WO2009145595A2 - Procédé pour réparer un moule pour pneumatique reposant sur l'utilisation d'un processus de projection à froid - Google Patents
Procédé pour réparer un moule pour pneumatique reposant sur l'utilisation d'un processus de projection à froid Download PDFInfo
- Publication number
- WO2009145595A2 WO2009145595A2 PCT/KR2009/002887 KR2009002887W WO2009145595A2 WO 2009145595 A2 WO2009145595 A2 WO 2009145595A2 KR 2009002887 W KR2009002887 W KR 2009002887W WO 2009145595 A2 WO2009145595 A2 WO 2009145595A2
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- aluminum alloy
- tire mold
- alloy layer
- weight percent
- present
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/70—Maintenance
- B29C33/74—Repairing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/0061—Accessories, details or auxiliary operations not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0662—Accessories, details or auxiliary operations
- B29D2030/0663—Mould maintenance, e.g. cleaning, washing, repairing
Definitions
- the present invention relates to a method of repairing a tire mold using a low temperature spray method, and more particularly, to aluminum alloy powder laminated on a worn tire mold by a low temperature spray method, so that the deformation of the base material is less, and the aluminum alloy has a relatively thin and improved hardness.
- the present invention relates to a method for repairing a tire mold by using a low temperature spray method, in which a layer is formed to reduce a repair cost due to shortening of working time and finishing time.
- tire molds include upper and lower side molds spaced apart from each other on top and bottom, and a plurality of split molds disposed in a circle between them.
- the upper side mold, the lower side mold and the plurality of split molds are assembled in a cylindrical jig for forming the tire, and the plurality of split molds formed to be divided vertically with respect to the circumferential direction have a tread portion forming the tread of the tire. It is arranged in a circle to form a.
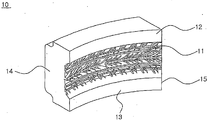
- a conventional tire mold 10 is formed on a tread portion 11 for forming a tread of a tire, and an upper side mold and an upper side mold (not shown), respectively, on the upper and lower portions of the tread portion 11. And upper and lower protrusions 12 and 13 contacting the lower side mold (not shown), and side joints 14 formed on both sides of the tread part 11 to be in contact with other adjacent molds (not shown). , 15).
- the tire mold 10 is closely assembled so that the upper and lower side molds and the split molds and the raw materials of the tires do not precipitate when assembled to the cylindrical jig for vulcanization of the tires.
- the tire mold 10 may wear out the surfaces of the upper and lower protrusions 12 and 13 and the side joints 14 and 15 according to tens or hundreds of tire vulcanization operations, and the mold and the mold may be worn by the worn surfaces.
- the tire mold 10 prevents defects caused by raw material precipitation through regular repair work.
- TIG Tungsen Insert Gas Welding
- the welding of aluminum using TIG welding takes about one day or more for the repair of a mold requiring a precise dimension of 1 mm or less because the thickness thereof is approximately 5 mm to 8 mm, and the time required for finishing is three days or more. There is a problem that the work time and finishing time are relatively long.
- the present invention is to solve the above-mentioned conventional problems, in particular to provide a repair method of a tire mold using a low-temperature spray method to prevent deformation of the mold by laminating aluminum alloy powder on the surface of the worn tire mold by a low-temperature spray method. Its purpose is to.
- the present invention provides a method for repairing a tire mold using a low-temperature spray method to form a relatively thin, hardened aluminum alloy layer by the low-temperature spray method to shorten the working time and finishing time required for welding, thereby reducing the repair cost.
- a low-temperature spray method to form a relatively thin, hardened aluminum alloy layer by the low-temperature spray method to shorten the working time and finishing time required for welding, thereby reducing the repair cost.
