounds derived from inorganic acids or metal salts derived from Mo or W
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2030/00—Specified physical or chemical properties which is improved by the additive characterising the lubricating composition, e.g. multifunctional additives
- C10N2030/12—Inhibition of corrosion, e.g. anti-rust agents or anti-corrosives
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/02—Bearings
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/14—Electric or magnetic purposes
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2050/00—Form in which the lubricant is applied to the material being lubricated
- C10N2050/10—Form in which the lubricant is applied to the material being lubricated semi-solid; greasy
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C19/00—Bearings with rolling contact, for exclusively rotary movement
- F16C19/02—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows
- F16C19/04—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for radial load mainly
- F16C19/06—Bearings with rolling contact, for exclusively rotary movement with bearing balls essentially of the same size in one or more circular rows for radial load mainly with a single row or balls
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2204/00—Metallic materials; Alloys
- F16C2204/60—Ferrous alloys, e.g. steel alloys
- F16C2204/66—High carbon steel, i.e. carbon content above 0.8 wt%, e.g. through-hardenable steel
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2380/00—Electrical apparatus
- F16C2380/26—Dynamo-electric machines or combinations therewith, e.g. electro-motors and generators
Definitions
- the present invention relates to a grease-enclosed bearing in which grease is enclosed inside the bearing of a rolling bearing.
- At least the fixed-side raceway is made of 1.5 to 6% Cr steel, and the surface is inactivated by the Cr oxide film formed on the raceway surface.
- rolling bearings used in automotive electrical accessories are steels that generate moisture from water entering from the outside, such as muddy water and rainwater, and water generated by condensation due to temperature differences due to changes in ambient temperature, operation, and shutdown.
- an iron oxide chromium oxide film is formed on the raceway surface to prevent hydrogen from entering the steel (see, for example, Patent Document 3).
- the iron oxide chromium oxide film was formed on the raceway surface by reheating the tempered member in air.
- JP 2005-112902 A Japanese Patent Laid-Open No. 5-26244 Japanese Patent Publication No. 2000-11235
- the grease-filled bearing described in Patent Document 2 has a problem that the manufacturing cost is high because it is necessary to use a high Cr special material for the race. Moreover, since the thing described in patent document 3 needs to perform an extra reheating process in order to form an oxide film, manufacturing cost becomes high.
- an object of the present invention is to prevent early separation of the raceway surface due to hydrogen embrittlement by an inexpensive means.
- the present invention provides a grease-filled bearing in which grease is sealed inside a bearing of a rolling bearing in which rolling elements are arranged between the inner ring and the outer ring, and at least one of the bearing rings is
- a high carbon chrome bearing steel SUJ2 was used as a raw material, and a high temperature tempering treatment was performed at a tempering temperature of 260 ° C. or higher, and a molybdate and an organic acid salt were added as additives to the grease.
- At least one of the races is tempered by using high-carbon chromium bearing steel SUJ2 as a raw material at a high tempering temperature of 260 ° C. or higher, and adding molybdate and organic acid as additives to grease.
- the temperature was raised a little, so that it was possible to prevent the early separation of the raceway surface due to hydrogen embrittlement by an inexpensive means that specified the composition of the grease.
- the mechanism by which brittle exfoliation due to hydrogen embrittlement is suppressed by high-temperature tempering treatment at 260 ° C or higher is not clear, the amount of retained austenite in the metal structure is reduced by high-temperature tempering treatment.
- the fixed-side raceway of the raceways may be subjected to high temperature tempering treatment at a tempering temperature of 260 [deg.] C. or higher using high carbon chromium bearing steel SUJ2.
- Each of the grease-filled bearings described above is suitable for the rolling bearing that supports the rotating part of the automotive electrical accessory.
- At least one of the races is tempered at a high tempering temperature of 260 ° C. or higher using high carbon chromium bearing steel SUJ2 as a raw material, and molybdate and organic acid are added to the grease as additives. Since it is added, early separation of the raceway surface due to hydrogen embrittlement can be prevented by an inexpensive means.
- the grease-filled bearing 1 is a deep groove ball bearing in which a plurality of balls 4 as rolling elements are held by a cage 5 and arranged between raceway surfaces 2 a and 3 a of an inner ring 2 and an outer ring 3.
- the grease A is sealed inside the bearing sealed by the seal member 6.
- the grease A is obtained by adding molybdate and an organic acid salt as additives to a urea-based grease based on a synthetic hydrocarbon oil.
- molybdate and an organic acid salt as additives to a urea-based grease based on a synthetic hydrocarbon oil.
- 0.01 to 5% by mass of molybdate and 5 to 70% by mass of molybdate are added.
- FIG. 2 shows an alternator as an automotive electrical accessory using the grease-filled bearing 1.
- This alternator is composed of a stator 12 fixed to a housing 11 and a rotor 15 having a rotor shaft 14 to which a pulley 13 for transmitting the rotational force of the engine is attached to the front side, and is attached to the rear side of the rotor shaft 14.
- the generated current is taken out from the slip ring 16 by the brush 17, the front side and the rear side of the rotor shaft 14 are supported by the grease-filled bearing 1, and the outer ring 3 is fixed to the housing 11. It is a fixed side raceway.
- the inner ring, outer ring and ball described above were quenched at 850 ° C. using high carbon chromium bearing steel SUJ2 as a raw material, and the inner ring and outer ring were subjected to high temperature tempering treatment at a tempering temperature of 260 ° C.
- a deep groove ball bearing was prepared as a grease-filled bearing in which molybdate and organic acid salt were added to a urea-based grease based on.
- the inner ring, the outer ring, and the ball were all hardened at 850 ° C. using high carbon chromium bearing steel SUJ2 as a raw material, and subjected to a normal tempering treatment at a tempering temperature of 180 ° C.
- the brittle peel test was conducted using the deep groove ball bearings of the above examples and comparative examples as test bearings 22.
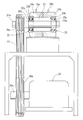
- the rotating shaft 21 is supported by separate housings 24 a and 24 b that are insulated from each other by the test bearing 22 and the dummy bearing 23, and is extended from the mounting portion of the test bearing 22.
- Pulleys 26a and 26b are respectively attached to an output shaft 25a of a motor 25 arranged in parallel with the rotary shaft 21, and an endless belt 27 is stretched between the pulleys 26a and 26b.
- the shaft 21 is driven by a belt, and a radial load is applied to the test bearing 22 by the tension of the endless belt 27 via the extension 21 a of the rotating shaft 21.
- the rotary shaft 21 and the housings 24a and 24b are made of a conductor, and contact terminals 28a and 28b connected to the positive and negative power supplies (not shown) are attached to the housings 24a and 24b, respectively.
- contact terminals 28a, 28b By connecting these contact terminals 28a, 28b to a power source, the outer ring 22b, the ball 22c, the inner ring 22a, the rotating shaft 21, the inner ring 23a, the ball 23c, and the outer ring 23b of the dummy bearing 23 are removed from the housing 24a.
- a current flows through the housing 24b in order. Therefore, by forcibly generating hydrogen from the grease sealed in the test bearing 22 by electrolysis, brittle peeling due to hydrogen embrittlement can be reproduced in a short time.
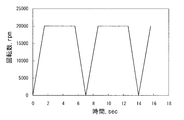
- FIG. 4 shows an acceleration / deceleration cycle of the rotating shaft 21 in a brittle peel test using the bearing test apparatus.
- the other test conditions were as follows, and the bearing life due to the occurrence of brittle peeling was evaluated by the change in the driving torque of the rotating shaft 21. Note that the number of samples in the example and the comparative example were both 3.
- the grease-filled bearing is a deep groove ball bearing
- both the inner ring and the outer ring are made of high carbon chrome bearing steel SUJ2 and subjected to high temperature tempering treatment at a tempering temperature of 260 ° C. Only high temperature tempering treatment may be performed at a tempering temperature of 260 ° C.