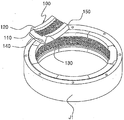
- Tire repair method using a low temperature spray method is a tread portion 110 to form a tread of the tire, and the upper and lower protrusions 120, 130 protruding on the upper and lower portions of the tread portion 110 And a tread portion 110 having a tread portion 110 and side joint portions 140 and 150 orthogonal to both ends of the upper and lower protrusion portions 120 and 130. ),
- the tire mold 110 is assembled to a cylindrical measuring jig J1 to form an inner circumferential surface, and the wear surfaces S of the upper and lower protrusions 120 and 130 and the side joints 140 and 150 are measured.
- It may include the aluminum alloy layer forming step (S120) for spraying in a ray method to form the aluminum alloy layer (L1) and the finishing step (S130) for smoothly finishing the aluminum alloy layer (L1).
- the aluminum alloy layer (L1) may be formed to a thickness of 0.1mm to 1mm.
- the aluminum alloy powder (Pa) is 92.50 to 94.00 weight percent aluminum (Al), 4.50 to 6.00 weight percent silicon (Si), 0.70 to 0.90 weight percent iron (Fe), 0.04 to 0.06 weight percent manganese (Mn), 0.04 to 0.06 weight percent magnesium (Mg), 0.15 to 0.25 weight percent zinc (Zn), 0.15 to 0.25 weight percent titanium (Ti) and 0.25 to 0.35 weight percent copper (Cu).
- Al aluminum
- Si silicon
- Fe 0.04 to 0.06 weight percent
- Mn manganese
- Mg 0.15 to 0.25 weight percent zinc
- Zn 0.15 to 0.25 weight percent titanium
- Cu 0.25 to 0.35 weight percent copper
- the repairing method of a tire mold using the low temperature spray method according to the present invention is suitable for repairing a tire mold requiring fine dimensions because it is possible to laminate a relatively fine aluminum alloy layer having a thickness of 0.1 mm to 1.0 mm, and has excellent surface condition. Since there is no separate heating and cooling process, the lamination time and the finishing time of the aluminum alloy layer are shortened, thereby improving the cost and efficiency for repairing the tire mold.
- the present invention can work at room temperature (25 °C) there is an effect of preventing the tire mold from being damaged due to expansion or distortion due to the high temperature.
- the aluminum alloy layer with improved hardness relative to the welding layer (HV 63 to HV 67) according to the TIG welding method ( HV 75 to HV 83) can be laminated.
- the compressed air used in the present invention is relatively low temperature air without explosiveness and harmfulness, it is safe and has an effect of easy process management.
- FIG. 1 is a perspective view of a conventional tire mold.
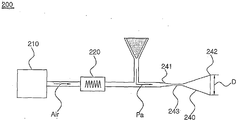
- Figure 2 is a schematic diagram showing a spray device used in the repair method of the tire mold using a low temperature spray method according to an embodiment of the present invention.
- Figure 3 is a flow chart showing a repair method of a tire mold using a low temperature spray method according to an embodiment of the present invention.
- 4 to 7 is a view showing each step according to the repair method of the tire mold using the low-temperature spray method of FIG.
- FIG. 2 there is shown a schematic diagram showing a spray device used in the repair method of a tire mold using a low temperature spray method according to an embodiment of the present invention.
- the spray device 200 used in one embodiment of the present invention is an air compressor 210 for discharging compressed air (Air), a heater 220 for heating the compressed air, aluminum alloy powder It may include a feeder 230 for supplying (Pa) and a nozzle 240 for spraying the aluminum alloy powder (Pa) to deposit on the base material (or tire mold, not shown).
- Air compressed air
- heater 220 for heating the compressed air
- aluminum alloy powder It may include a feeder 230 for supplying (Pa) and a nozzle 240 for spraying the aluminum alloy powder (Pa) to deposit on the base material (or tire mold, not shown).
- the air compressor 210 supplies the compressed air Air having a predetermined pressure to the nozzle 240 so that the aluminum alloy powder Pa supplied from the feeder 230 is deposited on the base material in an accelerated state.