- the grease-enclosed bearing according to the present invention is not limited to the deep groove ball bearing, but can be employed for an angular ball bearing, a roller bearing, a tapered roller bearing, and the like.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Manufacturing & Machinery (AREA)
- Rolling Contact Bearings (AREA)
- Lubricants (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
安価な手段で水素脆化による軌道面の早期剥離を防止できるようにする。内輪2と外輪3を、高炭素クロム軸受鋼SUJ2を素材として、260℃以上の焼戻し温度で高温焼戻し処理し、グリースAにモリブデン酸塩と有機酸塩を添加することにより、焼戻し温度を少し高くして、グリースAの組成を特定する程度の安価な手段で、水素脆化による軌道面2a、3aの早期剥離を防止できるようにした。
Description
本発明は、転がり軸受の軸受内部にグリースを封入したグリース封入軸受に関する。
オルタネータや電磁クラッチ等の自動車用電装補機の回転部を支持するグリース封入軸受では、軌道輪の軌道面に白色組織変化を伴った特異な剥離現象が早期に生じることがある。この剥離現象は、通常の金属疲労に起因する剥離現象と異なり、比較的表面層の浅いところで生じ、荷重の作用する位置が変化しない固定側軌道輪に発生することが多い。
この表面層での特異な剥離現象の原因については、加減速を繰り返すサイクルで再現試験が行われ、試験後の軌道輪を水素分析した結果、固定側軌道輪で水素量が増加していることが確認され、鋼の水素脆化によるものと考えられている(例えば、非特許文献1参照)。すなわち、転動体とのすべりによって軌道面に発生する新生面を触媒として、軸受内部に封入されたグリースが分解し、このグリースの分解で発生する水素が鋼中に侵入して、水素脆化を引き起こすものと考えられている。また、自動車用電装補機に使用されるグリース封入軸受は、軸受に流れる微弱電流によって、グリースの分解が促進されることも考えられる。
このようなグリースの分解に起因する水素脆化による軌道面の早期剥離を防止する手段としては、グリースにモリブデン酸塩と有機酸塩を添加剤として添加し、新生面でモリブデン酸塩を分解、反応させて、軌道面に酸化鉄とモリブデン化合物被膜を生成し、グリースの分解による水素の発生を抑制する方法が提案されている(例えば、特許文献1参照)。
また、少なくとも固定側軌道輪を1.5~6%Cr鋼で形成し、軌道面に形成されるCrの酸化皮膜によって表面を不活性化し、グリースの分解を抑制するとともに、グリースが分解して水素が発生しても、その鋼中への侵入を防止するようにしたものもある(例えば、特許文献2参照)。
さらに、自動車用電装補機に使用される転がり軸受は、泥水や雨水等の外部から浸入する水分や、外気温の変化や運転、停止による温度差に起因する結露による水分から発生する水素が鋼中に侵入する恐れもあることから、軌道面に酸化鉄クロム系の酸化皮膜を形成し、水素の鋼中への侵入を防止するようにしたものもある(例えば、特許文献3参照)。特許文献3に記載されたものでは、焼戻し処理した部材を空気中で再加熱処理することにより、軌道面に酸化鉄クロム系の酸化皮膜を形成している。
玉田、田中「外輪回転による脆性剥離の再現実験」(社)日本トライボロジー学会トライボロジー会議予稿集、1994年10月、p.749-752
特許文献2に記載されたグリース封入軸受は、軌道輪に高Crの特殊材料を用いる必要があるので、製造コストが高くなる問題がある。また、特許文献3に記載されたものも、酸化皮膜を形成するために余分な再加熱処理をする必要があるので、製造コストが高くなる。
そこで、本発明の課題は、安価な手段で水素脆化による軌道面の早期剥離を防止できるようにすることである。
上記の課題を解決するために、本発明は、内輪と外輪の軌道輪間に転動体が配列された転がり軸受の軸受内部にグリースを封入したグリース封入軸受において、前記軌道輪の少なくとも一方を、高炭素クロム軸受鋼SUJ2を素材として、260℃以上の焼戻し温度で高温焼戻し処理し、前記グリースにモリブデン酸塩と有機酸塩を添加剤として添加した構成を採用した。
すなわち、軌道輪の少なくとも一方を、高炭素クロム軸受鋼SUJ2を素材として、260℃以上の焼戻し温度で高温焼戻し処理し、グリースにモリブデン酸塩と有機酸塩を添加剤として添加することにより、焼戻し温度を少し高くして、グリースの組成を特定する程度の安価な手段で水素脆化による軌道面の早期剥離を防止できるようにした。260℃以上の高温焼戻し処理によって水素脆化による脆性剥離が抑制されるメカニズムは明らかではないが、高温焼戻し処理すると金属組織中の残留オーステナイト量が少なくなることから、体心立方構造で格子間の隙間が多いオーステナイトの減少によって、鋼中への水素の侵入が抑制されると考えられる。また、グリースにモリブデン酸塩と有機酸塩を添加剤として添加することにより、軌道面に酸化鉄とモリブデン化合物被膜を生成し、グリースの分解による水素の発生を抑制することができる。
前記軌道輪のうちの固定側軌道輪を、高炭素クロム軸受鋼SUJ2を素材として、260℃以上の焼戻し温度で高温焼戻し処理するとよい。
前記転がり軸受は玉軸受とすることができる。
上述した各グリース封入軸受は、前記転がり軸受が自動車用電装補機の回転部を支持するものに好適である。
本発明のグリース封入軸受は、軌道輪の少なくとも一方を、高炭素クロム軸受鋼SUJ2を素材として、260℃以上の焼戻し温度で高温焼戻し処理し、グリースにモリブデン酸塩と有機酸塩を添加剤として添加したので、安価な手段で水素脆化による軌道面の早期剥離を防止することができる。
以下、図面に基づき、この発明の実施形態を説明する。このグリース封入軸受1は、図1に示すように、内輪2と外輪3の軌道面2a、3a間に転動体としての複数のボール4が保持器5に保持されて配列された深溝玉軸受であり、シール部材6でシールされた軸受内部にグリースAが封入されている。
前記内輪2、外輪3および各ボール4は、高炭素クロム軸受鋼SUJ2を素材として、焼入れ焼戻し処理されている。これらの焼入れ温度はいずれも850℃とされ、軌道輪としての内輪2および外輪3は、260℃の焼戻し温度で高温焼戻し処理を施されている。なお、ボール4は180℃の焼戻し温度で通常の焼戻し処理を施されている。
前記グリースAは、合成炭化水素油を基油とするウレア系グリースに、モリブデン酸塩と有機酸塩を添加剤として添加したものである。この実施形態では、モリブデン酸塩を全体の0.01~5質量%、有機酸塩をモリブデン酸塩の5~70質量%添加している。
図2は、前記グリース封入軸受1を使用した自動車用電装補機としてのオルタネータを示す。このオルタネータは、ハウジング11に固定されたステータ12と、エンジンの回転力を伝達するプーリ13がフロント側に取り付けられたロータ軸14を有するロータ15とから成り、ロータ軸14のリヤ側に取り付けられたスリップリング16から、発電された電流がブラシ17で取り出されるようになっており、ロータ軸14のフロント側とリヤ側が、それぞれグリース封入軸受1で支持され、その外輪3がハウジング11に固定された固定側軌道輪とされている。
実施例として、上述した内輪、外輪およびボールを高炭素クロム軸受鋼SUJ2を素材として850℃で焼入れし、内輪と外輪を260℃の焼戻し温度で高温焼戻し処理して、軸受内部に合成炭化水素油を基油とするウレア系グリースにモリブデン酸塩と有機酸塩を添加したグリース封入軸受としての深溝玉軸受を用意した。比較例として、実施例のものと同様に、内輪、外輪およびボールを、いずれも高炭素クロム軸受鋼SUJ2を素材として850℃で焼入れし、180℃の焼戻し温度で通常の焼戻し処理を行い、軸受内部に合成炭化水素油を基油とする通常のウレア系グリースを封入した深溝玉軸受も用意した。なお、実施例と比較例の深溝玉軸受の寸法は、いずれも外径47mm、内径17mm、幅14mmとした。
図3に示す軸受試験装置を用いて、上記実施例と比較例の深溝玉軸受を試験軸受22とし、脆性剥離試験を行った。この軸受試験装置は、回転軸21が試験軸受22とダミー軸受23とで互いに絶縁された別々のハウジング24a、24bに支持され、試験軸受22の取り付け部から延長された回転軸21の延長部21aと、回転軸21と平行に配設されたモータ25の出力軸25aとに、それぞれプーリ26a、26bが取り付けられて、これらのプーリ26a、26b間に無端ベルト27が張り渡されており、回転軸21がベルト駆動されるとともに、回転軸21の延長部21aを介して、無端ベルト27の張力で試験軸受22にラジアル荷重が負荷されるようになっている。
また、前記回転軸21と各ハウジング24a、24bは導電体で形成され、各ハウジング24a、24bには、それぞれ電源(図示省略)のプラスとマイナスに接続される接点端子28a、28bが取り付けられており、これらの接点端子28a、28bを電源に接続することにより、ハウジング24aから試験軸受22の外輪22b、ボール22c、内輪22a、回転軸21、ダミー軸受23の内輪23a、ボール23c、外輪23bを順に介してハウジング24bへ電流が流れるようになっている。したがって、試験軸受22に封入されたグリースから電気分解によって強制的に水素を発生させることにより、水素脆化に起因する脆性剥離を短時間で再現することができる。
図4は、上記軸受試験装置を用いた脆性剥離試験における回転軸21の加減速サイクルを示す。その他の試験条件は、以下の通りであり、回転軸21の駆動トルクの変化で、脆性剥離の発生による軸受寿命を評価した。なお、実施例と比較例のサンプル数は、いずれも3とした。
・プーリ荷重:1617N
・通電条件:電流1.0A
・プーリ荷重:1617N
・通電条件:電流1.0A