- the air compressor 210 transmits the compressed air (Air) having a pressure of 5.8kgf / cm2 to 6.4kgf / cm2 to the feeder 230, so that the aluminum alloy powder (Pa) to the nozzle 240 It is supplied to accelerate at a speed of 300 m / sec to 1200 m / sec.
- the compressed air used in the present invention is safe and easy to process because it is relatively low-temperature air without explosive and harmful.
- the heater 220 is formed to apply a predetermined heat to the compressed air (Air) supplied through the air compressor 210.
- the heater 220 serves to heat the compressed air to help the aluminum alloy powder (Pa) is deposited at a faster acceleration.
- the spray device 200 used in the present invention may not use the heater 220, but the present invention is not limited thereto.
- the feeder 230 is for supplying the aluminum alloy powder (Pa) to be deposited on the base material to the nozzle 240, the aluminum alloy powder (Pa) stored in the feeder 230 is compressed through the air compressor 210 It is introduced into the nozzle 240 together with the air (Air).
- the aluminum alloy powder (Pa) stored in the feeder 230 is selected to have a particle size of 1 ⁇ m 50 ⁇ m, when the particle of the aluminum alloy powder (Pa) is smaller than 1 ⁇ m, the impact amount is small to work hardening Adhesion with the base material is not made smoothly, and when the particles of the aluminum alloy powder (Pa) is larger than 50 ⁇ m, since the number of impacts per area of the base material is reduced, it should be noted that the work hardening is not made smoothly as well.
- the nozzle 240 is for injecting aluminum alloy powder (Pa) at supersonic speed by compressed air, and a nozzle having a de laval shape may be used. That is, the nozzle 240 has a diameter relatively larger than the inlet 241 and the outlet 242 and the inlet 241 and the outlet 242 through which compressed air and aluminum alloy powder Pa are introduced and drawn out. It may comprise a small neck 243. Accordingly, the aluminum alloy powder Pa introduced through the inlet 241 passes through the neck 243 and is deposited on the base material with kinetic energy of supersonic speed. According to the present invention, the outlet 242 of the nozzle 240 may be selected to have a diameter D of 4 mm to 6 mm.
- FIG. 3 is a flowchart illustrating a method for repairing a tire mold using a low temperature spray method according to an embodiment of the present invention
- FIGS. 4 to 7 show a method of repairing a tire mold using the low temperature spray method of FIG. 3.
- a diagram showing the state of each step is shown.
- the repair method of the tire mold using a low temperature spray method is the dimension measurement step (S110), aluminum alloy layer forming step (S120), finishing step (S130) and dimensions It may be made, including the step (S140).
- the tire mold 100 by laminating aluminum alloy powder (Pa) on the wear surface of the tire mold 100 by a low temperature spray method, the tire mold 100 having improved hardness after repair is provided. Since the lamination of the aluminum alloy powder (Pa) is unnecessary to heat the base material, the working time is shorter than that of the TIG welding method, and the base material is prevented from being twisted or deformed by shrinkage expansion due to heat.
- the dimension measuring step S110 is a step of measuring the degree of wear of the tire mold 100, as shown in FIG.
- the tire mold 100 is a tread portion 110 for forming a tread of the tire, the upper and lower protrusions 120 and 130 and the tread portion 110 and the upper and lower protrusions formed on the upper and lower portions of the tread portion 110 And side junctions 140 and 150 orthogonal to both ends of the lower protrusions 120 and 130.
- Such a tire mold 100 is assembled to a cylindrical measuring jig J1 in order to check the wear site and measure the dimensions accordingly. That is, the tire mold 100 is assembled such that the tread portion 110 is formed as an inner circumferential surface on the cylindrical jig J1.
- the tire mold 100 is in contact with the adjacent mold in the measuring jig J1 without a gap when there is no wear site, and there is no dimensional difference in the upper and lower protrusions 120 and 130 or the side joints 140 and 150. do. That is, when the worn tire mold 100 is assembled to the measuring jig J1, the gap between the adjacent mold and the dimension difference between the upper and lower protrusions 120 and 130 or the side joints 140 and 150 can be identified. .
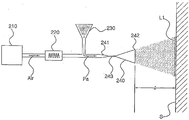
- the aluminum alloy layer forming step (S120) is a step of forming an aluminum alloy layer L1 on the wear surface S, as shown in FIG. 5.
- the aluminum alloy powder Pa may be laminated on the wear surface S by using the spray apparatus 200 of FIG. 2.
- the aluminum alloy powder Pa introduced into the nozzle 240 is taken out in an accelerated state at a supersonic speed of 300 m / sec to 1200 m / sec and stacked on the wear surface S.
- the working temperature may be made at about 25 °C
- aluminum alloy powder (Pa) is laminated on the wear surface (S) through the work hardening by supersonic energy, not chemical processing by heat. Therefore, in the aluminum alloy layer forming step (S120) of the present invention, aluminum alloy powder (Pa) may be laminated without a separate preheating process.
- the Vickers hardness of the aluminum alloy layer (L1) according to the pressure of the compressed air is shown.
- the diameter of the outlet 242 of the nozzle 240 is based on 5mm
- the average thickness of the aluminum alloy layer (L1) to be laminated is based on 1.0mm.
- the aluminum alloy layer L1 has a hardness of Vickers hardness HV 75 or higher at a pressure of compressed air of 5.8 kgf / cm 2 or more.
- the hardness difference according to the separation distance l between the nozzle 240 and the wear surface S is generally insignificant.
- the average Vickers hardness of the aluminum alloy layer (L1) is improved as the pressure of the compressed air (Air) increases, it can be seen that the surface uniformity worsens when the pressure of the compressed air exceeds 6.4kgf / cm2. That is, since the amount of the aluminum alloy powder Pa sprayed through the nozzle 240 increases as the pressure of the compressed air increases, not only the deposition surface may be uneven but also a waste of material. In addition, when the hardness of the aluminum alloy layer (L1) is too large, it should be noted that the delicate finishing work connected with the tread portion 110 may be difficult.
- the separation distance (l) between the nozzle 240 and the wear surface (S) is selected to 14mm to 16mm, it can be seen that the pinhole is generated the least.
- Table 2 the number of pinholes according to the separation distance l between the nozzle 240 and the wear surface S is described.
- the separation distance l between the nozzle 240 and the wear surface S having a 5 mm diameter is selected in the range of 14 mm to 16 mm, it can be confirmed that the number of pinholes is generated on average. . If the separation distance (l) is shorter than 14mm, there is a possibility that pinholes are generated due to the contact between the laminated surface and air, and conversely, if the separation distance (l) is longer than 16mm, the aluminum alloy powder (Pa) is uniformly sprayed. It is not possible. Therefore, when the separation distance l is selected to be 14 mm to 16 mm, it can be seen that the number of pinholes generated is the smallest, so that the adhesion state of the aluminum alloy powder Pa is good. According to the present invention, it takes 5 to 6 hours to form the aluminum alloy layer L1 having a thickness of 0.1 mm to 1.0 mm on average.
- Aluminum alloy powder (Pa) used in the present invention may be made of a component content as shown in Table 3.
- the aluminum alloy powder (Pa) may be made of 92.50 to 94.00 weight percent aluminum (Al) and 6.00 to 7.50 weight percent alloy powder.
- the alloy powder included in the pure aluminum powder is laminated with aluminum alloy powder (Pa) relatively flexibly on the wear surface (S) according to the low temperature spraying method, and helps to form a good lamination state of the surface.
- the alloy powder is selected from silicon (Si), iron (Fe), manganese (Mn), magnesium (Mg), zinc (Zn), titanium (Ti) and copper (Cu) or an equivalent metal thereof. It includes one or more.