表1に、上記脆性剥離試験の結果を示す。比較例の試験軸受の平均軸受寿命が67時間であったのに対して、実施例の試験軸受の平均軸受寿命はいずれも100時間を超え、比較例のものの約2倍となっている。また、実施例と比較例の試験軸受を試験後に分解して目視観察した結果、いずれも固定側軌道輪である外輪の軌道面に脆性剥離が発生していることが確認された。以上の試験結果より、軌道輪を260℃以上で高温焼戻し処理し、グリースにモリブデン酸塩と有機酸塩を添加した実施例のグリース封入軸受は、脆性剥離に起因する軸受寿命を大幅に延長できることが確認された。
上述した実施形態では、グリース封入軸受を深溝玉軸受とし、内輪と外輪の両方を、高炭素クロム軸受鋼SUJ2を素材として、260℃の焼戻し温度で高温焼戻し処理を施したが、固定側軌道輪のみを260℃の焼戻し温度で高温焼戻し処理してもよい。また、本発明に係るグリース封入軸受は、深溝玉軸受に限定されることなく、アンギュラ玉軸受やころ軸受、円錐ころ軸受等にも採用することができる。
A グリース
1 グリース封入軸受
2 内輪
3 外輪
2a、3a 軌道面
4 ボール
5 保持器
6 シール部材
11 ハウジング
12 ステータ
13 プーリ
14 ロータ軸
15 ロータ
16 スリップリング
17 ブラシ
21 回転軸
21a 延長部
22 試験軸受
23 ダミー軸受
22a、23a 内輪
22b、23b 外輪
22c、23c ボール
24a、24b ハウジング
25 モータ
25a 出力軸
26a、26b プーリ
27 無端ベルト
28a、28b 接点端子
1 グリース封入軸受
2 内輪
3 外輪
2a、3a 軌道面
4 ボール
5 保持器
6 シール部材
11 ハウジング
12 ステータ
13 プーリ
14 ロータ軸
15 ロータ
16 スリップリング
17 ブラシ
21 回転軸
21a 延長部
22 試験軸受
23 ダミー軸受
22a、23a 内輪
22b、23b 外輪
22c、23c ボール
24a、24b ハウジング
25 モータ
25a 出力軸
26a、26b プーリ
27 無端ベルト
28a、28b 接点端子
Claims (4)
- 内輪と外輪の軌道輪間に転動体が配列された転がり軸受の軸受内部にグリースを封入したグリース封入軸受において、前記軌道輪の少なくとも一方を、高炭素クロム軸受鋼SUJ2を素材として、260℃以上の焼戻し温度で高温焼戻し処理し、前記グリースにモリブデン酸塩と有機酸塩を添加剤として添加したことを特徴とするグリース封入軸受。
- 前記軌道輪のうちの固定側軌道輪を、高炭素クロム軸受鋼SUJ2を素材として、260℃以上の焼戻し温度で高温焼戻し処理した請求項1に記載のグリース封入軸受。
- 前記転がり軸受が玉軸受である請求項1または2に記載のグリース封入軸受。
- 前記転がり軸受が自動車用電装補機の回転部を支持するものである請求項1乃至3のいずれかに記載のグリース封入軸受。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN200980118922XA CN102046993A (zh) | 2008-05-28 | 2009-05-25 | 润滑脂密封轴承 |
| US12/993,850 US20110194795A1 (en) | 2008-05-28 | 2009-05-25 | Grease-sealed bearing |
| EP09754643A EP2299132A4 (en) | 2008-05-28 | 2009-05-25 | SEALED BEARING WITH GREASE |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008-139516 | 2008-05-28 | ||
| JP2008139516A JP2009287636A (ja) | 2008-05-28 | 2008-05-28 | グリース封入軸受 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009145135A1 true WO2009145135A1 (ja) | 2009-12-03 |
Family
ID=41377010
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/059512 Ceased WO2009145135A1 (ja) | 2008-05-28 | 2009-05-25 | グリース封入軸受 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20110194795A1 (ja) |
| EP (1) | EP2299132A4 (ja) |
| JP (1) | JP2009287636A (ja) |
| CN (1) | CN102046993A (ja) |
| WO (1) | WO2009145135A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012107676A (ja) * | 2010-11-16 | 2012-06-07 | Ntn Corp | 転がり軸受および転がり軸受の製造方法 |
| JP2012107675A (ja) * | 2010-11-16 | 2012-06-07 | Ntn Corp | 転がり軸受および転がり軸受の製造方法 |
| EP2642145A4 (en) * | 2010-11-16 | 2015-10-21 | Ntn Toyo Bearing Co Ltd | BALL BEARING, AND METHOD FOR PRODUCING BALL BEARING |
| FR2994235B1 (fr) * | 2012-08-06 | 2015-01-16 | Skf Ab | Dispositif de roulement, en particulier pour une colonne de direction |
| DE102017106341A1 (de) * | 2016-05-24 | 2017-11-30 | Schaeffler Technologies AG & Co. KG | Wälzlager mit einer Beschichtung und CVT-Getriebe |
| JP7668087B2 (ja) * | 2019-10-03 | 2025-04-24 | Ntn株式会社 | 転がり軸受の水素脆性剥離評価試験方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0526244A (ja) | 1991-07-25 | 1993-02-02 | Ntn Corp | グリース封入軸受 |
| JP2000011235A (ja) | 1998-06-24 | 2000-01-14 | Toyo Commun Equip Co Ltd | 還流式紙葉類収納庫 |
| JP2003074562A (ja) * | 2001-08-31 | 2003-03-12 | Nsk Ltd | 転がり軸受 |
| JP2004176156A (ja) * | 2002-11-28 | 2004-06-24 | Nsk Ltd | 転がり軸受 |
| JP2005112902A (ja) | 2003-10-03 | 2005-04-28 | Ntn Corp | グリース組成物および該グリース封入軸受 |
| JP2005308163A (ja) * | 2004-04-23 | 2005-11-04 | Ntn Corp | 自動車電装・補機用転がり軸受 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3238031B2 (ja) * | 1995-01-18 | 2001-12-10 | 新日本製鐵株式会社 | 高寿命浸炭軸受鋼 |
| US6620262B1 (en) * | 1997-12-26 | 2003-09-16 | Nsk Ltd. | Method of manufacturing inner and outer races of deep groove ball bearing in continuous annealing furnace |
| DE19981506B4 (de) * | 1998-08-25 | 2006-05-24 | Nsk Ltd. | Oberflächenbehandeltes Wälzlager und Verfahren zu seiner Herstellung |
| JP2000337389A (ja) * | 1999-03-19 | 2000-12-05 | Nsk Ltd | 転がり軸受 |
| US8188016B2 (en) * | 2003-07-08 | 2012-05-29 | Ntn Corporation | Lubricant composition and bearing using same |
| US7435308B2 (en) * | 2005-05-27 | 2008-10-14 | Nsk Ltd. | Rolling bearing |
| US8088230B2 (en) * | 2006-05-19 | 2012-01-03 | Nsk Ltd. | Rolling apparatus |
-
2008
- 2008-05-28 JP JP2008139516A patent/JP2009287636A/ja active Pending
-
2009
- 2009-05-25 WO PCT/JP2009/059512 patent/WO2009145135A1/ja not_active Ceased
- 2009-05-25 US US12/993,850 patent/US20110194795A1/en not_active Abandoned
- 2009-05-25 EP EP09754643A patent/EP2299132A4/en not_active Withdrawn
- 2009-05-25 CN CN200980118922XA patent/CN102046993A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0526244A (ja) | 1991-07-25 | 1993-02-02 | Ntn Corp | グリース封入軸受 |