- the aluminum alloy powder (Pa) is 92.50 to 94.00 weight percent aluminum (Al), 4.50 to 6.00 weight percent silicon (Si), 0.70 to 0.90 weight percent iron (Fe), 0.04 to 0.06 weight percent Manganese (Mn), 0.04 to 0.06 weight percent magnesium (Mg), 0.15 to 0.25 weight percent zinc (Zn), 0.15 to 0.25 weight percent titanium (Ti) and 0.25 to 0.35 weight percent copper (Cu) It can be done by.
- the finishing step S130 is a step of smoothly finishing the aluminum alloy layer L1 as illustrated in FIG. 6.
- the finishing step S130 is a step of processing the tire mold 100 on which the aluminum alloy layer L1 is formed before wear, and in the state in which at least two tire molds 100 are assembled to the split jig J2, aluminum is formed. It may be made to map the alloy layer (L1).
- the finishing step may be performed using a drill, grinder and air mill or equivalent equipment, but is not limited thereto.
- the split jig J2 is configured to accurately map two adjacent tire molds 100, and may have a shape in which a cylindrical measuring jig J1 is vertically cut in a circumferential direction.
- the tire mold 100 in which the aluminum alloy layer L1 is formed may be accurately processed.
- the finishing time is determined according to the lamination thickness and the state of the aluminum alloy layer L1, and it takes 1.5 days to 2 days on average. This is because the aluminum alloy layer L1 laminated by the low temperature spray method has a fine thickness of 0.1 mm to 1.0 mm.
- the mapped tire mold 100 is assembled to the cylindrical jig J1 to check the dimensions. Accordingly, it is confirmed that the repair of the tire mold 100 is completed, and the repaired tire mold 100 can be used again for the vulcanization operation of the tire.
- the surface state of the tire mold according to the conventional method is a black deformation of the boundary between the base material and the welding layer by a temperature of several hundred degrees (° C.).
- the surface state of the tire mold according to the present invention is almost no damage to the interface between the base material and the aluminum alloy layer because no heat is transferred during the lamination of the aluminum alloy powder.
- the conventional surface state is made of a relatively thick and irregular welding layer compared to the present invention, the surface state of the aluminum alloy layer according to the present invention becomes relatively uniform.
- the weld layer forming state according to the conventional method is rough and uneven surface, and pinholes may be generated after the work.
- the aluminum alloy layer forming state according to the present invention has a relatively smooth surface. Therefore, in the state of forming the aluminum alloy layer according to the present invention, the finishing operation is performed faster than the welding layer forming state according to the conventional method. Substantially the finishing operation in the weld layer forming state according to the conventional method takes at least 3 to 4 days, whereas the finishing operation in the aluminum alloy layer forming state according to the present invention is completed in 1.5 days to 2 days under the same conditions. do. However, since there may be other variables in addition to the above-described state in the present invention, the mapping time is not limited thereto.
- the low temperature spray method can work at room temperature (25 ° C.), it is possible to prevent the tire mold from being damaged due to expansion or distortion due to the high temperature.
- the compressed air (Air) is relatively low-temperature air without explosive and harmful, safe and easy to process management.
- the repair of the tire mold 100 by the low temperature spray method can be laminated to a relatively fine aluminum alloy layer (L1) of 0.1mm to 1.0mm thickness is suitable for the repair of the tire mold 100 requiring a fine dimension. Since the surface condition is excellent and there is no need for a separate heating and cooling process, the lamination time and the finishing time of the aluminum alloy layer L1 are shortened, thereby improving the cost and efficiency for repairing the tire mold 100.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
Abstract
L'invention concerne un procédé pour réparer un moule pour pneumatique reposant sur l'utilisation d'un processus de projection à froid, qui permet de réduire les coûts de réparation par une réduction du temps de travail et du temps de finition, obtenue par formation d'une couche d'alliage d'aluminium relativement mince présentant une dureté accrue, avec une faible déformation du matériau de base, par application, par un processus de projection à froid, d'une poudre d'alliage d'aluminium sur un moule pour pneumatique abrasé. A cette fin, l'invention concerne un procédé pour réparer un moule pour pneumatique reposant sur l'utilisation d'un processus de projection à froid, dans lequel le moule pour pneumatique présente une partie bande de roulement pour former une bande de roulement de pneumatique, une partie supérieure et une partie inférieure faisant saillie formées sur la partie supérieure et sur la partie inférieure de la partie bande de roulement, et des parties de liaison de surface latérale perpendiculaires aux deux extrémités de la partie bande de roulement et des parties supérieure et inférieure en saillie. Le procédé de l'invention comprend les étapes consistant à: assembler le moule pour pneumatique sur un gabarit de mesure cylindrique, de sorte que la partie bande de roulement présente une surface périphérique intérieure, et mesurer les surfaces abrasées de la partie supérieure et de la partie inférieure en saillie et des parties de liaison de surface latérale; former une couche d'alliage d'aluminium sur les surfaces abrasées par soufflage de poudre d'alliage d'aluminium par air comprimé (5,8 à 6,4 kgf/cm2) et par projection, par un processus de projection à froid, de cette poudre, par des ajutages présentant un diamètre compris entre 4 et 6 mm, situés à une distance de 14 à 16 mm des surfaces abrasées; et effectuer la finition de la couche d'alliage d'aluminium de manière à la rendre lisse.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2008-0050839 | 2008-05-30 | ||
| KR1020080050839A KR100867277B1 (ko) | 2008-05-30 | 2008-05-30 | 저온 스프레이 방식을 이용한 타이어 금형의 수리 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| WO2009145595A2 true WO2009145595A2 (fr) | 2009-12-03 |
| WO2009145595A3 WO2009145595A3 (fr) | 2010-03-25 |
Family
ID=40283721
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/KR2009/002887 Ceased WO2009145595A2 (fr) | 2008-05-30 | 2009-05-29 | Procédé pour réparer un moule pour pneumatique reposant sur l'utilisation d'un processus de projection à froid |
Country Status (2)
| Country | Link |
|---|---|
| KR (1) | KR100867277B1 (fr) |
| WO (1) | WO2009145595A2 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITTO20110257A1 (it) * | 2011-03-24 | 2012-09-25 | Avio Spa | Metodo per la riparazione di un componente in lega di alluminio |
| WO2013113215A1 (fr) * | 2012-02-02 | 2013-08-08 | 冠翔(香港)工业有限公司 | Appareil d'apport pour l'intégration de gaz et de mélange de caoutchouc |