| JP2000011235A (ja) | 1998-06-24 | 2000-01-14 | Toyo Commun Equip Co Ltd | 還流式紙葉類収納庫 |
| JP2003074562A (ja) * | 2001-08-31 | 2003-03-12 | Nsk Ltd | 転がり軸受 |
| JP2004176156A (ja) * | 2002-11-28 | 2004-06-24 | Nsk Ltd | 転がり軸受 |
| JP2005112902A (ja) | 2003-10-03 | 2005-04-28 | Ntn Corp | グリース組成物および該グリース封入軸受 |
| JP2005308163A (ja) * | 2004-04-23 | 2005-11-04 | Ntn Corp | 自動車電装・補機用転がり軸受 |
Non-Patent Citations (2)
| Title |
|---|
| See also references of EP2299132A4 * |
| TAMADA; TANAKA: "Reproducing experiment of embrittlement peeling when the outer race is rotated", JAPAN TRIPOLOGY ACADEMIC SOCIETY'S TRIPOLOGY MEETING PRELIMINARY REPORT, October 1994 (1994-10-01), pages 749 - 752 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009287636A (ja) | 2009-12-10 |
| EP2299132A4 (en) | 2013-03-06 |
| CN102046993A (zh) | 2011-05-04 |
| US20110194795A1 (en) | 2011-08-11 |
| EP2299132A1 (en) | 2011-03-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2009145135A1 (ja) | グリース封入軸受 | |
| JP3487288B2 (ja) | 表面処理した転がり軸受及びその製造方法 | |
| CN102741572B (zh) | 滚动轴承 | |
| JP2000337389A (ja) | 転がり軸受 | |
| EP2642145A1 (en) | Rolling element bearing, and method for producing rolling element bearing | |
| JP2012107675A (ja) | 転がり軸受および転がり軸受の製造方法 | |
| WO2015034044A1 (ja) | 転動部品 | |
| JP5538877B2 (ja) | 転がり軸受 | |
| JP6294618B2 (ja) | ハブベアリング | |
| JP6368271B2 (ja) | 転がり軸受の製造方法 | |
| JP2009108893A (ja) | 玉軸受 | |
| JP2010002032A (ja) | トランスミッション用転がり軸受 | |
| JPH0526244A (ja) | グリース封入軸受 | |
| JP2008008419A (ja) | 自動車電装・補機用転がり軸受 | |
| JPH03173747A (ja) | グリース封入軸受 | |
| JP3071696B2 (ja) | グリース封入軸受 | |
| JP2012177479A (ja) | 玉軸受 | |
| JP2002242942A (ja) | 転がり軸受 | |
| JP2012107676A (ja) | 転がり軸受および転がり軸受の製造方法 | |
| JP2000213549A (ja) | 自動車用補機の回転部材支持装置 | |
| WO2011040267A1 (ja) | 転がり軸受 | |
| JP2899900B2 (ja) | グリース封入軸受 | |
| JP6294617B2 (ja) | 自動車電装・補機用転がり軸受 | |
| JP2005069273A (ja) | 転がり軸受 | |
| WO2019044665A1 (ja) | 転動部品、転がり軸受、自動車電装補機用転がり軸受及び増減速機用転がり軸受 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980118922.X Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09754643 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12993850 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009754643 Country of ref document: EP |