| US20240269900A1 (en) * | 2021-06-18 | 2024-08-15 | Bae Systems Plc | Method of making a composite mould tool and repairing method of a composite mould tool |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101519709B1 (ko) | 2013-03-05 | 2015-05-12 | 기아자동차주식회사 | 고속화염용사 코팅법과 플라즈마 이온 질화법를 이용한 금형의 보정 및 재생 방법 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08109460A (ja) * | 1994-10-14 | 1996-04-30 | Nippon Steel Corp | ガラス成形金型用溶射材料 |
| JP4109567B2 (ja) | 2003-04-09 | 2008-07-02 | 新日本製鐵株式会社 | 連続鋳造用鋳型およびその製造方法 |
| KR100570551B1 (ko) * | 2003-12-30 | 2006-04-12 | 한국기계연구원 | 성형성이 우수한 알루미늄 합금 분말의 제조방법 |
| KR100794294B1 (ko) * | 2004-03-04 | 2008-01-14 | 고경현 | 내마모성 금속-세라믹 복합체 코팅 형성 방법 |
-
2008
- 2008-05-30 KR KR1020080050839A patent/KR100867277B1/ko active Active
-
2009
- 2009-05-29 WO PCT/KR2009/002887 patent/WO2009145595A2/fr not_active Ceased
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITTO20110257A1 (it) * | 2011-03-24 | 2012-09-25 | Avio Spa | Metodo per la riparazione di un componente in lega di alluminio |
| WO2012127457A1 (fr) * | 2011-03-24 | 2012-09-27 | Avio S.P.A. | Procédé de réparation de composant d'alliage d'aluminium |
| WO2013113215A1 (fr) * | 2012-02-02 | 2013-08-08 | 冠翔(香港)工业有限公司 | Appareil d'apport pour l'intégration de gaz et de mélange de caoutchouc |
| US20240269900A1 (en) * | 2021-06-18 | 2024-08-15 | Bae Systems Plc | Method of making a composite mould tool and repairing method of a composite mould tool |
| US12459163B2 (en) * | 2021-06-18 | 2025-11-04 | Bae Systems Plc | Method of making a composite mould tool and repairing method of a composite mould tool |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2009145595A3 (fr) | 2010-03-25 |
| KR100867277B1 (ko) | 2008-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8283026B2 (en) | Method for producing highly mechanically demanded pieces and specially tools from low cost ceramics or polymers | |
| WO2009145595A2 (fr) | Procédé pour réparer un moule pour pneumatique reposant sur l'utilisation d'un processus de projection à froid | |
| WO2011110346A2 (fr) | Procédé pour produire un outil de formage refroidissable | |
| CN105499459A (zh) | 异质金属构筑成形方法 | |
| CN105081575A (zh) | 模具表面的激光修复方法 | |
| EP1880038A1 (fr) | Procede de reparation de compartiments a parois minces | |
| EP4015193B1 (fr) | Appareil et procédé de formation d'un film pour étui pour une batterie secondaire | |
| WO2021090966A1 (fr) | Procédé surfaçage de renfort pour moule d'emboutissage | |
| CN107805809A (zh) | 一种汽车模具表面涂膜修复工艺 | |
| EP1877598A1 (fr) | Reparation et recharge effectuees avec du magnesium | |
| CN101028750B (zh) | 一种钛合金蜂窝板的制造方法 | |
| CN207303186U (zh) | 一种新能源电动汽车的新型铸铝电池箱体 | |
| JPS58179505A (ja) | ストリツプ搬送用ロ−ルおよびその製造方法 | |
| WO2020130476A2 (fr) | Procédé de fabrication de soudures pour tôles d'acier revêtues ayant de bonnes propriétés de résistance à la corrosion et de fatigue | |
| CN116043155B (zh) | 耐液态铅铋冲刷腐蚀复合涂层及其制备方法、应用 | |
| EP2169281B1 (fr) | Fil machine pour bague de graissage de type i et son procédé de fabrication | |
| CN101029703A (zh) | 一种钛合金异型材及其制造方法 | |
| WO2016017861A1 (fr) | Système et procédé de fabrication de plaque métallique tridimensionnelle à l'aide de plaques métalliques ayant différentes épaisseurs | |
| CN111302654A (zh) | 单面优势压应力玻璃及其制备方法与应用 | |
| CN111058966A (zh) | 脉冲发动机硬隔板的制作方法 | |
| EP3604878A1 (fr) | Procédé de préparation d'un tuyau droit à double couche résistant à l'abrasion de type sectionnel et tuyau droit résistant à l'abrasion correspondant | |
| CN113399659A (zh) | 一种铸件表面缺陷修补方法 | |
| CN106756718A (zh) | 一种耐磨涂层喷涂工艺 | |
| CN113718243A (zh) | 一种密封筒件的破损修复方法 | |
| CN115627439B (zh) | 一种无分层组织结构的致密厚合金涂层及其制备方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09755060 Country of ref document: EP Kind code of ref document: A2 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 09755060 Country of ref document: EP Kind code of ref document: A2 |